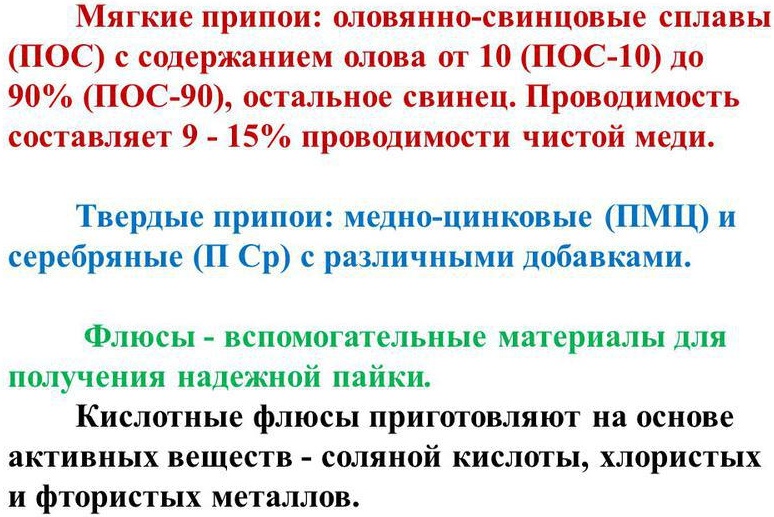
Paghahanda para sa paghihinang tanso na may aluminyo, tanso, hindi kinakalawang na asero, bakal
Ang panahon ng paghahanda, na kinabibilangan ng pagbili ng mga kinakailangang device, materyales, personal protective equipment, at mismong pamamaraan ng paghihinang.
Mayroong dalawang paraan upang maghinang ng tanso sa tanso: mataas na temperatura at mababang temperatura. Ang una ay nagsasangkot ng pagpainit ng metal sa 900 ° C, ginagamit ito para sa mga pipeline na may mataas na presyon o pag-load ng temperatura. Para sa mataas na temperatura na paghihinang, ang mga materyales na inilaan para dito ay ginagamit: hard solder sa anyo ng mga rod (ang natutunaw na punto ng naturang ang panghinang ay humigit-kumulang 900 ° C) at carbide flux.
Upang maghinang ng tanso gamit ang mababang-temperatura na paraan, ito ay sapat na upang init ang metal sa 600°C (karaniwan ay 300-380°C), na maaaring makamit sa mga domestic na kondisyon. Para sa pamamaraan, ang malambot na panghinang ay ginagamit para sa paghihinang ng tanso at tanso sa anyo ng isang wire o baras na may cross section na hanggang 3 mm at isang mas fusible flux. Ang panghinang ay isang haluang metal ng lata, na higit sa 97%, kasama ng iba pang mga metal: tanso, siliniyum, pilak, antimony.
Para saan ang flux?Ang wastong paghihinang ng mga tubo ng tanso ay posible lamang sa pagkilos ng bagay - isang espesyal na komposisyon na tulad ng paste (na may zinc chloride), na inilalapat sa ibabaw ng mga seksyon ng tubo upang pagsamahin sa isang malawak na strip. Ito ay gumaganap ng ilang mga function:
- pinipigilan ang proseso ng oksihenasyon ng metal sa pamamagitan ng pag-alis ng oxygen;
- nagpapabuti ng pagdirikit ng panghinang sa tanso;
- ay isang tagapagpahiwatig ng sapat na pag-init ng metal, mga senyales kung kailan magdadala ng solder at solder na tanso;
- nagtataguyod ng pare-parehong pagkalat ng panghinang sa ibabaw ng kasukasuan.
Inhinyero ng kaligtasan. Sa kabila ng pagiging simple ng proseso, ang mga tubo ng tanso ay dapat na soldered bilang pagsunod sa mga panuntunan sa kaligtasan. Ang panganib ng pagkasunog ay hindi lamang ang apoy ng burner mismo, kundi pati na rin ang pinainit na metal. Ang tanso ay nagsasagawa ng init nang maayos, samakatuwid, sa panahon ng operasyon, hindi lamang ang lugar kung saan inilalagay ang panghinang at ang hinang ay pinainit, ngunit ang buong tubo, at dahan-dahan itong lumalamig. Kung kinakailangan na maghinang ng mga tubo ng tanso na hindi pa naka-built sa sistema ng tubo, kung gayon ang paghahanda ay kinabibilangan ng paglalagay ng mga ito sa mga hindi nasusunog na suporta kung saan maaari silang lumamig nang mahabang panahon. Bago hawakan ang soldered metal mula sa lugar nito, dapat kang maghintay hanggang sa ganap itong lumamig.

