การเชื่อมต่อท่อโลหะ
ไม่บ่อยนักเมื่อวางการสื่อสารจะใช้ท่อโลหะด้วย ที่นิยมมากที่สุดคือเหล็กหล่อและโลหะ
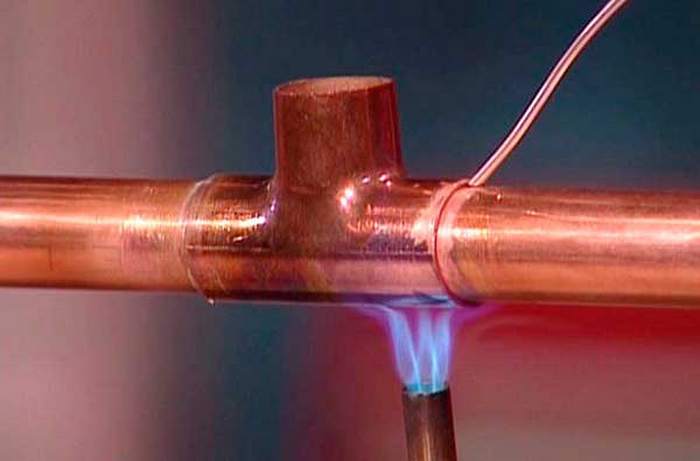
ในการบัดกรีท่อทองแดงคุณต้องซื้อเครื่องมือพิเศษ - บัดกรี ทำจากโลหะหลอมเหลวชนิดอ่อน เช่น ดีบุก ทองเหลือง ฯลฯ บัดกรีอยู่ในรูปของแท่งโลหะ (บัดกรีแข็งสำหรับการบัดกรีที่อุณหภูมิสูง) หรือลวดละเอียด (สำหรับการบัดกรีที่อุณหภูมิสูงถึง 459 องศา)
การต่อท่อทองแดงด้วยการบัดกรีมีลักษณะดังนี้:
- ชิ้นส่วนที่จำเป็นของทูบาถูกตัดออก
- ด้วยความช่วยเหลือของตัวขยายท่อ ท่อเหล็กหล่อจะขยายจากปลายด้านหนึ่ง (ในอนาคต การขยายตัวดังกล่าวจะมีบทบาทเป็นซ็อกเก็ต)
- หลอดสองหลอดถูกขจัดออกและผ่านกรรมวิธีด้วยฟลักซ์เพสต์พิเศษเพื่อการเชื่อมประสานคุณภาพสูงกับทองแดง
- หลังจากนั้นคุณต้องใช้บัดกรีในการบัดกรี
- ดังนั้นเราจึงประมวลผลข้อต่อของท่อสองท่อด้วยหัวเผาจนกว่าตัวประสานจะละลาย
- หลังจากเชื่อมต่อท่อทองแดงเสร็จแล้ว คุณต้องเอาเศษโลหะบัดกรีออกด้วยเศษผ้าแห้งและปล่อยให้องค์ประกอบเย็นลงอย่างสมบูรณ์
- ในการสร้างเส้นเลี้ยวจะใช้อุปกรณ์ทองแดงพิเศษซึ่งบัดกรีในลักษณะเดียวกัน
เราเข้าร่วมเหล็กหล่อ

ปัจจุบันมีการใช้ท่อเหล็กหล่อน้อยลง แต่ก็ยังมีสิทธิ์ในการมีชีวิต การเชื่อมต่อท่อเหล็กหล่อมักทำในซ็อกเก็ต เทคโนโลยีมีลักษณะดังนี้:
- ปลายท่อที่ขยายออกจะทำความสะอาดและขจัดไขมันออกจนหมด
- ปลายท่อบาง ๆ ก็ถูกสอดเข้าไปเช่นกันซึ่งปราศจากไขมัน
- ตอนนี้พื้นที่ว่างในซ็อกเก็ตเต็มไปด้วยสายพ่วงในอัตรา 1/3 ของพื้นที่ว่างทั้งหมด เพื่อไม่ให้พ่วงพ่วงเข้าสู่ระบบในภายหลัง
- หลังจากนั้นพื้นที่ที่เหลือจะเต็มไปด้วยซีเมนต์ใยหิน กำมะถัน ยาแนวหรือซีเมนต์ขยายตัว รอให้แห้งสนิท นี่คือการเชื่อมต่อท่อเหล็กหล่อสองท่อ
นอกจากนี้ยังสามารถเชื่อมท่อเหล็กหล่อด้วยข้อต่อที่มีรูปแบบต่างๆ ได้ ดังนั้นจึงใช้ฟิตติ้ง อานม้า ข้อต่อ ฯลฯ
การเชื่อมเหล็กหล่อด้วยอิเล็กโทรดที่เป็นทองแดง
การเชื่อมด้วยอิเล็กโทรดแบบทองแดงจะใช้ในทุกกรณีที่ไม่ต้องการความแข็งแรงสูงในการเชื่อม ทองแดงเช่นนิกเกิลไม่ก่อให้เกิดสารประกอบที่มีคาร์บอน แต่ในทางปฏิบัติไม่ละลายในเหล็ก ดังนั้นรอยต่อที่สะสมจึงไม่เป็นเนื้อเดียวกันการรวมของเฟสเหล็กคาร์บอนสูงที่มีความแข็งเพิ่มขึ้นจะอยู่ในฐานทองแดง
อิเล็กโทรดทองแดง-เหล็ก OZCH-2, OZCH-6 ทำจากแท่งทองแดงเคลือบแคลเซียมฟลูออไรด์ซึ่งเพิ่มผงเหล็ก 50% อิเล็กโทรดเหล่านี้ใช้สำหรับเชื่อมรอยร้าวในแจ็คเก็ตน้ำของบล็อกเครื่องยนต์ หัวบล็อก ฯลฯ รอยแตกถูกเจาะที่ปลายและตัดที่มุม 70-90 °สำหรับความหนาของชิ้นส่วน 2/3 ทำความสะอาดขอบของรอยแตกอย่างระมัดระวัง เนื่องจากร่องรอยของสนิม น้ำมัน และสารปนเปื้อนอื่นๆ ทำให้เกิดรูพรุนของตะเข็บ การเชื่อมจะดำเนินการโดยใช้อาร์คสั้นที่กระแสตรงของขั้วย้อนกลับโดยมีการหยุดชะงักเพื่อทำให้ชิ้นส่วนเย็นลงที่อุณหภูมิ 50-60 องศาเซลเซียส เพื่อให้ได้รอยต่อที่แน่นยิ่งขึ้น ส่วนที่ 40-60 มม. จะถูกหลอมทันทีหลังการเชื่อม ชั้นที่สะสมด้วยอิเล็กโทรด OZCH คือทองแดงอิ่มตัวด้วยเหล็กสลับกับเหล็กชุบแข็งที่มีความแข็งสูง บริเวณรอยต่อของรอยต่อจะอยู่ในส่วนที่แยกจากกัน แม้จะมีความแข็งค่อนข้างสูง แต่ก็สามารถกลึงตะเข็บด้วยเครื่องมือคาร์ไบด์ได้ อิเล็กโทรดทองแดง - นิกเกิล MNP-2 เป็นแท่งที่ทำจากโลหะโมเนล (ทองแดง 28% เหล็ก 2.5% แมงกานีส 1.5% ส่วนที่เหลือเป็นนิกเกิล) นิกเกิลของอิเล็กโทรดเหล่านี้ไม่ก่อให้เกิดสารประกอบที่มีคาร์บอน ดังนั้น การเชื่อมจะได้มาโดยมีความแข็งต่ำ โซนเหล็กหล่อเย็นเกือบไม่มี โซนเหล็กหล่อชุบแข็งมีความแข็งต่ำ ซึ่งสามารถลดลงได้ง่ายด้วยการแบ่งเบาบรรเทาเล็กน้อยนอกจากนี้ในตะเข็บมีรูพรุนและรอยแตกน้อยลงทำให้ง่ายต่อการดำเนินการ แต่มีความแข็งแรงต่ำ ดังนั้นอิเล็กโทรดทองแดงนิกเกิลจึงมักใช้ร่วมกับอิเล็กโทรดทองแดงและเหล็ก ชั้นแรกและชั้นสุดท้ายใช้กับอิเล็กโทรดทองแดงนิกเกิล (เพื่อให้แน่ใจว่ามีความหนาแน่นในชั้นแรก และปรับปรุงการประมวลผลในช่วงสุดท้าย) ส่วนที่เหลือจะหลอมรวมกับอิเล็กโทรดทองแดงและเหล็ก การเคลือบผิวด้วยอิเล็กโทรดทองแดง - นิกเกิลดำเนินการในลักษณะเดียวกับอิเล็กโทรดทองแดง
