Paano mag-drill ng cast iron gamit ang drill Machine tools, welding, metalworking

Bago mo matutunan kung paano maayos na hawakan ang isang cast iron pipe, at sa partikular, kung paano mag-drill ng isang cast iron pipe, kailangan mong malaman kung ano ito, kung saan at para saan ito ginagamit.
Ang pangunahing layunin ng mga tubo ng cast iron ay ang paglabas ng basurang tubig para sa mga pangunahing kolektor.
Maaaring kailanganin mo ang mga sumusunod na tool:
Koneksyon ng mga tubo ng cast iron. SMU (ang magkabilang dulo ng tubo ay makinis); SME (isang dulo ng pipe ay makinis, ang isa ay may nababakas na koneksyon)
- electric drill o brace;
- mga drills na may matagumpay na mga nozzle;
- gilingan at mga disc para sa metal;
- marker para sa pagmamarka.
Mayroong dalawang uri ng mga tubo ng cast iron:
- SMU (ang magkabilang dulo ng tubo ay makinis);
- at SME (ang isang dulo ng tubo ay makinis, ang isa ay may nababakas na koneksyon).
Bago ka magsimulang gumamit ng mga tubo, kailangan mong tiyakin na ang lokasyon na pinili para sa kanila ay hindi sumasalungat sa mga code ng gusali. Ito ay kanais-nais na walang mga liko at slope.
Ang mga tubo ng cast iron ay hindi dapat iproseso, tanging ang pagputol ng tubo ang pinapayagan. Ngayon, ang metal na ito ay kailangan lamang sa ilang uri ng industriya, kaya naman napakahalaga ng pagputol at pagbabarena ng cast iron.
LLC DESIGN PRESTIGE
Mga pamamaraan para sa pagputol ng mga tubo ng cast iron
Sa modernong mga kondisyong pang-industriya, maraming mga paraan at iba't ibang kagamitan na malulutas ang isyu ng pagputol ng cast iron.
Upang maputol ang mga tubo, maaari kang gumamit ng isang espesyal na tool para sa pagputol ng cast iron, isang hacksaw para sa metal, o isang gilingan na may mga metal disc.
Sa proseso ng paggawa ng bakal, kung kinakailangan upang i-cut ang mga casting, ang mga pamamaraan na gumagamit ng mga thermal cutting method ay malawakang ginagamit:
- arko;
- plasma;
- electrocontact;
- air-arc at iba pa.
Ipinagbabawal na i-cut ang pipe na may gas burner, pati na rin ang weld cast iron pipe.
Kapag nag-cut gamit ang isang arc method, ang mga electrodes ng mga sumusunod na tatak ay ginagamit: ANR-2, LIM, OZR-1.
LLC DESIGN PRESTIGE
Pagpasok sa isang cast-iron pipe
Sa panahon ng pagpapatakbo ng isang summer house o isang country house, kung minsan ay kinakailangan na pumili mula sa supply ng tubig o isang karagdagang alisan ng tubig sa alkantarilya para sa isang washing machine.
Ang isyung ito ay nalutas gamit ang "insert" na paraan. Paano gumawa ng isang tie-in sa isang cast-iron pipe?
Sa karamihan ng mga kaso, posible na gumamit ng isang handa na katangan, ang diameter nito ay bahagyang mas malaki. Kinakailangang putulin mula dito ang bahaging iyon ng tubo kung saan walang tubo ng sanga.
Ang tubo ay karaniwang kailangang putulin nang pahaba, isang butas na drilled at isang sangay na tubo na hinangin sa iba.
Bilang karagdagan sa mabilis at mataas na kalidad na pag-aayos ng mga heating pipe, nagbibigay kami ng propesyonal na pag-install ng mga turnkey heating system. Sa aming heating page > resant.ru/otoplenie-doma.html
Para sa komunikasyon, gamitin ang contact phone ng LLC DESIGN PRESTIGE 8 (495) 744-67-74, na maaaring tawagan sa buong orasan.
tala
Ang aming kumpanyang LLC DESIGN PRESTIGE ay bahagi ng non-profit na organisasyon na ANO INTERREGIONAL BOARD OF JUDICIAL EXPERTS. Nagbibigay din kami ng mga serbisyo para sa independiyenteng teknikal na kadalubhasaan sa konstruksiyon.
balita
Ano at paano mag-drill ng cast iron?
Kaugnay ng pag-unlad ng industriya ng metalurhiko, lumilitaw sa merkado ang iba't ibang mga metal at ang kanilang mga haluang metal. Nagagawa ng metal na palitan ang bakal dahil ito ay isang materyal na may mataas na presyo. Kapag nagpoproseso, kailangan mong malaman kung paano mag-drill ng cast iron sa pang-industriyang produksyon, mga pribadong workshop.
