Vilka ytterligare verktyg kommer att behövas när du arbetar med en lödkolv
När du arbetar med verktyget i fråga behöver du inte bara ha förbrukningsvaror utan även hjälpverktyg.
Ett speciellt stativ behövs för att inte hålla en uppvärmd lödkolv i handen. Stativet kan köpas, men dess design är så primitiv att den kan göras självständigt. För att göra detta behöver du en bit träskiva, på vilken ståltrådsstöd är placerade, böjda i form av horn
Fil eller rasp - behövs för att skärpa sticket. Under verktygets drift genomgår spetsen deformation, därför måste den jämnas ut. Förutom att filen rengör och riktar spetsen, kan den också användas för att förbereda verktyget för att arbeta med material av olika tjocklek.
Att arbeta med en förorenad spets är mycket svårt, så om du bara lär dig, var uppmärksam på att förbereda verktyget för lödning
Tång eller pincett - dessa verktyg spelar en viktig roll när du arbetar med en lödkolv. I själva verket, när en kärna av en tråd eller en del värms upp, överförs värme över hela ytan
Det blir svårt att hålla i tråden utan isolering för hand, eftersom du kan bränna dig. För detta används tång om tjocka trådar löds eller pincett (med den obligatoriska närvaron av en plastbas) när man arbetar med små halvledarelement eller tunna trådar
Svamp - används för att rengöra spetsen på lödkolven under lödningsprocessen från olika ämnen - sot, främmande partiklar och annat. Svampar gjorda av olika material används för att rengöra stinget - viskos, cellulosa, metall. Hur man använder svampar för rengöring av lödkolvar beskrivs i detalj i materialet nedan.
Efter att ha sammanfogat delarna genom lödning kan du behöva alkohol om flussmedel, eltejp eller värmekrympslang användes för att isolera området och skydda det från yttre faktorer.
Induktionslödkolvsanordning
Varje induktions(puls) lödkolv består av en nedtrappningstransformator, en kortslutningsknapp och en spets gjord av koppartråd, 1-3 mm tjock. I vissa konstruktioner läggs en strömkälla och andra element till dem.
Så här ser diagrammet över den enklaste induktionslödkolven ut:
Det bör noteras att transformatorn i denna krets har två sekundära lindningar: en matar lampan för att belysa lödpunkten och den andra matar spetsen. https://www.youtube.com/embed/z-a__qL-Fq4
En puls och induktionslödkolv är inte samma sak. Pulsade kallas induktionslödkolvar, som innehåller en högfrekvent spänningsomvandlare. Exempelanordningen med en nedtrappningstransformator är inte en pulsanordning.
Vad är en lödkolv och hur enheten fungerar
En elektrisk lödkolv är en typ av elverktyg med hjälp av vilka två delar sammanfogas med hjälp av mjuka ämnen. En sådan mjuk substans är lod, som smälter och blir flytande på grund av exponering för höga temperaturer. När exponeringen för höga temperaturer upphör, stelnar lodet (vilket sker nästan omedelbart), vilket ger en pålitlig anslutning. Enheten i fråga är elektronikingenjörers huvudvapen, genom vilket inte bara anslutningen av ledningar och halvledarelement utförs, utan också deras separation.

Enheten har externt en enkel design, men inuti består den av olika delar, vars syfte bör förstås.Det är inte alls nödvändigt att känna till enheten för en lödkolv för att lära sig hur man använder den korrekt, men denna information kommer att hjälpa om den misslyckas. Enheten består av ett antal av följande element, som har sina egna egenskaper:
- Den är baserad på en metallstav gjord av röd koppar. Det är denna stav som värmer upp och smälter lodet när delarna kopplas ihop. Röd koppar används som grund för stången, eftersom det är detta material som har en hög grad av värmeledningsförmåga (det överför värme bra). Änden av stången har en kilform, vilket är nödvändigt för att arbeta med små halvledarelement. Änden av staven kallas sting, som på skruvmejslar
- Värmeelementet är ett stålrör, inuti vilket en röd kopparstav är införd. Röret är insvept i glimmer eller glasfibersammansättning, ovanpå vilken en nikromtråd är lindad. När ström passerar genom tråden värms den upp och överför värme till metallröret. Som ett resultat värms stången upp och går i fungerande skick. Ovanpå nikromtråden finns ett skyddande lager av glimmer. Det skyddar spiralen från kontakt med lödkolvens metallkropp, vilket ökar säkerheten för den elektriska apparaten. Dess andra skyddsfunktion är att hålla kvar värme och inte överföra den till enhetens stålhölje.
