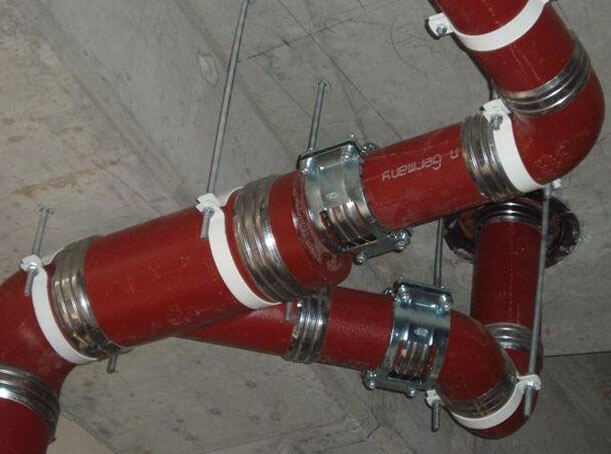
Koneksyon ng mga metal pipe
Hindi gaanong madalas, kapag naglalagay ng mga komunikasyon, ginagamit din ang mga metal pipe. Sa mga ito, ang pinakasikat ay ang cast iron at metal.
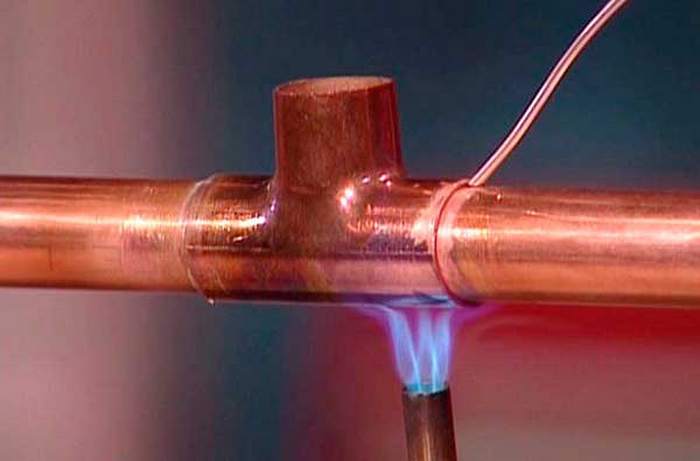
Upang maghinang ng isang tansong tubo, kailangan mong bumili ng isang espesyal na tool - panghinang. Ito ay ginawa mula sa malambot na fusible na metal tulad ng lata, tanso, atbp. Ang panghinang ay nasa anyo ng mga metal rod (matigas na panghinang para sa paghihinang sa mataas na temperatura) o pinong kawad (para sa paghihinang sa temperatura hanggang 459 degrees).
Ang koneksyon ng mga tubo ng tanso sa pamamagitan ng paghihinang ay ganito:
- Ang mga kinakailangang piraso ng tuba ay pinutol;
- Sa tulong ng isang pipe expander, ang cast-iron pipe ay lumalawak mula sa isang dulo (sa hinaharap, ang naturang pagpapalawak ay gaganap ng papel ng isang socket);
- Dalawang tubo ay degreased at naproseso na may isang espesyal na flux paste para sa isang mataas na kalidad na koneksyon ng panghinang na may tanso;
- Pagkatapos nito, kailangan mong gumamit ng panghinang para sa paghihinang.
- Kaya, pinoproseso namin ang mga joints ng dalawang tubo na may burner hanggang sa matunaw ang solder.
- Matapos makumpleto ang koneksyon ng mga tubo ng tanso, kailangan mong alisin ang mga labi ng panghinang na may tuyong basahan at payagan ang mga elemento na ganap na palamig.
- Upang lumikha ng mga pagliko ng linya, ginagamit ang mga espesyal na kabit na tanso, na ibinebenta sa parehong paraan.