Pagbabarena ng cast iron gamit ang isang makina
Mga pamamaraan para sa pagputol ng mga tubo ng cast iron
Sa modernong mga kondisyong pang-industriya, maraming mga paraan at iba't ibang kagamitan na malulutas ang isyu ng pagputol ng cast iron.
Upang maputol ang mga tubo, maaari kang gumamit ng isang espesyal na tool para sa pagputol ng cast iron, isang hacksaw para sa metal, o isang gilingan na may mga metal disc.
Sa proseso ng paggawa ng bakal, kung kinakailangan upang i-cut ang mga casting, ang mga pamamaraan na gumagamit ng mga thermal cutting method ay malawakang ginagamit:
- arko;
- plasma;
- electrocontact;
- air-arc at iba pa.
Ipinagbabawal na i-cut ang pipe na may gas burner, pati na rin ang weld cast iron pipe.
Kapag nag-cut gamit ang isang arc method, ang mga electrodes ng mga sumusunod na tatak ay ginagamit: ANR-2, LIM, OZR-1.
LLC DESIGN PRESTIGE
Paano mag-drill ng butas sa cast iron
Kadalasan may mga sitwasyon sa pang-araw-araw na buhay kapag kailangan mong magtrabaho sa matinding mga kondisyon. Isa sa pinakamahirap na trabaho ay ang mag-drill ng cast iron, dahil. ito ay tumutukoy sa mga nakasasakit na materyales. Ang mga dahilan ay maaaring marami: mula sa pagpino ng paliguan hanggang sa mga personal na teknikal na ideya.
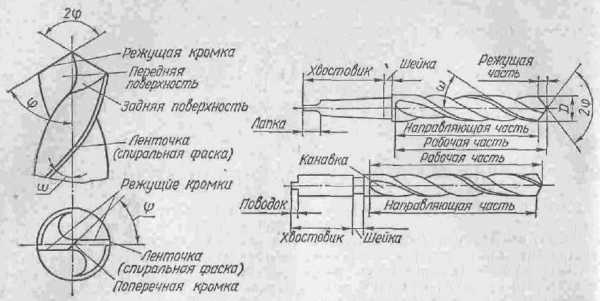
Mga elemento ng twist drill para sa cast iron.
Mga detalyadong tagubilin para sa pagbabarena ng cast iron
Mga kinakailangang kasangkapan at materyales para sa trabaho:
- pinuno;
- pananda;
- kahoy na bloke;
- Bulgarian;
- solusyon sa kerosene.
Auger drills para sa pagbabarena ng cast iron.
Bago ka mag-drill ng isang butas sa cast iron, kailangan mong malinaw na tukuyin ang mga layunin at layunin nang maaga, dahil. kailangan mong makita ang resulta. Kapag ang pagbabarena ng mga butas sa isang paliguan nang walang paunang karanasan, ang mga pagkakamali ay ginawa. Ang tatlong pinakakaraniwan ay ang mga butas na nadulas, naputol na enamel, at kahit na mga sirang drill.
Bago ka magsimulang gumawa ng anuman, kailangan mong tiyakin na mayroon ka talagang cast iron sa harap mo. Ang pinakamadaling paraan ay subukang iangat ang produkto. Kung hindi ito tumaas dahil sa malaking masa, kung gayon walang error na naganap. Kung hindi, ito ay ordinaryong bakal.
Ang pinakamahalagang aspeto na hindi dapat kalimutan sa buong gawain ay ang kawalan ng pagmamadali. Kahit na ito ay lubhang kailangan at ang mga deadline ay masikip, ito ay kinakailangan upang mag-drill ng cast iron sa cruising bilis, dahil. ang materyal ay hindi lamang napakahirap, ngunit napaka malutong din, dahil kung saan maaari mong hindi sinasadyang magpaalam sa produkto ng cast iron.
Ngayon ay maaari mong simulan ang paghahanda sa trabaho. Sa pinakadulo simula ng paghahanda, kinakailangang itakda ang lahat ng kinakailangang marka sa ibabaw gamit ang isang itim o pula na makapal na marker. Ang mga punto ay itinakda nang maliit upang kapag nagtatrabaho, hindi mo sinasadyang alisin ang drill mula sa mga napiling posisyon.
Ang drill ay dapat na gawa sa carbide steel, at ang hasa nito ay dapat na hindi nagkakamali. Ang drill ay dapat para sa metal na may isang anggulo ng 116-118 degrees, upang hindi scratch ang ibabaw, ngunit upang maghukay sa. Kung ang sandaling ito ay hindi isinasaalang-alang, pagkatapos ay may napakataas na posibilidad na ang enamel ay hindi mapuputol sa isang maingat na bilog, ngunit mahahati, na nag-iiwan ng mga bitak sa paligid nito.
