Varför behöver vi glödgning av metaller
Den exakta karaktären av glödgningsprocessen som metallen utsätts för beror till stor del på syftet med den glödgade metallen.
Det finns en betydande skillnad i glödgningsmetoder mellan glödgning i fabriker där en enorm mängd stålplåt tillverkas, och glödgning i en liten bilverkstad, när endast en del kräver sådan behandling.
Kort sagt är kallbearbetning plastisk deformation genom att förstöra eller förvränga metallens kornstruktur.
Under glödgningen värms metallen eller legeringen upp till en temperatur vid vilken omkristallisering sker - bildning av nya korn istället för gamla - deformerade och långsträckta - korn - icke-deformerbara och runda. Sedan kyls metallen med en given hastighet. Med andra ord, kristaller eller korn i metallen som har förskjutits eller deformerats under kallplastbearbetning tillåts återuppbyggas och återgå till sitt naturliga tillstånd, men vid en förhöjd glödgningstemperatur.
Kopparplätering av delar i lösning med elektrolyt
För metalldelar kan kopparplätering göras hemma. Överväg kopparplätering, med att sänka delen till en lösning med en elektrolyt. För detta behöver du ha:
- små kopparplattor
- flera meter ledande tråd;
- strömkälla, med spänning upp till 6 V;
- det rekommenderas också att använda en reostat för att reglera strömmen och en amperemeter.
Normalt tillvägagångssätt
- Som en vätska som löser upp koppar väl används en konventionell elektrolyt. Du kan köpa den eller göra den hemma. Detta kommer att kräva 3 ml svavelsyra, för varje 100 ml destillerat vatten. Den erforderliga lösningen kan erhållas genom att tillsätta upp till 20 g till den resulterande elektrolyten. kopparsulfat.
- Innan kopparpläteringsprocessen påbörjas måste delen rengöras med sandpapper för att avlägsna oxidfilmen från ytan.
- Sedan avfettas delen med en varm sodalösning och tvättas med rent vatten.
- Den beredda elektrolytlösningen hälls i en glasbehållare med önskad volym.
- Sedan sänks två kopparplattor där, på ledande ledningar. Mellan två kopparplattor är en del avsedd för kopparplätering hemma upphängd på en liknande tråd. Det är nödvändigt att säkerställa att kopparplattorna och delen är helt översvämmade med en elektrolytlösning.
- I nästa steg är ändarna av ledningarna från kopparplattorna anslutna till den positiva och arbetsstycket till de negativa terminalerna på strömkällan. I serie måste en reostat och en amperemeter anslutas till den skapade elektriska kretsen. Efter att ha slagit på strömmen i kretsen, är den inställd av en reostat inom 15 mA per 1 cm? delens yta.
- Efter att ha hållit arbetsstycket i lösningen i 15-20 minuter måste du stänga av strömmen och ta bort produkten från lösningen. Under denna korta tidsperiod kommer delens yta att täckas med ett tunt lager koppar. Tjockleken på beläggningen kommer att bero på hur länge kopparpläteringsprocessen varar. Således är det möjligt att uppnå kopparplätering av ytan på vilken produkt som helst med ett lager på 300 mikron eller mer.
Svetsning av koppar och dess legeringar med stål. Hur man svetsar koppar och stål
I praktiken utförs svetsning av koppar och stål oftast i stumfogar. Beroende på strukturens karaktär kan sömmarna i en sådan anslutning vara externa och interna.
För svetsning av mässing till stål är gassvetsning bäst, och för svetsning av röd koppar till stål är metallbågsvetsning bäst.
Goda resultat erhålls även vid svetsning med kolelektroder under ett flussmedelsskikt och gassvetsning under ett flussmedel BM-1.Ofta i praktiken utförs gassvetsning av mässing till stål med koppar som tillsatsmaterial.
Beredningen av svetsade kanter med samma tjocklek av icke-järnmetall och stål utförs på samma sätt som vid svetsning av järnmetaller.
Plåtar med en tjocklek på mindre än 3 mm svetsas utan skärning, och plåtar, från 3 mm, med fasade kanter.