Sumasali kami sa cast iron

Ang mga tubo ng cast iron ay hindi gaanong ginagamit ngayon, gayunpaman, mayroon din silang karapatan sa buhay. Ang koneksyon ng mga tubo ng cast-iron ay kadalasang ginagawa sa isang socket. Ang teknolohiya ay ganito ang hitsura:
- Ang pinalawak na dulo ng tubo ay ganap na nalinis at degreased;
- Ang manipis na dulo ng tubo ay ipinasok din dito, na walang taba din;
- Ngayon ang libreng puwang sa socket ay puno ng hila sa rate na 1/3 ng buong magagamit na lugar, upang sa ibang pagkakataon ang hila ay hindi makapasok sa system;
- Pagkatapos nito, ang natitirang espasyo ay puno ng asbestos na semento, asupre, sealant o lumalawak na semento. Naghihintay para sa kumpletong pagpapatayo. Ito ay kung paano konektado ang dalawang cast-iron tubes.
Bilang karagdagan, posible na sumali sa mga tubo ng cast-iron sa tulong ng mga kabit ng iba't ibang mga pagsasaayos. Kaya, ginagamit ang mga fitting, saddle, couplings, atbp.
Welding ng cast iron na may mga electrodes na nakabatay sa tanso
Ang welding na may mga electrodes na nakabatay sa tanso ay ginagamit sa lahat ng kaso kung saan hindi kinakailangan ang mataas na lakas ng weld. Ang tanso, tulad ng nikel, ay hindi bumubuo ng mga compound na may carbon, ngunit halos hindi ito natutunaw sa bakal. Samakatuwid, ang idineposito na tahi ay hindi homogenous; ang mga pagsasama ng isang high-carbon iron phase ng tumaas na katigasan ay matatagpuan sa base ng tanso.
Ang mga electrodes ng tanso-bakal na OZCH-2, OZCH-6 ay ginawa mula sa isang tansong baras na may patong ng calcium fluoride, kung saan idinagdag ang 50% na pulbos na bakal. Ang mga electrodes na ito ay ginagamit para sa mga welding crack sa mga water jacket ng mga bloke ng engine, block head, atbp. Ang crack ay drilled sa mga dulo at pinutol sa isang anggulo ng 70-90 ° para sa 2/3 ng kapal ng bahagi. Ang mga gilid ng bitak ay maingat na nililinis, dahil ang mga bakas ng kalawang, langis at iba pang mga kontaminant ay nagdudulot ng porosity ng tahi. Ang welding ay isinasagawa gamit ang isang maikling arko sa direktang kasalukuyang ng reverse polarity na may mga pagkagambala upang palamig ang bahagi sa temperatura na 50-60 ° C. Upang makakuha ng mas mahigpit na tahi, ang mga seksyon ng 40-60 mm ay huwad kaagad pagkatapos ng hinang. Ang layer na idineposito sa mga electrodes ng OZCH ay tanso na puspos ng bakal na may interspersed na matigas na bakal na may mataas na tigas. Sa hangganan ng tahi, ang mga bleaching zone ay matatagpuan sa magkahiwalay na mga seksyon. Sa kabila ng medyo mataas na katigasan, ang tahi ay maaaring makina ng isang carbide tool. Ang copper-nickel electrodes MNP-2 ay mga rod na gawa sa monel metal (28% copper, 2.5% iron, 1.5% manganese, ang natitira ay nickel). Ang nickel ng mga electrodes na ito ay hindi bumubuo ng mga compound na may carbon, kaya ang weld ay nakuha na may mababang katigasan, ang pinalamig na cast iron zone ay halos wala, ang hardened cast iron zone ay may mababang katigasan, na madaling mabawasan ng kaunting tempering.Bilang karagdagan, ang mas kaunting mga pores at mga bitak ay nabuo sa tahi, mas madaling iproseso, ngunit ang lakas nito ay mababa. Samakatuwid, ang mga electrodes ng tanso-nikel ay kadalasang ginagamit kasama ng mga electrodes na tanso-bakal. Ang una at huling mga layer ay inilalapat sa mga electrodes na tanso-nikel (upang matiyak ang density sa unang layer, at mapabuti ang pagproseso sa huli), ang natitira ay pinagsama sa mga electrodes na tanso-bakal. Ang pag-surf sa mga electrodes na tanso-nikel ay isinasagawa sa parehong paraan tulad ng sa mga electrodes na tanso-bakal.