- Handtag - tillverkat av värmebeständig plast eller trä, och låter mästaren bekvämt arbeta med verktyget
- Kablar och stickpropp för anslutning till uttag. Ledningarna är anslutna till nichromtrådens ledningar. För en säker anslutning används aluminiumklämmor, som är lödda för att säkerställa tillförlitlig kontakt. Klämmor vid korsningen används på kraftfulla lödkolvar, och på enheter med låg effekt utförs föreningen utan ytterligare fixering, men med obligatorisk tillämpning av lod. Aluminiumplattor för anslutning av koppartråd med nikromgänga används för att öka anslutningens tillförlitlighet, samt för att ta bort värme. Ju mer kraftfull lödkolv, desto starkare värms koppartrådarna upp, så aluminiumklämmorna utför värmeavledning. Denna information kommer att vara användbar om, vid reparation av en kraftfull lödkolv, beslutet fattas att ta bort aluminiumplåtarna. Tjockleken på kopparkabelns kärna väljs beroende på enhetens kraft
- Stålkroppen är den del av verktyget som innehåller värmeelementet. Det kan finnas (beroende på modell) en gängad skruv på kroppen, genom vilken stången är fixerad. Husets design kan ha hål närmare handtaget, vars syfte är att avlägsna värme
Hur lödkolven är anordnad inuti visas på bilden nedan.
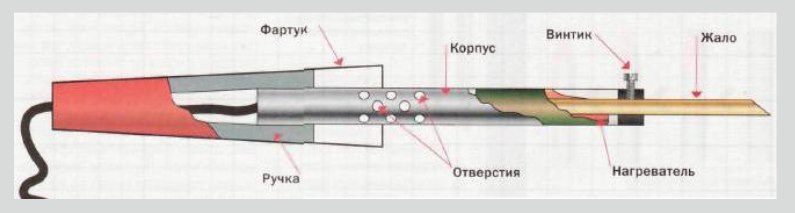
Det är användbart att förstå enheten för lödkolven för alla som planerar att reparera den i händelse av ett haveri.
Brister
Trots de övertygande fördelarna med lödkolvar från Kandan finns det några nackdelar:
- Kostnaden för lödkolvar är ganska hög och de som sällan använder sådana verktyg måste ofta leta efter något billigare.
- Märket har förfalskningar. Under sken av turkiska lödkolvar kan andra, mycket liknande enheter produceras, men de kommer inte att ha något att göra med det ursprungliga företaget. Denna produkt kommer att ha lägre kvalitet.
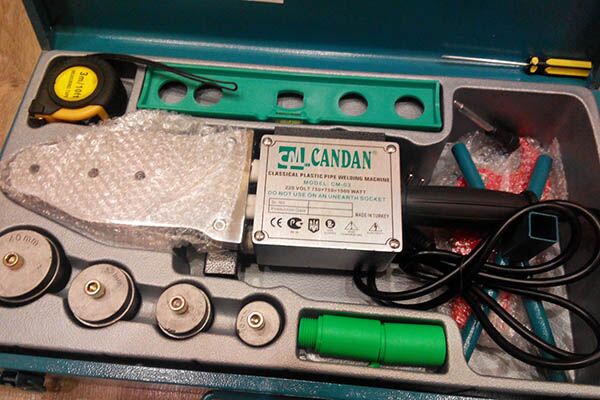
Funktioner hos Candan lödkolvar
Många modeller av lödkolvar är standardutrustade med ytterligare verktyg för arbete. Allt beror på den specifika sorten, eftersom utrustningen kan variera, men du kan ofta hitta ett stativ, sax, måttband, nivåer och en uppsättning munstycken. I de flesta fall är lödkolvar utrustade med en tvålägesbrytare som ökar eller minskar verktygets kraft genom att ansluta ytterligare värmeelement.
