วิธีการทำเกลียว
ด้ายถูกสร้างขึ้นโดยสองวิธีหลัก: การใช้ฟิกซ์เจอร์แบบแมนนวลและแบบเครื่องจักร ตัดช่องว่างด้วยตนเองในสำเนาเดียวหรือในปริมาณเล็กน้อย ในการผลิตขนาดใหญ่ใช้อุปกรณ์ - เครื่องจักร:
 เกลียว
เกลียว
- ประเภทสกรูตัด;
- การรีดเกลียวด้วยลูกกลิ้งและแม่พิมพ์แบน
- โรงสีซึ่งพวกเขาได้รับขั้นตอนใหญ่
- ประเภทการเจียรโดยใช้ล้อของโปรไฟล์ที่กำหนด ซึ่งได้สกรูที่มีระยะพิทช์พิทช์และความแม่นยำสูง
- ประเภทสกรูตัด;
- สำหรับการกลึงเกลียวในด้วยน็อต
- สำหรับการตัดแบบวนด้วยหัวที่มีคมตัดหลายแบบ
เมื่อทำเกลียวด้วยวิธีน้ำวน สี่องค์ประกอบที่ตรึงอยู่ในหัวจะมีส่วนร่วมในงานนี้ หัวหมุนจากไดรฟ์แยกต่างหาก โครงสร้างทั้งหมดนี้ติดตั้งบนเครื่องกลึง - รองรับ วิธีการนี้โดดเด่นด้วยความเร็วในการประมวลผลที่เพิ่มขึ้นเนื่องจากความร้อนที่น้อยลงของเครื่องมือตัด (สัมผัสสลับกับชิ้นงาน) นอกจากนี้เกลียวมีความหยาบน้อยกว่าและมีโปรไฟล์ที่ชัดเจนกว่า
การตัดด้ายบนท่อไม่ใช่เรื่องยาก

บทความ
หากต้องการต่อก๊อกกับท่ออย่างปลอดภัย หรือติดตั้งฮีตเตอร์ในระบบทำความร้อน สิ่งสำคัญคือต้องรู้ว่าจะตัดเกลียวบนท่ออย่างไรและด้วยอะไร ท้ายที่สุดแล้ววาล์วส่วนใหญ่เป็นเกลียวตามลำดับการเชื่อมต่อขององค์ประกอบดังกล่าวโดยการเชื่อมเป็นไปไม่ได้
ท้ายที่สุดแล้ววาล์วส่วนใหญ่เป็นเกลียวตามลำดับการเชื่อมต่อขององค์ประกอบดังกล่าวโดยการเชื่อมเป็นไปไม่ได้
ท่อน้ำเกลียว
ตัวอย่างเช่น หากต้องติดตั้งอ่างล้างหน้าหรือห้องสุขาใหม่ในอพาร์ตเมนต์ของคุณ และไม่สามารถคลายการเชื่อมต่อระยะยาวบนท่อน้ำเหล็กได้ ทางเลือกที่ดีที่สุดคือ:
- ปิดการจ่ายน้ำ
- ตัดส่วนหนึ่งของท่อด้วยเครื่องบดที่สถานที่ติดตั้งอ่างล้างหน้า
- ทำเกลียวท่อ
- ติดตั้งบอลวาล์วหรือทีออฟบนท่อ
- ต่อเข้ากับก๊อกน้ำอ่างล้างหน้าแบบยืดหยุ่นได้
งานนี้สามารถทำได้โดยช่างประปาที่ผ่านการรับรอง อย่างไรก็ตามเจ้าของอพาร์ทเมนต์รายใดที่ได้รับเครื่องมือสำหรับท่อเกลียวสามารถทำงานนี้ได้อย่างอิสระ
ดายตัดเกลียว
จนถึงปัจจุบันในการติดตั้งท่อที่มีการเชื่อมต่อแบบเกลียวจะใช้อุปกรณ์เกลียว 2 ประเภท:
- ดายตัดเกลียว
- ท่อคลัปป์.
ด้วยความช่วยเหลือของพวกเขาคุณสามารถตัดเกลียวบนท่อระบายน้ำหรือท่อน้ำใด ๆ ซึ่งใช้ในเครือข่ายวิศวกรรมของอาคารที่พักอาศัยและกระท่อมส่วนตัว
ท่อคลัปป์
คำแนะนำ!
หากคุณไม่เคยตัดด้าย การทำสิ่งนี้ด้วยไดคัทจะทำได้ยาก เครื่องมือบิดเบี้ยวเพียงเล็กน้อยอาจทำให้เกิดข้อบกพร่องได้
ดังนั้นจึงเป็นการดีกว่าถ้าใช้ไดคัตเตอร์ เนื่องจากมีไกด์ที่ช่วยให้กระบวนการตัดง่ายขึ้นอย่างมาก
มาดูทฤษฎีเบื้องหลังกระบวนการร้อยไหมกัน
ดังนั้น:
- เกลียวบนท่อคือการก่อตัวของพื้นผิวเกลียวที่ด้านนอกของท่อ (ระบบประปาหรือระบบทำความร้อน)
- พื้นผิวเกลียวเป็นองค์ประกอบเชื่อมต่อที่หมุนรอบแกนของการแข่งขันอย่างสม่ำเสมอ
- ทีหรือแทป ที่มีการเคลื่อนที่แบบแปลนสม่ำเสมอตามแกนนี้
- ระยะพิทช์ของเกลียวคือการเคลื่อนที่แบบแปลนขององค์ประกอบเกลียวที่สัมพันธ์กับแกนเกลียว ซึ่งสอดคล้องกับการหมุนหนึ่งรอบ
กล่าวอีกนัยหนึ่งในการติดตั้งวาล์วหยุด จำเป็นต้องตัดเกลียวบนท่อซึ่งระยะพิทช์ตรงกับระยะห่างขององค์ประกอบที่เชื่อมต่อ จากนั้นการเชื่อมต่อท่อระบายน้ำหรือท่อน้ำดังกล่าวจะแน่นและทนทานและสามารถทนต่อแรงดันสูงได้
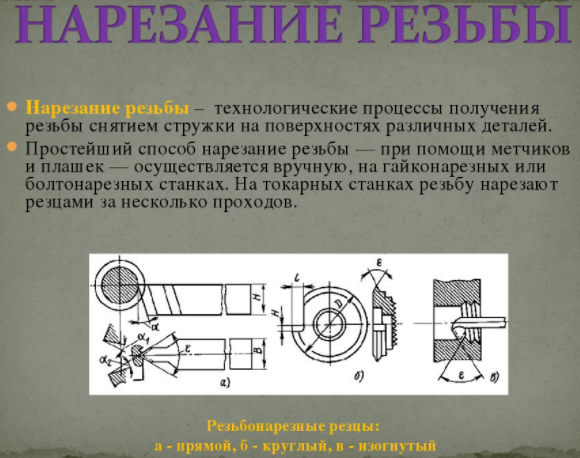
มีดชนิดใดที่ใช้ทำเกลียว
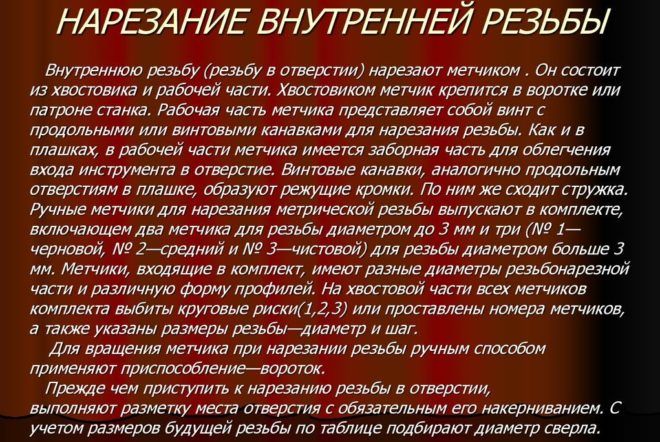
ในหน่วยหมุน สามารถดำเนินการตัด - ทั้งที่ด้านนอกและบนพื้นผิวด้านใน ในกรณีนี้จะใช้องค์ประกอบการตัดประเภทต่างๆ พวกเขาสามารถแบ่งออกเป็นสามกลุ่มหลัก:
- คัน;
- ปริซึม;
- กลม.