Kung gusto mong maging ligtas, maaari kang gumamit ng kahoy na bloke. Ang isang butas ay ginawa sa loob nito, 2 mm na mas malaki kaysa sa drill na ginamit, upang sa proseso ng propesyonal na aktibidad ay walang mga paghihirap. Ang bar na ito ay dapat, kung maaari, 2-2.5 cm ang kapal upang ang drill ay hindi makalakad kahit na ang kamay ay nanginginig. Kapag nagtatrabaho, ang bar ay ilalapat sa ibabaw sa paraan na ang isang paunang minarkahan na punto ay makikita sa gitna. Kakailanganin itong pinindot gamit ang 1 kamay habang ang buong daloy ng trabaho ay nakaayos sa isa pa.
Kadalasan, nalilimutan o sinasadya ng mga nagsisimula ang paglamig ng drill, kaya naman ang proseso ng trabaho ay mas mabagal, at ang drill mismo ay mas mabilis na naubos. Upang maiwasan ito, dapat kang gumamit ng solusyon sa kerosene. Ang pagkonsumo nito ay sapat na maliit upang masuri ang mga drill na mas mahal.
May isa pang paraan upang hindi makapinsala sa enamel at sa parehong oras upang gawin ang lahat na may pinakamataas na kalidad - upang gumamit ng isang gilingan. Sa halip na ang karaniwang cutting disc, kailangan mong i-string ang isang nakakagiling na disc, kung saan ang patch ay ligtas na nalinis ng enamel, at pagkatapos lamang ang mga hakbang na inilarawan sa itaas ay isinasagawa. Ang diskarte na ito ay hindi lamang pinapaliit ang mga panganib, ngunit makabuluhang pinabilis din ang proseso. Karaniwan ang isang karagdagang 2 mm sa diameter ay tacked, dahil. sa kasong ito, ang resulta ay magiging walang kamali-mali.
Ang huling yugto ng daloy ng trabaho
Mga uri ng cast iron.
Mga tool at materyales:
- Bulgarian;
- alak;
- sealant.
Pagkatapos mong mag-drill ng isang butas sa paliguan, kailangan mong kunin muli ang gilingan, ngunit sa oras na ito ang anggulo ng gilingan ay ginagamit para sa tamang layunin, para sa paggiling sa ibabaw ng metal. Kung ang butas ay hindi buhangin, pagkatapos ay ang mga matutulis na dulo ay lalabas sa iba't ibang direksyon, na hindi lamang mapipigilan ang proseso ng trabaho na makumpleto, ngunit maaari ring makapinsala sa balat.
Ang pinakintab na ibabaw ng cast iron kaagad pagkatapos ng pagtatapos ng proseso ng pagtatrabaho ay degreased na may alkohol o anumang iba pang katulad na solusyon, pagkatapos kung saan ang isang sealant ay dapat ilapat. Tulad ng lahat ng mga metal, ang cast iron ay may mas mataas na reaksyon sa pagkakalantad sa isang mahalumigmig na kapaligiran, kung kaya't ang proteksyon ay mahalaga para dito.
Hindi nangangailangan ng maraming oras o anumang seryosong modernong kagamitan upang mag-drill ng cast iron gamit ang iyong sariling mga kamay. sa halip na ang pinaka-modernong drill, maaari kang gumamit ng isang lumang brace, at palitan ang gilingan ng emery.
Pagbabarena ng isang cast iron pipe
Hindi laging posible na mag-drill ng isang butas ng kinakailangang diameter sa isang cast-iron sewer pipe. Ito ay dahil sa diameter ng mga magagamit na drills. Ang laki ng drill chuck ay bihirang lumampas sa 10-12 mm. Upang makagawa ng isang butas na may diameter na higit sa 10 mm, ito ay butas-butas sa isang bilog at gupitin gamit ang isang talim ng hacksaw.
Ang gawaing ito ay nangangailangan ng pangangalaga at pasensya. Upang mapadali ang pagbabarena, kinakailangan upang alisin ang itaas na hardened layer ng metal
Ang gawain ay isinasagawa gamit ang isang mababang bilis ng drill. Ang mga butas ay ginawa sa maraming yugto, gamit ang mga drill mula sa mas maliit na diameter hanggang sa mas malaki. Ang sharpening angle ng cutting edge ay dapat nasa loob ng 110-115°. Paminsan-minsan, ang drill ay dapat na palamig, mas mabuti sa langis ng makina. Kapag nag-drill ng isang butas, kailangan mong mag-apply ng minimal na puwersa sa drill.
Ang mga tubo at kabit ay gawa sa gray na cast iron. Kung ang mga puting produkto ay nahuli, kung gayon ang mga ito ay hindi mapoproseso sa bahay, ngunit ang kanilang buhay ng serbisyo ay hindi katimbang na mas mataas.
