Mga pamamaraan ng pag-thread
Ang thread ay ginawa sa pamamagitan ng dalawang pangunahing pamamaraan: gamit ang isang manu-manong kabit at isang makina. Manu-manong gupitin ang mga blangko sa isang kopya o sa maliit na halaga. Sa malakihang produksyon, ginagamit ang kagamitan - mga makina:
 Threading
Threading
- Uri ng paggupit ng tornilyo;
- Thread-rolling na may partisipasyon ng mga roller at flat dies;
- Paggiling, kung saan nakakakuha sila ng isang malaking hakbang;
- Uri ng paggiling gamit ang mga gulong ng isang naibigay na profile, kung saan nakuha ang fine-pitch at high-precision screws;
- Uri ng screw-cut;
- Para sa panloob na threading sa mga mani;
- Para sa whirl cutting na may mga ulo na may maraming cutting edge.
Kapag nag-thread sa isang paraan ng vortex, apat na elemento na naayos sa ulo ang kasangkot sa trabaho. Ang ulo mismo ay umiikot mula sa isang hiwalay na drive. Ang buong istraktura na ito ay naka-install sa isang lathe - suporta nito. Ang pamamaraan ay nailalarawan sa pamamagitan ng pagtaas ng bilis ng pagproseso dahil sa mas kaunting pag-init ng tool sa paggupit (kahaliling kontak sa workpiece). Gayundin, ang helix ay hindi gaanong magaspang at may mas malinaw na profile.
Ang pagputol ng isang thread sa isang pipe ay hindi napakahirap.

Mga artikulo
Upang ligtas na ikonekta ang isang gripo sa isang tubo, o mag-install ng pampainit sa isang sistema ng pag-init, mahalagang malaman kung paano at kung ano ang gupitin ang isang sinulid sa isang tubo. Pagkatapos ng lahat, ang karamihan sa mga balbula ay sinulid, ayon sa pagkakabanggit, ang koneksyon ng naturang mga elemento sa pamamagitan ng hinang ay imposible.
Pagkatapos ng lahat, ang karamihan sa mga balbula ay sinulid, ayon sa pagkakabanggit, ang koneksyon ng naturang mga elemento sa pamamagitan ng hinang ay imposible.
May sinulid na tubo ng tubig
Halimbawa, kung may ilalagay na bagong washbasin o toilet sa iyong apartment, at hindi posibleng mag-unwind ng pangmatagalang koneksyon sa bakal na tubo ng tubig, kung gayon ang pinakamagandang opsyon ay:
- Patayin ang supply ng tubig;
- Gupitin ang isang bahagi ng tubo na may gilingan sa lugar ng pag-install ng washbasin;
- Magsagawa ng pipe threading;
- Mag-install ng ball valve o tee sa pipe;
- Ikonekta ito gamit ang isang flexible hose sa washbasin faucet.
Ang trabahong ito ay madaling magawa ng isang kwalipikadong tubero. Gayunpaman, ang sinumang may-ari ng isang apartment, na nakakuha ng isang tool para sa mga threading pipe, ay nakapag-iisa na maisagawa ang gawaing ito.
Thread-cutting namatay
Sa ngayon, upang magbigay ng kasangkapan sa isang tubo na may sinulid na koneksyon, 2 uri ng mga threading device ang ginagamit:
- Thread-cutting namatay;
- Klupp pipe.
Sa kanilang tulong, maaari mong i-cut ang mga thread sa anumang alkantarilya o tubo ng tubig, na ginagamit sa mga network ng engineering ng mga gusali ng tirahan at pribadong cottage.
Klupp pipe
Payo!
Kung hindi mo pa naputol ang isang sinulid, kung gayon magiging mahirap gawin ito gamit ang isang die. Ang pinakamaliit na pagbaluktot ng tool ay maaaring humantong sa isang depekto.
Samakatuwid, mas mahusay na gumamit ng isang die cutter, dahil mayroon itong gabay na lubos na nagpapadali sa proseso ng pagputol.
Magsipilyo tayo sa teorya sa likod ng proseso ng threading.
Kaya:
- ang threading sa mga tubo ay ang pagbuo ng isang helical na ibabaw sa labas ng tubo (pagtutubero o sistema ng pag-init);
- ang helical surface ay isang elementong nagkokonekta na pantay na umiikot sa paligid ng axis,
- katangan o tapikin, na may pantay na paggalaw sa pagsasalin sa kahabaan ng axis na ito;
- ang thread pitch ay ang translational movement ng screwed element na may kaugnayan sa thread axis, na tumutugma sa isang buong pagliko.
Sa madaling salita, upang mai-install ang mga stop valve, kinakailangan upang i-cut ang mga thread sa mga tubo, ang pitch na tumutugma sa pitch ng mga elemento ng pagkonekta. Kung gayon ang gayong koneksyon ng mga tubo ng alkantarilya o tubig ay magiging masikip at matibay, at makatiis ng mataas na presyon.
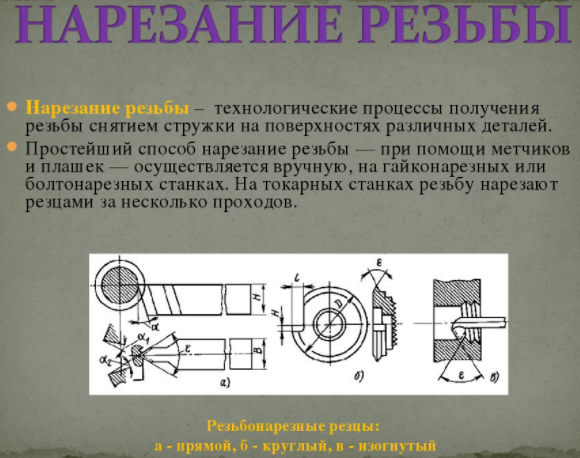
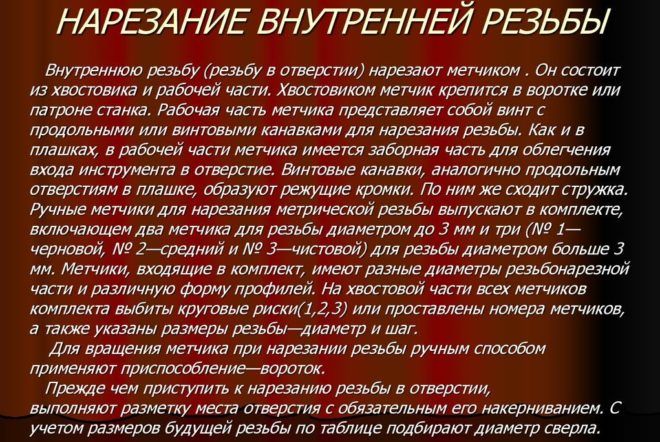
Anong mga cutter ang ginagamit para sa threading
Sa yunit ng pagliko, maaaring isagawa ang mga operasyon ng pagputol - kapwa sa panlabas at sa panloob na ibabaw. Sa kasong ito, ginagamit ang iba't ibang uri ng mga elemento ng pagputol. Maaari silang nahahati sa tatlong pangunahing grupo:
- Pamalo;
- Prismatiko;
- Bilog.