Brännindikatorer kan också hänföras till varumärkets funktioner.Om värmeslingan är på tänds de röda lamporna. Modellen Candan CM 06 lödkolv har en termostatkontroll som hjälper till att reglera temperaturen från 50 till 320 grader Celsius. Andra modeller kan ha andra justeringsvärden. Justeringssteget är ca 10 grader. För att underlätta arbetet är verktygets handtag gummerade.
Originalverktygen är märkta med företagets logotyp, som finns på lådan och själva lödkolven. På de kinesiska kopiorna är tillverkningsdatumet tryckt på ett klistermärke, medan det på originalet är präglat på sidoplåten. Fästningen av plattan i originalet är gjord med nitar, medan i den falska allt är bultat där.
Modeller
Modellsortimentet av verktyg har flera ganska populära modeller, bland vilka det är värt att notera följande:
Lödkolv för rör Candan CM-01. Det finns två nivåer av effektkontroll. Maxeffekten är 1500 watt. Levereras med stativ och rörskärare. Temperaturkontroll från 50 till 350 grader Celsius. Satsen kommer med 4 munstycken.
 Lödkolv för rör Candan CM-01
Lödkolv för rör Candan CM-01
Lödkolv för rör Candan CM-3.
 Lödkolv för rör Candan CM-3
Lödkolv för rör Candan CM-3
Lödkolv för rör Candan CM-06 1500 W. Värmaren har teflonbeläggning. Vikten på lödkolven med förpackning är 5 kg. Den maximala rörstorleken är 63 mm och den minsta är 16 mm. Möjligheten att justera temperaturen från 50 till 350 grader Celsius.
 Candan CM-06 rörlödkolv
Candan CM-06 rörlödkolv
Hur man använder en Candan lödkolv
Utseendet på en lödkolv för polypropen skiljer sig markant från ett vanligt verktyg som är bekant för alla. Detta gäller inte bara för modeller av detta märke, utan för hela typen som helhet. Funktionsprincipen kommer också att vara något annorlunda, så du måste känna till instruktionerna för att använda lödkolven för Candan polypropenrör.
Funktionsprincipen för denna enhet är mycket lik den som används i hushållsjärn. Innan du slår på direkt, här måste du förbereda lödkolven för arbete. Ett speciellt stativ skruvas på verktyget och ett munstycke är installerat, vilket blir huvuddelen för lödning av rör. Om du måste arbeta med olika rördiametrar måste du installera två munstycken med lämpliga storlekar i lödkolven.
Efter de förberedande procedurerna kan du redan börja ansluta till nätverket. För att värma upp måste du ställa in en lämplig temperatur och sedan slå på båda värmeelementen. Uppvärmningen kan vara från 10 till 30 minuter. Indikatorn bör informera om uppvärmning. Efter det kan du redan gå vidare till direktlödning.
Därefter måste du förbereda bitarna av rör och beslag som ska lödas. Med en lödkolv måste du värma beslaget och en bit rör samtidigt. När delarna når önskat tillstånd och deras ändar smälter måste delarna snabbt kopplas samman. Allt måste göras första gången, annars kommer den omsmälta polypropenen att förlora sina egenskaper.
Slutsats
Det är inte för inte som varumärket Candan intar en hög plats på marknaden för lödkolvar för polypropen. Detta är ett eftertraktat område, som mest är intresserad av proffs. Det är för sådana specialister som detta verktyg skapas. För affärsbehov har det en mycket överkomlig kostnad, även om det för privat bruk kan verka dyrt. Produkternas kvalitet och tillförlitlighet lönar sig fullt ut.
Funktionsprincipen för en elektrisk lödkolv
När du slår på lödkolven i det elektriska nätverket passerar strömmen genom nikromspolen och värmer den. Värmen som frigörs i denna process överförs till kopparstaven. Stången kan värmas till en temperatur på 300 - 350 C. Den uppvärmda kopparstaven ("sting" av lödkolven) smälter lodet och värmer delarna som ska lödas.