Para sa malamig na welding at surfacing ng cast iron (ibig sabihin, welding at surfacing na ginanap nang walang preheating) na may mga espesyal na electrodes, karaniwan na isagawa ang proseso na may pinakamababang input ng init sa maikling beads na 25-60 mm ang haba na may paglamig ng bawat superimposed bead sa hangin sa temperatura na hindi hihigit sa 60 ° C . Minsan inirerekumenda na pekein ang bawat roller na may magaan na suntok ng martilyo.
Ang mga welding stresses na nagmumula sa istraktura bilang isang resulta ng pag-init ay maaaring alisin nang halos ganap kung ang mga karagdagang plastic deformation ay nilikha sa hinangin at ang init na apektadong zone. Ito ay maaaring makamit sa pamamagitan ng forging seams. Isinasagawa ang forging sa proseso ng paglamig ng metal sa temperaturang 450 °C at mas mataas, o mula sa 150 °C at mas mababa. Sa hanay ng temperatura na 400-200 °C, dahil sa nabawasan na plasticity ng metal sa panahon ng forging, maaaring mabuo ang mga luha. Ang espesyal na pagpainit ng welded joint para sa forging, bilang panuntunan, ay hindi kinakailangan. Ang mga suntok ay manu-manong inilapat gamit ang isang martilyo na tumitimbang ng 0.6-1.2 kg na may isang bilugan na ulo o may isang pneumatic hammer na may maliit na pagsisikap na baguhin ang pattern ng tahi. Sa multilayer welding, ang bawat layer ay huwad, maliban sa una, kung saan ang mga bitak at nakaharap ay maaaring mangyari mula sa epekto. Ang pamamaraan na ito ay napaka-epektibo para sa pag-alis ng mga stress kapag nagwelding ng mga bitak at nagsasara ng mga welds sa matibay na contour ng mga bahagi at assemblies na gawa sa mga istrukturang bakal at cast iron.
Ang paggawa ng welded joint ay nakakatulong din sa pagtaas ng lakas ng pagkapagod ng istraktura.
Mga view:
152
Cast iron grey
Ang gray cast iron ay malawakang ginagamit sa mechanical engineering. Nakuha nito ang pangalan nito mula sa kulay abong kulay ng bali, dahil sa pagkakaroon ng libreng carbon sa anyo ng grapayt sa istraktura ng cast iron. Ayon sa uri ng base ng metal, ang mga gray na cast iron ay pearlitic, pearlitic-ferritic at ferritic.
Talahanayan 1. Gray cast iron, ang kanilang mga pangunahing katangian at aplikasyon
| Tatak | σv MPa | HB | Mga katangian at aplikasyon |
| SC10 | 275 | 139-274 | Mga casting na mababa ang responsibilidad na may kapal ng pader na hanggang 15 mm (mga case, cover, casing, atbp.), Mga bahagi kung saan ang katangian ng lakas ay hindi sapilitan - mga flasks, fitting, frame, pan, pandekorasyon na bahagi, napakalaking haligi ng gusali, pundasyon mga slab |
| MF15 | 314 | 160-224 | Mga casting na mababa ang responsibilidad na may kapal ng pader na 10 - 30 mm (mga tubo, mga katawan ng balbula, mga balbula sa presyon na hanggang 20 MPa, atbp.), mga bahagi ng katawan na hindi gaanong na-load, mga sub-engine plate, lever, pulley, flywheels, langis at mga coolant container, filter housing, flanges, cover, chain sprocket |
| MF18 | 354 | 167-224 | Mga responsableng paghahagis na may kapal ng pader na 10 - 20 mm (mga pulley, gear, kama, calipers, atbp.) |