Ang agarang panganib ay ang bukas na apoy ng burner, kaya kailangan mong bumili ng tool na maginhawa upang magamit: mas mabuti na may isang movable nozzle sa isang mahabang hose
Kaligtasan sa Paghihinang ng Copper
Dapat itong isipin na ang init ng kondaktibiti ng tanso ay napakataas, bilang isang resulta, hindi inirerekomenda na maghinang ng mga bahagi, hawak ang mga ito sa mga kamay nang walang proteksyon, malamang na magreresulta ito sa mga pagkasunog. Ang mga detalyeng mas maikli sa 30 cm ay eksklusibong hawak ng mga sipit o sa mga guwantes na proteksiyon. Kung sa panahon ng proseso ng paghihinang, ang isang flux ay bumaba sa mga hubad na bahagi ng katawan, kinakailangan na agad na hugasan ito ng sabon at tubig, dahil, bilang karagdagan sa thermal, ang isang kemikal na paso ay maaaring gawin.
Para sa anumang trabaho na may bukas na apoy at mainit na metal, pati na rin ang flux na naglalaman ng acid, ang sintetikong damit ay hindi kanais-nais, dahil ang gayong tela ay nagniningas at natutunaw nang mas mabilis kaysa sa iba. Siguraduhing magpahangin sa panahon ng operasyon, ang usok mula sa nasunog na pagkilos ng bagay ay nakakapinsala.
Kung walang mga kasanayan sa paghihinang, ipinapayong magsanay sa mga scrap ng mga tubo o mga wire bago magsagawa ng responsableng trabaho. Mayroong ilang mga paghihirap sa gawaing ito, at 2-3 beses, bilang panuntunan, ay sapat na upang matutunan ang lahat ng mga pangunahing pamamaraan. Kung ang isang sistema ng pagtutubero ay binuo, inirerekumenda na pre-assemble ito sa sahig bago ilagay ang lahat sa lugar. Pagkatapos ng pagpupulong at paghihinang, ang sistema ay dapat na lubusan na banlawan ng mainit, malinis na tubig upang alisin ang mga bahagi ng flux at solder mula sa loob ng mga tubo.
Ang pagtutubero o mga sistema ng pag-init na gawa sa mga tubo na tanso ay mahal, ngunit ang mga ito ay malakas at matibay.Dahil ang tanso ay may mataas na thermal conductivity, magandang anti-corrosion at antibacterial properties, ang pipeline na ginawa nito ay mahusay at matibay. Ang paghihinang ng tanso sa bahay ay hindi mahirap: ang isang socket-coupling ay inilalagay sa mga tubo, at pagkatapos ay ang tahi ay selyadong. Sa halip na gumamit ng socket, kung minsan ang dulo ng isang tubo ay pinalawak at isa pa ay ipinapasok dito. Ang ganitong koneksyon ay maginhawa dahil hindi ito nangangailangan ng mga kabit, at ang buhay ng serbisyo ay katumbas ng buhay ng mga tubo mismo.
Mga kinakailangang materyales at kagamitan lata at iba pa
Ang mga sumusunod na tool ay kinakailangan para sa pagtatrabaho sa mga tubo ng tanso:
- pamutol ng tubo, hacksaw o gilingan na may manipis na disk;
- beveler;
- pipe expander (expander);
- paghihinang pagkilos ng bagay;
- panghinang;
- paghihinang na bakal para sa tanso, halimbawa, isang propane torch para sa paghihinang mga tubo ng tanso;
- rubberized na guwantes;
- mga napkin ng papel.
Upang i-cut ang pipe, ginagamit ang mga pipe cutter ng iba't ibang laki. Ang mga malalaking sample ay may malaking radius ng pagliko, ang mga ito ay hindi maginhawang gamitin sa mga lugar na mahirap maabot, kaya kung may pangangailangan na putulin ang isang seksyon sa isang tapos na naka-mount na supply ng tubig, gumamit ng isang maliit na pamutol ng tubo. Maaari mong i-cut ang pipe gamit ang isang hacksaw o isang gilingan na may manipis na disk, ngunit ang isang mas mahusay na hiwa ay maaari lamang makuha sa isang pipe cutter.
Matapos maputol ang tubo, nililinis ang mga burr. Ito ay kinakailangan upang walang pag-ikot ng daloy ng likido sa system. Kapag walang mga hadlang, ang suplay ng tubig ay hindi nakakaranas ng stress at gumagana tulad ng isang orasan.
Bago ang hinang tanso, ang mga dulo ng tubo ay pinakintab na may pinong butil na papel de liha, na maaaring mabili sa mga tindahan ng hardware. Ang parehong mga ibabaw ay nalinis, naghahanda para sa paghihinang.Minsan para sa mga layuning ito ang mga maliliit na brush ay ginagamit, ang diameter nito ay Ø 22 mm, magkasya sila sa halos lahat ng mga tubo. Para sa pagtatalop, ang binti ng brush ay ipinasok sa isang distornilyador o drill, kung saan ang proseso ay isinasagawa nang mas mabilis at mas mahusay.
Ang isang pagkilos ng bagay ay inilalapat sa nalinis, pinakinis na panlabas na ibabaw - isang komposisyon na pumipigil sa oksihenasyon ng tanso.