Om avfasningen av kanterna är otillräcklig, eller om det finns smuts på ändarna av delarna som ska svetsas, är det omöjligt att uppnå god penetration. Baserat på detta, vid svetsning av delar av stora tjocklekar i vilka ett X-format spår är gjort, bör trubbning inte göras.
Att svetsa koppar med stål är en svår uppgift, men ganska genomförbart för ytbeläggning och svetsning, till exempel delar av kemisk utrustning, koppartråd med stålblock.
Kvaliteten på svetsning av sådana fogar uppfyller kraven för dem. Styrkan hos koppar kan ökas genom att införa upp till 2% järn i dess sammansättning. Med mer järn börjar styrkan minska.
Vid svetsning med kolelektrod måste likström med likpolaritet användas.
Den elektriska ljusbågens spänning är 40-55V, och dess längd är cirka 14-20 mm. Svetsströmmen väljs i enlighet med elektrodens diameter och kvalitet (kol eller grafit) och ligger i intervallet 300-550A. Flussmedlet som används är detsamma som för svetsning av koppar, sammansättningen av dessa flussmedel anges på denna sida.
Flussmedlet införs i svetszonen och häller det i spåret.
 Svetsmetoden används "vänster".
Svetsmetoden används "vänster".
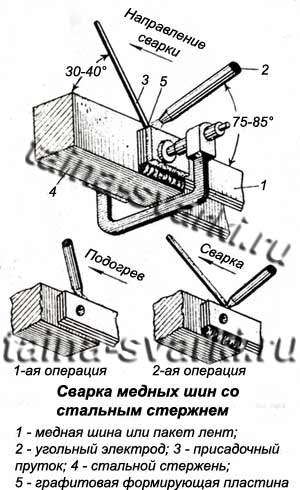
Bäst resultat vid svetsning av kopparskenor med stål får man genom att svetsa "i båten". Schemat för sådan svetsning visas i figuren. Först värms kopparkanterna med en kolelektrod och svetsas sedan med en viss position av elektroden och fyllningsstaven (se figur). Svetshastigheten är 0,25 m/h. Svetsning av koppar med gjutjärn utförs med samma tekniska metoder.
Svetsning av låglegerad brons med liten tjocklek (upp till 1,5 mm) till stål upp till 2,5 mm tjockt kan utföras med en överlappning med en icke förbrukningsbar volframelektrod i en argonmiljö på en automatisk maskin med en tillsatstråd med en diameter på 1,8 mm matad från sidan.
I det här fallet är det mycket viktigt att rikta bågen till överlappningen från kopparsidan. Sådana svetslägen: strömstyrka 190A, bågspänning 11,5V, svetshastighet 28,5m/h, trådmatningshastighet 70m/h
Koppar och mässing svetsas väl till stål genom snabbstumsvetsning.
Med denna metod för svetsning smälts stålkanterna ganska starkt och kanterna på icke-järnmetall smälts något. Med hänsyn till denna omständighet och med hänsyn till skillnaden i de specifika motstånden för dessa metaller, ta överhänget för stål lika med 3,5d, för mässing 1,5d, för koppar 1,0d, där d är diametrarna på stängerna som ska vara svetsade.
För motståndsstumsvetsning av sådana stavar rekommenderas en sticka av 2,5d för stål, 1,0d för mässing och 1,5d för koppar. Det specifika nederbördsmotståndet tas i intervallet 1,0-1,5 kg/mm2.
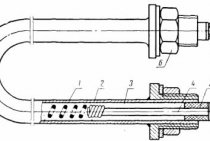
I praktiken blir det ofta nödvändigt att svetsa reglar med en diameter på 8-12 mm från koppar och dess legeringar till stål, eller stålreglar till kopparprodukter.
Sådan svetsning utförs på en likström med omvänd polaritet under en finflödesgrad OSC-45 utan förvärmning.
Kopparbultar upp till 12 mm i diameter eller L62 mässingsbultar upp till 10 mm i diameter vid en ström på 400A är välsvetsade till stål eller gjutjärn.