| MF20 | 397 | 167-236 | Mga kritikal na casting na may kapal ng pader hanggang 30 mm (mga bloke ng silindro, piston, drum ng preno, karwahe, atbp.), Para sa paggawa ng mga pangunahing bahagi ng katawan na may tumaas na lakas at resistensya ng pagsusuot, mga bahagi na nangangailangan ng higpit sa mga presyon hanggang 8 MPa (80 kgf / cm2 ), housing, gearbox, headstock, balancer, faceplate, manggas, karwahe, cylinder, pump, spool, fitting, compressor |
| MF25 | 450 | 176-245 | Mga kritikal na paghahagis na may kapal ng pader na hanggang 40 mm (mga hulma ng mamatay, piston ring, atbp.), Para sa paggawa ng mga pangunahing bahagi ng katawan na may tumaas na lakas at paglaban sa pagsusuot, mga bahagi na napapailalim sa tumaas na mga kinakailangan para sa higpit |
| SC3O | 490 | 177-250 | Ang mga kritikal na castings na may kapal ng pader hanggang sa 60 mm (pistons, diesel liners, frame, dies, atbp.), Para sa paggawa ng mga bracket, table at caliper slide, surface hardened parts, cylinders, pump housings, diesel engine at internal combustion engine, piston ring, crankshafts at camshafts |
| MF35 MF45 | 540 | 193-264 | Ang mga responsableng high loaded na castings na may kapal ng pader na hanggang 100 mm (maliit na crankshaft, mga bahagi ng steam engine, atbp.) ng mga bahagi kung saan ang mga kinakailangan sa higpit ay ipinapataw sa presyon na higit sa 8 MPa |
Ang graphite ay may mababang mekanikal na katangian. Nilalabag nito ang integridad ng base ng metal. Matatagpuan sa pagitan ng mga butil ng base ng metal, ang grapayt ay nagpapahina sa bono sa pagitan nila. Samakatuwid, ang gray na cast iron ay may mahinang tensile strength at napakababang ductility at tigas. Ang mas malaki at mas tuwid ang mga graphite inclusions, mas malala ang mekanikal na katangian ng cast iron. Ang tigas ng grey cast iron, pati na rin ang paglaban nito sa compression, ay malapit sa mga bakal, na may parehong istraktura tulad ng metal base ng cast iron.
Ang graphite ay mayroon ding ilang positibong epekto sa mga katangian ng cast iron, lalo na, pinatataas nito ang wear resistance, kumikilos katulad ng lubrication, pinatataas ang machinability, dahil ginagawa nitong malutong ang mga chips, nakakatulong na mapahina ang mga vibrations ng produkto, at binabawasan ang pag-urong sa paggawa ng mga casting. .
Ang mga mekanikal na katangian ng grey cast iron ay maaaring mapabuti sa pamamagitan ng pantay na pamamahagi ng fine lamellar graphite sa casting. Ito ay nakamit sa pamamagitan ng espesyal na pagproseso - pagbabago, kapag ang mga additives ay ipinakilala sa likidong bakal bago ang paghahagis, na bumubuo ng mga karagdagang sentro ng graphitization, na nagreresulta sa fine-lamellar graphite. Ang cast iron na may ganitong grapayt ay tinatawag na modified. Naiiba ito sa ordinaryong grey cast iron sa mas mataas na lakas ng makunat, ngunit ang ductility at tigas nito ay hindi nagpapabuti sa panahon ng pagbabago.
Ayon sa GOST 1412-85, ang mga titik na SCh sa pagtatalaga ng grado ng cast iron ay nangangahulugang - grey cast iron. Ang dalawang-digit na pigura ay tumutugma sa lakas ng makunat σv MPa. Pina-normalize ng pamantayan ang lakas ng makunat ng mga gray na cast iron σv = 274÷637 MPa, tigas - 143÷637 HB at komposisyon ng kemikal.
Ang mga pangunahing katangian ng grey cast iron at ang paggamit nito ay ipinapakita sa talahanayan 1.
Valve device
Dalawang uri ng mga balbula ang maaaring mai-install sa mga sistema ng pagtutubero at pag-init:
- bola;
- balbula.