สำหรับการเชื่อมแบบเย็นและการชุบผิวเหล็กหล่อ (เช่น การเชื่อมและการชุบผิวโดยไม่ต้องอุ่นล่วงหน้า) ด้วยอิเล็กโทรดพิเศษ เป็นเรื่องปกติที่จะดำเนินการตามกระบวนการโดยใช้ความร้อนเข้าต่ำสุดในเม็ดบีดขนาดสั้นยาว 25-60 มม. โดยให้เม็ดบีดแต่ละเม็ดเย็นลง อากาศมีอุณหภูมิไม่เกิน 60 องศาเซลเซียส . บางครั้งขอแนะนำให้ตีแต่ละลูกกลิ้งด้วยค้อนเบา ๆ
ความเค้นในการเชื่อมที่เกิดขึ้นในโครงสร้างอันเป็นผลมาจากความร้อนสามารถลบออกได้เกือบทั้งหมด หากเกิดการเสียรูปของพลาสติกเพิ่มเติมในรอยเชื่อมและบริเวณที่ได้รับผลกระทบจากความร้อน สามารถทำได้โดยการตีตะเข็บ การตีขึ้นรูปจะดำเนินการในกระบวนการหล่อเย็นโลหะที่อุณหภูมิ 450 °C ขึ้นไป หรือตั้งแต่ 150 °C หรือต่ำกว่า ในช่วงอุณหภูมิ 400–200 °C เนื่องจากความเป็นพลาสติกที่ลดลงของโลหะระหว่างการปลอม น้ำตาอาจก่อตัวขึ้น ตามกฎแล้วไม่จำเป็นต้องให้ความร้อนเป็นพิเศษของรอยเชื่อมสำหรับการปลอม การเป่าด้วยมือโดยใช้ค้อนที่มีน้ำหนัก 0.6-1.2 กก. พร้อมหัวกลมหรือค้อนลมโดยใช้ความพยายามเพียงเล็กน้อยในการเปลี่ยนรูปแบบตะเข็บ ในการเชื่อมแบบหลายชั้น แต่ละชั้นจะถูกหลอม ยกเว้นชั้นแรก ซึ่งรอยแตกและการเผชิญหน้าอาจเกิดขึ้นจากการกระแทก เทคนิคนี้มีประสิทธิภาพมากในการบรรเทาความเครียดเมื่อเชื่อมรอยแตกและปิดรอยเชื่อมในรูปทรงที่แข็งของชิ้นส่วนและส่วนประกอบที่ทำจากเหล็กโครงสร้างและเหล็กหล่อ
การปลอมรอยเชื่อมยังช่วยเพิ่มความแข็งแรงเมื่อยล้าของโครงสร้างอีกด้วย
มุมมอง:
152
เหล็กหล่อสีเทา
เหล็กหล่อสีเทาใช้กันอย่างแพร่หลายในด้านวิศวกรรมเครื่องกล ได้ชื่อมาจากสีเทาของรอยแตก เนื่องจากมีคาร์บอนอิสระในรูปของกราไฟต์ในโครงสร้างเหล็กหล่อ ตามประเภทของฐานโลหะ เหล็กหล่อสีเทา ได้แก่ เพิร์ลไลต์ เพิร์ลไลต์-เฟอริติก และเฟอริติก
ตารางที่ 1. เหล็กหล่อสีเทา คุณสมบัติหลักและการใช้งาน
| ยี่ห้อ | σวี MPa | HB | คุณสมบัติและการใช้งาน |
| SC10 | 275 | 139-274 | การหล่อด้วยความรับผิดชอบต่ำที่มีความหนาของผนังสูงถึง 15 มม. (เคส, ฝาครอบ, ปลอก, ฯลฯ ) ชิ้นส่วนที่ไม่ต้องการคุณสมบัติด้านความแข็งแรง - ขวด, ฟิตติ้ง, เฟรม, กระทะ, ชิ้นส่วนตกแต่ง, เสาอาคารขนาดใหญ่, ฐานราก แผ่นพื้น |
| MF15 | 314 | 160-224 | การหล่อด้วยความรับผิดชอบต่ำที่มีความหนาของผนัง 10 - 30 มม. (ท่อ, ตัววาล์ว, วาล์วที่ความดันสูงถึง 20 MPa, ฯลฯ ), ชิ้นส่วนตัวถังที่รับน้ำหนักน้อย, แผ่นเครื่องยนต์รอง, คันโยก, รอก, มู่เล่, น้ำมัน และภาชนะบรรจุน้ำหล่อเย็น, เรือนกรอง, หน้าแปลน, ฝาครอบ, เฟืองโซ่ |
| MF18 | 354 | 167-224 | การหล่อแบบรับผิดชอบด้วยความหนาของผนัง 10 - 20 มม. (รอก, ล้อเฟือง, เตียง, คาลิปเปอร์ ฯลฯ) |
| MF20 | 397 | 167-236 | การหล่อที่สำคัญที่มีความหนาของผนังสูงสุด 30 มม. (บล็อกกระบอกสูบ ลูกสูบ ดรัมเบรก แคร่เลื่อน ฯลฯ) สำหรับการผลิตชิ้นส่วนตัวถังขั้นพื้นฐานที่มีความแข็งแรงและต้านทานการสึกหรอเพิ่มขึ้น ชิ้นส่วนที่ต้องการความรัดกุมที่แรงดันสูงสุด 8 MPa (80 kgf / cm2 ), เรือน, กระปุกเกียร์, headstocks, บาลานเซอร์, แผ่นปิดหน้า, แขน, รถม้า, กระบอกสูบ, ปั๊ม, spools, ฟิตติ้ง, คอมเพรสเซอร์ |