Elektriska lödkolvar skiljer sig i effekt och typ av värmeelement. För lödning och förtenning av stora delar, metallplåtar och trådar med stort tvärsnitt krävs lödkolvar med en tjock "sting" och en effekt på minst 80-100 W.Elektriska lödkolvar med en värmeelementeffekt på 40 till 80 W används inom radioelektronik och är väl lämpade för mindre reparationer av elektrisk utrustning. Lågeffektlödkolvar (20 - 40 W) med ett tunt "sting" används för att löda mycket små delar som är känsliga för statisk spänning (till exempel elektroniska komponenter).
klicker för adsense
Idag är de vanligaste elektriska lödkolvar med en spiralvärmare - EPSN. Värmaren (värmeelementet) består av ett keramiskt eller glimmerrör, på vilket en nikrom spiral är lindad. Dessa lödkolvar är de mest pålitliga och hållbara i drift. De är bra för de fall där du inte behöver löda så ofta.
Nu tillverkas också elektriska lödkolvar med keramisk värmare. Som övningen av deras applikation visar är de väldigt nyckfulla. Värmeelementet består av en tunn smal keramisk platta, inuti vilken det finns en spiral av mycket tunn nikromtråd. När en vätska kommer på en sådan lödkolv (eller snarare på ett värmeelement), om den faller utan framgång eller är kraftigt deformerad, går den tunna tråden i spiralen av och lödkolven kan inte längre repareras.
Om du löder tillräckligt ofta så är enkla elektriska lödkolvar oumbärliga. Du behöver helt enkelt skaffa antingen en uppsättning lödkolvar med olika kapacitet och med utbytbara "stinger", eller köpa en elektrisk lödstation. Lödstationen är utrustad med en "sting" värmetemperaturregulator, automatiskt underhåll av den inställda temperaturen, ett bekvämt stativ för en lödkolv, ett bad för en rengöringssvamp, antistatiskt skydd och några andra ytterligare funktioner.
När du löder och arbetar med en elektrisk lödkolv måste du komma ihåg reglerna för driften av lödutrustning och säkerhetsåtgärder. Med korrekt användning och skötsel kommer all lödutrustning att hålla länge, och det utförda arbetet kommer att vara av hög kvalitet.
Du kan diskutera dina frågor om detta ämne på vårt forum.
Varianter av lödkolvar av olika anledningar
Förutom det faktum att lödkolvar för ledningar och brädor klassificeras i typer efter effekt och spänning, finns det andra kriterier för deras separation. Att veta vilka typer av lödkolvar är, och på vilka grunder de är uppdelade, är nödvändigt för att välja rätt enhet beroende på de uppgifter som tilldelats den.
Enligt designegenskaperna är lödkolvar av följande typer:
- Stavar är de vanligaste lödverktygen. Deras enhet och funktionsprincip beskrivs i materialet ovan. Denna typ är bäst lämpad för lödning runt huset - när du behöver reparera hushållsapparater eller ansluta två elektriska ledningar, vilket eliminerar minskningen av motståndet i korsningen
- Pistol - de kallas så på grund av likheten i utseende med skjutvapen. Verktygets arbetsdel är placerad direkt i en vinkel på 90 grader från handtaget, vilket ökar bekvämligheten med att utföra relevant arbete. Sådana lödkolvar används under reparationsarbeten
- Lödstationer - de kallas även stationära lödkolvar. Enheterna fick detta namn eftersom de är utrustade med styrenheter, genom vilka spänning, effekt, ström, temperatur regleras.