Ginagamit ang mga rubberized na guwantes upang protektahan ang mga kamay, dahil kapag pinuputol ang tanso at burr, maraming maliliit na elemento ng metal ang nabubuo na dumidikit sa balat tulad ng mga splinters. Bilang karagdagan, kapag nililinis ang ibabaw gamit ang isang drill, ang isang umiikot na brush ay ngumunguya ng mga guwantes na basahan.
Upang maayos na maghinang ng tanso, dapat tandaan na hindi hihigit sa kalahating oras ang dapat lumipas mula sa sandali ng paghuhubad at paglalapat ng pagkilos ng bagay sa paghihinang, kung hindi man ay dapat na ulitin muli ang pagtatalop. Kung ang flux ay inilapat gamit ang isang brush, walang bristles o buhok mula dito ay dapat manatili sa ibabaw - kung hindi man ang koneksyon ay hindi magiging masikip, at pagkatapos ng tubig ay ibinibigay, ang pipeline ay tumagas.
Matapos ipasok ang tubo sa socket, ang mga nalalabi sa flux ay hindi ganap na tinanggal gamit ang isang napkin, nananatili ito sa koneksyon sa anyo ng isang gilid ng 1-2 mm, at kapag ang paghihinang, ang panghinang ay hinila papasok - isang epekto ng capillary. na-trigger. Una, ang kasukasuan ay pinainit ng isang burner, habang ang kahalumigmigan sa pagitan ng mga dingding ay sumingaw. Pagkatapos ang burner ay dinala sa pangalawang pagkakataon, unti-unting umiinit ang tanso, at ang flux ay kumukuha ng hitsura ng lata. Sa sandaling ito, ang panghinang ay inilalagay sa harap na bahagi, ang paghihinang ay nangyayari, habang ang tinunaw na haluang metal ay dumadaloy pababa sa maling panig, na nagpapatibay sa proseso ng paggalaw. Ang labis na mga overhang ng metal na nabuo mula sa ibaba ay pinaghihiwalay ng kanilang mga sarili. Mayroong maraming mga paraan upang maghinang ng tanso.
Paghahanda para sa paghihinang tanso na may aluminyo, tanso, hindi kinakalawang na asero, bakal
Ang panahon ng paghahanda, na kinabibilangan ng pagbili ng mga kinakailangang device, materyales, personal protective equipment, at mismong pamamaraan ng paghihinang.
Mayroong dalawang paraan upang maghinang ng tanso sa tanso: mataas na temperatura at mababang temperatura. Ang una ay nagsasangkot ng pagpainit ng metal sa 900 ° C, ginagamit ito para sa mga pipeline na may mataas na presyon o pag-load ng temperatura. Para sa mataas na temperatura na paghihinang, ang mga materyales na inilaan para dito ay ginagamit: hard solder sa anyo ng mga rod (ang natutunaw na punto ng naturang ang panghinang ay humigit-kumulang 900 ° C) at carbide flux.
Upang maghinang ng tanso gamit ang mababang-temperatura na paraan, ito ay sapat na upang init ang metal sa 600°C (karaniwan ay 300-380°C), na maaaring makamit sa mga domestic na kondisyon. Para sa pamamaraan, ang malambot na panghinang ay ginagamit para sa paghihinang ng tanso at tanso sa anyo ng isang wire o baras na may cross section na hanggang 3 mm at isang mas fusible flux.Ang panghinang ay isang haluang metal ng lata, na higit sa 97%, kasama ng iba pang mga metal: tanso, siliniyum, pilak, antimony.
Para saan ang flux?Ang wastong paghihinang ng mga tubo ng tanso ay posible lamang sa pagkilos ng bagay - isang espesyal na komposisyon na tulad ng paste (na may zinc chloride), na inilalapat sa ibabaw ng mga seksyon ng tubo upang pagsamahin sa isang malawak na strip. Ito ay gumaganap ng ilang mga function:
- pinipigilan ang proseso ng oksihenasyon ng metal sa pamamagitan ng pag-alis ng oxygen;
- nagpapabuti ng pagdirikit ng panghinang sa tanso;
- ay isang tagapagpahiwatig ng sapat na pag-init ng metal, mga senyales kung kailan magdadala ng solder at solder na tanso;
- nagtataguyod ng pare-parehong pagkalat ng panghinang sa ibabaw ng kasukasuan.
Inhinyero ng kaligtasan. Sa kabila ng pagiging simple ng proseso, ang mga tubo ng tanso ay dapat na soldered bilang pagsunod sa mga panuntunan sa kaligtasan. Ang panganib ng pagkasunog ay hindi lamang ang apoy ng burner mismo, kundi pati na rin ang pinainit na metal. Ang tanso ay nagsasagawa ng init nang maayos, samakatuwid, sa panahon ng operasyon, hindi lamang ang lugar kung saan inilalagay ang panghinang at ang hinang ay pinainit, ngunit ang buong tubo, at dahan-dahan itong lumalamig. Kung kinakailangan na maghinang ng mga tubo ng tanso na hindi pa naka-built sa sistema ng tubo, kung gayon ang paghahanda ay kinabibilangan ng paglalagay ng mga ito sa mga hindi nasusunog na suporta kung saan maaari silang lumamig nang mahabang panahon. Bago hawakan ang soldered metal mula sa lugar nito, dapat kang maghintay hanggang sa ganap itong lumamig.