Och dubbar gjorda av mässingsmärket LS 59-1 används inte för svetsning.
Stålreglar är dåligt svetsade till koppar- och mässingsprodukter.
Elektroder för kopparsvetsning
För att sammanfoga koppar utan fylltråd används förbrukningsbara elektroder med en speciell beläggning. När det smälter skapar det ett lager av slagg som skyddar svetsplatsen från kontakt med luft. Tillsatserna som utgör beläggningen, i kombination med metallen, förbättrar sömmens kvalitet. Slaggskiktet bromsar nedkylningen av fogen, vilket hjälper till att avlägsna fler gaser.
Icke förbrukningsbara kol- och grafitelektroder används tillsammans med den tillsatstråd som krävs för att skapa en söm. När du väljer, tänk på att:
- för manuell svetsning av koppar är färgen på beläggningen röd;
- kvaliteter med en grå beläggning är avsedda för icke-järnmetaller;
- eldfasta metaller kokas med blå elektroder;
- med gul beläggning värmebeständigt legerat stål.
Funktioner i processen för kopparplätering av stål hemma
För att producera kopparplätering hemma är det nödvändigt att uppfylla ett antal krav som uppstår från själva den tekniska processen, eftersom nedsänkningsmetoden innebär användning av en elektrolyt. Denna lösning är frätande, utsatt för avdunstning, och eftersom den också kommer att värmas upp under drift, kommer avdunstningen att vara intensiv. För galvanisering hemma bör du ta hand om skyddsutrustning och god ventilation.
Galvanisering med koppar hemma, trots den ganska primitiva utrustningen, ger ändå utmärkta resultat. Av alla metaller ger stål den starkaste kopplingen med en kopparfilm, därför är det under kopparplätering av stål som utmärkta, hållbara strömledare erhålls. Att belägga en stålprodukt med en kopparfilm kommer att ge föremålet ett mer attraktivt utseende.
 Resultatet av kopparplätering
Resultatet av kopparplätering
Kopparplätering av stål med nedsänkning i elektrolyt
Innan du påbörjar kopparpläteringsprocessen bör du förbereda ditt hem, din arbetsplats, nödvändiga material och personlig skyddsutrustning för dessa arbeten. Efter det bör du förbereda arbetsstycket. Oxidfilmen ska avlägsnas från ytan med en tunn smärgel och en fin metallborste. Efter att filmen tagits bort tvättas delen, avfettas i varmt tvålvatten och tvättas igen med rent vatten under starkt tryck.
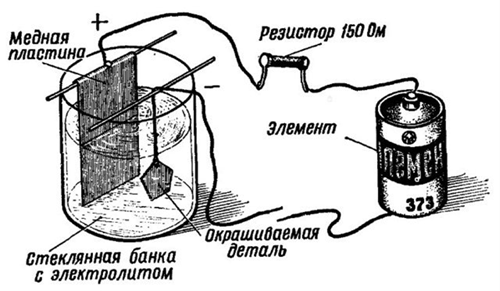 Schema för kopparplätering av stål i elektrolyt
Schema för kopparplätering av stål i elektrolyt
Två kopparplattor placeras i en behållare (helst glas), elektriskt kopplade till varandra. Dessa plattor är anoder och är anslutna med en ledare till strömkällans plus. En ledare är ansluten till källans minus, ansluten till arbetsstycket som bearbetas, vilket är katoden i denna krets. En reostat ingår i anodkretsen för att justera strömstyrkan och en amperemeter för kontroll.
Den beredda elektrolytlösningen hälls i behållaren, som innehåller kopparsulfat, destillerat vatten och syra. Lösningen hälls i en mängd som är tillräcklig för att helt täcka elektroderna och arbetsstycket. Spänning appliceras på kretsen, en ström ställs in av reostaten med en hastighet av 15 mA per kvadratcentimeter av delarean.
Efter en halvtimme tas spänningen bort, den kopparpläterade delen avlägsnas från lösningen, befrias från ledaren, tvättas noggrant och torkas. Processen avslutad. Nödvändig anmärkning: alla operationer ska utföras i andningsskydd, gummihandskar och med ventilation påslagen.