Stångsapparater kallas även hushållsapparater, eftersom de har hittat sin tillämpning bland hemhantverkare. Men de används inte bara av hemmästare utan också av proffs. När man utför mer komplexa limmanipulationer används lödstationer, som är indelade i tre huvudtyper:
- Infraröd - lödningsprocessen implementeras med infraröd strålning.Våglängden för infraröd strålning är från 2 till 10 mikron, och uppvärmningszonen sträcker sig från 10 till 60 mm
- Varmluft - smältning av lod utförs genom att utsätta den för en ström av varm luft (liknande driften av en hårtork). Temperaturen på den uppvärmda luften som kommer ut ur verktygsmunstycket varierar från 100 till 500 grader. Fokusering av en luftström utförs med hjälp av ett munstycke. Skapandet av flödet realiseras genom användning av en kompressor eller turbin. Turbinmodeller har en inbyggd elmotor inuti enheten, som är ansluten till pumphjulet. Motorns rotation driver pumphjulet, vilket i slutändan bidrar till att skapa luftflöde. Kompressormodeller av lödkolvar skapar lufttryck genom membrankompressorer placerade i stationens struktur
- Digital - dessa är moderna professionella lödkolvar, vars funktionsprincip är identisk med stavenheter. Deras särdrag är att specialisten, beroende på lödningen av de relevanta delarna, ställer in lämpliga spännings-, ström- och effektparametrar.
En annan viktig egenskap genom vilken lödkolvar klassificeras är principen för deras uppvärmning.
Hur man använder en lödsvamp
För att rengöra spetsen på lödkolven används speciella svampar, som nämnts ovan. Ofta har nybörjare en fråga varför dessa element behövs och hur man använder dem på rätt sätt. Det finns flera viktiga regler som du behöver känna till för att korrekt använda svampar för att rengöra enhetens stick.
- Keramiska spetsar på lödkolvar får inte rengöras med metallsvampar, eftersom detta kommer att skada det översta lagret av ytan.
- Det är inte alls nödvändigt att köpa en speciell svamp, eftersom ett vanligt tygstycke kan spela sin roll. Den här metoden är dock lämplig för fall där du snabbt behöver löda något. Om du planerar att löda under en lång tid, är det för sådana fall bättre att köpa en speciell svamp
- Viskossvampar ska blötläggas i vatten före användning. Du behöver dock inte göra svampen särskilt blöt, eftersom det räcker att den är fuktig. Stinget torkas av på svampen under arbetets gång. För kemtvätt av spetsen är viskossvampar inte lämpliga
- Kopparspån - designad för kemtvätt av spetsen, men nackdelen med en sådan svamp är att den är ganska dyr och ibland till och med dyrare än själva lödkolven (beroende på modell)
- Metallsvamp - den är inte utformad speciellt för att arbeta med en lödkolv, men detta hindrar inte att den används för att rengöra spetsen på detta verktyg. Fördelen med en sådan svamp är att den kostar 10 gånger lägre än kopparspån, men den klarar uppgiften att kemtvätta sticket lika bra.
Nu när tekniken för lödning med lödkolv är känd kan du börja träna. Du kan börja avsluta lödningen först efter att det finns tillräckligt med övning.
Sammanfattningsvis bör det noteras att den elektriska lödkolven kan ersättas med en konventionell tändare. Om det är nödvändigt att löda ledningarna utan lödkolv, görs detta mycket enkelt - kärnorna värms upp med öppen eld (tändare), varefter lod måste placeras vid deras korsning och exponeringen för öppen eld bör fortsätta . När lodet smälter kommer ledarna att sammanfogas.
Verktygets arbete måste behandlas med allt ansvar, och det viktigaste att komma ihåg är att lödkolven är en elektrisk apparat som inte kan tas isär om den är ansluten till nätverket. Det är också förbjudet att lämna verktyget anslutet till uttaget under en längre tid, eftersom brand kan uppstå. Och ytterligare en viktig punkt - kontrollera inte stingets uppvärmningstemperatur med handen, för på så sätt kan du få en mycket allvarlig brännskada.