Proseso ng pagbabarena

Kapag ang pagbabarena, kailangan mong sundin ang isang bilang ng mga simpleng patakaran.
- Kailangan mong mag-drill sa pinakamababang bilis - hindi hihigit sa 400 rpm. Makatuwiran na isipin ang tungkol sa pagbabarena hindi gamit ang isang electric drill, ngunit gamit ang isang mekanikal o umiinog. Kailangan ang mababang bilis upang hindi mag-overheat ang drill at hindi ito mapurol.
- Hindi kinakailangang magbigay ng malakas na presyon sa drill. Sa malakas na presyon, muli itong uminit. Ngunit nangyayari na ang cast iron ay napakatigas, kaya kailangan mong pindutin nang husto. Sa kasong ito, ang turnover ay dapat gawin kahit na mas mababa.
- Para sa paglamig, maaari kang magdagdag ng tubig sa lugar ng pagbabarena, ngunit mas mahusay na gumamit ng mga espesyal na coolant na naglalaman ng pampadulas. Mas gusto ng ilan na magpalamig gamit ang kerosene.
- Kapag ang pagbabarena ng cast iron, ang mga chips ay hindi nabuo, ngunit mga mumo. Ito ay malayo sa ganap na maalis kasama ang mga grooves ng drill, kaya ang lugar ng pagbabarena ay dapat na pana-panahong linisin dito.
Ito ang mga patakaran para sa pagbabarena ng cast iron. Umaasa kami na ang mga tip na ito ay makakatulong sa iyo na matapos ang trabaho!
Ang pag-unlad ng industriya ay humahantong sa paglitaw ng mga bagong materyales na may mga katangian na hinihiling para sa mga modernong produkto at pagtitipon. Sa kabila ng katotohanang ito, ang cast iron, sa lahat ng pagkakaiba-iba nito, ay nananatiling isang haluang metal na bakal-carbon, kung wala ito ay mahirap isipin ang anumang sangay ng pang-araw-araw na buhay, isang sistema ng komunikasyon o kagamitan sa produksyon. Mga kabit, shut-off valve, pipe, bathtub, radiator, pangkabit na elemento ng railway track at brake pad ng mga sasakyan, cast parts na pinapalitan ang mga bakal. Ito ang mga bahagi ng isang listahan na maaaring ipagpatuloy sa mahabang panahon.
Ang pagproseso ng materyal na ito ay nararapat na espesyal na pansin para sa malalaking negosyo at mga manggagawa sa bahay. Isa sa mga pangunahing aspeto kung paano mag-drill ng butas sa cast iron.
Saan magsisimula Ilang feature ng paggamit
Maaaring kailanganin mo ang mga sumusunod na tool:
Koneksyon ng mga tubo ng cast iron. SMU (ang magkabilang dulo ng tubo ay makinis); SME (isang dulo ng pipe ay makinis, ang isa ay may nababakas na koneksyon)
- electric drill o brace;
- mga drills na may matagumpay na mga nozzle;
- gilingan at mga disc para sa metal;
- marker para sa pagmamarka.
Mayroong dalawang uri ng mga tubo ng cast iron:
- SMU (ang magkabilang dulo ng tubo ay makinis);
- at SME (ang isang dulo ng tubo ay makinis, ang isa ay may nababakas na koneksyon).
Bago ka magsimulang gumamit ng mga tubo, kailangan mong tiyakin na ang lokasyon na pinili para sa kanila ay hindi sumasalungat sa mga code ng gusali. Ito ay kanais-nais na walang mga liko at slope. Ang mga tubo ng cast iron ay hindi dapat iproseso, tanging ang pagputol ng tubo ang pinapayagan. Ngayon, ang metal na ito ay kailangan lamang sa ilang uri ng industriya, kaya naman napakahalaga ng pagputol at pagbabarena ng cast iron.
LLC DESIGN PRESTIGE
Mga detalyadong tagubilin para sa pagbabarena ng cast iron
Mga kinakailangang kasangkapan at materyales para sa trabaho:
- pinuno;
- pananda;
- kahoy na bloke;
- Bulgarian;
- solusyon sa kerosene.
Bago ka mag-drill ng isang butas sa cast iron, kailangan mong malinaw na tukuyin ang mga layunin at layunin nang maaga, dahil. kailangan mong makita ang resulta. Kapag ang pagbabarena ng mga butas sa isang paliguan nang walang paunang karanasan, ang mga pagkakamali ay ginawa. Ang tatlong pinakakaraniwan ay ang mga butas na nadulas, naputol na enamel, at kahit na mga sirang drill.