Kasama sa unang pangkat ang instrumento ng pinakasimpleng uri. Sa pamamagitan ng disenyo, ito ay isang gumaganang ulo sa isang baras ng iba't ibang mga seksyon at mga hugis. Ang hugis ng profile ay tumutugma sa ulo. Ang ilang mga modelo ng mga rod cutter ay may carbide soldering sa mga gumaganang mukha. Pinatataas nito ang mapagkukunan ng huli, na hindi gaanong napapailalim sa abrasion ng gumaganang ibabaw, at, bilang isang resulta, ay hindi gaanong matalas.
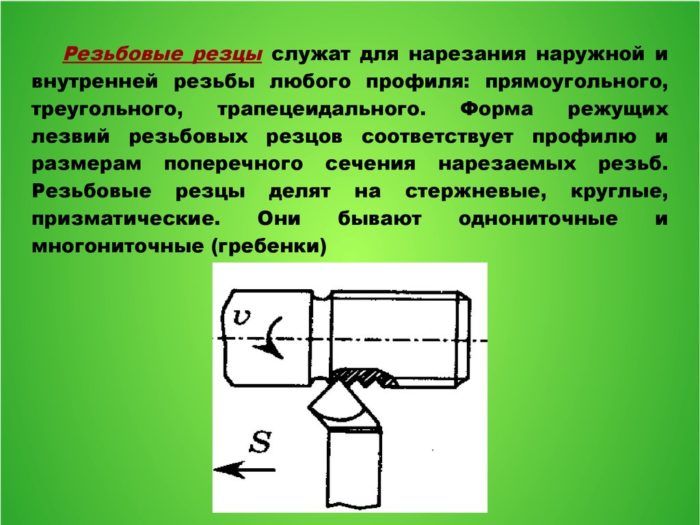 Mga may sinulid na pamutol
Mga may sinulid na pamutol
Ang mga prismatic type na aparato ay nagsasagawa lamang ng pagproseso ng mga workpiece mula sa labas. Kung ikukumpara sa nakaraang grupo, maaari nilang makayanan ang mas malalaking ibabaw, maaari silang patalasin nang mas maraming beses. Sa isang lathe, ang elemento ay naayos na may dovetail holder.
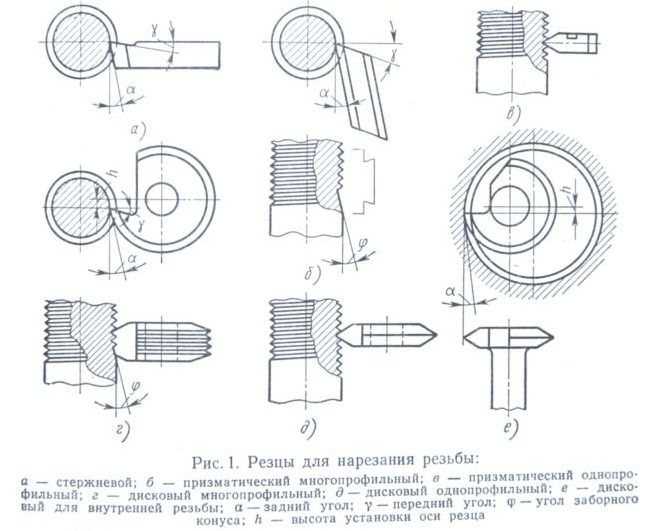
Maaaring gamitin ang mga round cutting elements upang gumawa ng panloob at panlabas na mga thread. Ang mga ito ay mas maginhawang magtrabaho kaysa sa prismatic, mas maraming nalalaman - mayroon silang malawak na hanay ng mga aplikasyon. Ipinahiram nila ang kanilang mga sarili nang mahusay sa muling paggiling ng maraming beses. Ikabit ang mga cutter sa lalagyan sa butas sa dulo. Ang prismatic at bilog na mga elemento ay inuri bilang mga hugis na tool para sa pagliko ng kagamitan.
Mga gamit
Upang maisakatuparan ang trabaho, kailangan mong ihanda ang lahat ng kinakailangang mga tool at device para sa pagputol. Sa bawat kaso, ang isang pipe threaded set ay mag-iiba sa komposisyon, ngunit para sa manu-manong paggamit ay binubuo ito ng mga dies, isang die at isang ratchet holder. Ang komposisyon ng set ay dagdag din na nilagyan ng pipe cutter, isang gas wrench, isang file, isang hacksaw, isang gilingan, mga pampadulas at iba pang mga tool. Para sa mga hindi gustong magtrabaho sa lumang paraan gamit ang klasikong pamamaraan, mayroong isang alternatibo - isang tool ng kapangyarihan.




