Ytförberedelse
Innan du börjar konservera måste du utföra följande steg:
- avfetta ytan med aceton, bensin eller något annat lösningsmedel;
- ta bort oxidfilmen från platsen där lödningen kommer att utföras. För rengöring används sandpapper, en slipskiva eller en borste med ståltrådsborst. Alternativt kan etsning användas, men denna procedur är inte så vanlig på grund av dess specificitet.
Man bör komma ihåg att det inte kommer att vara möjligt att helt ta bort oxidfilmen, eftersom en ny formation omedelbart uppträder på den rengjorda platsen. Därför utförs strippning inte för att helt avlägsna filmen, utan för att minska dess tjocklek för att förenkla flussmedlets uppgift.
Lödpunktsuppvärmning
För lödning av små delar kan du använda en lödkolv med en effekt på minst 100W. Massiva föremål kommer att kräva ett kraftfullare uppvärmningsverktyg.
 300W lödkolv
300W lödkolv
Det bästa alternativet för uppvärmning är att använda en gasbrännare eller en blåslampa.
 Enkel gasbrännare
Enkel gasbrännare
När du använder brännaren som ett uppvärmningsverktyg bör följande nyanser beaktas:
- Överhett inte basmetallen, eftersom den kan smälta. Därför måste temperaturen övervakas regelbundet under processen. Detta kan göras genom att röra det uppvärmda elementet med löd. Smältning av lodet låter dig veta att den önskade temperaturen har uppnåtts;
- syre bör inte användas för att berika gasblandningen, eftersom det bidrar till den starka oxidationen av metallytan.
Typer och funktioner hos gasbrännare
En gasbrännare anses med rätta vara den mest bekväma enheten för att svetsa några kopparprodukter. Enheten har liten vikt och dimensioner, den är bekväm i arbete och ekonomisk. Möjligheten att justera lågans kraft låter dig ställa in parametrarna för specifika typer av arbete.
Standarddesignen för en gasbrännare inkluderar följande element:
- Knut för att fixera tanken med bränsle.
- Instrumenthuvud.
- Munstycke.
- Reducerare.
- Flamintensitetsregulator.

Dessutom inkluderar tillverkare ytterligare element i designen: adaptrar, spetsar, flamskydd, etc.
Enheter klassificeras enligt flera parametrar. Så enligt enhetens tekniska kapacitet finns det:
- Hushåll. Billiga enheter med ett minimum av funktioner. Brandtemperaturen regleras i intervallet 1000-1500°C.
- Professionell. Dyrare brännare designade för seriöst arbete. Lågan har en temperatur på 1500-2000°C.
Beroende på vilken gasblandning som används är brännare indelade i flera typer:
- Propan. De är specialiserade eller allmänna. anses vara den vanligaste. Gasen ger en jämn, intensiv låga.
- På MARR-gas. De kännetecknas av en mjuk, men energisk låga, som är skonsam mot rörmaterialet och förhindrar dess skada.
- Acetylen. Används oftast när man arbetar med huvudobjekt. De matas från engångscylindrar eller är stationära. Gasen genererar en hög flamtemperatur, vilket har en positiv effekt på ekonomin, men leder ofta till överhettning av delar och ökar sannolikheten för skador.
Gasolbrännare med engångsflaskor är lätta att använda, oberoende av elkällor, kompakta och säkra. Den enda nackdelen är behovet av frekvent byte av cylindrar.
Stationära installationer kännetecknas av en kraftfull flambrännare, som möjliggör lödning snabbt och effektivt. I vardagen används extremt sällan.
Hur man använder lod
För att sömmen efter lödning ska vara stark och lufttät är det nödvändigt:
- förbered noggrant rör innan lödning.För att göra detta rengörs ändarna på rören från oxider och andra typer av föroreningar med en metallborste, och de grader som bildas efter att ha klippt rören avlägsnas med en speciell anordning - en beveler;

Förberedelse av kopparrör för lödning
- expandera änden av ett rör med några millimeter så att rören lätt passar ihop. Om lödning görs med beslag (speciella element utformade för att montera en rörledning av olika konfigurationer), ökar diametern på beslaget, och inte röret;