Svetsmaskin för koppar
Huvudenheterna definieras som halvautomatiska, automatiska, argon, inverterenheter. Var och en av enheterna utför arbete på ett annat sätt för produktion, är utrustad med distinkta egenskaper.
- Anslutningen av kopparplattor kan utföras av organ av volframtyp i en argonmiljö. Moderna växelriktare drivs av ett hushållsnätverk, utrustade med ett oberoende kylsystem och är lätta.
- Med tråd används halvautomatiska installationer. Det finns olika noder, inklusive inhemska, som inte är sämre än importerade analoger när det gäller prestanda.
- Koppartrådar är också anslutna med växelriktare, huvudfunktionen är kostnadseffektiv, låg strömförbrukning. Skydd mot fastsättning, varmstart gör att en nybörjarmästare kan arbeta utan föregående utbildning.
Hemmagjord svetsmaskin för svetsning med kolelektroder
För hemmabruk är det bästa valet en enhet med en effekt på upp till 3,5 kW. Uteffekten är tillräcklig för att ansluta koppar med en tjocklek på 5 mm. Mekanismer med låga resurser kommer inte att skada hushållets elektriska nätverk, förhindra fel på apparater.
Förberedelse för patinering
Som med allt arbete med kemikalier måste säkerheten vara första prioritet. De flesta föreningar som används vid svärtning är mycket giftiga. De ångor som släpps ut kan vara hälsovådliga om de släpps ut i atmosfären. Det finns vissa standardregler som inte bör försummas:
- det är nödvändigt att lagra ämnen i speciella provrör, tätt stängda med proppar för försegling;
- förvara lösningar utom räckhåll för barn;
- processen måste ske i ett specialiserat skåp med inbyggd ventilation (skåpsdörrarna ska vara lätt öppna).
Innan bearbetning ska materialet tvättas, rengöras och avfettas noggrant för att uppnå bästa effekt.
 Patinering, oxidation av koppar och andra metaller
Patinering, oxidation av koppar och andra metaller
Oxidation och patinering - dessa begrepp är inte synonyma, konsekvenserna av var och en av dessa processer skiljer sig i ordning från varandra.
Oxidation av koppar - bildandet av oxider och oxider på metallens yta på grund av dess interaktion med syrehaltiga element och andra vissa kemiska reagenser.
Patinering - bildandet av ett tunt lager av klor- och svavelföreningar genom att utsätta metallen för lämpliga föreningar. Båda processerna leder till en förändring i materialets färg, för vilken det under naturliga förhållanden skulle krävas avsevärda tidsperioder.
Steg-för-steg-instruktioner för att smälta koppar
Kopparsmältning, om du förbereder allt som behövs för genomförandet av en sådan teknisk process och närmar dig dess genomförande korrekt, gör det möjligt för dig att göra kopparprodukter för både dekorativa och rent praktiska ändamål även hemma.
För att smälta koppar behöver du följande verktyg, utrustning och tillbehör:
- muffelugn (helst med justerbar uppvärmningstemperatur);
- en degel där du kommer att smälta koppar (deglar gjorda av keramik eller eldfast lera används för att smälta koppar);
- tång med vilken den heta degeln kommer att avlägsnas från ugnen;
- krok (den kan vara gjord av vanlig ståltråd);
- hushållsdammsugare;
- träkol;
- formen i vilken gjutningen kommer att utföras;
- gasolbrännare och horn.

Den minsta mängden föroreningar finns i elektrisk koppar
Steg ett
Koppar i krossat tillstånd placeras i en degel. Det bör komma ihåg: ju mindre metallbitar är, desto snabbare kommer det att smälta. Degeln, efter att ha fyllts med koppar, placeras i en ugn, som med hjälp av en temperaturregulator måste värmas upp till önskat tillstånd. I dörrarna till seriella muffelugnar tillhandahålls nödvändigtvis ett fönster genom vilket du kan observera smältprocessen.