Ang pagputol mismo ay isinasagawa gamit ang mga dies. Ang ilan ay pinutol sa isang gilid lamang, ang iba sa pareho.
Para sa panloob na threading, ang set ay maaari ding magsama ng ilang mga gripo na may iba't ibang lalim ng hiwa. Ang ilan ay dinisenyo para sa pag-roughing sa panloob na ibabaw ng tubo, ang iba para sa pagtatapos. Ang kagamitan na ito ay ipinakita sa anyo ng isang tornilyo na may mga chip grooves. Ito ay nakakabit sa mga kwelyo sa tulong ng seksyon ng buntot.


Sa tulong ng isang gripo, ang panloob na pagputol ay isinasagawa sa ilang mga diskarte. Ang kanilang bilang ay depende sa materyal na kanilang pinagtatrabahuhan. Halimbawa, para sa pag-thread sa mga haluang metal ng titanium, ang mga espesyal na hanay ng ilang mga gripo ay idinisenyo.
Ang isang die, progonka o lerka ay ginagamit upang mag-ukit ng iba't ibang hugis sa mga tubo. Ito ay isang steel nut na may cutting base sa loob, kung saan may mga espesyal na butas - mga grooves para sa basura. Ang mga dies ay pantubo, heksagonal, bilog at parisukat. Ang pagbabago ng kanilang katawan ay solid, split at sliding.

Ang mga sliding (prismatic) na mga modelo ay tinatawag ding mga half-plate, sila ay naka-attach sa mamatay na may mga turnilyo at isang espesyal na gasket - cracker. Ito ay kinakailangan upang pantay na ipamahagi ang presyon sa tornilyo. Sa tulong ng mga dies, ang mga cylindrical, conical, round o metric na mga thread ay pinutol. Ang mga bahaging bahagi ng die ay mga espesyal na wrenches at cartridge kung saan ito ay nakakabit sa frame body.


Binubuo ang Klupp ng isang frame kung saan naayos ang mga elemento ng pagputol - namatay. Ang bawat mandrel ay nilagyan ng apat na bakal na dies. Ang Klupp ay nilagyan din ng isang espesyal na hawakan ng ratchet. Isang die lamang ang maaaring ipasok sa die holder, ang ilan ay maaaring ipasok sa die holder. Ang mekanismo ng pagputol ng mga run ay may kakayahang magputol ng dalawang uri ng mga sinulid: 0.5 - 1 ¼, 1 ½ - 2 pulgada.


Ang isang manu-manong die cutter, bilang panuntunan, ay pinuputol ang mga tubo na may maliit na diameter. Nilagyan ang mga ito ng isang espesyal na hawakan - may hawak.Maaari din silang gamitin sa isang angkop na pipe wrench. Ito ay maliit sa laki, simple at madaling gamitin.


Ang ratchet holder screw screw ay isang pagbabago ng disenyo na may mekanismo ng gear na idinisenyo upang gumawa ng mga thread na may diameter na higit sa isang pulgada. Ang ratchet ay isang kailangang-kailangan na mekanismo. Pinapadali ng mga kalansing sa kaliwa at kanang kamay na magtrabaho sa mga lugar na mahirap abutin, tulad ng malapit sa mga dingding. Gamit ang ratchet lever, ang die ay mabilis na tinanggal mula sa sinulid sa pamamagitan ng pagpihit nito sa tapat na direksyon, na nagbibigay ng isang reciprocating na paraan ng pag-threading.


Ito ay tinatawag na oblique klupp dahil ang distansya sa pagitan ng mga sliding dies ay kinokontrol dito. Sinasabi nito ang diameter ng hiwa. Ang mga disenyo ng ganitong uri ay ang pinakamadaling gamitin.


Ang mga screw plug ng Mayevsky ng isang mas kumplikadong disenyo ay ginagamit para sa pipe threading. Naglalaman ang mga ito ng tatlong set ng mga mapagpapalit na dies at dalubhasa sa mga diameter ng thread hanggang 2 pulgada. Ang mga disenyo ng ganitong uri ay ginagamit para sa mga threading pipe na may maliit na diameter.

