Gör-det-själv juicepressar
Det är fullt möjligt att göra en juicepress med egna händer, det viktigaste är att hitta arbetsscheman och ritningar av sådana hemgjorda produkter, vilket inte kommer att vara svårt. Många av de hemhantverkare som redan har erfarenhet av att tillverka sådan utrustning delar gärna bilder av sina enheter och till och med videor som visar tillverkningsprocessen och funktionsprincipen i detalj.

Hemgjorda juicepressar
Oftast strävar de efter att göra skruvpressar med sina egna händer. Under tiden bör man komma ihåg att det inte kommer att fungera att göra en kraftfull skruv för en sådan enhet utan att involvera en kvalificerad vändare. Du kan göra en hemmagjord press utan tredjepartsspecialister om du byter ut skruvmekanismen med en konventionell domkraft (mekanisk eller hydraulisk), som finns i varje bilists arsenal.
Ritning av en press baserad på en bildomkraft
Det huvudsakliga bärande elementet i en gör-det-själv juicepress är ramen.
Dess styrka bör ägnas särskild uppmärksamhet. För tillverkning av en sådan ram, som kommer att vila mot domkraften och skapa det nödvändiga trycket, kan du använda ett fyrkantigt metallrör med ett tvärsnitt på 40x40 och en väggtjocklek på minst 3 mm
När du beräknar höjden på ramen för din hemmagjorda press, bör du ta hänsyn till den totala tjockleken på dräneringsgaller, foder och påsar med råmaterial, såväl som höjden på domkraften. Ramens bredd kan väljas godtyckligt - det viktigaste är att en förvaringsbricka placeras i öppningen som skapats för att samla upp den pressade juicen.

Domkraften kan enkelt placeras på kolven eller styvt fästas på den övre stången
När du skapar designen av en press för äpplen eller för druvor med dina egna händer, bör särskild uppmärksamhet ägnas åt dess stabilitet. För att effektivt lösa detta problem kan tre stycken av ett fyrkantigt rör svetsas till botten av ramen, vilket kommer att fungera som ben och säkerställa enhetens stabilitet
Ett stativ av brädor eller träskiva placeras på toppen av benen, på vilket pallen ska placeras.
Dräneringsgaller, kompletta med vilka ditt äpple, druva eller någon annan press kommer att fungera, bör endast tillverkas av lövträ (ek eller bok). Tjockleken på skivorna som sådana galler kommer att göras av måste vara minst 20 mm.
Påsar som äppelmassa eller andra råvaror för att pressa juice kommer att placeras i kan tillverkas av olika tyger (huvudsaken är att ett sådant tyg är mycket hållbart och påsarna som sys av det går inte sönder under det höga tryck som skapas av domkraften). Som sådana tyger, i synnerhet, kan du använda vanliga säckväv, jute, bomull och linnetyger, chintz och syntetiska material.

Som en ram som håller träribbor är en tank från en gammal tvättmaskin ganska lämplig.
Du kan göra en äppelpress med dina egna händer eller en vridare för att bearbeta andra råvaror enligt ett ännu mer komplext designschema, vilket innebär samtidig användning av både en domkraft och en skruvmekanism. Den senare i en sådan press används för att fixera frukt- eller bärmassan, som placeras i ett perforerat hölje av rostfritt stål.
Som en mekanism som skapar det erforderliga trycket används en domkraft, som är installerad i botten av pressens ramstruktur. Med sin övre fot vilar domkraften mot den nedre delen av stödplattformen som har möjlighet att röra sig längs pressramens sidostyrningar.Sålunda, när domkraften höjs, höjs även stödplattformen och rör sig mot kolven, som är utrustad med skruvens nedre del.

Skruvpress med domkraft
Således är det fullt möjligt att självständigt göra en effektiv press för att få äpple-, druv- och till och med granatäpplejuice, och detta kräver inte betydande ekonomiska kostnader, speciella kunskaper, färdigheter och förmågan att hantera komplex utrustning.
Vad är bränslepellets
Externt är sådant bränsle som pellets cylindriska granuler, vars diameter, beroende på utrustningen som används för deras produktion, kan vara 5–10 mm, och längden är i intervallet 10–60 mm. Råmaterialet från vilket detta bränsle produceras är produktionsavfall från företag som är engagerade inom följande verksamhetsområden:
- träbearbetning och produktion av träprodukter för olika ändamål (sågspån och spån som genereras som ett resultat av verksamheten hos företag som verkar i dessa områden används som råmaterial för produktion av träpellets);
- odling och bearbetning av jordbruksprodukter (i detta fall är pellets gjorda av halm, hö, vete, ris eller boveteskal, solrosskal);
- bearbetning av kol och torv, varav fina fraktioner också används för framställning av bränslebriketter.