Ang agarang panganib ay ang bukas na apoy ng burner, kaya kailangan mong bumili ng tool na maginhawa upang magamit: mas mabuti na may isang movable nozzle sa isang mahabang hose
Ano ang kailangan para sa paghihinang ng mga tubo ng tanso
Ang paghihinang ng mga tubo ng tanso, na hindi mahirap gawin sa iyong sariling mga kamay, ay hindi nangangailangan ng mamahaling kagamitan at anumang mga espesyal na materyales. Upang maayos na maipatupad ito, kakailanganin mo ang mga sumusunod na device.
Ang isang burner, dahil sa kung saan ang panghinang at ang seksyon ng pipe kung saan sila ay konektado ay pinainit. Bilang isang patakaran, ang propane gas ay ibinibigay sa naturang burner, ang presyon nito ay kinokontrol ng isang welding reducer.
Espesyal na tool para sa pagputol ng mga tubo ng tanso. Dahil ang mga produktong gawa sa metal na ito ay napakalambot, dapat itong gupitin nang malumanay upang hindi kulubot ang mga dingding. Ang mga pamutol ng tubo ng iba't ibang mga modelo ay inaalok sa modernong merkado, na naiiba sa kanilang pag-andar at teknikal na kakayahan.
Ang disenyo ng mga indibidwal na modelo ng naturang mga device, na mahalaga, ay nagpapahintulot sa kanila na magamit kahit na para sa trabaho sa mga lugar na mahirap maabot.
Ang isang pipe expander ay isang aparato na nagbibigay-daan sa iyo upang palawakin ang diameter ng isang tansong tubo, na kinakailangan upang mas mahusay na maghinang. Sa iba't ibang mga sistema na naka-mount mula sa mga tubo ng tanso, ang mga elemento ng parehong seksyon ay ginagamit, at upang ikonekta ang mga ito nang husay, kinakailangan upang bahagyang dagdagan ang diameter ng isa sa mga konektadong elemento.
Ito ang problemang ito na nalulutas ng naturang aparato bilang isang pipe expander.
Copper pipe flaring kit
Device para sa chamfering ang mga dulo ng tanso pipe. Pagkatapos ng pag-trim, ang mga burr ay nananatili sa mga dulo ng mga bahagi, na maaaring makagambala sa pagkuha ng isang mataas na kalidad at maaasahang koneksyon. Upang alisin ang mga ito at bigyan ang mga dulo ng mga tubo ng kinakailangang pagsasaayos, ang isang beveler ay ginagamit bago ang paghihinang. Mayroong dalawang pangunahing uri ng mga chamfering device sa merkado ngayon: inilagay sa isang bilog na katawan at ginawa sa anyo ng isang lapis. Ang mas maginhawang gamitin, ngunit mas mahal din, ay mga bilog na aparato na maaaring magproseso ng malambot na mga tubo ng tanso na may diameter na hindi hihigit sa 36 mm.
Upang maayos na ihanda ang mga tubo ng tanso para sa paghihinang, kinakailangan upang alisin ang lahat ng mga impurities at oxides mula sa kanilang ibabaw. Para sa mga layuning ito, ginagamit ang mga brush at brush, na ang mga bristles ay gawa sa bakal na wire.
Ang pagpapatigas ng mga tubo ng tanso ay karaniwang ginagawa gamit ang matigas na panghinang, na maaaring mataas at mababang temperatura. Ang high-temperature solder ay isang tansong kawad na naglalaman ng humigit-kumulang 6% na posporus sa komposisyon nito.Ang nasabing wire ay natutunaw sa temperatura na 700 degrees, habang para sa mababang temperatura nito (tin wire), 350 degrees ay sapat na.
Ang teknolohiya ng paghihinang mga tubo ng tanso ay nagsasangkot ng paggamit ng mga espesyal na flux at paste na gumaganap ng isang proteksiyon na function. Ang ganitong mga flux ay hindi lamang pinoprotektahan ang nabuo na tahi mula sa pagbuo ng mga bula ng hangin sa loob nito, ngunit makabuluhang mapabuti din ang pagdirikit ng panghinang sa materyal na tubo.
Bilang karagdagan sa pagkilos ng bagay, panghinang at iba pang mga pangunahing elemento, ang mga karagdagang tool ay kakailanganin upang maghinang ng mga tubo ng tanso, na makikita sa bawat pagawaan o garahe. Upang maghinang o magwelding ng mga produktong tanso, ihanda din ang:
- regular na marker;
- roulette;
- antas ng gusali;
- isang maliit na brush na may matigas na bristles;
- martilyo.