| MF25 | 450 | 176-245 | การหล่อที่สำคัญที่มีความหนาของผนังสูงถึง 40 มม. (แม่พิมพ์, แหวนลูกสูบ ฯลฯ ) สำหรับการผลิตชิ้นส่วนพื้นฐานของร่างกายที่มีความแข็งแรงและความต้านทานการสึกหรอเพิ่มขึ้น ชิ้นส่วนที่มีความต้องการความรัดกุมเพิ่มขึ้น |
| SC3O | 490 | 177-250 | การหล่อที่สำคัญที่มีความหนาของผนังสูงถึง 60 มม. (ลูกสูบ, ซับดีเซล, เฟรม, ดาย, ฯลฯ ) สำหรับการผลิตขายึด, สไลด์แบบโต๊ะและคาลิปเปอร์, ชิ้นส่วนชุบแข็งที่พื้นผิว, กระบอกสูบ, เรือนปั๊ม, เครื่องยนต์ดีเซลและเครื่องยนต์สันดาปภายใน, แหวนลูกสูบ เพลาข้อเหวี่ยง และเพลาลูกเบี้ยว |
| MF35 MF45 | 540 | 193-264 | การหล่อที่รับภาระสูงอย่างมีความรับผิดชอบ โดยมีความหนาของผนังสูงถึง 100 มม. (เพลาข้อเหวี่ยงขนาดเล็ก ชิ้นส่วนของเครื่องยนต์ไอน้ำ ฯลฯ) ของชิ้นส่วนที่ต้องการความหนาแน่นที่แรงดันมากกว่า 8 MPa |
กราไฟท์มีคุณสมบัติทางกลต่ำ เป็นการละเมิดความสมบูรณ์ของฐานโลหะ ตั้งอยู่ระหว่างเม็ดของฐานโลหะ กราไฟท์ทำให้พันธะระหว่างพวกมันอ่อนลง ดังนั้นเหล็กหล่อสีเทาจึงมีความต้านทานแรงดึงต่ำ มีความเหนียวและความเหนียวต่ำมาก ยิ่งการรวมกราไฟท์ที่ใหญ่และตรงมากขึ้นเท่าใด คุณสมบัติทางกลของเหล็กหล่อยิ่งแย่ลงเท่านั้น ความแข็งของเหล็กหล่อสีเทาและความต้านทานแรงอัดนั้นใกล้เคียงกับของเหล็กซึ่งมีโครงสร้างเหมือนกับฐานโลหะของเหล็กหล่อ
กราไฟต์ยังส่งผลดีต่อคุณสมบัติของเหล็กหล่อ โดยเฉพาะอย่างยิ่ง เพิ่มความต้านทานการสึกหรอ ทำหน้าที่คล้ายกับการหล่อลื่น เพิ่มความสามารถในการแปรรูป เนื่องจากทำให้เศษเปราะ ช่วยลดแรงสั่นสะเทือนของผลิตภัณฑ์ และลดการหดตัวในการผลิตการหล่อ .
คุณสมบัติทางกลของเหล็กหล่อสีเทาสามารถปรับปรุงได้โดยการกระจายกราไฟต์แผ่นละเอียดในการหล่ออย่างสม่ำเสมอ สิ่งนี้ทำได้โดยกระบวนการพิเศษ - การดัดแปลง เมื่อเติมสารเติมแต่งลงในเหล็กเหลวก่อนการหล่อ ซึ่งเป็นจุดศูนย์กลางของกราไฟท์เพิ่มเติม ส่งผลให้กราไฟท์แผ่นละเอียด เหล็กหล่อที่มีกราไฟท์ดังกล่าวเรียกว่าดัดแปลง มันแตกต่างจากเหล็กหล่อเทาธรรมดาที่มีความต้านทานแรงดึงสูงกว่า แต่ความเหนียวและความเหนียวไม่ดีขึ้นในระหว่างการดัดแปลง
ตาม GOST 1412-85 ตัวอักษร SCh ในการกำหนดเกรดของเหล็กหล่อมีค่าเฉลี่ย - เหล็กหล่อสีเทา ตัวเลขสองหลักสอดคล้องกับความต้านแรงดึง σวี เอ็มพีเอ มาตรฐานทำให้ค่าความต้านทานแรงดึงของเหล็กหล่อสีเทาเป็นมาตรฐาน σวี = 274÷637 MPa, ความแข็ง - 143÷637 HB และองค์ประกอบทางเคมี
คุณสมบัติหลักของเหล็กหล่อสีเทาและการใช้งานแสดงในตารางที่ 1
อุปกรณ์วาล์ว
สามารถติดตั้งวาล์วได้ 2 ประเภทในระบบประปาและระบบทำความร้อน:
- ลูกบอล;
- วาล์ว.
องค์ประกอบการทำงานของบอลวาล์วคือลูกบอลที่อยู่ภายในร่างกาย ลูกบอลมีรูทะลุ หากวาล์วเปิดอยู่ ลูกบอลจะหมุนตามรูไปทางการไหลของน้ำ ในตำแหน่งปิดลูกบอลจะหันไปทางน้ำโดยให้คนหูหนวก การหมุนขององค์ประกอบล็อคทำได้โดยใช้ที่จับ

อุปกรณ์บอลวาล์ว
องค์ประกอบปิดของวาล์วคือวาล์วที่มีปะเก็นซึ่งอยู่บนแกนหมุนซึ่งถูกลดระดับและยกขึ้นโดยการหมุนที่จับ
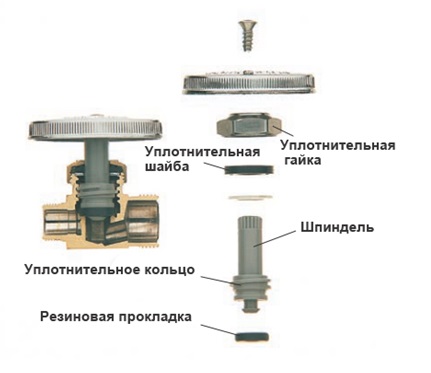
อุปกรณ์วาล์ววาล์ว
บอลวาล์ว ต่างจากอุปกรณ์วาล์ว เป็นวาล์วปิดและไม่สามารถใช้เพื่อควบคุมการไหลของของไหล ไม่สามารถซ่อมแซมบอลวาล์วได้ และในกรณีที่อุปกรณ์ทำงานผิดพลาด จำเป็นต้องเปลี่ยนใหม่ทั้งหมด
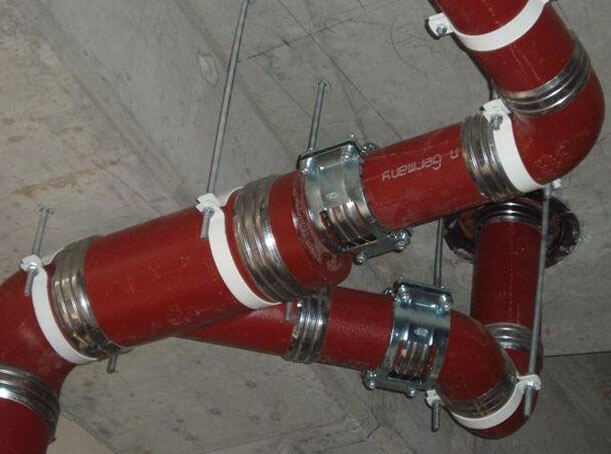
ข้อดีของท่อเหล็กดัด
ในบางกรณี ท่อเหล็กหล่อที่แข็งแรงพิเศษที่ใช้สำหรับการจ่ายน้ำเป็นสิ่งที่ขาดไม่ได้ เนื่องจากมีคุณสมบัติและลักษณะดังต่อไปนี้:
- ความสามารถในการทนต่อแรงดันของเหลวในระบบสูงถึง 1.6 MPa ขึ้นไป
- ทนต่อการเปลี่ยนแปลงของความชื้นและการเปลี่ยนแปลงอุณหภูมิอย่างกะทันหันได้ดี
- ทนต่อการกัดกร่อน
- ความต้านทานต่อความเสียหายทางกล
- ความแข็งแกร่ง.