Relaterade publikationer
Funktionsprincipen för en pistoltyp med en fotobeskrivning
Hur en skruvmejsel fungerar och verktygsdesign - vad du behöver veta när du använder
Lär dig hur man använder en limpistol med stavar
Vi reparerar kvarnen med egna händer snabbt och enkelt
Hur man löder koppartrådar alla hemligheter i processen
För nybörjare elektriker och elektronikingenjörer kommer det att vara användbart att lära sig hur processen för lödning av ledningar utförs. Innan du använder en ny lödkolv är det nödvändigt att utföra spetsförtenningsproceduren. För att göra detta värms stinget till driftstemperatur och doppas i kolofonium med hela ytan. Därefter måste du smälta lodet över hela spetsens yta och därigenom skydda det från korrosivt angrepp och accelererat slitage. Därefter fortsätter vi till den direkta proceduren för lödning av ledningarna.
Hela tekniken kan delas in i tre huvudsteg:
- Förbereda tråden för lödning. För att göra detta måste en del av kärnan befrias från isolering. Kärnan bör rengöras från föroreningar, och om detta inte är möjligt mekaniskt, tillgripa användning av kolofonium eller flussmedel. Innan kärnans yta behandlas med kolofonium eller flussmedel kan den slipas med sandpapper eller fil.
- Förtenning - lödkolven måste värmas till lämplig temperatur. Om kolofonium används måste du ta med den avskalade delen av tråden till den och värma kärnan. I detta fall är kärnan nedsänkt i smält kolofonium, därigenom sker rengöringsprocessen. Efter det måste du ta lodet och värma upp det med en lödkolv. Det smälta lodet appliceras på kärnan, varigenom förtenningsprocessen utförs. Som ett resultat får vi en koppartråd, på ytan av kärnan som det finns ett tunt lager av lod. En sådan process utförs för att utföra en pålitlig och högkvalitativ anslutning av koppartrådar. En liknande procedur utförs med den andra änden av tråden.
- Anslutning - nu måste du koppla ihop kärnorna på det sätt som de kommer att förbli efter lödning. Därefter appliceras lod på de anslutna ledningarna och smälts med en lödkolv. Som ett resultat sprider sig det smälta lodet och härdar, vilket säkerställer anslutningen av delarna.
Om de anslutna ledningarna i efterhand planeras att isoleras med ett krympslang, måste det sättas på kabeln först. Detta avslutar processen att löda trådar med en lödkolv med kolofonium och tenn. Det är inget svårt i detta, om alla åtgärder utförs enligt instruktionerna.
Lödprocessen kommer att vara något annorlunda om trådarna som ska lödas är förtvinnade. I det här fallet behöver inte varje kärna av tråden förtennas, och efter att ha vridit dem, behandla med kolofonium eller flussmedel och smält lodet över hela den yttre ytan.
Det är intressant! Om flussmedel används istället för kolofonium, kommer lödtekniken att vara något annorlunda. Skillnaden ligger i det faktum att en del av kärnan doppas i flussmedlet, varefter den värms upp med ett lödkolv med tillsats av lod. Ytterligare steg är desamma som beskrivs i instruktionerna ovan.
Och nu är det viktigaste när man lär sig att arbeta med en lödkolv övning.. Det är nästan omöjligt att lära sig hur man löder ledningar eller mikrokretsar första gången, eftersom detta till en början kommer att kräva träning. Det är i utbildningen som framgången med att behärska tekniken för lödtrådar och halvledarelement läggs.
Typer av lödkolvar för lödtrådar med kraft
De typer av enheter som övervägs klassificeras enligt en sådan parameter som effekt. När det gäller effekt produceras de i följande klassificeringar - 12, 20, 40, 60, 100W och mer
Denna parameter är viktig att tänka på när du väljer ett verktyg. Vilken kraft är bättre att köpa en lödkolv, vet få människor, så väldigt ofta köper nybörjare en enhet som inte klarar av uppgifterna

Ju större kraft, desto högre kapacitet har verktyget, men när arbete utförs med halvledarelement lödda på kortet, behövs inte högeffektsenheter här.För att säkerställa anslutningen av delar genom lödning är det nödvändigt att förvärma dem. Uppvärmningstemperaturen för delarna måste vara högre än smälttemperaturen för lodet för att säkerställa en kvalitetsanslutning. Om enhetens kraft är otillräcklig för att värma upp delarna som ska lödas, kommer det att vara extremt svårt att genomföra proceduren.