Bago simulan ang trabaho, mahalaga din na magpasya kung paano maghinang ng mga tubo ng tanso. Maaaring mayroong dalawang pangunahing opsyon: brazing copper (hindi gaanong ginagamit) at paggamit ng soft solder
Kapag nilutas ang isyung ito, mahalagang magpatuloy mula sa katotohanan na may mga kinakailangan para sa paggamit ng isa o ibang uri ng panghinang. Kaya, ang mga matitigas na panghinang ay ginagamit para sa mga elemento ng paghihinang ng mga yunit ng pagpapalamig at mga air conditioner. Sa lahat ng iba pang mga kaso (mga sistema ng supply ng tubig, mga sistema ng pag-init, atbp.), maaaring gamitin ang tin wire. Ngunit anuman ang napiling teknolohiya, dapat itong alalahanin na ang pagkilos ng bagay ay kinakailangan sa anumang kaso.

Mga brush para sa pagtanggal ng panloob na ibabaw ng isang tubo na tanso bago paghihinang
Mga panuntunan para sa paghihinang tanso
Kapag kinakailangan na maghinang ng isang produktong tanso o isang produkto na naglalaman ng mga bahagi ng tanso, imposibleng magbigay ng isang hindi malabo na sagot kung paano at ano ang pinakamahusay na paraan upang gawin ito. Ang pagpili ng paraan at mga tool ay depende sa maraming mga kadahilanan, tulad ng laki at bigat ng mga bahagi, ang kanilang komposisyon. Isinasaalang-alang din ang pagkarga kung saan ang mga na-soldered na produkto ay dapat isailalim din. Mayroong ilang mga paraan ng paghihinang, at ito ay mas mahusay na malaman ang lahat ng ito upang piliin ang pinaka-angkop na isa kung kinakailangan.
Paghihinang ng malalaking bahagi
Scheme ng capillary soldering ng tanso.
Kung kailangan mong maghinang ng napakalaking o malalaking bahagi na hindi mapainit sa nais na temperatura gamit ang isang panghinang, isang tanglaw at tansong panghinang ang ginagamit. Ang pagkilos ng bagay sa kasong ito ay borax. Ang lakas ng copper-phosphorus solder ay mas mataas kaysa sa karaniwang tin solder.
Ang isang manipis na layer ng flux ay inilalapat sa pipe o wire na nalinis nang mekanikal. Pagkatapos nito, ang isang angkop ay inilalagay sa pipe, din mekanikal na nalinis. Gamit ang isang gas burner, ang junction ay pinainit hanggang ang flux-coated na tanso ay magbago ng kulay. Ang pagkilos ng bagay ay dapat maging kulay-pilak, pagkatapos ay maaari kang magdagdag ng panghinang. Ang panghinang ay agad na natutunaw at tumagos sa puwang sa pagitan ng tubo at ng angkop. Kapag ang mga patak ng panghinang ay nagsimulang manatili sa ibabaw ng mga tubo, ang panghinang ay aalisin.
Huwag magpainit nang labis ang mga tubo, dahil hindi ito nakakatulong sa paglitaw ng isang mas malaking epekto ng capillary. Sa kabaligtaran, ang tanso na pinainit hanggang sa kadiliman ay hindi gaanong nabebenta. Kung ang metal ay nagsimulang umitim, ang pag-init ay dapat itigil.
Paghihinang ng mga wire o wire
Ang zinc chloride solder ay hindi dapat gamitin upang maghinang ng manipis na mga wire na tanso, dahil sisirain nito ang tanso. Kung walang flux na magagamit, sa kasong ito maaari mong matunaw ang isang aspirin tablet sa 10-20 ml ng tubig.
Scheme ng copper welding sa isang inert gas na kapaligiran.
Ang tansong kawad o mga bahagi na gawa sa kawad ng iba't ibang mga seksyon ay madaling pinainit sa nais na temperatura gamit ang isang panghinang na bakal. Ang rehimen ng temperatura ay dapat na kung saan natutunaw ang panghinang, lata o tingga-lata, at ang paghihinang ay ginagawa rin nito. Ang mga flux ay dapat na naglalaman o ginawa mula sa rosin, ang langis ng paghihinang o kahit na rosin mismo ay maaaring gamitin.
Ang ibabaw ng wire ay nalinis ng dumi at oxide film, pagkatapos nito ang mga bahagi ay tinned.Ang prosesong ito ay nagsasangkot ng paglalapat ng isang manipis na layer ng flux o rosin sa pinainit na tanso, at pagkatapos ay panghinang, na ibinahagi sa ibabaw nang pantay-pantay hangga't maaari gamit ang isang panghinang na bakal. Ang mga bahagi na kailangang konektado ay konektado at pinainit muli gamit ang isang panghinang hanggang sa ang solidified na panghinang ay magsimulang matunaw muli. Kapag nangyari ito, ang panghinang na bakal ay tinanggal at ang joint ay lumalamig.