Färgen på bränslepellets beror på råvaran och tekniken för dess framställning.
I de flesta fall utförs produktionen av bränslepellets av dessa företag, vilket leder till att huvudverksamheten genererar en stor mängd avfall som är lämpligt för tillverkning av sådant bränsle. Således löser sådana företag inte bara problemet med att återvinna sitt produktionsavfall, utan får också ytterligare vinst från detta.
När det gäller användningseffektivitet är kol fortfarande den föredragna typen av bränsle, men bränslepellets har en betydande fördel jämfört med det: deras användning gör att du kan automatisera processen att tillföra bränsle till pannan så mycket som möjligt. Dessutom, som nämnts ovan, har träpellets och halmpellets en låg askhalt: dess värde är 20 gånger lägre än traditionella fasta bränslen.
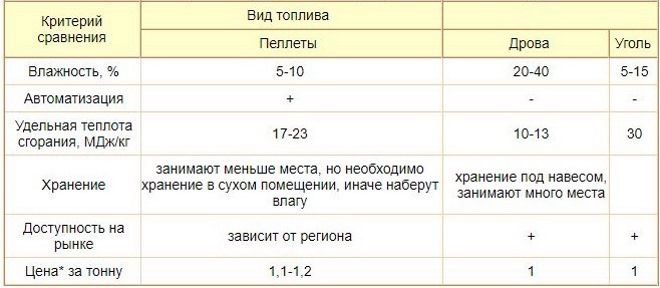
Jämförelse av olika typer av fasta bränslen
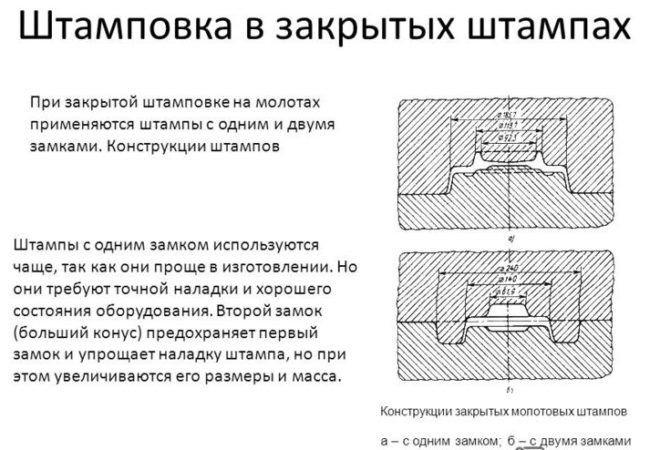
Funktioner hos öppna och slutna matriser
 sluten stämpling
sluten stämpling
Stämplingsutrustning kan utrustas med öppna eller slutna stansar. I en öppen form rinner överskottsmetall ut i en grad eller blixt som utför en specifik funktion. De största nackdelarna med denna teknik är: förlusten av legeringen på blixten, minskningen av produktens kvalitet på grund av de skurna fibrerna under borttagning av grader.
Slutna matriser används för att göra produkter med en enkel form. Denna blixtlösa teknik har metallbesparingar, inga avgradningskostnader, hög produktkvalitet tack vare all-round kompression. Metallfibrer skärs inte. Den slutna formbearbetningsmetoden används för legeringar med låg plasticitet. De största nackdelarna är: behovet av exakt dosering av legeringen, stämpelns komplexa design.
I modern produktion är stämpling till övervägande del en förberedande operation som möjliggör tillverkning av delar till elektronik, såväl som för flygplan eller fartyg. De resulterande produkterna utsätts ytterligare för svetsning, skärning, nitning och andra bearbetningsmetoder, beroende på den tekniska processen.
Relaterad video: Plåtstämpling
Ett urval av frågor
- Mikhail, Lipetsk — Vilka skivor för metallskärning ska användas?
- Ivan, Moskva — Vad är GOST för metallvalsad stålplåt?
- Maksim, Tver — Vilka är de bästa ställen för att lagra valsade metallprodukter?