กลุ่มแรกรวมถึงเครื่องดนตรีประเภทที่ง่ายที่สุด โดยการออกแบบ นี่คือหัวทำงานบนแท่งที่มีส่วนและรูปร่างต่างๆ รูปร่างโปรไฟล์ตรงกับหัว หัวกัดแบบแท่งบางรุ่นมีการบัดกรีคาร์ไบด์ที่หน้างาน สิ่งนี้จะเพิ่มทรัพยากรของหลังซึ่งไม่ค่อยมีการเสียดสีของพื้นผิวการทำงานและด้วยเหตุนี้จึงไม่มีความคมขึ้นบ่อยนัก
 เครื่องตัดเกลียว
เครื่องตัดเกลียว
อุปกรณ์ประเภทแท่งปริซึมดำเนินการประมวลผลชิ้นงานจากภายนอกเท่านั้น เมื่อเทียบกับกลุ่มก่อนหน้า พวกเขาสามารถรับมือกับพื้นผิวที่ใหญ่กว่า พวกเขาสามารถลับคมครั้งมากขึ้น ในเครื่องกลึง ส่วนประกอบได้รับการแก้ไขด้วยที่จับประกบ
ชิ้นส่วนตัดกลมสามารถใช้ทำเกลียวในและเกลียวนอกได้ ใช้งานได้สะดวกกว่าแบบปริซึม แต่ใช้งานได้หลากหลายกว่า - มีการใช้งานที่หลากหลาย พวกเขายืมตัวเองได้ดีในการลับคมหลายครั้ง ติดใบมีดในที่ยึดเข้ากับรูที่ส่วนท้าย องค์ประกอบที่เป็นแท่งปริซึมและกลมจัดเป็นเครื่องมือรูปทรงสำหรับอุปกรณ์กลึง
เครื่องมือ
ในการดำเนินงานคุณต้องเตรียมเครื่องมือและอุปกรณ์ที่จำเป็นสำหรับการตัด ในแต่ละกรณี ชุดเกลียวท่อจะแตกต่างกันไปตามองค์ประกอบ แต่สำหรับการใช้งานด้วยตนเอง ประกอบด้วยดาย ดาย และตัวยึดวงล้อ องค์ประกอบของชุดยังติดตั้งเพิ่มเติมด้วยเครื่องตัดท่อ, ประแจแก๊ส, ตะไบ, เลื่อยเลือยตัดโลหะ, เครื่องบด, น้ำมันหล่อลื่นและเครื่องมืออื่น ๆ สำหรับผู้ที่ไม่ต้องการทำงานแบบเก่าด้วยวิธีแบบคลาสสิก มีทางเลือกอื่น - เครื่องมือไฟฟ้า




การตัดนั้นดำเนินการโดยใช้แม่พิมพ์ บางส่วนถูกตัดด้านเดียวเท่านั้น บางส่วนถูกตัดทั้งสองข้าง
สำหรับการร้อยด้ายภายใน ชุดอุปกรณ์อาจมีดอกต๊าปหลายตัวที่มีระยะกินลึกต่างกัน บางชนิดได้รับการออกแบบมาสำหรับการหยาบพื้นผิวด้านในของท่อ ส่วนอื่นๆ สำหรับการเก็บผิวละเอียด อุปกรณ์นี้นำเสนอในรูปของสกรูที่มีร่องเศษ มันถูกแนบกับปลอกคอด้วยความช่วยเหลือของส่วนหาง


ด้วยการแตะ การตัดภายในทำได้หลายวิธี จำนวนของพวกเขาขึ้นอยู่กับวัสดุที่ใช้ทำงาน ตัวอย่างเช่น สำหรับการกลึงเกลียวในโลหะผสมไททาเนียม จะมีการออกแบบชุดดอกต๊าปหลายชุดพิเศษ
แม่พิมพ์ โปรกอนก้า หรือเลร์ก้า ใช้สำหรับแกะสลักรูปทรงต่างๆ บนท่อ เป็นน็อตเหล็กที่มีฐานตัดด้านในซึ่งมีรูพิเศษ - ร่องสำหรับของเสีย แม่พิมพ์มีทั้งแบบท่อ หกเหลี่ยม กลม และสี่เหลี่ยม การปรับเปลี่ยนร่างกายของพวกเขาจะแข็ง แตก และเลื่อน