Ang gumaganang elemento ng ball valve ay isang bola na matatagpuan sa loob ng katawan. Ang bola ay may through hole. Kung ang balbula ay bukas, pagkatapos ay ang bola ay nakabukas sa pamamagitan ng butas patungo sa daloy ng tubig. Sa saradong posisyon, ang bola ay lumiliko sa tubig na may bingi. Ang pag-ikot ng elemento ng pag-lock ay isinasagawa sa tulong ng isang hawakan.

Ball valve device
Ang shut-off na elemento ng balbula ng balbula ay isang balbula na may gasket, na matatagpuan sa isang suliran, na ibinababa at itinaas sa pamamagitan ng pag-ikot ng hawakan.
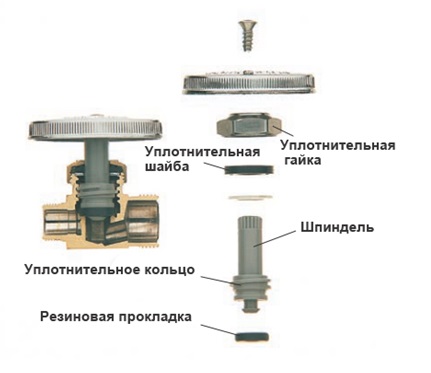
Valve valve device
Ang ball valve, hindi katulad ng valve device, ay isang shut-off valve at hindi maaaring gamitin upang ayusin ang daloy ng fluid. Ang balbula ng bola ay hindi maaaring ayusin, at sa kaganapan ng isang malfunction sa pagpapatakbo ng aparato, ang kumpletong kapalit nito ay kinakailangan.
Mga kalamangan ng ductile iron pipe
Sa ilang mga kaso, ang mga extra strong cast iron pipe na ginagamit para sa supply ng tubig ay kailangang-kailangan dahil mayroon silang mga sumusunod na katangian at katangian:
- Ang kakayahang makatiis ng fluid pressure sa system hanggang sa 1.6 MPa at mas mataas.
- Magandang paglaban sa mga pagbabago sa kahalumigmigan at biglaang pagbabago sa temperatura.
- Lumalaban sa kaagnasan.
- Paglaban sa mekanikal na pinsala.
- Lakas.
- Plastic.
- Dali ng pag-install.
- Mahabang buhay ng serbisyo - hanggang sa 100 taon.
Gayundin, bilang karagdagan sa mahusay na pisikal at mekanikal na mga katangian, ang ductile iron sewer pipe ay environment friendly:
- ang tubig na dumadaan sa naturang mga tubo ay nananatiling ganap na hindi nakakapinsala at angkop para sa pagkonsumo, dahil hindi ito nadumhan ng anumang mga dayuhang dumi;
- sa pagtatapos ng buhay ng serbisyo, ang mga tubo ay maaaring ganap na itapon nang walang pinsala sa kapaligiran.
Pagkonekta ng mga plastik at cast iron pipe
Paano ikonekta ang mga tubo ng bakal na may plastik? Ang lahat ay nakasalalay sa dahilan na nagtutulak sa hakbang na ito. At ito ay hindi kinakailangang maging kapalit (extension) ng isang cast-iron line.
Ang isa sa mga posibleng sitwasyon ay ang paglitaw ng mga sitwasyong pang-emergency sa umiiral na kantong ng plastic - cast iron.
Sa una, ipinapalagay na ang koneksyon ng mga tubo ng cast-iron na may plastik ay hindi sasailalim sa mga extraneous na impluwensya (temperatura o mekanikal na impluwensya). Sa madaling salita, ang mga pagtagas ay nangyayari dahil sa depressurization (nasira ang higpit) ng junction.
Maaaring mangyari ang pagtagas bilang resulta ng:
- Water hammer, na napakabihirang.
- Mga biglaang pagbabago sa temperatura (halimbawa, kapag pinapatay / sa mainit na tubig o paglipat mula sa malamig patungo sa mainit na tubig).
Sa huling kaso, ang sanhi ng problema ay nakasalalay sa iba't ibang mga koepisyent ng pagpapalawak ng cast iron at plastic, pati na rin sa isang hindi magandang kalidad na angkop (adapter ng alkantarilya mula sa cast iron hanggang sa plastik). Ang huli ay maaaring magkaroon ng bitak dahil ang cast iron ay hindi lumalawak nang pantay-pantay ng plastic. Bilang karagdagan, ang angkop ay maaari lamang mag-unwind (ang pangkabit ay humina).