- พลาสติก.
- ติดตั้งง่าย
- อายุการใช้งานยาวนาน - สูงถึง 100 ปี
นอกจากคุณสมบัติทางกายภาพและทางกลที่ยอดเยี่ยมแล้ว ท่อระบายน้ำทิ้งจากเหล็กดัดยังเป็นมิตรกับสิ่งแวดล้อมอีกด้วย:
- น้ำที่ไหลผ่านท่อดังกล่าวยังคงไม่เป็นอันตรายอย่างยิ่งและเหมาะสำหรับการบริโภคเนื่องจากไม่มีสิ่งเจือปนจากต่างประเทศปนเปื้อน
- เมื่อสิ้นสุดอายุการใช้งาน ท่อสามารถกำจัดทิ้งได้อย่างสมบูรณ์โดยไม่เป็นอันตรายต่อสิ่งแวดล้อม
เชื่อมท่อพลาสติกและเหล็กหล่อ
วิธีต่อท่อเหล็กหล่อกับพลาสติก? ทั้งหมดขึ้นอยู่กับเหตุผลที่ผลักดันให้ขั้นตอนนี้ และไม่จำเป็นต้องเป็นการทดแทน (ส่วนต่อขยาย) ของสายเหล็กหล่อ
สถานการณ์หนึ่งที่เป็นไปได้คือการเกิดขึ้นของสถานการณ์ฉุกเฉินที่ชุมทางพลาสติก - เหล็กหล่อที่มีอยู่
ในขั้นต้น สันนิษฐานว่าการเชื่อมต่อของท่อเหล็กหล่อกับพลาสติกจะไม่ได้รับอิทธิพลจากภายนอก (อุณหภูมิหรืออิทธิพลทางกล) พูดง่ายๆ ก็คือ การรั่วเกิดขึ้นเนื่องจากแรงดันตกคร่อม (ขาดความรัดกุม) ของทางแยก
การรั่วไหลอาจเกิดขึ้นเนื่องจาก:
- ค้อนน้ำซึ่งหายากมาก
- อุณหภูมิเปลี่ยนแปลงกะทันหัน (เช่น เมื่อปิด/เปิดน้ำร้อนหรือเปลี่ยนจากน้ำเย็นเป็นน้ำร้อน)
ในกรณีหลัง สาเหตุของปัญหาอยู่ที่ค่าสัมประสิทธิ์การขยายตัวที่แตกต่างกันของเหล็กหล่อและพลาสติก เช่นเดียวกับข้อต่อที่มีคุณภาพต่ำ (ตัวต่อท่อระบายน้ำจากเหล็กหล่อเป็นพลาสติก) อย่างหลังสามารถเกิดรอยแตกได้เนื่องจากเหล็กหล่อไม่ขยายตัวเท่า ๆ กับพลาสติก นอกจากนี้ข้อต่อสามารถคลายออกได้ (การยึดจะอ่อนลง)
ในการแก้ปัญหาที่เกิดขึ้น คุณจะต้องเปลี่ยนชิ้นส่วนที่สึกหรอ (เปลี่ยนจากเหล็กหล่อเป็นพลาสติก) หรือขันส่วนที่ "หมุนเอง" ให้แน่น ควรสังเกตว่าอุปกรณ์ที่ทันสมัยคุณภาพสูงได้รับการปกป้องจากการคลี่คลายที่เกิดขึ้นเอง นอกจากนี้ คุณสามารถใช้การย้ำของผลิตภัณฑ์ดังกล่าว นั่นคือเหตุผลที่ไม่ควรประหยัดอุปกรณ์เสริม
ข้อต่อโพลีโพรพิลีน ออกแบบมาเพื่อเชื่อมต่อท่อพลาสติกและโลหะ
อีกกรณีหนึ่งคือความจำเป็นในการยืดเส้นเหล็กหล่อให้ยาวขึ้น โอกาสในการประหยัดเงินโดยการเดินสายไฟพลาสติกรอบอพาร์ตเมนต์ที่เชื่อมต่อกับตัวยกเหล็กหล่อที่มีอยู่แล้วเสร็จ สามารถผลักดันขั้นตอนเดียวกันได้ แต่ถ้าไรเซอร์ที่เป็นโลหะยังคงอยู่ ปัญหาจะไม่หมดไป - มีความเป็นไปได้สูงที่จะเกิดการรั่วไหลที่ข้อต่อ (การเปลี่ยนสิ่งปฏิกูลจากพลาสติกเป็นเหล็กหล่อ)
เนื่องจากการเชื่อมต่อของระบบ "เหล็กหล่อ - พลาสติก" มีมานานแล้วในตลาดสมัยใหม่ คุณสามารถหาองค์ประกอบเช่นข้อมือยางในช่วงเปลี่ยนผ่าน (เส้นผ่านศูนย์กลางมาตรฐาน)
วิธีการเชื่อมโลหะกับพลาสติกในทางปฏิบัติ
ทางเลือกของวิธีการต่อท่อขึ้นอยู่กับชนิดของท่อเหล็กหล่อที่มีอยู่:
- ท่อเหล็กไม่มีรูพรุน
- ท่อพร้อมซ็อกเก็ต
ในกรณีหลัง ผู้ใช้ทั่วไป (โดยไม่มีการฝึกอบรมพิเศษ) จะสามารถเทียบเคียงแต่ละองค์ประกอบได้ มิฉะนั้น (ซ็อกเก็ตเสียหายหรือไม่มีอยู่จริง) คุณจะต้องใช้อุปกรณ์กดที่มีการออกแบบเฉพาะ - ที่ปลายด้านหนึ่งมีซ็อกเก็ต (เชื่อมต่อกับสายพลาสติก) และอีกด้านหนึ่งเป็นเกลียว ตัดเพื่อเชื่อมต่อกับปลายเหล็กหล่อ คุณสามารถใส่ท่อพลาสติกลงในท่อเหล็กหล่อได้ด้วยตัวเองหากคุณซื้อล่วงหน้า:
- อะแดปเตอร์สำหรับท่อระบายน้ำเหล็กหล่อหรือข้อต่อแบบกด