รุ่นเลื่อน (แท่งปริซึม) เรียกอีกอย่างว่าแผ่นครึ่งแผ่นซึ่งติดกับดายด้วยสกรูและปะเก็นพิเศษ - แครกเกอร์ นี่เป็นสิ่งจำเป็นในการกระจายแรงกดบนสกรูอย่างสม่ำเสมอ ด้วยความช่วยเหลือของดาย, เกลียวทรงกระบอก, กรวย, กลมหรือเมตริกจะถูกตัด ส่วนประกอบต่างๆ ของดายเป็นประแจและคาร์ทริดจ์แบบพิเศษซึ่งติดอยู่กับตัวเฟรม


Klupp ประกอบด้วยเฟรมที่องค์ประกอบการตัด - ตายได้รับการแก้ไข แมนเดรลแต่ละตัวมีแม่พิมพ์เหล็กสี่อัน Klupp ยังมีที่จับวงล้อพิเศษอีกด้วย สามารถใส่แม่พิมพ์ได้เพียงชิ้นเดียวในที่ยึดแม่พิมพ์ สามารถใส่แม่พิมพ์ได้หลายแบบ กลไกการตัดของการหมุนสามารถตัดเกลียวได้สองประเภท: 0.5 - 1 ¼, 1 ½ - 2 นิ้ว


ตามปกติแล้วเครื่องตัดแบบแมนนวลจะตัดท่อที่มีเส้นผ่านศูนย์กลางเล็ก มีที่จับพิเศษพร้อมที่จับสามารถใช้กับประแจท่อที่เหมาะสมได้ มีขนาดเล็กเรียบง่ายและใช้งานง่าย


สกรูตัวจับวงล้อเป็นการดัดแปลงการออกแบบด้วยกลไกเฟืองที่ออกแบบมาเพื่อทำเกลียวที่มีเส้นผ่านศูนย์กลางมากกว่าหนึ่งนิ้ว วงล้อเป็นกลไกที่ขาดไม่ได้ วงล้อซ้ายและขวาทำให้ง่ายต่อการทำงานในที่ที่เข้าถึงยาก เช่น ใกล้กำแพง การใช้คันโยกเฟือง ไดย์จะถูกดึงออกจากเกลียวอย่างรวดเร็วโดยหมุนไปในทิศทางตรงกันข้าม ให้วิธีการทำเกลียวแบบลูกสูบ


มันถูกเรียกว่าเฉียง klupp เพราะระยะห่างระหว่างดายเลื่อนถูกควบคุมอยู่ในนั้น นี้บอกเส้นผ่านศูนย์กลางของการตัด การออกแบบประเภทนี้ใช้งานง่ายที่สุด


ปลั๊กสกรูของ Mayevsky ที่มีการออกแบบที่ซับซ้อนมากขึ้นนั้นใช้สำหรับทำเกลียวในท่อ ประกอบด้วยแม่พิมพ์แบบเปลี่ยนได้สามชุด และเชี่ยวชาญในเส้นผ่านศูนย์กลางเกลียวสูงสุด 2 นิ้ว การออกแบบประเภทนี้ใช้สำหรับทำเกลียวท่อที่มีเส้นผ่านศูนย์กลางเล็ก

การตัดท่อที่มีเส้นผ่านศูนย์กลางขนาดใหญ่จะดำเนินการในระดับอุตสาหกรรม ตัวอย่างเช่น ในการตัดท่อไร้ตะเข็บที่มีเส้นผ่านศูนย์กลาง 219 มม. จำเป็นต้องใช้เครื่องจักรพิเศษ ท่อปลอก (คอลัมน์) ถูกตัดบนเครื่องจักรพิเศษเท่านั้นภายใต้เงื่อนไขพิเศษ ภายใต้มาตรการความปลอดภัยทั้งหมด
วิธีการตัดด้ายภายนอก ตัดเกลียวบนท่อและข้อต่อ ตาย. Klupp