Ang mga bahagi ay maaaring i-clamp sa isang bisyo upang ang distansya sa pagitan ng mga ito ay 1-2 mm. Ang flux ay inilapat sa mga bahagi at pinainit. Ang panghinang ay dinadala sa puwang sa pagitan ng mga mainit na bahagi, na matutunaw at punan ang puwang. Ang temperatura ng pagkatunaw ng panghinang para sa paghihinang sa ganitong paraan ay dapat na mas mababa kaysa sa temperatura ng pagkatunaw ng tanso upang ang mga bahagi ay hindi mag-deform. Lumalamig ang bahagi, pagkatapos ay hugasan ito ng tubig at tapos, kung kinakailangan, gamit ang papel de liha hanggang makinis at pare-pareho.
Paghihinang ng mga pinggan o mga butas sa paghihinang sa tanso
Kapag naghihinang ng mga pinggan, purong lata ang ginagamit, ang punto ng pagkatunaw nito ay mas mataas kaysa sa lata o panghinang na naglalaman ng tingga. Minsan, para sa paghihinang ng malalaking bahagi, ginagamit ang mga martilyo na panghinang, pinainit sa isang bukas na apoy na may gas burner o blowtorch. Sa hinaharap, ang lahat ay nangyayari ayon sa karaniwang pamamaraan: paglilinis, fluxing at tinning, pagsali sa mga bahagi at pagpainit gamit ang isang panghinang na bakal. Ito ay para sa paghihinang na ito na ang purong lata na panghinang ay maginhawa.
Mula sa loob, ang angkop, bilang panuntunan, ay may hangganan na pumipigil sa pag-thread nito sa pipe. Maaari itong alisin gamit ang isang magaspang na file kung ang fitting ay kailangang itulak sa pipe nang higit pa kaysa sa nilalayon at ang hindi kinakailangang butas ay dapat na soldered sa ganitong paraan.
Mga tampok ng paghihinang na may malambot at matitigas na mga panghinang
Koneksyon ng tansong tubo ay may ilang mga katangiang katangian. Ang mga ito ay lalo na binibigkas kapag gumagamit ng iba't ibang mga materyales.
Ang paghihinang ng mga link na may fusible solder ay isinasagawa sa temperatura na 175–315ᵒC. Ang paghihinang na may mga solidong komposisyon ay isinasagawa kapag ang pinagsamang ay pinainit sa temperatura na 650–815ᵒC.
Ang malambot na paghihinang ay ginagamit para sa paghihinang ng mga tubo ng tanso na may panloob na diameter na hanggang 22 mm, at matigas na haluang metal na may diameter na 22 mm o higit pa.
 Soft and Brazing Solder - Paglalarawan
Soft and Brazing Solder - Paglalarawan
Sa sapat na pag-init, ang inilapat na layer ng flux ay kumukulo. Sa panahon ng pagtunaw ng malambot na panghinang, ang isang tinunaw na patak ay nabuo, na gumaganap ng isang mahalagang papel sa malakas na koneksyon ng mga tubo. Itinutulak ng boiling flux ang tunaw na komposisyon palabas ng magkasanib na espasyo. Sa ilalim ng pagkilos ng mga puwersa ng maliliit na ugat, ang haluang metal na panghinang ay iginuhit sa kasukasuan habang ito ay lumalamig.
Kapag naghihinang gamit ang mga matitigas na panghinang, isang manipis na malambot na metal gasket ang ipinapasok sa pagitan ng mga elementong ibebenta. Ang mga konektadong bahagi ay ligtas at matatag na naayos gamit ang isang gasket ng gabay.
Ang isang simpleng pamamaraan para sa paghihinang ng mga tubo ng tanso at ang pagkakaroon ng lahat ng mga materyales ay nagpapahintulot sa iyo na gawin ang gawaing ito sa iyong sarili sa bahay.
Kaugnay na video: Paghihinang ng mga tubo ng tanso "aking karanasan"
Isang seleksyon ng mga tanong
- Mikhail, Lipetsk - Anong mga disc para sa pagputol ng metal ang dapat gamitin?
- Ivan, Moscow — Ano ang GOST ng metal-rolled sheet steel?
- Maksim, Tver — Ano ang pinakamahusay na mga rack para sa pag-iimbak ng mga produktong metal?
- Vladimir, Novosibirsk — Ano ang ibig sabihin ng ultrasonic processing ng mga metal nang walang paggamit ng mga nakasasakit na sangkap?
- Valery, Moscow — Paano gumawa ng kutsilyo mula sa isang tindig gamit ang iyong sariling mga kamay?