Upang malutas ang problema na lumitaw, kakailanganin mong palitan ang pagod na bahagi (paglipat mula sa cast iron hanggang sa plastik) o higpitan ang "self-rolling". Dapat pansinin na ang mataas na kalidad na modernong mga kabit ay protektado mula sa kusang pag-unwinding. Bilang karagdagan, maaari mong gamitin ang crimping ng mga naturang produkto. Iyon ang dahilan kung bakit ito ay mas mahusay na hindi upang i-save sa mga accessories.
Polypropylene fitting, na idinisenyo upang ikonekta ang mga plastik at metal na tubo
Ang isa pang senaryo ay ang pangangailangan na pahabain ang linya ng cast-iron. Ang pagkakataong makatipid ng pera sa pamamagitan ng pagkumpleto ng mga plastic wiring sa paligid ng apartment, na konektado sa kasalukuyang cast-iron riser, ay maaaring itulak ang parehong hakbang. Ngunit, kung ang isang metal riser ay nananatili, ang problema ay hindi ganap na maalis - mayroong isang mataas na posibilidad ng pagtagas sa joint (transition ng dumi sa alkantarilya mula sa plastic sa cast iron).
Dahil ang docking ng "cast iron-plastic" na mga sistema ay matagal nang inilagay sa stream, sa modernong merkado maaari kang makahanap ng tulad ng isang elemento bilang isang transitional rubber cuff (standard diameters).
Paano Magbubuklod ng Metal sa Plastic
Ang pagpili ng paraan ng koneksyon ng pipe ay depende sa uri ng cast iron pipe na magagamit:
- cast iron socketless pipe;
- tubo na may socket.
Sa huling kaso, ang isang ordinaryong gumagamit (nang walang espesyal na pagsasanay) ay makakapag-dock ng mga indibidwal na elemento. Kung hindi man (nasira ang socket o wala ito), kakailanganin mong gumamit ng press fitting na may partikular na disenyo - sa isang dulo ay may socket (koneksyon sa isang plastic na linya), at sa kabilang dulo ay may thread. gupitin para sa koneksyon sa isang dulo ng cast-iron. Maaari kang magpasok ng isang plastic pipe sa isang cast iron pipe kung bumili ka nang maaga:
- adaptor para sa isang cast-iron sewer pipe o press fitting;
- sealing material, na maaaring gamitin ng tow o teflon tape;
- wrenches (dalawang piraso).
Ang mga yugto ng naturang koneksyon ay maaaring inilarawan bilang mga sumusunod:
- I-unscrew ang umiiral na coupling (sliding cast-iron coupling) sa lugar kung saan ito binalak na dalhin ang plastic line. Bilang kahalili, maaari mo lamang putulin ang cast-iron pipe gamit ang isang gilingan.
- Sa handa na dulo ng metal, gupitin ang thread, lubricating ang lugar na ito ng langis (solid oil).
- Punasan ang mga thread, wind sealing material sa paligid nito at mag-lubricate ng silicone sealant.
- I-screw sa press fitting - ang operasyon ay inirerekomenda na gawin nang manu-mano, nang hindi gumagamit ng susi. Kung hindi man, may posibilidad ng mekanikal na pinsala sa bahagi. Ang kabit ay dapat higpitan pagkatapos mapuno ng tubig ang sistema (sa ganitong paraan posible na maiwasan ang pagtagas at hindi kurutin ang kabit mismo).
https://youtube.com/watch?v=39fa3je7waI
PANOORIN ANG VIDEO
Kung plano mong bumuo ng isang heating main o magbigay ng mainit na tubig, inirerekumenda na gumamit ng isang espesyal na adaptor (transition sleeve mula sa cast iron sa plastic), na may sealing rubber gasket. Ang isang alternatibong solusyon ay ang paggamit ng isang split brass sleeve, na may elementong PVC.