วิธีการตัดด้ายภายนอก ตัดเกลียวบนท่อและข้อต่อ ตาย. คลัปป์ 4.46/5 (89.23%) แพ้ 13
เกลียวนอกถูกตัดโดยใช้ดายกลมหรือแบบเลื่อน รวมทั้งแผ่นสกรู การตัดเกลียวสามารถทำได้ทั้งบนเครื่องจักรและด้วยมือ
เกลียวด้วยดายกลม (เล็ก)
ดายกลม (lehrs) เป็นจานที่มีรูเจาะ ในการเอาเศษออกและสร้างขนที่มีคมตัด (รูปที่ 1) แม่พิมพ์จะทำรูเศษหลายรูในแม่พิมพ์ ดาย (lehrs) ถูกสอดเข้าไปในที่ยึด lerko และยึดด้วยสกรู (รูปที่ 2)
ข้าว. 1. ไดมอนด์คัท (lerka)
ข้าว. 2. ผู้ถือ Lerko:
1 - กรอบ; 2 - จัดการ; 3 - สกรูยึด
เส้นผ่านศูนย์กลางของแกนตัดจะน้อยกว่าเส้นผ่านศูนย์กลางภายนอกของเกลียวเล็กน้อย และเลื่อยลงเป็นรูปทรงกรวยเพื่อให้เลห์เข้าไปได้ ทางเลือกของแท่งสำหรับการตัดเส้นเมตริกหรือนิ้วมีอยู่ในตาราง หนึ่ง:
ตารางที่ 1. เส้นผ่านศูนย์กลางของเพลาสำหรับสลักเกลียวแบบเกลียว
| ด้ายเมตริก | ด้ายนิ้ว | ||
| เส้นผ่านศูนย์กลางภายนอก หน่วย mm | เส้นผ่านศูนย์กลางของลำต้น mm | เส้นผ่านศูนย์กลางภายนอก หน่วย นิ้ว | เส้นผ่านศูนย์กลางของลำต้น mm |
| 5 | 4,89 | 1/4 | 6,19 |
| 6 | 5,86 | 5/6 | 7,7 |
| 8 | 7,83 | 3/8 | 9,3 |
| 10 | 9,8 | 7/16 | 10,8 |
| 12 | 11,7 | 1/2 | 12,4 |
| 14 | 13,7 | 5/8 | 15,6 |
| 16 | 15,7 | 3/4 | 18,7 |
| 20 | 19,6 | 7/8 | 21,8 |
| 22 | 21,6 | 1 | 25 |
| 24 | 23,6 | 1 1/4 | 31,3 |
| 27 | 26,6 | 1 1/2 | 37,6 |
| 30 | 29,5 | 1 3/4 | 43,8 |
| 36 | 35,4 | 2 | 50 |
ดายแบบเลื่อน (รูปที่ 3, a) ประกอบด้วยสองส่วนปริซึมที่มีรูตัด ร่องตรงกลางของรูแม่พิมพ์ซึ่งสร้างขอบตัด
ข้าว. 3. บานเลื่อนและแครกเกอร์:
แผ่น; ข - แครกเกอร์
Klupp สำหรับการทำเกลียว
สำหรับการยึดดายจะใช้แคลมป์สกรูที่มีโครงสี่เหลี่ยมหรือเฉียง (รูปที่ 4) ส่วนที่ยื่นออกมาเป็นแท่งปริซึมของ klupp จะเข้าสู่ร่องของแม่พิมพ์ และกดด้วยสลักเกลียวจากด้านข้าง
ข้าว. 4. Klupp (เฉียง)
1 - กรอบ; 2 - จัดการ; 3 - สกรูยึด
เพื่อหลีกเลี่ยงแรงกดโดยตรงของโบลต์บนดาย แคร็กเกอร์ที่เรียกว่าถูกติดตั้งระหว่างดายและโบลต์ (ดูรูปที่ 3, b) ซึ่งมีรูปร่างเหมือนดาย
เทคโนโลยีการตัดเกลียว
การตัดด้วยแม่พิมพ์แท่งปริซึมค่อนข้างแตกต่างจากการตัดด้วยมีด เมื่อตัดด้วยแม่พิมพ์ แท่งจะไม่ถูกเลื่อยเป็นกรวย แต่แม่พิมพ์จะแยกออกจากกัน
จากนั้นจับยึดกับแกนซึ่งส่วนท้ายจะต้องตรงกับระนาบด้านบนของแม่พิมพ์ โดยการหมุนดายไปทางขวาและไปทางซ้ายเล็กน้อย จะทำเกลียว
ตำแหน่งของ lerkoderzhatel และ klupp ตั้งฉากกับแกนตัดอย่างเคร่งครัดไม่เช่นนั้นด้ายจะเอียงและด้านเดียว
หล่อเย็นและหล่อลื่นสำหรับเกลียว
เมื่อตัดเกลียวด้วยต๊าปและดาย ต้องใช้สารหล่อลื่นคุณสามารถใช้อิมัลชันธรรมดาเพื่อละลายส่วนหนึ่งของอิมัลชันในน้ำหนึ่งร้อยหกสิบส่วนในฐานะน้ำมันหล่อลื่น นอกจากนี้ คุณสามารถใช้: สำหรับเหล็กหล่อ - น้ำมันหมูและน้ำมันก๊าด สำหรับเหล็กกล้าและทองเหลือง น้ำมันต้มและเรพซีดและน้ำมันหมู สำหรับทองแดงแดง - น้ำมันหมูและน้ำมันสน สำหรับอลูมิเนียม - น้ำมันก๊าด
ไม่แนะนำให้ใช้เครื่องจักรและน้ำมันแร่ในการตัดเกลียว เนื่องจากโดยการเพิ่มความต้านทานการตัด ไม่ให้รูที่สะอาด และนำไปสู่การสึกหรออย่างรวดเร็วของต๊าปและดาย
กระดานเกลียว
ในการตัดเกลียวบนสกรูที่มีเส้นผ่านศูนย์กลางไม่เกิน 6 มม. จะใช้แผ่นสกรู บนแผงสกรูมีรูตัดหลายรูที่มีเส้นผ่านศูนย์กลางต่างกันพร้อมร่องคายเศษ สองรูสำหรับแต่ละรู
การกลึงเกลียวด้วยแม่พิมพ์ทำได้ในลักษณะเดียวกับการต๊าปเกลียว แท่งถูกยึดอย่างแน่นหนาในคีมจับหล่อลื่นด้วยน้ำมันจากนั้นใส่แม่พิมพ์ที่มีดายบนแกนยึดด้วยสกรูแล้วหมุนให้ครบในทิศทางเดียวและอีกครึ่งรอบในอีกด้านหนึ่ง ถ้าท่อนไม้หนาเกินที่กำหนดก็ต้องตะไบ
เกลียวของสลักเกลียววัดด้วยเกจเกลียววงแหวนหรือเกจเกลียว
ตัดเกลียวบนท่อและข้อต่อ
ท่อและข้อต่อ (ส่วนเชื่อมต่อสำหรับท่อ) ถูกตัดด้วยเครื่องมือพิเศษโดยใช้อุปกรณ์ยึด
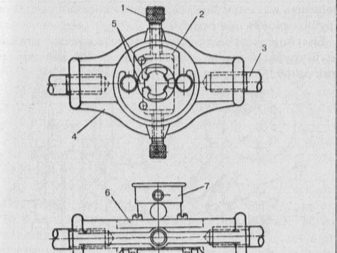
Klupp สำหรับตัดเกลียวบนท่อ
บนท่อ เกลียวจะถูกตัดด้วยเกลียวพิเศษ (รูปที่ 5) ไดคัตเตอร์สำหรับตัดท่อตามอุปกรณ์ต่างจากไดคัตเตอร์ทั่วไป หวีเหล็กสี่อันเข้าไปในช่องของที่ยึด
โดยการหมุนที่จับด้านบน จะประกอบหรือแยกย้ายกันไปก็ได้ ดังนั้นท่อขนาดต่างๆ จึงสามารถตัดได้ด้วยแม่พิมพ์เดียว นอกจากนี้ klupp ยังมีไกด์ที่ควบคุมโดยที่จับด้านล่าง
ไกด์ช่วยให้แน่ใจว่าตำแหน่งที่ถูกต้องของดายบนท่อเมื่อทำการตัด
ข้าว. 5. Klupp สำหรับตัดท่อ
ท่อระหว่างการตัดได้รับการแก้ไขด้วยแคลมป์ท่อพิเศษ แคลมป์ประกอบด้วยกรอบที่วางแคร็กเกอร์ที่มีช่องเจาะสำหรับท่อที่มีเส้นผ่านศูนย์กลางต่างๆ
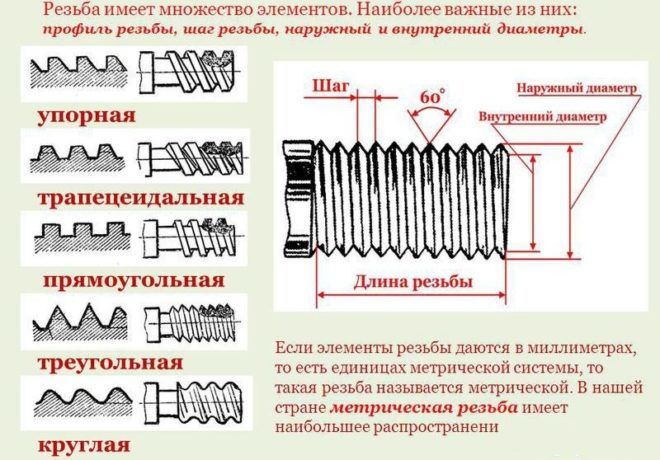
โปรไฟล์ของเธรด
รูปแบบของช่องว่างขึ้นอยู่กับประเภทของพื้นผิวคือทรงกระบอกและทรงกรวย เกลียวอยู่ภายนอก (บนพื้นผิว) และภายใน (ในรูของช่องว่าง) ประเภทของการเชื่อมต่อเธรดขึ้นอยู่กับโปรไฟล์ของเธรด
โปรไฟล์มีห้าประเภท:
- สามเหลี่ยม;
- สี่เหลี่ยม
- สี่เหลี่ยมคางหมู;
- หมั่น;
- กลม.
เธรดสามารถเริ่มทีละรายการและหลายรายการได้:
- เธรดเดียว - เกิดขึ้นจากเธรดเธรดเดียว
- multi-start - สร้างโดยเธรดตั้งแต่สองเธรดขึ้นไปที่ระยะห่างเท่ากัน
ตัวชี้วัดหลักของเธรดทั้งสองประเภทคือระยะพิทช์และระยะชัก ระยะพิทช์เกลียว - ระยะห่างระหว่างทางเลี้ยวที่ใกล้ที่สุดและวัดตามเส้นกึ่งกลางของชิ้นงานที่กำลังดำเนินการ หลักสูตรของหนึ่งเธรดคือช่องว่างตรงกลางของสองยอดของหนึ่งเทิร์นบนพื้นผิวการทำงานของผลิตภัณฑ์ ระยะชักจะเท่ากับผลคูณของระยะพิทช์ของเกลียวตามจำนวนการเริ่มต้น
เครื่องมือตัดแม่พิมพ์
ดายเป็นเครื่องมือตัดกลึงที่ทำขึ้นในรูปของน็อต รูที่เจาะเข้าไปนั้นทำมาเพื่อขจัดเศษ เครื่องมือนี้ประกอบด้วยองค์ประกอบการตัดที่อยู่แต่ละด้านของมันและก่อรูปกรวย ดายบนเครื่องกลึงเป็นเกลียวบนสลักเกลียว กระดุม สกรู และผลิตภัณฑ์โลหะอื่นๆ
ประเภทของจานที่ใช้มากที่สุด:
- เมตริก
- ซ้าย;
- ท่อ.
คุณสามารถทำให้งานง่ายขึ้นได้ด้วยการทำมุมลบมุมเล็กๆ ที่ปลาย เพื่อให้ความสูงตรงกับความสูงของโปรไฟล์เกลียว ขนาดของแม่พิมพ์ต้องตรงกับเส้นผ่านศูนย์กลางของชิ้นส่วน
จากนั้นไดย์ขนาดที่ต้องการจะจับจ้องไปที่ตัวจับไดย์ ซึ่งจับจ้องอยู่ที่ส่วนท้ายของเครื่องกลึง ความเร็วของเกลียวขึ้นอยู่กับวัสดุสำหรับชิ้นงาน: ผลิตภัณฑ์ทองเหลืองมีการประมวลผลที่ประมาณ 15 ม./นาที เหล็กหล่อ - 3 ม./นาที ช่องว่างเหล็ก - 4 ม./นาที
ที่ความเร็วการประมวลผลนี้ แม่พิมพ์สึกหรอน้อยลงในกระบวนการตัด จะต้องเปลี่ยนแต่ละรอบของดายโดยหมุนกลับไปหนึ่งในสามของวงกลมเพื่อล้างรูออกจากเศษ
วิดีโอ: วิธีตัดเกลียวบนเครื่องกลึง
การเลือกคำถาม
- Mikhail, Lipetsk — ควรใช้แผ่นอะไรสำหรับตัดโลหะ?
- อีวาน มอสโก — GOST ของเหล็กแผ่นรีดโลหะคืออะไร?
- Maksim, Tver — ชั้นวางที่ดีที่สุดสำหรับการจัดเก็บผลิตภัณฑ์โลหะแผ่นคืออะไร?
- วลาดิเมียร์, โนโวซีบีสค์ — การประมวลผลอัลตราโซนิกของโลหะหมายความว่าอย่างไรโดยไม่ต้องใช้สารกัดกร่อน?
- Valery, Moscow — วิธีการปลอมมีดจากตลับลูกปืนด้วยมือของคุณเอง?
- Stanislav, Voronezh — อุปกรณ์ใดบ้างที่ใช้ในการผลิตท่ออากาศเหล็กชุบสังกะสี?
ข้อมูลเบื้องต้นเกี่ยวกับเธรด
เมื่อท่อก๊าซเชื่อมต่อกับระบบจ่ายน้ำ เกลียวท่อทรงกระบอกจะถูกม้วนหรือตัด ส่วนปลายของท่อถูกรวมเข้ากับองค์ประกอบพิเศษ เกลียว 2 เส้นสุดท้ายของเกลียวทรงกระบอกเรียกว่าการวิ่ง รันอะเวย์ช่วยให้สามารถยึดส่วนประกอบคัปปลิ้งบนผลิตภัณฑ์ท่อได้ เพื่อให้แน่ใจว่าการปิดผนึกของการเชื่อมต่อกับตราประทับ
หากต้องการถอดการเชื่อมต่อ เช่น ท่อความร้อนโดยไม่ตัด คุณต้องดึงออก ประกอบด้วยน็อตล็อก ข้อต่อ เกลียวยาว มีความยาวมากจนไขส่วนคัปปลิ้งได้อย่างง่ายดาย น็อตล็อค
เพื่อประหยัดวัสดุ ผลิตภัณฑ์ที่มีผนังบางถูกนำมาใช้ในการจ่ายก๊าซและสารเชิงซ้อนอื่นๆ พวกเขากำลังรีด ความหนาของผนังควรมากกว่าเมื่อสร้างเกลียวบนท่อน้ำ