Ang pagputol sa mga tubo na may malaking diameter ay isinasagawa sa isang pang-industriya na sukat. Halimbawa, upang i-cut ang isang walang tahi na tubo na may diameter na 219 mm, kinakailangan ang isang espesyal na makina. Ang mga tubo ng pambalot (mga haligi) ay pinutol lamang sa mga espesyal na makina sa ilalim ng mga espesyal na kondisyon, napapailalim sa lahat ng mga hakbang sa kaligtasan.
Paano mag-cut ng panlabas na thread. Pagputol ng mga sinulid sa mga tubo at mga kabit. mamatay. Klupp

Paano mag-cut ng panlabas na thread. Pagputol ng mga sinulid sa mga tubo at mga kabit. mamatay. Klupp. 4.46/5 (89.23%) ang nawala 13
Ang isang panlabas na thread ay pinutol gamit ang bilog o sliding dies, pati na rin ang mga screw board. Ang pagputol ng thread ay maaaring gawin kapwa sa mga makina at mano-mano.
Threading na may round dies (lerks).
Ang mga round dies (lehrs) ay isang disk na may cut hole. Upang alisin ang mga chips at bumuo ng mga balahibo na may mga cutting edge (Larawan 1), maraming mga chip hole ang ginawa sa die. Ang mga namatay (lehrs) ay ipinasok sa lalagyan ng lerko at ikinakapit ng mga turnilyo (Larawan 2).
kanin. 1. Die round cut (lerka).
kanin. 2. May hawak ng Lerko:
1 - frame; 2 - hawakan; 3 - clamping screw.
Ang diameter ng cut rod ay kinukuha nang bahagyang mas mababa kaysa sa panlabas na diameter ng sinulid at nilalagari ang hugis-kono para makapasok ang lehr. Ang pagpili ng mga tungkod para sa pagputol ng panukat o pulgadang mga sinulid ay ibinibigay sa Talahanayan. isa:
Talahanayan 1. Mga diameter ng baras para sa mga sinulid na bolts.
| Sukatan na thread | pulgadang thread | ||
| Panlabas na diameter sa mm | Ang diameter ng stem sa mm | Panlabas na diameter sa pulgada | Ang diameter ng stem sa mm |
| 5 | 4,89 | 1/4 | 6,19 |
| 6 | 5,86 | 5/6 | 7,7 |
| 8 | 7,83 | 3/8 | 9,3 |
| 10 | 9,8 | 7/16 | 10,8 |
| 12 | 11,7 | 1/2 | 12,4 |
| 14 | 13,7 | 5/8 | 15,6 |
| 16 | 15,7 | 3/4 | 18,7 |
| 20 | 19,6 | 7/8 | 21,8 |
| 22 | 21,6 | 1 | 25 |
| 24 | 23,6 | 1 1/4 | 31,3 |
| 27 | 26,6 | 1 1/2 | 37,6 |
| 30 | 29,5 | 1 3/4 | 43,8 |
| 36 | 35,4 | 2 | 50 |
Ang mga sliding dies (Fig. 3, a) ay binubuo ng dalawang prismatic halves na may cut hole. Ang isang uka ay ginawa sa gitnang bahagi ng die hole, na bumubuo sa mga cutting edge.
kanin. 3. Mga sliding dies at crackers:
isang - plato; b - cracker.
Klupp para sa threading.
Para sa pag-fasten ng mga dies, ginagamit ang isang screw clamp na may hugis-parihaba o pahilig na frame (Larawan 4). Ang prismatic protrusions ng klupp ay pumapasok sa mga grooves ng dies, at mula sa gilid ang mga dies ay pinindot ng mga bolts.
kanin. 4. Klupp (pahilig)
1 - frame; 2 - hawakan; 3 - clamping screw.
Upang maiwasan ang direktang presyon ng bolt sa mga dies, ang isang tinatawag na biskwit ay naka-install sa pagitan ng mga dies at ng bolt (tingnan ang Fig. 3, b), na may hugis ng isang dies.
Teknolohiya sa pagputol ng thread.
Ang pagputol gamit ang prismatic dies ay medyo iba sa pagputol gamit ang lerks. Kapag pinuputol gamit ang mga dies, ang mga tungkod ay hindi pinuputol sa isang kono, ngunit ang mga namatay ay pinaghiwalay.
Pagkatapos ay i-clamp ang mga ito sa baras, ang dulo nito ay dapat na tumutugma sa itaas na eroplano ng mga namatay. Sa pamamagitan ng pag-ikot ng die sa kanan at bahagyang pakaliwa, isinasagawa ang threading.
Ang posisyon ng lerkoderzhatel at klupp ay nakatakda nang mahigpit na patayo sa cut rod, kung hindi man ang thread ay magiging pahilig at isang panig.
Paglamig at pagpapadulas para sa threading.
Kapag pinuputol ang mga thread gamit ang mga gripo at namatay, dapat gamitin ang pampadulas.Bilang isang pampadulas, maaari kang gumamit ng isang regular na emulsyon, na natutunaw ang isang bahagi ng emulsyon sa isang daan at animnapung bahagi ng tubig. Bilang karagdagan, maaari kang mag-aplay: para sa cast iron - mantika at kerosene; para sa bakal at tanso, pinakuluang at rapeseed oil at mantika; para sa pulang tanso - mantika at turpentine; para sa aluminyo - kerosene.
Hindi inirerekumenda na gumamit ng mga langis ng makina at mineral kapag pinuputol ang mga thread, dahil ang mga ito, sa pamamagitan ng pagtaas ng resistensya ng pagputol, ay hindi nagbibigay ng malinis na mga butas at humantong sa mabilis na pagkasira ng mga gripo at namatay.
Mga screw board.
Upang i-cut ang mga thread sa mga turnilyo na may diameters hanggang 6 mm, ginagamit ang mga screw board. Sa mga tornilyo boards mayroong ilang mga cut hole ng iba't ibang diameters na may chip grooves, dalawa para sa bawat butas.
Ang pag-thread gamit ang mga dies ay ginagawa sa parehong paraan tulad ng pag-tap. Ang baras ay mahigpit na naka-clamp sa isang vise, lubricated na may langis, at pagkatapos ay isang die na may dies ay ilagay sa baras, clamped sa isang tornilyo at pinaikot ng isang buong pagliko sa isang direksyon at kalahati ng isang turn sa isa. Kung ang baras ay mas makapal kaysa sa kinakailangan, dapat itong isampa.
Ang thread ng bolts ay sinusukat gamit ang annular thread gauge o thread gauge.