Utsiktsfönstret låter dig styra processen utan att öppna luckan igen, och därmed inte sänka temperaturen i ugnen
Steg två
Efter att all koppar i degeln har smält måste den avlägsnas från ugnen med hjälp av en speciell tång. En oxidfilm är nödvändigtvis närvarande på ytan, som måste flyttas till en av degelns väggar med en stålkrok. Den smälta metallen, efter att dess yta har släppts från oxidfilmen, bör hällas så snabbt och exakt som möjligt i en tidigare förberedd form. Detaljerna och reglerna för att utföra denna procedur visas väl av en video som är lätt att hitta på Internet.
Det kommer att vara nödvändigt att hälla metallen i formar mycket snabbt om den uppvärmningsmetod du har valt inte kunde ge önskad temperatur.
Steg tre
I händelse av att du inte har en muffelugn till ditt förfogande, kan du värma upp degeln med koppar med hjälp av en gasbrännare, placera den vertikalt under botten av tanken
Samtidigt är det viktigt att se till att gasbrännarens låga är jämnt fördelad över hela området på degelns botten.
Steg fyra
Om det hemma är nödvändigt att smälta lågsmältande kopparbaserade legeringar (mässing och några), kan en vanlig blåslampa användas som uppvärmningsanordning, även placera den vertikalt under botten av degeln. Under smältning utförd med denna och tidigare metoder kommer ytan på den smälta metallen att aktivt interagera med syre, vilket kommer att leda till intensiv oxidation. För att minska oxidationens intensitet kan smält koppar strö med krossat kol.

Smält koppar med en blåslampa i en hemmagjord spis
Steg fem
Om din hemverkstad har en smedja kan den även användas för att smälta koppar, mässing eller brons. I det här fallet placeras degeln med krossad metall på ett lager glödhett träkol. För att processen med uppvärmning och smältning ska ske mer intensivt, kan luft tillföras till förbränningszonen av kol, för vilken en konventionell dammsugare är lämplig, som inte fungerar för indragning, utan för att blåsa. I händelse av att du kommer att använda en dammsugare måste en metallspets med ett blåshål med liten diameter göras på slangen.

Smältprocessen blir ännu effektivare i en gasugn
När man väljer en muffelugn för gjutningsoperationer med koppar och dess legeringar, bör man vara uppmärksam på temperaturregimen som en sådan anordning kan ge. Beroende på typen av smält metall bör en sådan ugn ge följande uppvärmningstemperaturer:
- koppar - 1083°;
- olika kvaliteter av brons - 930–1140°;
- mässing - 880–950°.
Det är möjligt att du bestämmer dig för att göra en smältugn själv genom att titta på videon.
Vanlig koppar, som inte innehåller några legeringstillsatser i sin kemiska sammansättning, har inte god fluiditet i smält tillstånd, därför är den inte lämplig för gjutning av produkter med komplex konfiguration och små storlekar. För dessa ändamål är det bäst att använda mässing och välja en legering vars ytfärg är ljusare (detta indikerar att mässing av detta märke har en lägre smältpunkt).
Syftet med patineringen
 Huvudsyftet med att använda mörkad koppar är att ge effekten av åldring till metallen som bearbetas. I antiken gjordes de flesta föremål (mynt, figurer, olika souvenirer, hushållsartiklar) av detta material. Efter att ha nått vår tid har föremål genomgått några omvandlingar - oxidativa processer har ändrat färgen och det allmänna utseendet på dessa saker, vilket skapar alla tecken på antiken och därför värde.
Huvudsyftet med att använda mörkad koppar är att ge effekten av åldring till metallen som bearbetas. I antiken gjordes de flesta föremål (mynt, figurer, olika souvenirer, hushållsartiklar) av detta material. Efter att ha nått vår tid har föremål genomgått några omvandlingar - oxidativa processer har ändrat färgen och det allmänna utseendet på dessa saker, vilket skapar alla tecken på antiken och därför värde.