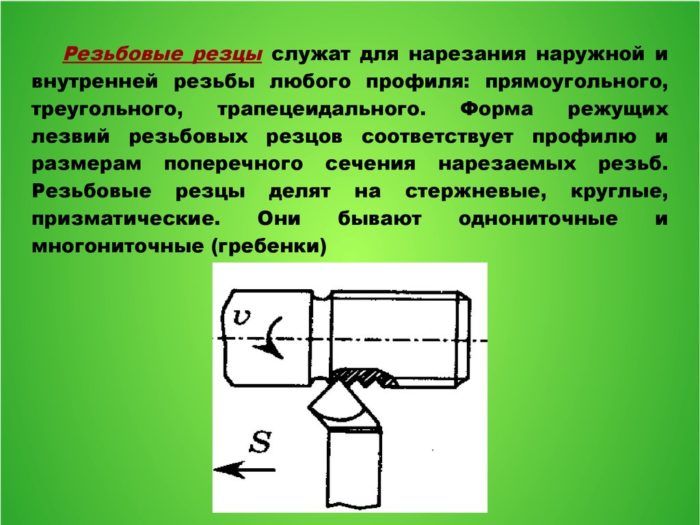
เทคนิคการตัดชิ้นงานโลหะ
พื้นผิวเกลียวที่เกิดจากเครื่องตัดเรียกว่าเกลียว ทำหน้าที่สำคัญ - ด้วยความช่วยเหลือ องค์ประกอบของชิ้นส่วนสามารถเคลื่อนที่สัมพันธ์กัน ข้อต่อปล้องหรือปิดผนึกอย่างมีนัยสำคัญในอุปกรณ์ทางกลต่างๆ
เพื่อให้เข้าใจวิธีการตัดเกลียวบนเครื่องกลึง คุณต้องปฏิบัติตามกระบวนการเกลียว - ค่อนข้างง่ายและเข้าใจได้ คัตเตอร์ได้รับการแก้ไขในส่วนรองรับของเครื่องกลึง มันเคลื่อนที่อย่างสม่ำเสมอตามแกนของส่วนที่หมุน ปลายแหลมของเครื่องมือตัดเป็นเกลียวบนพื้นผิวของชิ้นส่วน
ในการติดตั้งและแนะนำเครื่องมือตัดอย่างถูกต้องจะใช้เทมเพลตพิเศษซึ่งวางไว้เหนือช่องว่าง เครื่องตัดถูกวางไว้บนเส้นกึ่งกลางของเครื่อง ตามช่องว่างที่เกิดขึ้น จะกำหนดวิธีการร้อยเกลียวได้อย่างแม่นยำ
การตัดมีลักษณะเป็นของตัวเอง:
- กระบวนการสร้างเกลียวมีลักษณะบางอย่าง
- วัสดุที่ใช้ทำชิ้นส่วนจะกำหนดมุมคราดของคัตเตอร์
- ค่าของมุมขึ้นอยู่กับความหนืด ความแข็ง และความเปราะบางของโลหะ
- ระนาบของเครื่องตัดที่มุมด้านหลังไม่ควรถูกับร่องที่ตัด
- เกลียวในถูกตัดในรูที่เจาะแล้วหรือเจาะรูแล้ว
เครื่องมือตัดโลหะบางประเภทได้รับการออกแบบสำหรับวัสดุแต่ละชนิดที่จะถูกแปรรูป สำหรับช่องว่างเหล็กจะใช้ใบมีดซึ่งทำจากโลหะผสมแข็ง T15K6, T14K8, T15K6, T30K4 สำหรับช่องว่างเหล็กหล่อ จะใช้เครื่องมือตัดที่มีเม็ดมีดคาร์ไบด์ VK4, V2K, VK6M, VK3M
เกลียวด้วยการแตะวิธีการตัดด้ายด้วยมือ
วิธีการตัดเกลียวด้วยอุปกรณ์ทำเกลียวได้อธิบายไว้ก่อนหน้านี้ อุปกรณ์ทำเกลียวมีความแตกต่างอย่างมากจากอุปกรณ์ต๊าป แต่หลักการของการทำเกลียวด้วยเครื่องมือทั้งสองยังคงเหมือนเดิม
ต๊าปเป็นเครื่องมืองานโลหะและงานกลึง โดยมีรูปร่างที่ชวนให้นึกถึงแท่งยาว ภายในแกนนี้มีองค์ประกอบการตัดด้วยความช่วยเหลือของด้ายที่ถูกตัดด้วยตนเอง