Pagputol ng mga sinulid sa mga tubo at mga kabit.
Ang mga tubo at mga kabit (pagkonekta ng mga bahagi para sa mga tubo) ay pinutol gamit ang isang espesyal na tool gamit ang mga fixtures.
Klupp para sa pagputol ng mga thread sa mga tubo.
Sa mga tubo, ang thread ay pinutol gamit ang isang espesyal na thread ng tornilyo (Larawan 5). Ang die cutter para sa pagputol ng mga tubo ayon sa device ay naiiba sa mga ordinaryong die cutter. Apat na suklay na bakal ang pumapasok sa mga puwang ng may hawak nito.
Sa pamamagitan ng pagpihit sa tuktok na hawakan, maaari silang pagsamahin o paghiwalayin. Samakatuwid, ang mga tubo ng iba't ibang mga diameter ay maaaring i-cut sa isang mamatay. Bilang karagdagan, ang klupp ay may mga gabay na kinokontrol ng mas mababang hawakan.
Tinitiyak ng mga gabay ang tamang posisyon ng die sa tubo kapag pinuputol.
kanin. 5. Klupp para sa pagputol ng mga tubo.
Ang mga tubo sa panahon ng pagputol ay naayos na may isang espesyal na pipe clamp. Ang clamp ay binubuo ng isang frame kung saan inilalagay ang mga crackers na may mga ginupit para sa mga tubo na may iba't ibang diameters.
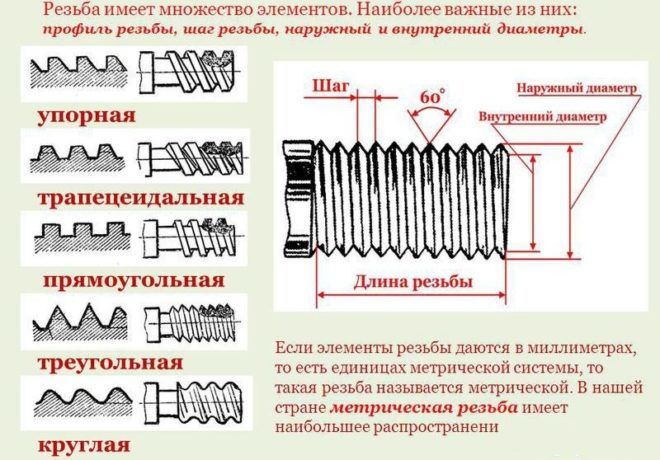
Mga profile ng thread
Ang mga anyo ng mga blangko, depende sa uri ng ibabaw, ay cylindrical at conical. Ang mga thread ay panlabas (sa ibabaw) at panloob (sa butas ng blangko). Ang uri ng sinulid na koneksyon ay depende sa profile ng thread.
Mayroong limang uri ng profile:
- tatsulok;
- hugis-parihaba;
- trapezoidal;
- paulit-ulit;
- bilog.
Ang thread ay maaaring single-start at multi-start:
- single-threaded - nabuo sa pamamagitan ng isang solong sinulid na sinulid;
- multi-start - nilikha ng dalawa o higit pang mga thread na inilagay sa parehong distansya mula sa isa't isa.
Ang mga pangunahing tagapagpahiwatig ng parehong uri ng mga thread ay pitch at stroke. Thread pitch - ang distansya sa pagitan ng pinakamalapit na pagliko at sinusukat sa gitnang linya ng workpiece na pinoproseso. Ang kurso ng isang thread ay ang puwang sa gitna ng dalawang peak ng isang pagliko sa gumaganang ibabaw ng produkto. Ang stroke ay katumbas ng produkto ng thread pitch sa bilang ng mga pagsisimula.
Pagputol ng tool mamatay
Ang die ay isang cutting turning tool na ginawa sa anyo ng isang nut. Ang mga butas na na-drill dito ay ginawa para sa pag-alis ng chip. Ang tool ay binubuo ng mga elemento ng pagputol na matatagpuan sa bawat panig nito at bumubuo ng isang kono. Ang isang die sa isang lathe ay bumubuo ng isang sinulid sa bolts, studs, screws at iba pang mga produktong metal.
Ang pinaka ginagamit na mga uri ng mga plato:
- panukat;
- kaliwa;
- tubo.
Maaari mong gawing mas madali ang gawain sa pamamagitan ng paggawa ng isang maliit na chamfer sa dulo upang ang taas nito ay tumutugma sa taas ng profile ng thread. Ang laki ng die ay dapat tumugma sa diameter ng bahagi.
Pagkatapos ang mamatay ng nais na laki ay naayos sa may hawak ng mamatay, na naayos sa tailstock ng lathe. Ang bilis ng threading ay depende sa materyal para sa workpiece: ang mga produktong tanso ay naproseso sa humigit-kumulang 15 m/min., cast iron - 3 m/min., steel blanks - 4 m/min.
Sa bilis ng pagpoproseso na ito, hindi gaanong napuputol ang die.Sa proseso ng paggupit, ang bawat pagliko ng die ay dapat palitan sa pamamagitan ng pagbabalik nito sa ikatlong bahagi ng bilog upang maalis ang mga butas mula sa mga chips.
Video: Paano mag-cut ng mga thread sa isang lathe
Isang seleksyon ng mga tanong
- Mikhail, Lipetsk - Anong mga disc para sa pagputol ng metal ang dapat gamitin?
- Ivan, Moscow — Ano ang GOST ng metal-rolled sheet steel?
- Maksim, Tver — Ano ang pinakamahusay na mga rack para sa pag-iimbak ng mga produktong metal?
- Vladimir, Novosibirsk — Ano ang ibig sabihin ng ultrasonic processing ng mga metal nang walang paggamit ng mga nakasasakit na sangkap?
- Valery, Moscow — Paano gumawa ng kutsilyo mula sa isang tindig gamit ang iyong sariling mga kamay?
- Stanislav, Voronezh - Anong kagamitan ang ginagamit para sa paggawa ng galvanized steel air ducts?
Mga Pangunahing Kaalaman sa Thread
Kapag ang mga gas pipe ay konektado sa isang sistema ng supply ng tubig, ang mga cylindrical pipe thread ay pinagsama o pinuputol. Ang mga dulong bahagi ng mga tubo ay pinagsama sa mga espesyal na elemento. Ang huling 2 kulot ng isang cylindrical na sinulid ay tinatawag na run. Pinapayagan ng runaway ang pag-aayos ng elemento ng pagkabit sa tubular na produkto. Tinitiyak nito ang pagbubuklod ng koneksyon sa selyo.
Upang idiskonekta ang konektado, halimbawa, pagpainit ng mga tubo nang walang pagputol, kailangan mong gumamit ng drive. Kabilang dito ang isang lock nut, isang elemento ng pagkabit, isang mahabang thread. Ito ay may haba na posible na madaling i-wind ang bahagi ng pagkabit, locknut.
Upang makatipid ng materyal, ang mga produkto na may manipis na pader ay ginagamit sa supply ng gas at iba pang mga complex. Pinagulong sila. Ang kapal ng mga pader ay dapat na mas malaki kaysa kapag lumilikha ng isang thread sa isang tubo ng tubig.