Bago ka magsimulang gumawa ng anuman, kailangan mong tiyakin na mayroon ka talagang cast iron sa harap mo. Ang pinakamadaling paraan ay subukang iangat ang produkto. Kung hindi ito tumaas dahil sa malaking masa, kung gayon walang error na naganap. Kung hindi, ito ay ordinaryong bakal.
Ang pinakamahalagang aspeto na hindi dapat kalimutan sa buong gawain ay ang kawalan ng pagmamadali. Kahit na ito ay lubhang kailangan at ang mga deadline ay masikip, ito ay kinakailangan upang mag-drill ng cast iron sa cruising bilis, dahil. ang materyal ay hindi lamang napakahirap, ngunit napaka malutong din, dahil kung saan maaari mong hindi sinasadyang magpaalam sa produkto ng cast iron.
Ngayon ay maaari mong simulan ang paghahanda sa trabaho. Sa pinakadulo simula ng paghahanda, kinakailangang itakda ang lahat ng kinakailangang marka sa ibabaw gamit ang isang itim o pula na makapal na marker. Ang mga punto ay itinakda nang maliit upang kapag nagtatrabaho, hindi mo sinasadyang alisin ang drill mula sa mga napiling posisyon.
Ang drill ay dapat na gawa sa carbide steel, at ang hasa nito ay dapat na hindi nagkakamali. Ang drill ay dapat para sa metal na may isang anggulo ng 116-118 degrees, upang hindi scratch ang ibabaw, ngunit upang maghukay sa. Kung ang sandaling ito ay hindi isinasaalang-alang, pagkatapos ay may napakataas na posibilidad na ang enamel ay hindi mapuputol sa isang maingat na bilog, ngunit mahahati, na nag-iiwan ng mga bitak sa paligid nito.
Kung gusto mong maging ligtas, maaari kang gumamit ng kahoy na bloke. Ang isang butas ay ginawa sa loob nito, 2 mm na mas malaki kaysa sa drill na ginamit, upang sa proseso ng propesyonal na aktibidad ay walang mga paghihirap. Ang bar na ito ay dapat, kung maaari, 2-2.5 cm ang kapal upang ang drill ay hindi makalakad kahit na ang kamay ay nanginginig. Kapag nagtatrabaho, ang bar ay ilalapat sa ibabaw sa paraan na ang isang paunang minarkahan na punto ay makikita sa gitna. Kakailanganin itong pinindot gamit ang 1 kamay habang ang buong daloy ng trabaho ay nakaayos sa isa pa.
Kadalasan, nalilimutan o sinasadya ng mga nagsisimula ang paglamig ng drill, kaya naman ang proseso ng trabaho ay mas mabagal, at ang drill mismo ay mas mabilis na naubos. Upang maiwasan ito, dapat kang gumamit ng solusyon sa kerosene. Ang pagkonsumo nito ay sapat na maliit upang masuri ang mga drill na mas mahal.
May isa pang paraan upang hindi makapinsala sa enamel at sa parehong oras upang gawin ang lahat na may pinakamataas na kalidad - upang gumamit ng isang gilingan. Sa halip na ang karaniwang cutting disc, kailangan mong i-string ang isang nakakagiling na disc, kung saan ang patch ay ligtas na nalinis ng enamel, at pagkatapos lamang ang mga hakbang na inilarawan sa itaas ay isinasagawa. Ang diskarte na ito ay hindi lamang pinapaliit ang mga panganib, ngunit makabuluhang pinabilis din ang proseso. Karaniwan ang isang karagdagang 2 mm sa diameter ay tacked, dahil. sa kasong ito, ang resulta ay magiging walang kamali-mali.
Karamihan sa mga tao na gumagamit ng cast-iron bath bowl balang araw ay naisipang magpakilala ng ilang inobasyon sa mga pamamaraan ng tubig.Kadalasan, ang mga pagpapabuti ay nauugnay sa pag-install ng mixer nang direkta sa isa sa mga gilid ng produkto o ang pag-install ng hydromassage equipment.
Anuman ang naisip ng mga may-ari, ang prosesong ito ay maaaring humantong sa enamel chips at pinsala sa banyo sa kawalan ng sapat na karanasan at kaalaman sa kung paano mag-drill ng cast-iron bath.
Ang pamamaraan ng pagbabarena ay dapat na isagawa nang walang pagmamadali, dahil ang base kung saan matatagpuan ang butas ay may mataas na antas ng hina.
Inset na may overlay
Ang ganitong operasyon ay isinasagawa nang hindi inaalis ang riser segment. Upang gawin ito, kinakailangan upang tumpak na matukoy ang tie-in point, drill o
gupitin ang isang butas at i-install ang isang adaptor na may isang outlet ng nais na laki. Ang pag-install ng lining ay maaaring isagawa sa mga tubo ng iba't ibang diameters. Ang laki ng butas na ginawa ay depende sa kanilang laki, na hindi dapat higit sa kalahati ng diameter ng tubo.