- วัสดุปิดผนึกซึ่งสามารถใช้พ่วงหรือเทปเทฟลอน
- ประแจ (สองชิ้น)
ขั้นตอนของการเชื่อมต่อดังกล่าวสามารถอธิบายได้ดังนี้:
- คลายเกลียวข้อต่อที่มีอยู่ (ข้อต่อเหล็กหล่อแบบเลื่อน) ในตำแหน่งที่จะนำเส้นพลาสติก อีกวิธีหนึ่ง คุณสามารถตัดท่อเหล็กหล่อโดยใช้เครื่องบด
- ตัดด้ายที่ปลายโลหะที่เตรียมไว้แล้วหล่อลื่นสถานที่นี้ด้วยน้ำมัน (ของแข็ง)
- เช็ดเกลียว วัสดุกันลมรอบๆ และหล่อลื่นด้วยซิลิโคนเคลือบหลุมร่องฟัน
- ขันสกรูเข้ากับข้อต่อกด - แนะนำให้ดำเนินการด้วยตนเองโดยไม่ต้องใช้กุญแจ มิฉะนั้น อาจเกิดความเสียหายทางกลกับชิ้นส่วนได้ ต้องขันข้อต่อให้แน่นหลังจากเติมน้ำลงในระบบแล้ว (วิธีนี้จะทำให้ไม่เกิดการรั่วซึมและไม่หนีบข้อต่อ)
https://youtube.com/watch?v=39fa3je7waI
ดูวีดีโอ
หากคุณวางแผนที่จะสร้างระบบทำความร้อนหลักหรือการจ่ายน้ำร้อน ขอแนะนำให้ใช้อะแดปเตอร์พิเศษ (ปลอกเปลี่ยนจากเหล็กหล่อเป็นพลาสติก) ซึ่งมีปะเก็นยางปิดผนึก อีกทางเลือกหนึ่งคือการใช้ปลอกทองเหลืองแบบแยกส่วนซึ่งมีส่วนประกอบเป็นพีวีซี
ในที่สุดก็ควรบอกว่าควรเปลี่ยนสายไฟภายในด้วยพลาสติกล่วงหน้าโดยไม่ต้องรอเหตุฉุกเฉิน ท้ายที่สุด โครงสร้างพลาสติกมีความต้องการน้อยกว่า (ไม่ต้องการการบำรุงรักษา) และการใช้งานไม่ได้มาพร้อมกับกลิ่นที่ไม่พึงประสงค์ เฉพาะคนที่มีความรู้เท่านั้นที่สามารถเชื่อมต่อท่อเหล็กหล่อกับท่อพลาสติกได้!
ความผิดปกติที่อาจเกิดขึ้นและวิธีกำจัดสิ่งเหล่านี้
ต้องซ่อมแซมอุปกรณ์หาก:
- วาล์วไม่ปิดน้ำ สาเหตุของการทำงานผิดพลาดอาจเป็น:
- การสึกหรอของปะเก็นซีลทำหน้าที่เป็นอุปกรณ์ล็อค
- การตัดการเชื่อมต่อของวาล์วปิดจากแกนหมุน
- แกนหมุนหงิกงอ;
- การปนเปื้อนของวาล์วที่มีตะกอนอยู่ในน้ำ
หากแกนหมุนงอหรือถอดวาล์วออก จำเป็นต้องเปลี่ยนบุชชิ่ง
- วาล์วรั่วหรือหยด สาเหตุหลักของความผิดปกติดังกล่าวอาจเป็น:
- การก่อตัวของรอยแตกบนตัวเครื่อง;
- ขาดหรือบรรจุต่อมไม่เพียงพอ
เปลี่ยนประเก็นและทำความสะอาดตัวเรือน
ในการซ่อมวาล์วด้วยมือของคุณเองเมื่อปะเก็นสึกคุณจะต้องใช้เครื่องมือและวัสดุดังต่อไปนี้:
- ประแจ;
- ชิ้นส่วนของยางประปา
- กรรไกร;
- คีม;
- มีด;
- ด้ายลินินหรือวัสดุปิดผนึกอื่นๆ
ต้องใช้ยางและกรรไกรเพื่อทำปะเก็นด้วยตัวเอง หากคุณรู้ว่าปะเก็นตัวใดติดตั้งอยู่บนแกนหมุน คุณสามารถซื้อผลิตภัณฑ์สำเร็จรูปได้ที่ร้านประปา
ปะเก็นถูกแทนที่ดังนี้:
- การใช้ประแจแบบปรับได้จำเป็นต้องคลายเกลียวกล่องเครนที่ยึดแกนหมุนของวาล์ว

การถอดประกอบวาล์วเพื่อเปลี่ยนปะเก็น
- คีมคลายเกลียวน็อตที่ยึดปะเก็น
- เครื่องซักผ้าและปะเก็นที่ล้มเหลวจะถูกลบออก
- ชิ้นส่วนของยางถูกตัดออกซึ่งมีขนาดใหญ่กว่าขนาดของวาล์วเล็กน้อย
- ทำรูตรงกลางของชิ้นยางที่ตัด
- ยางติดตั้งอยู่บนวาล์วและยึดด้วยน็อต
- ยางส่วนเกินถูกตัดออกด้วยกรรไกรรอบวาล์ว ปะเก็นที่เสร็จแล้วจะต้องตรงกับขนาดของวาล์ว

การติดปะเก็นใหม่เข้ากับแกนหมุน
- ใช้มีดทำความสะอาดตัววาล์ว ขอแนะนำให้ขจัดคราบสกปรกทั้งหมดออกอย่างระมัดระวัง ไม่เพียงแต่ในเคสอุปกรณ์เท่านั้น แต่ยังรวมถึงในการเชื่อมต่อแบบเกลียวด้วย
หากไม่สามารถทำความสะอาดเคสด้วยการกระทำทางกล ก็สามารถใช้น้ำมันก๊าดหรือของเหลว WD-40 ได้
- กล่องเครนติดตั้งอยู่บนเกลียว