Nuförtiden görs kopparpatinering på konstgjord väg, men de strävar efter ett enda mål - att ge saker ett sällsynt utseende, att väcka uppmärksamhet, att väcka en önskan att köpa den.
Egenskaper för koppar
Koppar är en av de första metallerna som människan lärde sig att utvinna och bearbeta. Produkter från koppar och dess legeringar användes så tidigt som på 300-talet f.Kr., vilket framgår av historiska data och resultaten av arkeologiska utgrävningar. Den utbredda användningen av koppar underlättades till stor del av det faktum att det är ganska lätt att bearbeta med olika mekaniska metoder. Dessutom kan den lätt smältas.
Koppar, vars yta kännetecknas av en uttalad gulröd färg, på grund av sin mjukhet, kan lätt bearbetas genom plastisk deformation. Ytan av koppar, när den interagerar med den omgivande luften, är täckt med en oxidfilm, som målar den i en så vacker färg.
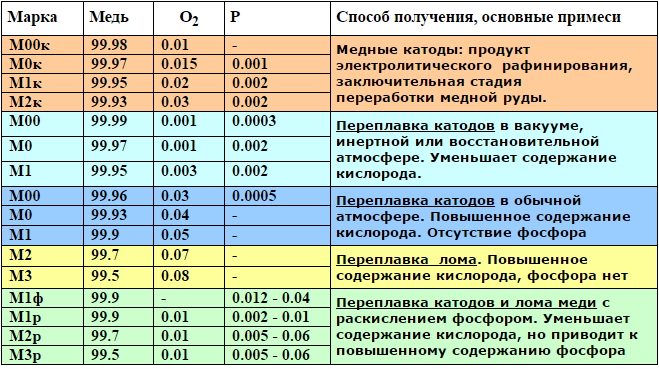
Tekniska kopparkvaliteter och deras kemiska sammansättning
Av stor betydelse är sådana egenskaper hos koppar som elektrisk och termisk ledningsförmåga, där den ligger på andra plats bland alla metaller, näst efter silver. På grund av dessa egenskaper används produkter gjorda av det aktivt i den elektriska industrin, såväl som i fall där det är nödvändigt att säkerställa snabb värmeavlägsnande från ett uppvärmt föremål.
En annan viktig parameter för koppar, som direkt påverkar mängden energi och arbetskraft som förbrukas vid produktionen av produkter från den, är smältpunkten. För ren koppar är temperaturen vid vilken metallen övergår från fast till flytande 1083°. Om du blandar koppar med tenn och får brons, kommer smältpunkten för en sådan legering redan att vara 930–1140 °, beroende på innehållet av den huvudsakliga legeringstillsatsen i den. Såsom mässing, som erhålls genom att tillsätta zink till basmetallen, har en ännu lägre smältpunkt, som ligger i intervallet 900–1050 °.
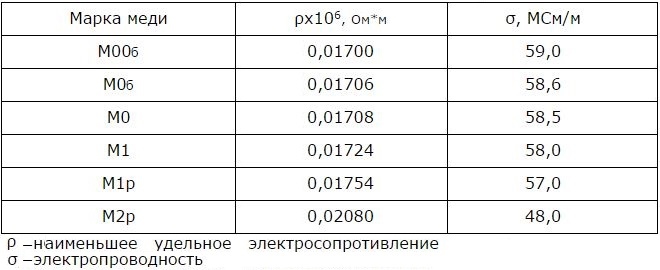
Elektriska egenskaper hos koppar vid 20°
Om du bestämmer dig för att implementera en sådan teknisk process hemma som, är det viktigt att känna till ytterligare en parameter - dess kokpunkt. Vid 2560 ° börjar koppar bokstavligen koka, vilket är tydligt synligt i videon av denna process.
Uppkomsten av bubblor på ytan av den flytande metallen och aktiv gasbildning i den underlättas av kol som frigörs från koppar som ett resultat av dess oxidation, vilket sker under stark uppvärmning.

Med förbehåll för smälttekniken kan grunda porer finnas kvar på ytan av koppargötet, som lätt kan avlägsnas genom slipning.