Ang lining ay maaaring mabili sa tindahan o ginawa ng iyong sarili. Upang gawin ito, kumuha ng isang hugis na bahagi na may pag-alis ng kinakailangan
laki at gupitin ito, na iniiwan ang bahagi ng dingding ng produkto. Ito ay kinakailangan upang i-seal ang site ng pag-install. Upang matiyak ang sapat na density, ang tubo ay nililinis, ang mga burr at mga depekto sa paghahagis ay tinanggal. Ang lugar ng pag-install ng lining ay lubricated na may sealant. Ang aparato ay naayos na may mga clamp. Ang sobrang paste ay tinanggal.
Ang pang-industriya na adaptor ay naka-install sa parehong paraan, tanging ito ay naka-attach sa bolts. Ang higpit ng site ay sinisiguro ng mga singsing na sealing ng goma. Ang pagpasok gamit ang hinang sa mga tubo ng cast iron ay hindi isinasagawa, dahil imposibleng makamit ang kinakailangang higpit.
Ang mga subtleties ng pagtatrabaho sa cast iron
Ang pagsunod sa mga simpleng patakaran ay magbibigay-daan sa iyo upang makamit ang ninanais na resulta, na iniiwan ang mga drills, tool, mga kamay na buo:
- Kontrolin ang pagkarga na inilapat sa drill o makina nang hindi nagiging sanhi ng pagkasira ng drill. Ang mga produktong cast iron ay pangunahing nakuha sa pamamagitan ng paghahagis. Posible ang hitsura ng pag-urong ng mga shell at voids. Nahuhulog sa gayong walang bisa, ang drill break sa 95% ng mga kaso. Banta ng pinsala o isang sirang drill sa isang hindi natapos na butas.
- Huwag painitin nang labis ang drill. Magpahinga sa trabaho. Pipigilan nito ang metal mula sa paglambot at pahabain ang buhay ng serbisyo nito.
- Para sa pagbabarena ng cast-iron bath, gumamit ng pre-diamond drill bit para sa mga tile at salamin. Ito ay isang simpleng hakbang upang maiwasan ang pag-crack ng enamel.
- Kung ang diameter ay lumampas sa 11mm, kung gayon ang pinakamahusay na solusyon ay ang pagpasa sa isang drill ng isang mas maliit na diameter, at pagkatapos ay ang kinakailangang laki.
Sa tamang diskarte at pangangalaga, ang pagbabarena ng cast iron ay hindi isang imposibleng gawain. Ang impormasyong ipinakita sa artikulong ito ay nagbibigay ng isang kumpletong larawan kung paano mag-drill ng cast iron, tungkol sa lahat ng mga nuances at subtleties
Maaaring i-drill ang cast iron gamit ang anumang metal drill!
Maaari kang gumamit ng mga drill mula sa ordinaryong mura hanggang sa mahal na may iba't ibang mga coatings at gawa sa mga espesyal na materyales na may mataas na lakas.
Ang pangunahing bagay ay ang drill ay pinatalas para sa ferrous metal, at hindi para sa non-ferrous na metal, dahil kung hindi ito hasa nang tama, ito ay magiging mapurol nang napakabilis. At mas mabuti, kung may ganitong pagkakataon, pagkatapos ay patalasin ang drill partikular para sa cast iron. Ang anggulo ng hasa ay dapat nasa loob ng 116-118 degrees
Bilang karagdagan sa anggulo, kinakailangan ding isaalang-alang na ang panlabas na sulok ng drill ay pinutol para sa cast iron, dahil kung hindi ito pinutol, ang drill ay agad na magiging mapurol sa mga gilid at magsisimulang dilaan ang loob. ng butas, na hindi lamang nagpapahirap sa pagbabarena, ngunit ginagawang hindi pantay ang ibabaw ng butas .
Kinakailangan na mag-drill ng cast iron sa napakabagal na bilis na may isang maliit na drill feed, dahil sa pagtaas ng bilang ng mga rebolusyon, ang drill ay agad na magiging mapurol, at sa pagtaas ng presyon maaari itong masira.
Hindi rin mahalaga na sa panahon ng pagbabarena ng cast iron, ang drill sa drilling site ay dapat na patuloy na palamig, dahil mayroong isang malaking thermal release at kung ang temperatura ay hindi kontrolado, pagkatapos ay ang drill ay nabigo lamang. Pinakamainam na palamig hindi lamang sa tubig, ngunit sa isang espesyal na coolant kung saan matatagpuan din ang mga pampadulas.
www.remotvet.ru
Pagbabarena sa isang pang-industriya na sukat
Sa pang-industriyang produksyon, kung kinakailangan upang malutas ang problema kung paano mag-drill ng cast iron, ang mga naaangkop na makina ay ginagamit sa mga tool sa pagtatrabaho na may mga espesyal na gumaganang ibabaw ng naaangkop na hasa. Ang isang supply ng mga coolant ay kinakailangan upang matiyak ang nais na operating temperatura.