- Vladimir, Novosibirsk — Vad betyder ultraljudsbearbetning av metaller utan användning av slipande ämnen?
- Valery, Moskva - Hur man smider en kniv från ett lager med dina egna händer?
- Stanislav, Voronezh — Vilken utrustning används för produktion av galvaniserade stålluftkanaler?
Mekanismer för metallbearbetning
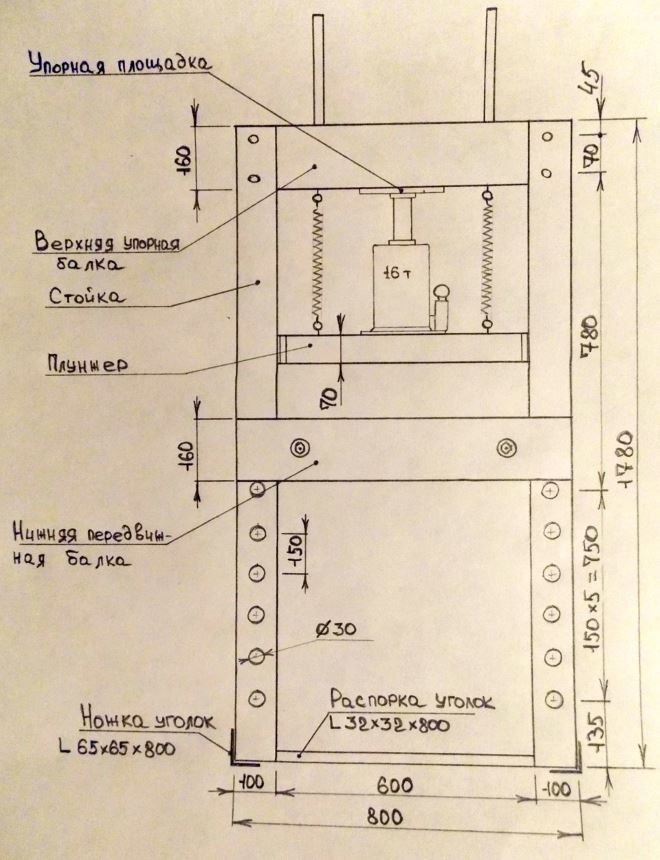
Den hydrauliska pressen kan utveckla en betydande kraft på upp till 2 tusen ton. Den används för bockning eller formsmidning av tjockväggiga produkter. Mekanismens verkan är baserad på rörelsen av kolvarna i två kommunicerande hydraulcylindrar, som har olika diametrar. Det är skillnaden i diametrar som avgör hur mycket kraft en metallpress kan utveckla.
 Hydraulisk pressritning
Hydraulisk pressritning
Den radiella smidesmaskinen är utformad för att utföra formningsoperationer för att erhålla cylindriska produkter. Mekanismens design inkluderar en induktionsugn för förvärmning av delen. Under bearbetningen roteras arbetsstycket av en elektrisk motor när det passerar genom smideszonen.
 Ritning av en radiell smidesmaskin
Ritning av en radiell smidesmaskin
Elektromagnetiska pressar är ny högpresterande, kostnadseffektiv stansutrustning. Funktionsprincipen är baserad på rörelsen av en elektromagnetisk kärna, som styr maskinens ställdon till en metalldel.
 Ritning av en elektromagnetisk press
Ritning av en elektromagnetisk press
Att göra bränslebriketter hemma
Bränslebriketter, som nyligen vunnit ökande popularitet som bränsle för uppvärmning av bostäder och industrilokaler, kan också tillverkas för hand. Naturligtvis är det tillrådligt att tillverka utrustning för produktion av pellets om det finns tillgång till en tillräcklig mängd billiga råvaror.
Som hemmagjorda anordningar avsedda för produktion av bränslepellets kan utrustning av press- eller extruderingstyp användas. Du kan göra en sådan enhet både på grundval av en färdig kraftmekanism och från grunden. I det första fallet används en hydraulisk domkraft eller en liten press, även utrustad med en hydraulisk drivmekanism, som huvudarbetskropp. Vid tillverkning av utrustning för produktion av pellets från grunden kan en spak eller skruvmekanism användas som en kraftkropp, vilket kommer att ge det erforderliga trycket.