ก๊อกสามารถใช้ได้มากกว่าแค่การตัดเกลียวใหม่ ด้วยเครื่องมือนี้ คุณยังสามารถกู้คืนเธรด ทำให้เป็น "ใหม่" ได้
ตามหลักการทำงาน ก๊อกเป็นแบบแมนนวลและแบบเครื่องจักร ต๊าปเครื่องได้รับการแก้ไขบนเครื่องกลึง และเกลียวจะเกิดขึ้นในโหมดอัตโนมัติ
วิธีการเลือกประเภทของก๊อก?
สำหรับการกลึงเกลียวด้วยมือ คุณต้องเลือกประเภทดอกต๊าปที่ถูกต้องก่อน การเลือกดอกต๊าปสำหรับการกลึงเกลียวขึ้นอยู่กับ:
- ระยะเกลียว;
- ข้อมูลส่วนตัว;
- รูปแบบของการเชื่อมต่อแบบเกลียว
- ความอดทน;
นอกจากนี้ การเลือกดอกต๊าปเฉพาะยังได้รับอิทธิพลจากวัสดุในการผลิตชิ้นส่วนที่จะตัดด้าย ตัวเลือกหลักของก๊อกก่อนอื่นขึ้นอยู่กับเส้นผ่านศูนย์กลางของเกลียวที่ตัด
เกลียวด้วยการแตะด้วยมือ
เกลียวด้วยการแตะเกิดขึ้นดังนี้ ส่วนที่จะร้อยเป็นเกลียวยึดไว้ในคีมจับหรืออุปกรณ์อื่นๆ สิ่งสำคัญคือชิ้นส่วนนั้นได้รับการแก้ไขอย่างปลอดภัยในอุปกรณ์ เนื่องจากเมื่อทำการร้อยด้วยการแตะ คุณจะต้องใช้ความพยายามอย่างมาก