Pamamaraan ng pagputol sa isang bahagi ng metal
Ang helical surface na nabuo ng cutter ay tinatawag na thread. Nagbibigay ito ng mga mahahalagang gawain - sa tulong nito, ang mga elemento ng mga bahagi ay maaaring lumipat nang may kaugnayan sa bawat isa, nakapagsasalita o makabuluhang tinatakan ang mga joints sa iba't ibang mga mekanikal na aparato.
Upang maunawaan kung paano i-cut ang mga thread sa isang lathe, kailangan mong sundin ang proseso ng pagputol - ito ay medyo simple at naiintindihan. Ang pamutol ay naayos sa suporta ng lathe. Ito ay gumagalaw nang pantay-pantay sa kahabaan ng axis ng umiikot na bahagi. Ang matulis na dulo ng tool ay pumuputol ng isang helical na linya sa ibabaw ng bahagi.
Upang maayos na mai-install at gabayan ang cutting tool, ginagamit ang isang espesyal na template, na inilalagay sa itaas ng blangko. Ang pamutol ay inilalagay sa gitnang linya ng makina. Ayon sa nagresultang puwang, natutukoy kung gaano katumpak ang pag-threading.
Ang pagputol ay may sariling mga katangian:
- ang proseso ng pagbuo ng thread ay may ilang mga tampok;
- ang materyal na kung saan ginawa ang bahagi ay nagtatakda ng anggulo ng rake ng pamutol;
- ang halaga ng anggulo ay depende sa lagkit, tigas at brittleness ng metal;
- ang mga eroplano ng pamutol sa mga sulok sa likuran ay hindi dapat kuskusin laban sa mga cut grooves;
- ang mga panloob na sinulid ay pinutol sa nababato o na-drill na mga butas.
Para sa bawat materyal na pinoproseso, ang ilang mga tool sa pagputol ng metal ay idinisenyo. Para sa mga blangko ng bakal, ginagamit ang mga pamutol, ang mga plato na kung saan ay gawa sa matigas na haluang metal T15K6, T14K8, T15K6, T30K4. Para sa mga blangko ng cast iron, ginagamit ang mga tool sa pagputol na may mga carbide insert na VK4, V2K, VK6M, VK3M.
threading na may gripo kung paano maggupit ng mga thread gamit ang kamay
Kung paano i-cut ang mga thread gamit ang isang threading device ay inilarawan nang mas maaga. Ang threading device ay malaki ang pagkakaiba sa tap device, ngunit ang prinsipyo ng threading gamit ang parehong mga tool ay nananatiling pareho.
Ang gripo ay isang tool sa paggawa ng metal at pag-ikot, sa hugis nito na medyo nakapagpapaalaala sa isang mahabang baras. Sa loob ng mismong baras na ito ay may mga elemento ng paggupit, sa tulong kung saan ang thread ay pinutol nang manu-mano.