Hur man smälter koppar hemma
Föremål gjorda av koppar, såväl som olika produkter som det ingår i, används ofta i vardagen. Därför ställer många en ganska standardfråga: "Hur smälter man koppar själv?"
Efter att ha en idé om denna teknik lärde sig människor hur man gör olika föremål av ren metall, såväl som legeringar som erhållits från den - brons och mässing.
- 1 Smältpunkt
- 2 Kopparsmältning
Smält temperatur
Smältning är en process som kännetecknar den gradvisa övergången av en metall från ett standardfast tillstånd till en flytande konsistens. Varje metallförening eller metall i sin rena form har sin egen temperatur, under påverkan av vilken den börjar smälta.
En viktig faktor i detta fall är vilka föroreningar som ingår i sammansättningen av den smälta föreningen.
Så, koppar börjar smälta vid en temperatur på 1083 grader Celsius. Om tenn tillsätts kommer smältpunkten att minska och blir cirka 930-1140 grader Celsius.
I detta fall beror en sådan fluktuation på mängden tenn som ingår i legeringen. En förening av koppar och zink smälter vid en ännu lägre temperatur - 900-1050 grader. Uppvärmningen av alla metaller är förknippad med den gradvisa förstörelsen av gallret som bildas av många kristaller.
Med uppvärmning stiger smälttemperaturen till den maximala erforderliga nivån, sedan stannar dess tillväxt och förblir på den uppnådda nivån tills hela metallen smälts, varefter den börjar minska.
Kylning är den omvända processen för temperaturförändringar. När den svalnar faller den och "fryser" vid en viss nivå tills metallen är helt stelnad.
Sålunda kommer kol ut ur koppar under kokningsprocessen, bildat som ett resultat av oxidation och dess nära kontakt med luft.
Smältande koppar
Tekniken för att smälta koppar har använts flitigt sedan urminnes tider, när människor använde en eld för att smälta metall för att göra pilar, pilspetsar och andra vapen och hushållsartiklar.
Att smälta koppar hemma är också möjligt. För detta behöver du:
- Degeln där kopparn kommer att smältas, och tången som behövs för att ta bort degeln från ugnen eller ta bort den från elden.
- Träkol.
- Muffelugn (det är bättre om uppvärmningstemperaturen regleras i den).
- Horn.
- Vanlig dammsugare.
- En form som smält vätska hälls i.
- Krok av ståltråd.
- Gasbrännare om det inte finns någon muffelugn.
Smältalgoritmen inkluderar flera steg-för-steg-steg:
Mal metallen och häll i degeln. Dessutom, ju mindre fragmenten är, desto snabbare når det smält tillstånd. Sätt degeln i en ugn uppvärmd till högsta möjliga temperatur som krävs för att starta smältprocessen (här behöver du förresten en temperaturregulator). Många muffelugnar har ett fönster inskuret i dörren. Genom den kan du säkert övervaka processen.
När kopparns flytande, slutligen smälta tillstånd har nåtts, bör degeln med tång provas så noggrant som möjligt och avlägsnas från ugnen så snart som möjligt. En film kommer att bildas på ytan av den flytande substansen, flytta den till kanten av degeln med hjälp av en trådkrok. Häll metallen som rengjorts från filmen så snabbt som möjligt i en förberedd form.
Om det inte finns någon muffelugn kan koppar smältas med en konventionell gasbrännare. Men då kommer koppar att vara i nära kontakt med luft, och själva oxidationsprocessen kommer att gå mycket snabbare. Därför, för att förhindra bildandet av en tjock film på ytan av metallen, sprinklas koppar, när den når ett flytande tillstånd, med krossat träkol.
Du kan också smälta koppar och dess legeringar med en smedja. För att göra detta måste träkol värmas upp ordentligt och en degel med metall bör placeras på den (förmal koppar). För att påskynda uppvärmningsprocessen, rikta en dammsugare mot kolet, påslagen i blåsläge
Särskild uppmärksamhet bör ägnas åt spetsen av röret. Det måste vara metall, eftersom plasten kommer att smälta under påverkan av hög temperatur.