จากนั้นเจาะรูเข้าไปในส่วนสำหรับการร้อยด้วยการต๊าป ขึ้นอยู่กับชนิดของเกลียว - มู่ลี่หรือทะลุ เส้นผ่านศูนย์กลางของรูเจาะควรเล็กกว่าเส้นผ่านศูนย์กลางขององค์ประกอบการตัดของต๊าปเล็กน้อย
อย่าลืมลบมุมขอบด้านบนของรูต๊าป หลังจากนั้นจะมีการแตะและติดตั้งในรูเจาะซึ่งควรอยู่ในคีมจับที่มีการลบมุม
การร้อยด้วยการต๊าปจะทำตามเข็มนาฬิกาตลอดเวลา โดยกดก๊อกลงในรู จำเป็นต้องกดก๊อกอย่างราบรื่นโดยไม่กระตุกโดยไม่จำเป็น ค่อยๆ หมุนจนกระทั่งได้เกลียวที่สะอาดและสม่ำเสมอ

หลังจากหมุนต๊าปตามเข็มนาฬิกาหลายรอบแล้ว ก๊อกจะถูกส่งกลับในทิศทางตรงกันข้าม เพื่อกำจัดเศษโลหะที่สะสมอยู่
ในระหว่างการกลึงเกลียว จำเป็นต้องทำให้ก๊อกเย็นลงทันเวลา ไม่เช่นนั้นเครื่องมืออาจเสียหายได้ง่าย หากเกลียวอลูมิเนียมถูกตัด ก๊อกน้ำก็ถูกทำให้เย็นด้วยน้ำมันก๊าด ถ้าด้ายถูกตัดบนส่วนทองแดง ให้ใช้น้ำมันสน เมื่อตัดด้ายเหล็ก ทางที่ดีควรทำให้ก๊อกน้ำเย็นด้วยอิมัลชัน
ชนิดและคุณสมบัติของใบมีด
เครื่องมือกลึงสำหรับโลหะประกอบด้วยตัวจับยึดและหัวทำงาน คุณภาพของชิ้นส่วนแปรรูปขึ้นอยู่กับองค์ประกอบเหล่านี้โดยตรง ผู้ถือมีส่วนสี่เหลี่ยมหรือสี่เหลี่ยม ด้วยความช่วยเหลือของมัน คัตเตอร์ได้รับการแก้ไขบนเครื่องกลึง
หัวหน้างานประมวลผลรายละเอียด ประกอบด้วยระนาบการตัดและขอบต่างๆ มุมของการลับคมหัวถูกกำหนดโดยวัสดุที่ใช้ทำชิ้นส่วน
เกลียวนอกและเกลียวในถูกตัดด้วยมีดคัตเตอร์แบบต่างๆ
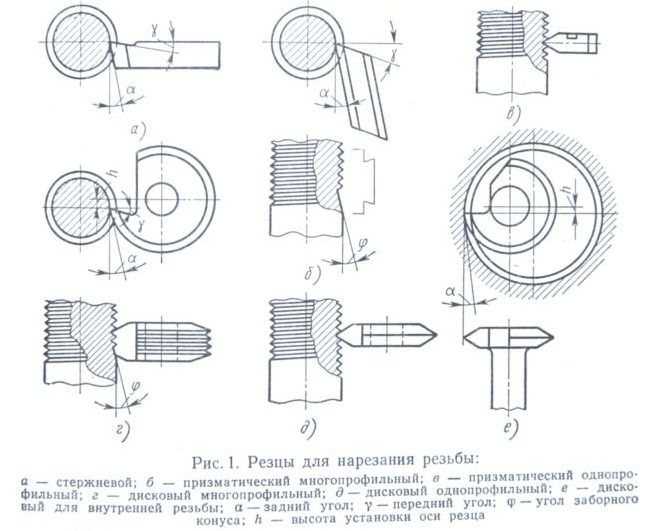 เครื่องตัดเกลียว
เครื่องตัดเกลียว
ใช้มากที่สุด:
- คัน;
- ปริซึม;
- กลม.
เครื่องตัดแบบแท่งประกอบด้วยแท่งที่มีหัวทำงาน ประเภทเหล่านี้มาในโปรไฟล์ที่แตกต่างกัน หัวกัดที่ทนต่อการสึกหรอมากที่สุดซึ่งทำการบัดกรีขอบโลหะผสมแข็ง ไม่จำเป็นต้องเลี้ยวบ่อยเพราะยังคงคมอยู่เป็นเวลานาน
หัวกัดแบบแท่งปริซึมใช้ในการประมวลผลเฉพาะด้านนอกของชิ้นงานเปล่า ข้อได้เปรียบเหนือแท่งคือความสามารถในการแปรรูปพื้นผิวขนาดใหญ่ แต่ควรลับให้คมขึ้นบ่อยขึ้น
หัวกัดกลมใช้ในกระบวนการตัดเกลียวในและเกลียวนอก เครื่องมือเหล่านี้ใช้งานง่ายมากพื้นที่ใช้งานค่อนข้างกว้าง หัวกัดกลมช่วยให้ลับคมได้หลายครั้ง
 เครื่องตัดเกลียวกลม
เครื่องตัดเกลียวกลม
ตามความแตกต่างของการออกแบบ เครื่องมือตัดโลหะแบ่งออกเป็นหลายประเภท:
- ตรง;
- โค้ง;
- งอ;
- วาด
ด้านบนของเครื่องมือเกลียวใดๆ จะเป็นหัวกลมหรือมุมลบมุม โปรไฟล์ของเกลียวถูกสร้างขึ้นโดยตัวตัดที่มีการกำหนดค่าที่เหมาะสม ด้วยเครื่องมือตัดที่มีรูปร่างโค้งงอ ด้ายเกลียวจะถูกตัดบนพื้นผิวของชิ้นงานเปล่า
คัตเตอร์แบบตรงไม่ค่อยได้ใช้ที่นี่เกลียวในชิ้นส่วนทำด้วยมีดตัดโค้ง ซึ่งบางครั้งเป็นแบบตรง ยึดไว้ในด้ามพิเศษ
เครื่องตัดแบ่งออกเป็นหมวดหมู่:
- ทำจากเหล็กอัลลอยด์ความเร็วสูง
- ด้วยแผ่นโลหะผสมแข็งที่บัดกรีกับชิ้นงาน
- อุปกรณ์เสริมในการตัดด้วยเม็ดมีดหลายเหลี่ยมเพชรพลอยที่เปลี่ยนได้ซึ่งจับจ้องอยู่ที่ส่วนหัว
ในทิศทางของเกลียวสกรู เครื่องมือจะแยกออกเป็นด้านขวาและด้านซ้าย เมื่อทำงานฟีดแรกจะเปลี่ยนจากซ้ายไปขวาตัวที่สอง - ฟีดไปทางซ้าย คนที่ถูกต้องมักใช้บ่อยขึ้น
เราตัดด้ายด้วยดาย
ลักษณะเฉพาะ
เกลียวถูกประดิษฐ์ขึ้นเมื่อสองศตวรรษก่อนเมื่อเครื่องกลึงเกลียวปรากฏตัวครั้งแรกในสหราชอาณาจักร นักประดิษฐ์ G. Maudsley ค้นพบวิธีการใช้เกลียวที่แม่นยำและคิดค้นอุปกรณ์สำหรับการวัด (ไมโครมิเตอร์) ด้วยความแม่นยำ 0.0001 นิ้ว