Som grund för en hemmagjord maskin för tillverkning av pellets kan du ta designen av en fabriksgranulator. Klicka på ritningen för att förstora
Oavsett designschemat för hemgjord utrustning för produktion av pellets, vid tillverkningen av en sådan anordning är det nödvändigt att lösa följande tekniska problem:
- gör en stödplattform för pressen och installera vertikala ställningar på den, på vilka alla strukturella element kommer att fästas;
- med lämplig diameter, gör en maskinmatris, i vars hålighet den förberedda blandningen kommer att pressas;
- gör en stans som kommer att sätta press på blandningen när du formar pellets;
- utrusta stansen med en stång och anslut den till den hydrauliska kraftmekanismen;
- använd ett rör eller plåt med stor diameter, gör en trumma där alla komponenterna i blandningen kommer att blandas;
- från plåt till att tillverka hängrännor för lastning av råvaror och lossning av färdiga produkter.

Montering av en hemmagjord pelletiserare
Alla delar av en hemmagjord pelletspress är fixerade på basen och vertikala ställningar. I detta fall är det nödvändigt att säkerställa deras korrekta rumsliga position i förhållande till varandra.
Variationer av stämplingstekniker
Stämplingsprocessen för bearbetning av ämnen kan utföras med varm eller kall metod.Dessa tekniska varianter involverar användning av specialutrustning och användning av vissa metallbearbetningsförhållanden.
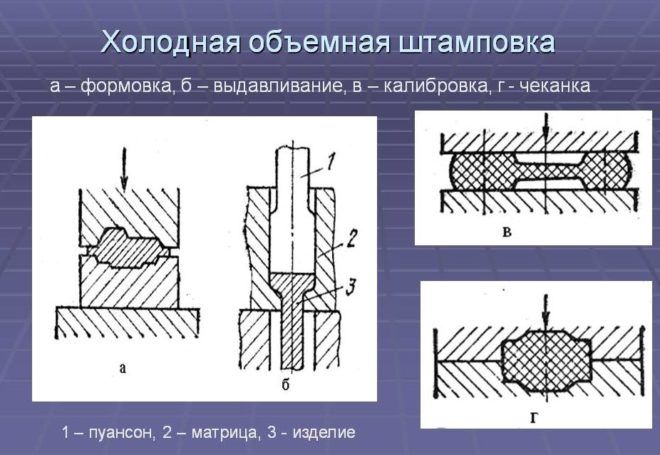 Kallstämpling är en av varianterna av stämpling
Kallstämpling är en av varianterna av stämpling
Varmstansningsmetoden bearbetar arbetsstycken som förvärms i speciella anordningar till en förutbestämd temperatur. Varmstansning är nödvändig när det inte finns tillräckligt med utrustningskraft för att bearbeta en kall legering. Uppvärmningsanordningar kan vara elektriska eller plasmaugnar. Denna metod kräver en noggrann beräkning av parametrarna för den färdiga delen, med hänsyn till metallens krympning under kylning.
Vid kallstämpling bildas delarna på grund av det mekaniska trycket från stämplingspressens element. Kallstämpling anses vara den vanligaste metallbearbetningsmetoden. Det kräver ingen extra utrustning, komplexa beräkningar och mekanisk förfining av delar. Tack vare denna metod ökar materialets hållfasthetsegenskaper. De resulterande produkterna kännetecknas av hög ytkvalitet och precision.
Variationer av tekniska operationer
Teknologiska operationer med en plåt är att separera och forma.
Delande stämplingsoperationer utförs på utrustning som är utrustad med ett specialverktyg. Som ett resultat separeras en viss del från arbetsstycket längs en rak linje eller en given kontur. Separationen av en del av arket sker i följande processer:
- Skära. För att utföra denna åtgärd är utrustningen utrustad med skiva, vibrationsanordningar eller giljotinsaxar.
- Beskärning. Denna operation separerar de extrema delarna av den resulterande produkten.
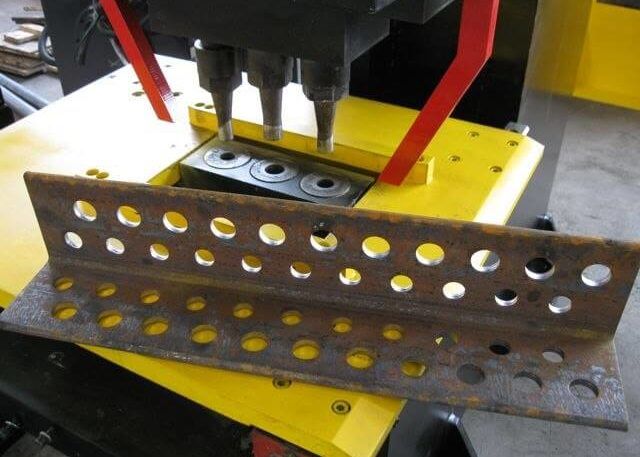
- Stansning. Hål av olika konfigurationer skapas i en metallplåt med hjälp av en stämpel.
- Skära ner. En figurerad del med en sluten kontur erhålls från arbetsstycket.



Formförändrande operationer är utformade för att skapa en produkt med andra parametrar och dimensioner utan mekanisk förstörelse. Det finns följande typer av dessa operationer:
- Flänsning. Konturen av arbetsstycket eller inre hål utsätts för en form för att bilda pärlor av vissa storlekar.
- Huva. Denna operation är ett slags smide, där ett rumsligt element erhålls från ett platt material.
- Crimp. För att smalna av ändarna på det ihåliga arbetsstycket används en form med en form av konisk typ med en avsmalnande arbetsarea.
- Böjning. Som ett resultat av operationen ändras ytans krökning genom att böja metallen och deformera arbetsstycket.
- Formning är en förändring i formen av enskilda sektioner genom att minska tjockleken på delen utan att bryta mot produktens yttre kontur.
- Pukliovka. Anslutning med en stämpel av två plattor utan användning av ytterligare element.