Ang isang gripo ay maaaring gamitin para sa higit pa sa pagputol ng mga bagong thread. Gamit ang tool na ito, maaari mo ring ibalik ang thread, ginagawa itong "bago".
Ayon sa prinsipyo ng operasyon, ang mga gripo ay manu-mano at makina. Ang mga gripo ng makina ay naayos sa isang lathe, at ang threading ay nangyayari sa awtomatikong mode.
Paano pumili ng uri ng gripo?
Para sa manual threading, kailangan mo munang piliin ang tamang uri ng tap. Ang pagpili ng gripo para sa threading ay pangunahing nakasalalay sa:
- thread pitch;
- profile;
- Mga anyo ng sinulid na koneksyon;
- Pagpaparaya;
Bilang karagdagan, ang pagpili ng isang partikular na gripo ay naiimpluwensyahan din ng materyal ng paggawa ng mga bahagi kung saan ang thread ay gupitin. Ang pangunahing pagpili ng isang gripo, una sa lahat, ay depende sa diameter ng sinulid na pinuputol.
Pag-thread gamit ang isang gripo sa pamamagitan ng kamay
Ang pag-thread na may tap ay nangyayari tulad ng sumusunod. Ang bahagi na susulid ay naayos sa isang vise o iba pang aparato. Ang pangunahing bagay ay ang bahagi ay ligtas na naayos sa aparato, dahil kapag nag-threading gamit ang isang gripo, kakailanganin mong mag-aplay ng maraming pagsisikap.

Pagkatapos, ang isang butas ay drilled sa bahagi para sa threading na may isang gripo, depende sa uri ng thread - blind o through. Ang diameter ng drilled hole ay dapat na bahagyang mas maliit kaysa sa diameter ng mga elemento ng pagputol ng gripo.
Siguraduhing i-chamfer ang tuktok na gilid ng tapping hole. Pagkatapos nito, ang isang gripo ay kinuha at naka-install sa isang drilled hole, na dapat na matatagpuan sa isang vise na may chamfer up.
Ang pag-thread gamit ang isang gripo ay ginagawa nang clockwise, sa lahat ng oras, pagpindot sa gripo sa butas. Kinakailangan na pindutin nang maayos ang gripo, nang walang hindi kinakailangang mga jerks, unti-unting pinihit ito, kaya, hanggang sa makuha ang isang malinis at kahit na thread.