Bilang karagdagan sa tanong kung paano mag-drill ng cast iron, kinakailangang tanungin ang iyong sarili sa tanong ng kaligtasan sa panahon ng naturang trabaho. Kinakailangang isaalang-alang ang posibilidad ng pagkakaroon ng mga cavity, voids at katulad na mga depekto sa hanay ng naprosesong materyal. Ito ay mas madalas dahil sa malaking halaga ng carbon sa cast iron at isang bilang ng iba pang mga bahagi.
Kahit na ang mga biglaang mga depekto na ito ay humantong sa ang katunayan na sa panahon ng pagproseso ng metal isang malaking halaga ng mga pinong mumo at alikabok ay inilabas. Ang mga pamamaraan ng pagproseso ay nakasalalay sa uri ng cast iron, ngunit may mga pangkalahatang tuntunin at mga kinakailangan sa kaligtasan.
Bilang kinahinatnan, ang karaniwang tinatanggap na mga hakbang sa proteksyon ay dapat gawin sa panahon ng pagpapatupad ng trabaho. Kailangan mong protektahan ang iyong respiratory system. Bakit kinakailangan, bilang karagdagan sa paglalagay ng lugar ng trabaho na may maaliwalas na hood, na gumamit ng respirator o cotton-gauze na "petal" para sa personal na proteksyon.
Dapat mo ring protektahan ang iyong mga mata. Kasama sa mga kinakailangan sa kaligtasan ang pagkakaroon ng mga proteksiyon na screen, ang paggamit ng mga salaming de kolor na may mga saradong gilid na gilid. Ang trabaho ay dapat na nakasuot ng mga espesyal na damit para sa trabaho, guwantes at headgear.
Upang sa panahon ng pagbabarena ng isang cast-iron pipe walang mga problema, kailangan mong malaman ang mga katangian ng materyal at ang mga patakaran para sa paghawak nito.
Ang mga cast iron pipe ay ginagamit sa mga pipeline na idinisenyo upang maubos ang mga basurang likido at lumikha ng mga pangunahing kolektor. Kabilang sa mga pakinabang ng cast iron ay ang paglaban sa apoy at mababang antas ng ingay. Gayunpaman, ang metal na ito ay nangangailangan ng isang mas maingat na saloobin kaysa sa PVC pipe. Napansin din namin na ang mga tubo ng cast iron, bilang panuntunan, ay pinahiran ng isang anti-corrosion compound mula sa loob at labas.
Upang gumana sa mga tubo ng cast iron, kinakailangan upang ihanda ang mga sumusunod na tool:
- brace / electric drill;
- drills at nozzles mula sa Pobedit;
- isang marker kung saan ilalapat ang mga marka sa mga tubo.
Paano mag-drill ng cast iron sa bahay at sa mga propesyonal na kagamitan

Ang pag-unlad ng industriya ay humahantong sa paglitaw ng mga bagong materyales na may mga katangian na hinihiling para sa mga modernong produkto at pagtitipon.
Sa kabila ng katotohanang ito, ang cast iron, sa lahat ng pagkakaiba-iba nito, ay nananatiling isang haluang metal na bakal-carbon, kung wala ito ay mahirap isipin ang anumang sangay ng pang-araw-araw na buhay, isang sistema ng komunikasyon o kagamitan sa produksyon.
Mga kabit, shut-off valve, pipe, bathtub, radiator, pangkabit na elemento ng railway track at brake pad ng mga sasakyan, cast parts na pinapalitan ang mga bakal. Ito ang mga bahagi ng isang listahan na maaaring ipagpatuloy sa mahabang panahon.
Ang pagproseso ng materyal na ito ay nararapat na espesyal na pansin para sa malalaking negosyo at mga manggagawa sa bahay. Isa sa mga pangunahing aspeto kung paano mag-drill ng butas sa cast iron.
Paano mag-drill ng cast iron
Bago simulan ang trabaho sa pagbabarena ng cast iron, bigyang-pansin ang paghahanda sa ibabaw. Ang pag-deburring at paglilinis ng ibabaw gamit ang papel de liha at degreasing ay nagbibigay-daan sa iyo upang makamit ang isang makinis na butas sa tamang lugar nang walang anumang hindi kasiya-siyang mga sorpresa
Ang paghahanda na ito ay magpapahintulot sa iyo na alisin ang init na nabuo sa panahon ng machining ng mga produktong metal.