- Stanislav, Voronezh - Anong kagamitan ang ginagamit para sa paggawa ng galvanized steel air ducts?
proseso ng paghihinang
Binubuo ito sa pagsasagawa ng mga sunud-sunod na operasyon:
- ang tubo ay pinutol sa mga segment ng mga kinakailangang sukat, na minarkahan para sa kaginhawahan - supply o pagbabalik;
- ang chamfer ay tinanggal mula sa gilid;
- ang mga gilid ay nalinis ng 2 cm: panlabas sa pipe, pati na rin ang panloob sa socket;
- ang flux ay inilapat na may isang strip kasama ang nalinis na mga ibabaw (panlabas at panloob);
- ang koneksyon ay binuo: ang tubo ay ipinasok sa socket;
- ang labis na pagkilos ng bagay ay tinanggal gamit ang isang tuwalya ng papel, ngunit hindi ganap - isang gilid ng 1-2 mm ang natitira;
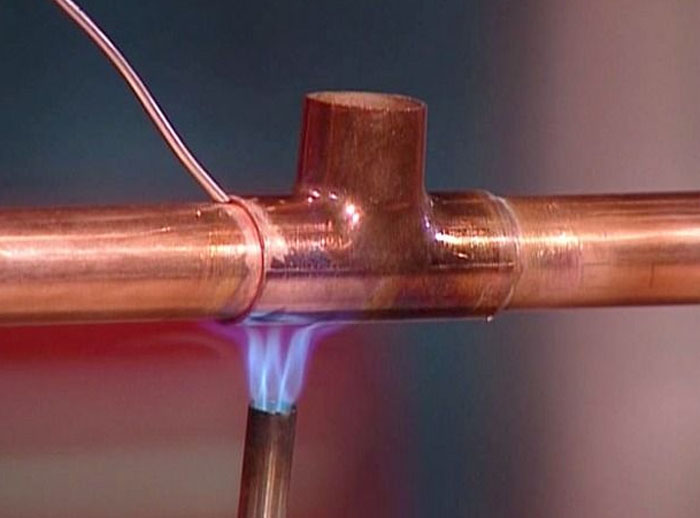
- ang burner ay nag-aapoy, ang apoy ay dinadala sa kantong;
- ang ibabaw ay pinainit para sa 10-15 segundo sa isang tiyak na temperatura - ang pagkilos ng bagay ay dapat makakuha ng isang kulay ng lata;
- Ang panghinang ay inilalagay sa ibabaw ng kasukasuan, kapag pinainit, ito ay iguguhit sa kasukasuan, kumalat sa kahabaan ng tahi, pinupunan ito.
Kung ang joint ng joint ay hindi nalinis ng bristles o dust, at bilang isang resulta ang soldered seam ng tansong water pipe ay tumagas, kung gayon ang higpit ay maaaring maibalik gamit ang isa sa dalawang pamamaraan:
Gamit ang isang panghinang na bakal
- ang ibabaw ay nalinis, ginagamot ng phosphoric acid, pinainit ng isang panghinang na bakal, inilapat ang lata;
- gamit ang isang tanglaw: ang flux ay inilapat sa nalinis na ibabaw, pinainit, inilalagay ang panghinang, natunaw.
Paano maghinang ng tanso gamit ang isang gas torch
Maaari mong ihinang ang tansong tubo tulad ng sumusunod:
- Linisin ang lugar ng paghihinang gamit ang isang pinong file, papel de liha o isang metal brush.
- Durugin ang rosin at iwiwisik ang lugar ng paghihinang.
- Painitin ang tubo sa apoy ng gas hanggang sa matunaw ang rosin.
- Maglagay ng solder POS-30 o 40 at tunawin ito gamit ang isang soldering iron, ipamahagi ito sa ibabaw.
Sa pang-araw-araw na buhay, ang pagproseso ng tanso ay nakatagpo hindi lamang kapag kinakailangan upang maghinang ng mga tubo ng tanso para sa pagpainit o pagtutubero, kundi pati na rin sa pag-aayos ng kotse, kung ang isang crack o pagtagas ay lilitaw sa radiator ng kotse. Sa kasong ito, ang do-it-yourself na paghihinang ng isang tansong radiator ay tapos na. Sa halip na gas burner, ang mga motorista ay gumagamit ng makapangyarihang 250 W electric soldering iron para sa mga copper pipe. Para sa pagtanggal ng tanso, isang papel de liha o isang metal na brush ang ginagamit, at para sa paghihinang lata, rosin o orthophosphoric acid ay ginagamit bilang paghihinang acid.
Paghihinang gamit ang isang panghinang sa bahay
Ang paghihinang ng tanso gamit ang isang panghinang na bakal ay mas madali kaysa sa paggamit ng sulo. Ang pamamaraan ay ang mga sumusunod:
- Ang ibabaw ng radiator ay nililinis gamit ang isang pinong butil na papel de liha o brush.
- Ang ilang patak ng acid ay pantay na inilapat sa mga gilid ng nasirang lugar.
- Ang crack ay pinainit gamit ang isang electric soldering iron, dinadala ang panghinang. Natunaw, pinupuno ng lata ang butas.