- การเชื่อมต่อถูกปิดผนึกหลังจากนั้นอุปกรณ์จะได้รับการแก้ไขอย่างสมบูรณ์
ซีลเกลียวด้วยด้ายลินิน
ต้องดำเนินการซ่อมแซมวาล์วเมื่อปิดการจ่ายน้ำ (ความร้อน)
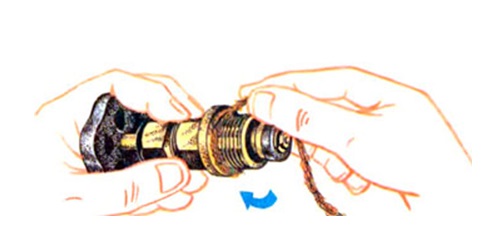
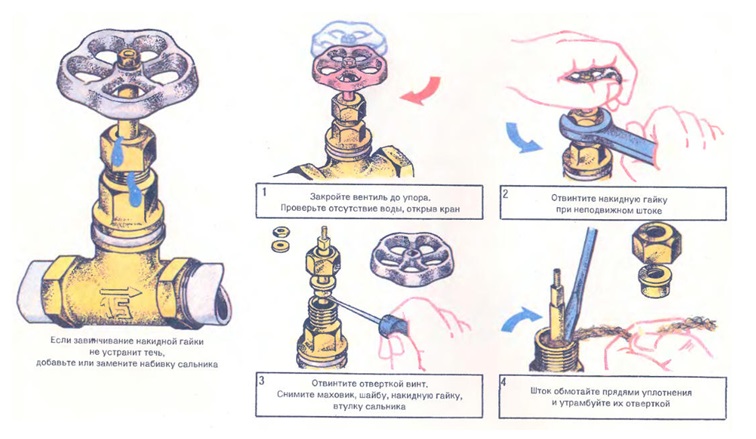
การเปลี่ยนการบรรจุต่อม
หากวาล์ว faucet รั่วในกรณีส่วนใหญ่ปัญหาคือการไม่มีหรือปิดผนึกต่อมมากเกินไป สำหรับการซ่อมแซมคุณจะต้อง:
- ประแจเลื่อนหรือประแจขนาดที่เหมาะสม
- ต่อมบรรจุ;
- มีดหรือไขควงปากแบนสำหรับปิดผนึก
ในสถานการณ์นี้ คุณสามารถซ่อมแซมวาล์วได้ด้วยตัวเองตามรูปแบบต่อไปนี้:
- ปิดการจ่ายน้ำของระบบ
- ถอดที่จับการหมุน
- คลายเกลียวน็อตยึดเมื่อคลายการตรึงขอแนะนำให้จับแกนหมุนในตำแหน่งเดียว
- ถอดวงแหวนปิดผนึกที่ยึดบรรจุภัณฑ์ออก
- ใช้มีดหรือไขควงเพื่อแกะบรรจุภัณฑ์เก่าออก
ขั้นตอนการเปลี่ยนแพกเกจเพื่อขจัดรอยรั่ว
- ใช้และบีบอัดวัสดุปิดผนึกใหม่
- ประกอบ faucet ในลำดับที่กลับกัน
ขั้นตอนการเปลี่ยนปะเก็นและการบรรจุต่อมมีรายละเอียดอยู่ในวิดีโอ
https://youtube.com/watch?v=r7a44zQX2oo
ซ่อมรอยแตก
หากวาล์วรั่วและสาเหตุของการรั่วคือรอยแตกที่ตัววาล์ว คุณสามารถ:
- เปลี่ยนวาล์วอย่างสมบูรณ์
- ปิดรอยแตกด้วยวัสดุพิเศษ
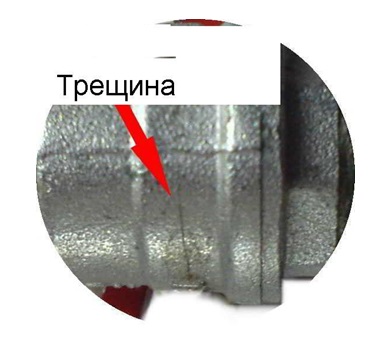
รอยแตกในตัววาล์ว
ในบรรดาวัสดุที่ใช้ปิดรอยร้าว เราสามารถแยกแยะวิธีการเชื่อมแบบเย็นได้

หมายถึงการเชื่อมโลหะเย็น
คำแนะนำโดยละเอียดสำหรับการใช้ผลิตภัณฑ์จะระบุไว้บนบรรจุภัณฑ์ รูปแบบการใช้งานทั่วไปมีดังนี้:
- สถานที่ที่ต้องซ่อมแซมรอยแตกนั้นทำความสะอาดสิ่งสกปรกและล้างด้วยอะซิโตน
- องค์ประกอบที่เตรียมไว้สำหรับการใช้งาน
- ส่วนผสมสำเร็จรูปถูกนำไปใช้กับรอยแตกและกระจายทั่วพื้นผิว
สำหรับความแข็งแรงในการเชื่อม ขอแนะนำให้ใช้ส่วนผสมกับพื้นที่ที่ใหญ่กว่ารอยร้าวเอง
- คาดว่าจะแห้งสนิทขององค์ประกอบหลังจากนั้นสามารถทำความสะอาดและทาสีบริเวณเชื่อมได้

วิธีการใช้การเชื่อมเย็นเพื่อซ่อมแซมรอยแตก
ดังนั้น คุณสามารถขจัดปัญหาวาล์วที่พบบ่อยที่สุดได้ด้วยตัวเอง หากงานซ่อมแซมไม่ได้ช่วยแก้ไขสถานการณ์จะต้องเปลี่ยนวาล์ว
สารประกอบของเหล็กหล่อและพลาสติก
กระบวนการเปลี่ยนท่อระบายน้ำในปัจจุบันใช้วัสดุขั้นสูงมากกว่าเหล็กหล่อ ในกรณีนี้ คุณจะต้องเชื่อมต่อส่วนของคุณของระบบกับไปป์ไลน์เหล็กหล่อทั่วไป บ่อยครั้ง การดำเนินการนี้โดยอิสระโดยการใส่ผลิตภัณฑ์หนึ่งเข้าไปในอีกผลิตภัณฑ์หนึ่ง ตามด้วยการปิดผนึกด้วยปูนซีเมนต์
วิธีการนี้เรียกว่าเชื่อถือได้ไม่ได้ เนื่องจากมีภัยคุกคามจากการเสียรูปและการรั่วไหลของพลาสติก จำเป็นต้องเข้าร่วมท่อพลาสติกและเหล็กหล่อด้วยความระมัดระวังเป็นอย่างยิ่ง เนื่องจากปฏิกิริยาต่อความร้อนของวัสดุทั้งสองนั้นแตกต่างกันมาก (สำหรับรายละเอียดเพิ่มเติม: "") ทั้งหมดนี้สามารถลบล้างการปิดผนึก ผลกระทบที่เป็นอันตรายอีกประการหนึ่งต่อข้อต่อดังกล่าวคือการสั่นสะเทือนและการกระแทกที่เกิดขึ้นเป็นระยะในระบบท่อระบายน้ำ


ในกรณีที่ไม่มีซ็อกเก็ต การประกอบจะดำเนินการโดยใช้อะแดปเตอร์สองตัว ขั้นแรกให้ทำความสะอาดท่อจากสิ่งสกปรกและสนิมหลังจากนั้นท่อเหล็กหล่อจะติดตั้งอะแดปเตอร์ยางก่อนแล้วจึงใช้พลาสติก ส่วนท่อพลาสติกนั้นเสียบเข้าไปในอะแดปเตอร์พลาสติก