Av detta kommer följande:
- Verktyg med en effekt på 12 och 20 W används uteslutande för att arbeta med halvledarelement - kondensatorer, motstånd, dioder, transistorer etc. Det kommer att vara mycket svårt att löda anslutningen av två stora elektriska ledningar med sådana enheter.
- Enheter med effekt från 40 till 100 W är de mest populära, eftersom de är lämpliga för att arbeta med halvledarelement och koppartrådar.
- Kraftfulla lödkolvar från 100 W och över är designade för lödning av värmeväxlare av gasvattenberedare och andra stora delar
Storleken på stången beror på verktygets kraft, och det har en direkt inverkan på förmågan att arbeta med små eller stora delar. Ju högre kraft enheten har, desto snabbare värms spetsen upp, vilket gör att verktyget kan användas för lödning efter en kort tid efter att ha anslutits till uttaget.
Det är intressant! Ju större kraft enheten har, desto snabbare värms spetsen upp, men de flesta radiokomponenter tillåter inte temperaturer att överstiga 70 grader. Av detta visar det sig att när du använder högeffektslödkolvar är det inte tillåtet att påverka halvledarelement i mer än 3 sekunder.
Funktioner för att löda en kopparkabel med aluminium
Som ni vet är ledarna av ledningar och kablar gjorda av koppar och aluminium. Kopparledare är de mest effektiva, men det finns ofta fall då två ledningar med olika kärnmaterial behöver kopplas till varandra. Omedelbart bör det noteras en mycket viktig punkt att det är omöjligt att löda koppar med aluminium. Detta beror på deras fysiska egenskaper:
- Koppar vid upphettning (när ström passerar) expanderar mindre, vilket är förknippat med hög ledningsförmåga
- Aluminium expanderar när det värms upp mer
Med den ständiga expansionen och sammandragningen av kabelkärnorna bildas mikrosprickor vid korsningen med hjälp av lod. Med tiden ökar de, och i detta område ökar motståndet och storleken på strömmen ökar. Ju högre ström, desto högre belastning, vilket så småningom leder till ett avbrott i kommunikationen. Det är därför det är omöjligt att löda aluminium med koppar, eftersom en sådan anslutning kommer att anses opålitlig.
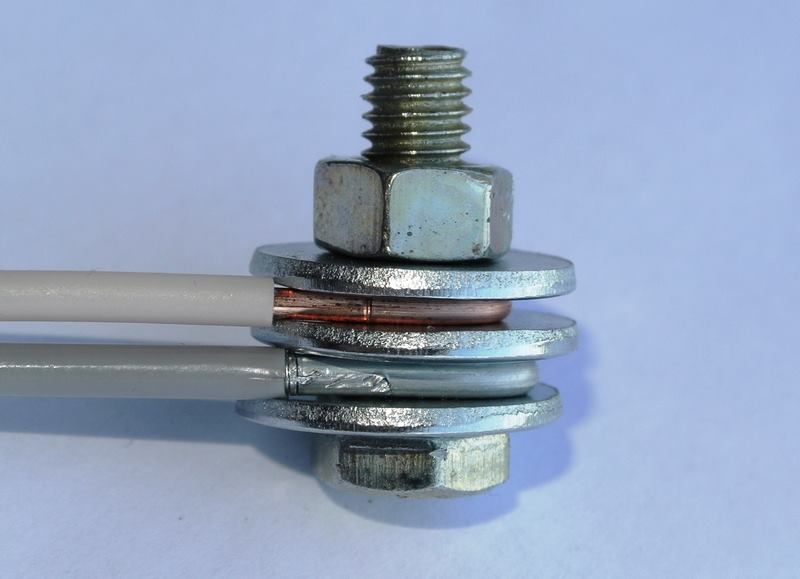
Om det är nödvändigt att ansluta två ledare av olika material, bör följande metoder användas:
- Anslut dem med en twist. Anslutningspunkten måste vara noggrant isolerad. Denna metod anses dock inte heller vara tillförlitlig, eftersom motståndet kommer att öka vid korsningen.