Ang self-soldering copper pipe para sa pagpainit o supply ng tubig, ang pag-aayos ng mga bitak sa mga radiator ay isang simpleng proseso ng teknolohiya na maaaring gawin sa bahay gamit ang isang maliit na hanay ng mga tool.
PANOORIN ANG VIDEO
Ang paghihinang ng tanso sa bahay ay nasa kapangyarihan ng bawat tao.
Mga tool at materyales para sa paghihinang tanso
- pamutol ng tubo;
- beveler;
- pipe expander;
- metal na lana;
- vise;
- plays;
- sipit;
- panghinang;
- panghinang;
- pagkilos ng bagay;
- borax;
- paghihinang langis;
- gas-burner.
Diagram ng isang electric welding machine.
Kinakailangan ang pamutol ng tubo upang maputol ang mga tubo sa haba. Ang prinsipyo ng pagpapatakbo ng mga pamutol ng tubo ay pareho, kahit na maraming mga modelo ang ibinebenta. Ang tubo para sa pagputol nito ay naka-clamp sa pagitan ng mga roller at ng talim, pagkatapos ay ang pipe cutter ay pinaikot sa paligid, apreta ang ilalim na bolt sa isang third ng isang pagliko. Upang makakuha ng isang makinis na gilid, ang tubo ay mahigpit na gaganapin patayo sa tool. Karaniwang pinuputol ang tubo sa 5-6 na pagliko. Sa isang gas burner, posible na magsagawa ng mababang temperatura na paghihinang ng tanso, dahil ang temperatura nito ay hindi lalampas sa 450 °. Hindi lahat ng mga disenyo ng sulo na magagamit sa komersyo ay angkop para sa paghihinang.
Bago pumili ng isang burner para sa paghihinang tanso, kailangan mong bigyang-pansin ang mga tagubilin, dahil ang mga burner na nagsisimula sa pag-aapoy ng barbecue ay hindi angkop para sa layuning ito. Paano maghinang ng tanso nang tama? Kailangan mong gawin ito gamit ang isang panghinang na bakal o isang burner na may makitid na apoy
Ang ganitong burner ay magpapainit ng tubo sa loob ng ilang segundo, at ang gas cartridge ay tatagal ng mahabang panahon na may matipid na paggamit. Kapag pumipili ng burner, kailangan mong tingnan ang komposisyon ng gas sa silindro. Bilang isang patakaran, ito ay pinaghalong propane at butane, ngunit kung mas mataas ang nilalaman ng butane, mas mataas ang temperatura ng apoy.
Ang metal na lana ay ginagamit upang linisin ang tanso bago magtrabaho gamit ang isang tanglaw at panghinang na bakal. Mahigpit niyang pinipiga ang dulo ng tubo o kawad at gumagawa ng ilang paikot-ikot na paggalaw nang may pagsisikap. Ito ay sapat na para sa kawad, at ang tubo ay dapat ding malinis mula sa loob. Ang mga makitid na tubo (fitting) ay maaaring linisin gamit ang mga espesyal na brush na idinisenyo para dito, habang mahigpit na ipinagbabawal ang paggamit ng papel de liha, lalo na ang malalaking fraction, at higit pa sa isang file. Ang tanso ay isang malambot na metal, at kapag gumagamit ng papel de liha, ang mga bahagi ng papel de liha ay mananatili sa ibabaw, na pumipigil sa pagdirikit at magandang pagbubuklod.
Scheme ng spot welding ng tanso.
Maaaring mabili ang panghinang na naka-coiled para sa kadalian ng paggamit. Ito ay isang tin wire na may diameter na humigit-kumulang 3mm
Maipapayo na bigyang-pansin ang kawalan ng tingga sa panghinang, na dapat ipahiwatig ng isang espesyal na inskripsyon sa likid. Ang isang mahalagang bahagi para sa paghihinang ay ang pagkilos ng bagay, na binabasa ang base metal (tanso sa kasong ito) bago ang paghihinang, na tumagos sa lahat ng mga capillary
Ang pagkilos ng bagay ay kumakalat sa ibabaw sa ilalim ng pagkilos ng mga puwersa ng capillary. Bago ang paghihinang ng tama, ang ibabaw ay dapat na ganap na malinis at walang mga oxide. Ang tahi ay magiging malakas lamang kung ang mga bahagi ay protektado mula sa oxygen na naroroon sa hangin. Ang paggamit ng flux ay nagdaragdag ng solder adhesion sa isang par na may mekanikal na paglilinis ng mga ibabaw.
Kapag gumagamit ng flux, hindi mahalaga kung ito ay para sa lead-free o lead-free solder, ang mga varieties na ito ay mapagpapalit. Ang mga flux para sa pagpapatigas ng hindi kinakalawang na asero ay hindi angkop para sa paggamit sa tanso. Maaari ding gamitin ang ordinaryong rosin, ngunit maaaring may mga problema sa paggamit nito.