วิธีการเชื่อมเหล็กหล่อกับโลหะด้วยการเชื่อมด้วยไฟฟ้า

31.12.2018
เมื่อดำเนินการซ่อมแซม สถานการณ์เกิดขึ้นเมื่อจำเป็นต้องเชื่อมต่อโลหะที่แตกต่างกัน เหล็กหล่อเชื่อมกับเหล็กได้ไหม ใช่ แต่คนที่มีประสบการณ์สามารถทำได้
โลหะผสมของเหล็กหล่อมีปริมาณคาร์บอนสูงเมื่อเผาไหม้ออก โครงสร้างของโลหะจะเปลี่ยนไป รอยต่อถูกเชื่อมในโหมดอุณหภูมิต่ำที่ 120 องศาเซลเซียส ในทางกลับกัน เหล็กต้องได้รับความร้อนสูง
ในการเชื่อมต่อชิ้นส่วนเหล็กหล่อกับโลหะผสมเหล็กอื่น ๆ ได้มีการพัฒนาเทคโนโลยีชั้นบัฟเฟอร์ เคลือบนิกเกิลให้การยึดติดที่แข็งแรงของโลหะที่ไม่เหมือนกัน
เทคโนโลยีการเชื่อมเหล็กหล่อด้วยอิเล็กโทรดสิ้นเปลืองเหล็ก
มีหลายวิธีในการเชื่อมเหล็กหล่อ ใช้สำหรับเชื่อมโลหะผสมเหล็กหล่อกับโลหะอื่นๆ:
- ร้อน - ก่อนประกอบชิ้นส่วนเตาจะถูกอุ่นที่อุณหภูมิ 600 ° C อย่างสมบูรณ์ อนุญาตให้ใช้เครื่องทำความร้อนด้วยเครื่องเป่าลมในพื้นที่ทำงานเท่านั้น (เหล็กหล่อจะกลายเป็นสีแดงเข้ม) ใช้สำหรับการเชื่อมต่อที่ปลอดภัย
- กึ่งร้อน ดีสำหรับโลหะผสมที่เจือ ชิ้นส่วนที่จะต่อจะต้องได้รับความร้อนเพียงบางส่วนหรือทั้งหมดที่อุณหภูมิ 200–300 องศาเซลเซียส
- เย็น - เชื่อมต่อชิ้นส่วนโดยไม่ใช้ความร้อน ใช้สำหรับวางซ้อน - ตะเข็บทำงานด้วยแรงอัด
การเชื่อมโลหะด้วยการเชื่อมด้วยไฟฟ้าด้วยมือนั้นเกี่ยวข้องกับการเตรียมพื้นผิวเบื้องต้น โลหะผสมเหล็กหล่อเป็นรูพรุนและดูดซับน้ำมันได้ดี การล้างคราบไขมันไม่เพียงพอต้องทำความสะอาดให้เป็นชั้นที่สะอาดไม่เช่นนั้นตะเข็บจะหลวม
วิธีการเชื่อมเหล็กกับเหล็กหล่อ:
ก่อนอื่นคุณต้องเลือกพารามิเตอร์ปัจจุบัน หากเครื่องเชื่อมทำงานแบบคงที่เท่านั้น ให้เปลี่ยนขั้วเป็นแบบย้อนกลับ จำเป็นต้องคำนึงถึงตัวบ่งชี้วงจรเปิด (แรงดันไฟฟ้าระหว่างขั้วโดยไม่มีส่วนโค้ง) ค่าที่อนุญาตคือ 54 V. อนุญาตให้ทำงานกับกระแสสลับเฉพาะกับวงจรเปิด 54 V.
การเชื่อมจะดำเนินการในส่วนเล็ก ๆ ลูกกลิ้งจะทำได้ไม่เกิน 3 ซม. ขั้นแรกให้ใส่เหล็กหล่อแล้วจึงเชื่อมชิ้นส่วนเหล็กเข้ากับชั้นบัฟเฟอร์
ตะเข็บผนังหนาเชื่อมเป็นชั้น ๆ แต่ละอันถูกหลอมก่อนที่จะใช้ต่อไป
มันถูกตั้งฉากกับอันแรก - นี่คือความเข้มแข็งของการเชื่อมต่อ
หลังจากเชื่อมโลหะผสมเหล็กหล่อกับเหล็กด้วยวิธีร้อนและกึ่งร้อนแล้ว สิ่งสำคัญคือต้องสังเกตโหมดการทำความเย็นของโซนพื้นผิว ตะเข็บจะร้อนเป็นระยะเพื่อให้เย็นลงทีละน้อย
ด้วยการระบายความร้อนอย่างกะทันหัน โลหะผสมของเหล็กหล่อจะแตกเนื่องจากความเครียดภายใน
ทางเลือกของอิเล็กโทรด
ใช้สิ่งพิเศษที่มี:
- ติดไฟง่ายเมื่อเริ่มต้น
- ความสามารถในการเจาะต่ำ
- อัตราการสะสมสูง
- ความแข็งของลูกปัดที่ได้
แบรนด์รัสเซีย:
- TsCh-4 - มัลติฟังก์ชั่นพร้อมการเคลือบเซลลูโลสโดดเด่นด้วยการเผาไหม้ที่เสถียรพื้นผิวที่ดี
- OZCH-2, OZCH-25 - ใช้สำหรับเชื่อมองค์ประกอบที่มีผนังบางซึ่งไม่เผาผ่านโลหะจนถึงระดับความลึก
- MNP-2, OZZHN-2 ใช้สำหรับการเชื่อมชิ้นส่วนเหล็กหล่อกับโลหะด้วยความร้อนเท่านั้น
นำเข้า ใช้สำหรับตะเข็บที่สำคัญ:
- Zeller 866, Zeller 855 - สากลพวกเขาปรุงเหล็กหล่อด้วยเหล็กโดยไม่ต้องอุ่น
- Ficast NiFe - สร้างการเชื่อมต่อที่ทำงานได้อย่างเสถียรในการดัด, บิด
สำคัญ!