Pagkatapos gumawa ng ilang mga pagliko gamit ang tap clockwise, ito ay ibinalik sa tapat na direksyon, at sa gayon ay mapupuksa ang mga naipon na metal chips.
Sa panahon ng threading, kinakailangan upang palamig ang gripo sa oras, kung hindi man ay madaling masira ang tool. Kung ang isang aluminyo na sinulid ay pinutol, kung gayon ang gripo ay pinalamig ng kerosene; kung ang isang sinulid ay pinutol sa isang bahagi ng tanso, pagkatapos ay may turpentine; kapag pinuputol ang isang bakal na sinulid, pinakamahusay na palamig ang gripo gamit ang isang emulsyon.
Mga uri at katangian ng mga pamutol
Ang tool sa pagliko para sa metal ay binubuo ng isang may hawak at isang gumaganang ulo. Ang kalidad ng mga bahagi ng pagproseso ay direktang nakasalalay sa mga elementong ito. Ang may hawak ay may isang hugis-parihaba o parisukat na seksyon. Sa tulong nito, ang pamutol ay naayos sa lathe.
Pinoproseso ng working head ang mga detalye. Binubuo ito ng iba't ibang cutting planes at mga gilid. Ang anggulo ng hasa ng ulo ay tinutukoy ng materyal kung saan ginawa ang bahagi.
Ang mga panlabas at panloob na mga thread ay pinutol gamit ang iba't ibang uri ng mga thread cutter.
 Mga pamutol ng sinulid
Mga pamutol ng sinulid
Ang pinaka ginagamit sa kanila:
- pamalo;
- prismatiko;
- bilog.
Ang mga rod cutter ay binubuo ng isang baras na may gumaganang ulo. Ang mga uri na ito ay dumating sa iba't ibang mga profile. Ang pinaka-wear-resistant ay mga cutter, kung saan ang mga hard-alloy working edge ay ibinebenta. Hindi nila kailangan ang madalas na pag-ikot, dahil nananatili silang matalim sa loob ng mahabang panahon.
Ang mga prismatic cutter ay ginagamit upang iproseso lamang ang panlabas na bahagi ng blangko. Ang kanilang kalamangan sa mga rod ay ang kakayahang magproseso ng malalaking ibabaw. Ngunit dapat silang patalasin nang mas madalas.
Ang mga round cutter ay ginagamit sa proseso ng pagputol ng panloob at panlabas na mga thread. Ang mga tool na ito ay napakadaling gamitin, ang kanilang lugar ng paggamit ay medyo malawak. Binibigyang-daan ng mga round cutter ang maramihang paggiling muli.
 Bilog ang mga sinulid na pamutol
Bilog ang mga sinulid na pamutol
Ayon sa mga pagkakaiba sa disenyo, ang mga tool sa pagputol ng metal ay nahahati sa ilang mga uri:
- tuwid;
- hubog;
- baluktot;
- iginuhit.
Ang tuktok ng anumang sinulid na tool ay isang bilugan na ulo o isang chamfer. Ang profile ng thread ay nabuo sa pamamagitan ng isang pamutol ng wastong pagsasaayos. Gamit ang mga tool sa pagputol ng isang baluktot na hugis, ang isang sinulid na sinulid ay pinutol sa ibabaw ng blangko.
Ang mga straight cutter ay bihirang ginagamit dito.Ang thread sa loob ng bahagi ay ginawa gamit ang mga curved cutter, kung minsan ay tuwid, naayos sa isang espesyal na may hawak.
Ang mga cutter ay nahahati sa mga kategorya:
- gawa sa mataas na bilis ng haluang metal na bakal;
- na may mga hard-alloy plate na ibinebenta sa nagtatrabaho elemento;
- pagputol ng mga attachment na may mapagpapalit na multi-faceted insert na naayos sa ulo.
Sa direksyon ng thread ng tornilyo, ang mga tool ay naiiba sa kanan at kaliwa. Kapag nagtatrabaho, ang unang feed ay napupunta mula kaliwa hanggang kanan, ang pangalawa - ang feed ay napupunta sa kaliwa. Mas madalas na ginagamit ang mga tama.
Pinutol namin ang sinulid gamit ang isang die
Mga kakaiba
Naimbento ang thread dalawang siglo na ang nakalilipas nang unang lumitaw ang screw lathe sa Britain. Ang Imbentor na si G. Maudsley ay nakatuklas ng isang paraan para sa paglalapat ng tumpak na mga thread at nag-imbento ng isang aparato para sa pagsukat nito (micrometer) na may katumpakan na 0.0001 pulgada.

Sa parehong oras, nilikha ng mechanical engineer na si D. Whitworth ang unang profile ng screw thread at nagmungkahi ng isang sistema ng mga pamantayan nito. Simula noon, ang imbensyon ay nagdala ng kanyang pangalan - pag-ukit ng Whitworth. Ito ang naging batayan para sa iba't ibang pambansang pamantayan.

Ang pangunahing tampok ng threading ay ang tool para sa pagpapatupad nito ay dapat na gawa sa isang materyal na higit na tigas kaysa sa elementong pinuputol, at para sa paggawa ng tool na ito, sa turn, ang mga disenyo na may mas mahirap na mga elemento sa komposisyon ay dapat gamitin.
Sa ngayon, maraming mga pagpipilian para sa pag-thread ng pipe.
Mahalaga lamang na piliin ang isa na kailangan. Ang isang mahusay na resulta ay ginagarantiyahan kung ang mataas na kalidad na mga materyales at tool ay ginagamit sa pagpapatupad ng trabaho, ang mga tagubilin ay sinusunod, pati na rin ang pagputol ng teknolohiya
Kapag nag-threading, pinakamahusay na gumamit ng isang kalidad na tool, dahil ang isang murang opsyon ay malamang na hindi magtatagal.

Ngayon karamihan sa mga sistema ng tubo ay gawa sa plastik. Kadalasan ay kinakailangan upang i-fasten ang mga istraktura gamit ang mga elemento ng pagkonekta na gawa sa plastik at metal. Sa domestic sphere, ang mga naturang fastener ay isang medyo karaniwang solusyon, tinatawag silang pinagsama. Sa modernong mga sistema ng komunikasyon, ang isa sa mga uri ng plastik o metal na mga tubo ay tradisyonal na ginagamit. Gayunpaman, sa ilang mga kaso, nararapat na gumamit ng mga pinagsamang disenyo.


Ang mga tubo na may diameter na hanggang 40 mm ay pinagsama ng isang sinulid na paraan. Ang mga flanged na koneksyon ay ginagamit para sa mas malaking diameter na mga tubo kung saan hindi posible na higpitan ang sinulid.

Ang koneksyon ng isang polypropylene pipe na may metal pipe ay isinasagawa gamit ang mga fitting na espesyal na idinisenyo para dito. Ang mga ito ay mga koneksyon, ang isang gilid nito ay may metal na sinulid, at ang isa ay may plastic na manggas. Maramihang pinagsamang koneksyon ay ginawa gamit ang mga espesyal na kumplikadong mga kabit.