Öka rördiametern
- bearbeta platserna för lödning av rör med flussmedel;

Flussning av röret före lödning
Eftersom flussmedlet är en giftig förening, när man arbetar med det, måste säkerhetsreglerna följas strikt: arbete måste utföras med handskar och i ett ventilerat område.
- förbered en gasbrännare (utrustning avsedd för lödning av rör av koppar) och värm lätt upp de områden som ska lödas;
- applicera försiktigt lödning runt hela rörets omkrets, som under uppvärmning gradvis kommer att förändras från ett fast till ett flytande tillstånd och därigenom fylla hela det tomma utrymmet;
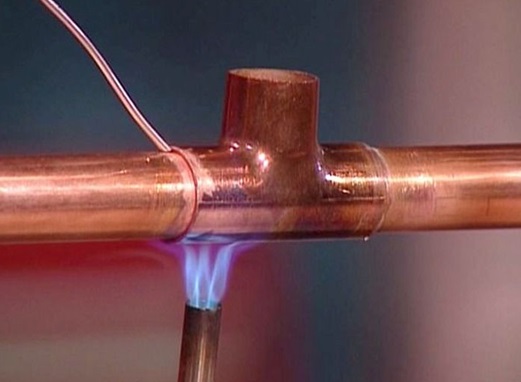
Lödning med lödning
- Låt lodet svalna helt medan det fortfarande är. För fullständig kylning, beroende på typ av lod, krävs i genomsnitt 3-5 minuter.
Processen att löda kopparrör med lödning visas i videon.
När du väljer lödning och flussmedel är det nödvändigt att ta hänsyn till alla huvudegenskaper hos ämnena, det vill säga om högtemperaturlödning används för lödning, bör flussmedlet också utformas för högtemperaturlödning. Korrekt utvalda och matchade material bidrar till att inte bara få en tät söm, utan också den mest hållbara anslutningen.
De mest populära modellerna och tillverkarna
Byggmarknaden presenterar idag ett stort antal enheter från olika tillverkare. Gasbrännare av inhemsk produktion är populära: Profi-Tools; Allgas; Donmet. Utländska tillverkare har också ett gott rykte: Rothenberger; Kemper; Virax; Rems; Uniweld.
De flesta företag erbjuder brännare av olika klasser - från handhållna mobila enheter till professionella kraftfulla enheter. En semiprofessionell propanbrännare kostar från 1,5 till 10 tusen rubel. Professionella enheter kommer att kosta mer - minimikostnaden är från 20 tusen rubel.
Vad du behöver för lödning
För kapilläranslutning kopparrör kommer att kräva följande verktyg och material:
- verktyg för förbehandling av anslutna element;
- flussmedel och lod;
- speciell fum-tejp;
- gängverktyg och hylsor;
Typer av lödningar
Löd är av två typer - hårda och mjuka. Mjuklod är en tråd gjord av metaller och legeringar med låg smältpunkt (tenn, bly, silver, etc.). Diametern på sådant lod är inte mer än 3 mm.
Hårda lödningar är gjorda av eldfasta metaller och har en större diameter.
Flussmedel och lödpasta
Flux eller pasta används för att säkra anslutningen. Detta ämne förhindrar främmande element från att komma in i korsningen, sömmen är pålitlig utan porer. Flussmedlet är baserat på bor- eller saltsyra, zinkklorid. För att skapa en skyddande film vid korsningen används hartser, kolofonium och vax.