ก่อนทำงาน จำเป็นต้องทำให้อิเล็กโทรดแห้ง อุ่นเครื่อง ให้ความร้อนจาก 160 ถึง 300 ° C แต่มีเพียงไม่กี่ชิ้นเท่านั้นที่นำมาจากแพ็ค - เมื่อทำให้แห้งและให้ความร้อนอีกครั้ง สารเคลือบจะพัง
แอพลิเคชันของการเชื่อมอาร์กอาร์ก
การใช้อิเล็กโทรดทนไฟและลวดเติมทองแดงนิกเกิลให้ผลลัพธ์ที่ดี
วิธีการเชื่อมเหล็กกับเหล็กหล่อ (คำแนะนำบางประการ):
- สารเติมแต่งจะถูกเลือกตามชนิดของโลหะและชนิดของเหล็กหล่อ มักเลือกใช้ลวดเชื่อมฟลักซ์คอร์ที่มีนิกเกิลเป็นองค์ประกอบหลัก
- อาร์กอนใช้เป็นชั้นบรรยากาศปกป้องตะเข็บจากการเกิดออกซิเดชัน
- อิเล็กโทรดทังสเตนทนไฟถูกเลือกสำหรับงาน
- สำหรับการทำงานกับชิ้นส่วนที่มีผนังบาง ช่างเชื่อมที่มีประสบการณ์จะใช้เหล็กหล่อชิ้นเล็กๆ แทนลวด
- สำหรับการเชื่อมต่อที่พบเฉพาะโหลดแบบสถิต (การบีบอัด) สามารถใช้โลหะผสมนิกเกิลได้ ยึดเกาะได้ดีกับเหล็กทุกเกรด
จุดสำคัญของกระบวนการเชื่อมเหล็กหล่อและเหล็กกล้า
- ทำงานในตำแหน่งที่ต่ำ
- ลูกกลิ้งถูกสร้างขึ้นอย่างรวดเร็วโดยไม่ต้องสร้างสระหลอมละลายที่กว้าง
- เหล็กหล่อสีเทาสุกแย่กว่านั้นต้องให้ความร้อนจากนั้นจึงวางชั้นที่มีนิกเกิล จากนั้นการเชื่อมต่อจะแข็งแกร่ง
- เหล็กหล่อเป็นรอยต่อหลวมสำหรับเหล็กกล้าเจือ ต้องหล่อขึ้นรูปอย่างดี
- จำเป็นต้องปรุงตะเข็บให้สม่ำเสมอโดยไม่ต้องเปลี่ยนที่ยึด
วิธีเชื่อมเหล็กหล่อกับโลหะด้วยการเชื่อมด้วยไฟฟ้า ลิงก์ไปยังสิ่งพิมพ์หลัก
เราเข้าร่วมโพรพิลีน

วิธีการเชื่อมต่อโพรพิลีนนั้นขึ้นอยู่กับเส้นผ่านศูนย์กลางของผลิตภัณฑ์อย่างสมบูรณ์ ดังนั้นท่อที่มีเส้นผ่านศูนย์กลางไม่เกิน 63 มม. จะถูกเชื่อมด้วยซ็อกเก็ตหรือซ็อกเก็ต ท่อที่มีเส้นผ่านศูนย์กลางใหญ่กว่าเชื่อมต่อด้วยการเชื่อมแบบก้นในขณะเดียวกัน ก็ควรค่าแก่การจดจำว่าด้วยความช่วยเหลือของหัวแร้งแบบแมนนวล การบัดกรีสามารถทำได้เฉพาะกับท่อที่มีเส้นผ่านศูนย์กลางไม่เกิน 40 มม. องค์ประกอบขนาดใหญ่ถูกบัดกรีบนอุปกรณ์ตั้งศูนย์แบบมืออาชีพ
อุณหภูมิการเชื่อมของท่อโพลีโพรพิลีนอยู่ที่ 220-230 องศา
เทคโนโลยีการบัดกรีมีลักษณะดังนี้:
- ท่อถูกตัดเป็นส่วนที่ต้องการ
- ขอบของโพลีเมอร์ถูกขจัดออกอย่างทั่วถึง
- เครื่องหมายถูกนำไปใช้กับขอบของส่วนถัดไปซึ่งความยาวจะเกินความลึกของซ็อกเก็ต 2 มม.
- ปลายทั้งสองของผลิตภัณฑ์ที่จะเข้าร่วมนั้นสัมผัสกับหัวแร้ง (ท่อถูกเสียบเข้าไปในหัวฉีดและวางซ็อกเก็ตไว้)
- องค์ประกอบที่อุ่นขึ้นเป็นเวลา 3-5 วินาทีจะเชื่อมต่อกับจุดหยุดและทำให้เย็นลงอย่างสมบูรณ์
สามารถต่อท่อ PP ได้โดยใช้อุปกรณ์บีบอัด
การต่อท่อเหล็กหล่อเรียบ
ไปป์ไลน์สามารถสร้างได้ไม่เฉพาะกับท่อซ็อกเก็ตเหล็กหล่อเท่านั้น แต่มักใช้โครงสร้างเรียบ จะเชื่อมต่อท่อเหล็กหล่อกับท่อเหล็กในกรณีนี้ได้อย่างไร? ที่นี่คุณจะต้องมีอุปกรณ์ต่าง ๆ สำหรับการเชื่อมต่อ: ก่อนอื่นเรากำลังพูดถึงข้อต่อ, อานม้า, กากบาท, โค้ง ตัวเลือกใดที่เหมาะสมที่สุดจะถูกกำหนดโดยเส้นผ่านศูนย์กลางของไปป์ไลน์และประเภทของการเทียบท่า
ส่วนใหญ่มักจะใช้ข้อต่อสำหรับท่อเหล็กหล่อของหนึ่งในพันธุ์นี้:
- กระบอก. เหมาะสำหรับต่อท่อที่มีเส้นผ่านศูนย์กลางเท่ากัน ส่วนใหญ่แล้วอุปกรณ์ดังกล่าวจะติดตั้งเกลียว
- สองสูบ. ใช้ในกรณีที่เส้นผ่านศูนย์กลางของท่อที่เชื่อมต่อแตกต่างกัน นอกจากนี้ยังมีเธรดอยู่ภายในข้อต่อดังกล่าว
- ฟูตอร์กิ. ข้อต่อนี้มีเกลียวทั้งภายในและภายนอกซึ่งส่วนใหญ่ใช้ในระบบทำความร้อน
คลัตช์ใช้งานง่ายมาก ขั้นตอนแรกคือการทำเครื่องหมายในระหว่างที่กำหนดระดับการแช่ของแต่ละท่อภายในข้อต่อ
ในกรณีนี้ การเชื่อมต่อปลายตรงตรงกลางของคัปปลิ้งเป็นสิ่งสำคัญ ปิดผนึกรอยต่อระหว่างสารเคลือบหลุมร่องฟันพิเศษสองตัว
บ่อยครั้งที่ไปป์ไลน์มีมุมวางหรือกิ่งก้านที่แน่นอน ในกรณีนี้ อุปกรณ์อื่นๆ ก็เข้ามาช่วยเหลือ คุณสามารถเชื่อมต่อท่อระบายน้ำเหล็กหล่อในมุมหนึ่งโดยใช้ส่วนโค้ง ลักษณะที่ปรากฏเหล่านี้เป็นชิ้นส่วนของท่อที่มีมุมดัดบางอย่าง (10, 15, 30, 60 และ 90 องศา)

นอกจากนี้ยังสามารถเชื่อมต่อเหล็กหล่อและท่อเหล็กกับอุปกรณ์ดังกล่าว:
-
ตี๋
. อนุญาตให้เชื่อมต่อท่อสามเส้นพร้อมกัน ส่วนใหญ่มักจะวางไว้ในที่ที่ท่อระบายน้ำทิ้ง -
ข้าม
. อนุญาตให้เชื่อมต่อท่อสี่ท่อพร้อมกัน -
อาน
. ใช้ในกรณีที่ท่อที่มีเส้นผ่านศูนย์กลางเล็กกว่าเชื่อมต่อกับสายหลัก ส่วนใหญ่ด้วยวิธีนี้จะเชื่อมต่ออุปกรณ์ประปาแบบยืนอิสระ
ปลายของอุปกรณ์เหล่านี้สามารถติดตั้งซ็อกเก็ตหรือส่วนตรงได้ ข้อต่อปิดผนึกจะดำเนินการด้วยวัสดุเคลือบหลุมร่องฟันและลากจูงต่างๆ