- Använd bultkoppling. För att göra detta kan du använda en bult med en mutter och tre brickor. Linda trådtrådarna mellan brickorna på bultaxeln och kläm ihop dem med muttern. Denna metod anses dock vara föråldrad och idag används plintar istället för bultar.
Du kan alltid hitta en väg ut ur alla situationer, men det viktigaste är att göra det rätt.
Typer av lödkolvar efter storleken på matningsspänningen
Verktygen i fråga tillverkas i olika typer, och det första kriteriet för att enheterna skiljer sig från varandra är deras matningsspänning. Enligt denna parameter klassificeras lödkolvar enligt följande matningsspänningar - 12, 24, 36, 42, 220 och 380V. Varför produceras enheter i olika spänningar? En helt giltig fråga som kan besvaras enligt följande:
- För att garantera människors säkerhet.Om arbete utförs med ett verktyg i ett fuktigt rum, är det tillåtet att endast använda sådana enheter som arbetar från spänningar upp till 36V, men inte mer. I det här fallet måste enhetens kropp vara jordad, vilket kommer att förhindra elektriska stötar för en person.
- Enhetens omfattning. Enheten används för lödning inte bara hemma utan också i produktionen, där den används för att ansluta olika stora delar. För sådana ändamål används kraftfulla verktyg som arbetar från ett 220V-nätverk. När du utför lödarbete på bilar och lastbilar, såväl som motorcyklar, används enheter som arbetar från en konstant spänning på 6, 12 och 24V.
- Ström - ju mer kraftfull enheten behövs, desto högre bör matningsspänningsparametern vara. Till exempel är en lågeffekts 12W lödkolv inte vettig alls för att producera 220V spänning. För detta måste du verkligen göra ett stort antal varv av en mycket tunn nichromtråd. Resultatet är ett stort verktyg med väldigt lite kraft. En liknande situation med högeffektsenheter, som är svåra att tillverka om deras matningsspänning är konstruerad för 12 eller 24V

Det är intressant! Användningen av nikromtråd som värmeelement gör det möjligt att tillverka lödkolvar som fungerar inte bara på AC utan också på DC-spänning. Skillnaden ligger i tjockleken på tråden, såväl som antalet varv.
Hur man löder mikrokretsar med en lödkolv
Separat är det nödvändigt att överväga processen att löda mikrokretsar, som idag finns i moderna TV-apparater, datorer, telefoner och annan utrustning.
Innan du löder mikrokretsar måste du förstå att det här är viktigt att inte bara löda eller avlöda elementet, utan också att förstå deras syfte.

Om konventionella lödstavar används för lödning av trådar och tryckta kretskort med halvledarelement, då bör man använda mikrokretsar, varmluftsanordningar eller, som de också kallas, hårtorkar. Deras främsta fördel är att lödning eller avlödning av delar utförs mycket snabbt. För att arbeta med mikrokretsar måste du också förbereda material och verktyg. Flux LTI används som ett antioxidantmedel, och pincett används som ett hjälpverktyg.
Processen att löda chips med en varmluftstork är som följer:
- Det lödda elementet kan vara en mikroprocessor, styrenhet eller mikroelement - motstånd, dioder eller kondensatorer. Innan du löder eller avlöder dem är det nödvändigt att flussa benen på delarna och placera dem på kretskortet
- Om det är nödvändigt att löda ett mikroelement, som är fyllt med speciella ämnen ovanifrån, måste de tas bort innan lödning. För detta används aceton eller speciella lösningsmedel.
- Efter att delen har rengjorts kan du börja löda den. För att göra detta, ta med en lödkolv, som måste förvärmas. Placerar den på ett avstånd av 2-3 cm från delen
- Med hjälp av pincett bänder vi delen och anstränger oss lite. Så snart delens ben smälter lossnar den från brädan
- På liknande sätt fästs delen på brädan
Löd används vid behov när delar löds på det nya kortet. Löd bör appliceras först och fortsätt sedan till lödning av mikroelement. En detaljerad process för att arbeta med mikrokretsar med ett lödkolv presenteras i videon nedan.