Lödflussmedel är uppdelade i flytande, fasta och specialpastor. Den färdiga blandningen är dyrare än andra material, men det är mycket bekvämare att arbeta med det.
Passande
Beslag kallas speciella delar som är monterade i korsningen av ämnen med olika diametrar, ansluter flera rör vid en punkt eller när man byter till ett annat rörledningsmaterial.
Om det är nödvändigt att använda rördelar från ett annat material är det viktigt att värmeutvidgningskoefficienten och andra tekniska parametrar för materialet i rör och rördelar matchar
Flöde
När man väljer ett flussmedel måste man ta hänsyn till att inte alla kan vara aktiva mot aluminium. Vi kan rekommendera att använda för sådana ändamål produkter från en inhemsk tillverkare - F-59A, F-61A, F-64, de består av ammoniumfluorborater med tillsats av trietanolamin. Som regel finns det ett märke på flaskan - "för aluminium" eller "för lödning av aluminium".
 Flux av inhemsk produktion
Flux av inhemsk produktion
För högtemperaturlödning bör du köpa flussmedel, tillverkat under varumärket 34A. Den består av kaliumklorid (50 %), litiumklorid (32 %), natriumfluorid (10 %) och zinkklorid (8 %). En sådan komposition är mest optimal om högtemperaturlödning utförs.
 Rekommenderat flussmedel för paki vid hög temperatur
Rekommenderat flussmedel för paki vid hög temperatur
Flöde
För de flesta typer av lödningar är förbehandling av rör med en speciell sammansättning, som kallas flussmedel, nödvändig.
Flux produceras:
i flytande form;

Lödföreningar i flytande form
i form av en pasta.

Lödmassa i form av en pasta
Det är mer föredraget och bekvämare att använda ett flussmedel gjort i form av en pasta, eftersom en mer fast sammansättning bidrar till enhetlig applicering och inte sprids över rörets yta.
Flux tillåter:
- utföra ytterligare rengöring av rör från oxider;
- fördela lodet jämnare under lödningsprocessen;
- skydda fogen från korrosion och bildandet av oxider.
Utrustning och material som behövs för lödning
Liksom alla tekniska processer kräver lödning användning av speciella enheter och verktyg. Först och främst behövs följande verktyg för lödning av kopparrör.
Brännare. Det kan ha olika utföranden. När du väljer är det värt att överväga vilken typ av lod du ska arbeta med, eftersom var och en av dem behöver en viss temperatur.

Fackel för lödning av kopparrör
Strukturellt kan brännare fungera:
- från engångspatroner med brännbar gas (mer kompakt version),
- från standard påfyllningsbara cylindrar.

Rörskärare för kopparrör
För att skära ämnen är det bäst att använda speciella rörskärare. I princip klarar du dig med en enkel bågfil, men det är mycket problematiskt att såga med den på vissa svåråtkomliga ställen, och renheten i snittet blir låg. Kostnaden för verktyget beror direkt på diametern på de rör som de kan skära.
Anslutningen av kopparrör utan dyra kopplingar, genom metoden för teleskopisk dockning (ett rör går in i ett annat, som har en något större diameter), följt av kapillärlödning, kan utföras helt för hushållens VVS- och värmenät, vattentemperaturen i som inte överstiger 110 grader. Detta kräver en speciell rörexpanderare.
För att eliminera grader och grader på kanten av arbetsstycket behövs en avfasningsanordning, de finns även i olika modifieringar.
För lödning av rörledningar för olika ändamål, och ännu mer för element som kommer att fungera under särskilt kritiska förhållanden, behövs speciella lödningar.
- Standard. Det används oftast, men rekommenderas inte för användning i dricksvattensystem.
- Mjuk lödning. Förbrukningsmaterialet som används för lödning av beslag och röda bronsprodukter används ofta för att ansluta kopparrör med mässingskopplingar.
- Hårda lödningar. De mest populära lödningarna vid anslutning av kopparrör. Dess användning vid kapillärlödning av nästan all kommunikation, även gasledningar, ger en pålitlig anslutning. Dessa lod, som är i kategorin koppar-fosforsilver-innehållande lödtillsatsmaterial, kräver inget extra flussmedel. Det rekommenderas dock inte vid sammanfogning av aluminiumbronser och legeringar som innehåller mer än 10 % nickel, detta beror på en viss sprödhet i lodet.
- Silverlod är de dyraste, men de kan användas för att sammanfoga en mängd olika färgade material.
För att förhindra bildandet av oxider vid lödningsplatsen, vid användning av standard- och mjuklödningar, är flussbehandling obligatorisk.
lödningsprocess
Innan du går vidare direkt till anslutningen av de skurna ämnena måste de förbehandlas. Först rengörs fogen, mindre defekter och grader elimineras. Därefter behandlas ytorna på rören som ska sammanfogas med borstar och borstar från utsidan och från insidan. Använd inte slipande verktyg, annars uppstår repor.
Vid behov expanderar ett rör. Kopparrörens diameter måste vara sådan att ett arbetsstycke fritt kommer in i det andra. Innan det måste det värmas upp, annars kommer mekaniska skador att uppstå, vilket ytterligare kommer att påverka anslutningens täthet.
För att skydda mot luftinträngning i sömmen och för bättre vidhäftning appliceras ett flussmedel eller pasta på ytan.