Ang istraktura ng cast iron, anuman ang anyo ng grapayt sa loob nito, ay madaling kapitan ng paglamig kapag ang mga lugar na pinainit sa kritikal na temperatura ay pinalamig nang husto. Kasabay nito, ang cast iron ay nagiging malutong at madaling masira sa pinakamaliit na mekanikal na pagkarga.
Bago ka magsimula sa trabaho, kailangan mong maunawaan kung paano mag-drill ng cast iron - kung anong tool at kung anong mga consumable ang kailangan.
Pagpili ng drill
Ang isang maginoo na metal drill ay magagawang makayanan ang gawain.Ang tanging kondisyon sa sitwasyong ito ay ang tamang antas ng hasa ng cutting tool.
Nang walang teoretikal na katwiran, nalaman ng mga tagagawa ng drill, kasama ang mga kinatawan ng mga machining enterprise, na ang pinakamainam na hanay ng anggulo ng sharpening ay isang run-up na 116-118 degrees.
Ang paggamit ng mga tipped drill na gawa sa mga espesyal na bakal at haluang metal ay makatwiran din kung kinakailangan na gumawa ng mga butas sa malalaking dami at malalaking diameter. Ang madalas na ginagamit ay mananalo. Ang disenyo ng drill ay dapat na tumutugma sa pagproseso ng metal.
Sa mga negosyo, ang mga toolmaker ay nakalabas sa mga maselang sitwasyon sa pamamagitan ng paghasa ng mga kongkretong drill bit gamit ang isang brilyante na gulong. Gayunpaman, ang mga naturang manipulasyon ay nangangailangan ng ilang mga kasanayan, at maaaring hindi ligtas kapag nag-drill. Ang pagpili ng isang drill para sa cast iron ay isang mahalagang hakbang.
Tingnan din ang: DIY metal sandblasting na mga prinsipyo
Pagpili ng kasangkapan
Sa mga pabrika at negosyo kung saan ang pagproseso ng mga blangko ng cast iron ay inilalagay sa isang malawak na stream, ang mga drilling machine ay nilagyan ng supply ng emulsyon sa contact point ng drill. Ang ganitong teknolohikal na paglipat ay nagbibigay-daan sa pag-iwas sa mga pagbabagong bahagi sa ginagamot na lugar.
Ang isang espesyal na kinakailangan para sa mga drilling machine ay isang mas mataas na kinakailangan para sa kakayahang kontrolin at maayos na baguhin ang bilis ng pag-ikot ng cutting tool at feed sa workpiece. Bilang mga emulsyon, ang mga espesyal na idinisenyong sangkap ay kadalasang ginagamit. Karamihan sa mga ito ay sulfonated at chlorinated na mga langis. Para sa gray cast iron, maaaring gamitin ang kerosene.
Kung hindi na kailangang pabilisin ang proseso, maaaring i-drill ang gray cast iron nang hindi gumagamit ng cooling lubricant.
Nakamamangha na impormasyon. Pagkatapos mag-drill ng butas, gamutin ang mga gilid at lukab nito ng sealant o epoxy glue. Sa ganitong paraan, maaaring makuha ang karagdagang proteksyon laban sa kaagnasan.
Ang mga subtleties ng pagtatrabaho sa cast iron
Ang pagsunod sa mga simpleng patakaran ay magbibigay-daan sa iyo upang makamit ang ninanais na resulta, na iniiwan ang mga drills, tool, mga kamay na buo:
- Kontrolin ang pagkarga na inilapat sa drill o makina nang hindi nagiging sanhi ng pagkasira ng drill. Ang mga produktong cast iron ay pangunahing nakuha sa pamamagitan ng paghahagis. Posible ang hitsura ng pag-urong ng mga shell at voids. Nahuhulog sa gayong walang bisa, ang drill break sa 95% ng mga kaso. Banta ng pinsala o isang sirang drill sa isang hindi natapos na butas.
- Huwag painitin nang labis ang drill. Magpahinga sa trabaho. Pipigilan nito ang metal mula sa paglambot at pahabain ang buhay ng serbisyo nito.
- Para sa pagbabarena ng cast-iron bath, gumamit ng pre-diamond drill bit para sa mga tile at salamin. Ito ay isang simpleng hakbang upang maiwasan ang pag-crack ng enamel.
- Kung ang diameter ay lumampas sa 11mm, kung gayon ang pinakamahusay na solusyon ay ang pagpasa sa isang drill ng isang mas maliit na diameter, at pagkatapos ay ang kinakailangang laki.
Sa tamang diskarte at pangangalaga, ang pagbabarena ng cast iron ay hindi isang imposibleng gawain. Ang impormasyong ipinakita sa artikulong ito ay nagbibigay ng isang kumpletong larawan kung paano mag-drill ng cast iron, tungkol sa lahat ng mga nuances at subtleties