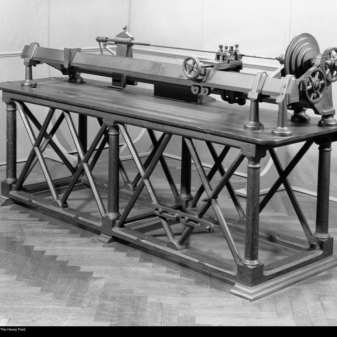
ในช่วงเวลาเดียวกัน วิศวกรเครื่องกล D. Whitworth ได้สร้างโปรไฟล์เกลียวเกลียวแรกและเสนอระบบมาตรฐาน ตั้งแต่นั้นมา สิ่งประดิษฐ์นี้มีชื่อของเขาว่า - การแกะสลักวิตเวิร์ธ เป็นพื้นฐานสำหรับมาตรฐานระดับชาติต่างๆ

คุณสมบัติหลักของการทำเกลียวคือเครื่องมือสำหรับการใช้งานต้องทำจากวัสดุที่มีความแข็งมากกว่าชิ้นส่วนที่ถูกตัด และสำหรับการผลิตเครื่องมือนี้ ในทางกลับกัน การออกแบบที่มีองค์ประกอบที่แข็งกว่าในองค์ประกอบก็จะต้องถูกนำมาใช้
ทุกวันนี้มีตัวเลือกมากมายสำหรับการร้อยท่อ
สิ่งสำคัญคือต้องเลือกสิ่งที่จำเป็นเท่านั้น รับประกันผลลัพธ์ที่ดีหากใช้วัสดุและเครื่องมือคุณภาพสูงในการดำเนินงานตามคำแนะนำและเทคโนโลยีการตัด
ในการกลึงเกลียว ควรใช้เครื่องมือที่มีคุณภาพดีที่สุด เนื่องจากตัวเลือกราคาถูกไม่น่าจะอยู่ได้นาน

ตอนนี้ระบบท่อส่วนใหญ่ทำจากพลาสติก บ่อยครั้งที่จำเป็นต้องยึดโครงสร้างโดยใช้ส่วนประกอบเชื่อมต่อที่ทำจากพลาสติกและโลหะ ในทรงกลมในประเทศตัวยึดดังกล่าวเป็นวิธีแก้ปัญหาที่ค่อนข้างธรรมดาเรียกว่ารวมกัน ในระบบการสื่อสารสมัยใหม่มักใช้ท่อพลาสติกหรือโลหะประเภทใดประเภทหนึ่ง อย่างไรก็ตาม ในบางกรณีขอแนะนำให้ใช้การออกแบบร่วมกัน


ท่อที่มีเส้นผ่านศูนย์กลางไม่เกิน 40 มม. เชื่อมต่อด้วยวิธีเกลียว ข้อต่อแบบมีปีกกาใช้สำหรับท่อที่มีเส้นผ่านศูนย์กลางขนาดใหญ่ขึ้นซึ่งไม่สามารถขันเกลียวให้แน่นได้

การเชื่อมต่อท่อโพลีโพรพีลีนกับท่อโลหะนั้นดำเนินการโดยใช้อุปกรณ์ที่ออกแบบมาเป็นพิเศษสำหรับสิ่งนี้ เป็นข้อต่อ ด้านหนึ่งมีเกลียวโลหะ และอีกด้านหนึ่งมีปลอกพลาสติก การเชื่อมต่อแบบผสมผสานหลายส่วนทำด้วยอุปกรณ์พิเศษที่ซับซ้อน