Först efter att ha slutfört det förberedande arbetet bör du börja värma lodet och rören med en brännare. Uppvärmning måste utföras jämnt för att förhindra överhettning.
Efter att rören har värmts upp införs lödtråd i gapet mellan dem. Det smälter och fyller gapet vid rörskarven och bildar en söm. Efter kylning avlägsnas flussmedlet.
Säkerhet
För att undvika skador och andra obehagliga konsekvenser är det viktigt att följa säkerhetskraven: installera och reparera rörledningar endast med skyddshandskar och skyddsglasögon, i arbetsoveraller, förhindra att brännarlågan och het metall kommer i kontakt med oskyddad hud, arbeta inte med öppen eld nära brandfarliga material
Grundläggande misstag
Processen att löda kopparrör är inte särskilt komplicerad, men nybörjare gör ofta misstag som sedan påverkar kvaliteten på anslutningen. Vanliga misstag nybörjare gör:
- otillräcklig förbehandling av lödningsplatsen;
- pressning - icke-observation av ett tillräckligt gap mellan rören, vilket resulterar i att sömmen är ojämn;
- använder fel lod;
- överhettning av rör, vilket leder till en försämring av prestanda;
- otillräckligt noggrann rengöring av flussmedlet efter lödning, vilket orsakar korrosion.
Dessutom krävs att man följer ett förberedd designschema.
Bearbeta video
För en bättre förståelse av installationsprocessen, se videon här:
Prenumerera på nya artiklar – det är mycket intressant som väntar!
Varianter av brännare
Utrustningen som presenteras på byggmarknaden är uppdelad i flera typer.
Brännare med fasta och engångscylindrar
Sådana enheter är utrustade med engångsgasflaskor med propan, acetylen etc. Fördelarna med att använda denna typ av utrustning inkluderar rörlighet, enkel användning och säkerhet.
Du kan använda ett sådant verktyg både för installation av VVS och värmesystem.
Handbrännare
Fördelarna med sådan utrustning inkluderar först och främst kompakthet. Med hjälp av en handlödkolv är det bekvämt att montera en rörledning i ett litet rum, löda rör på de mest otillgängliga platserna.

Handbrännaren drivs på en brännbar engångsgasflaska. Verktyget är utrustat med en flamlängdsregulator, satsen innehåller vanligtvis munstycken med olika diametrar. Verktyget kräver ingen elektrisk anslutning. Om du följer alla arbetsregler är anslutningen pålitlig och hållbar. Ett handverktyg klarar enkelt installationen av luftkonditioneringssystem och annan hushållskommunikation.
Professionella brännare
Utrustning som tillhör den professionella kategorin är kapabel att arbeta med särskilt eldfast lödning. Den används vid installation av strukturer vid industrianläggningar där rörledningen utsätts för betydande belastningar.
Stor vikt och dimensioner tillåter dig inte att arbeta i en trång lägenhet. För hushåll och personligt bruk är det inte tillrådligt att köpa sådana enheter - hushållskommunikation kräver inte en sådan anslutningskvalitet, och kostnaden för enheten är högre än för andra typer.
Hemgjorda brännare
Ibland använder mästare enheter monterade av sina egna händer. De skiljer sig åt i sina egenskaper och tillhör både manuella och stationära typer. Hemmagjorda brännare består av samma grundelement som köpta. Det rekommenderas dock inte att använda sådana enheter, eftersom det inte finns någon garanti för säker drift. Och när det gäller prestanda är de vanligtvis sämre än fabriksutrustning.