Sa wakas, ito ay nagkakahalaga ng pagsasabi na ito ay mas mahusay na palitan ang panloob na mga kable na may plastic nang maaga, nang hindi naghihintay para sa isang emergency. Pagkatapos ng lahat, ang konstruksiyon ng plastik ay hindi gaanong hinihingi (hindi nangangailangan ng pagpapanatili), at ang operasyon nito ay hindi sinamahan ng hitsura ng hindi kasiya-siyang mga amoy. Tanging isang taong may kaalaman lamang ang makakapagkonekta ng isang cast-iron pipe na may isang plastic!
Posibleng mga malfunctions at mga paraan upang maalis ang mga ito
Kailangang ayusin ang device kung:
- hindi pinasara ng balbula ang tubig. Ang mga sanhi ng malfunction ay maaaring:
- pagsusuot ng sealing gasket na nagsisilbing locking device;
- pagtatanggal ng shut-off valve mula sa spindle;
- spindle kink;
- kontaminasyon ng balbula na may mga deposito na nakapaloob sa tubig;
Kung ang spindle ay baluktot o ang balbula ay naka-disconnect, ang bushing ay kailangang palitan.
- tumutulo o tumutulo ang balbula. Ang mga pangunahing dahilan para sa naturang malfunction ay maaaring:
- ang pagbuo ng isang crack sa katawan ng aparato;
- kawalan o hindi sapat na dami ng gland packing.
Pagpapalit ng gasket at paglilinis ng kaso
Upang ayusin ang balbula gamit ang iyong sariling mga kamay kapag ang gasket ay isinusuot, kakailanganin mo ang mga sumusunod na tool at materyales:
- wrench;
- isang piraso ng goma sa pagtutubero;
- gunting;
- plays;
- kutsilyo;
- linen na sinulid o iba pang sealing material.
Ang goma at gunting ay kinakailangan para sa sariling paggawa ng gasket. Kung alam mo kung aling gasket ang naka-install sa spindle, maaari kang bumili ng tapos na produkto sa isang tindahan ng pagtutubero.
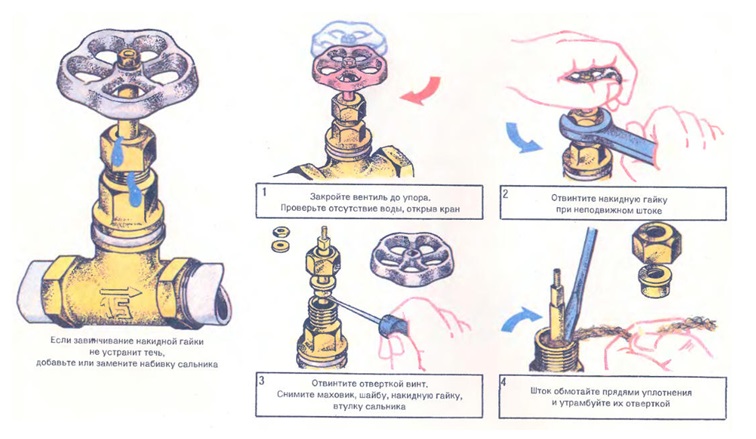
Ang gasket ay pinalitan tulad ng sumusunod:
- gamit ang isang adjustable wrench, kinakailangang i-unscrew ang crane box na nag-aayos ng valve spindle;

Pag-disassembly ng balbula para sa pagpapalit ng gasket
- i-unscrew ng mga pliers ang nut na nag-aayos ng gasket;
- ang washer at ang nabigong gasket ay tinanggal;
- ang isang piraso ng goma ay pinutol, ang mga sukat nito ay bahagyang mas malaki kaysa sa mga sukat ng balbula;
- isang butas ang ginawa sa gitna ng hiwa na piraso ng goma;
- ang goma ay naka-mount sa balbula at naayos na may isang nut;
- ang labis na goma ay pinutol gamit ang gunting sa paligid ng balbula. Ang natapos na gasket ay dapat na ganap na sumunod sa mga sukat ng balbula;

Paglalagay ng bagong gasket sa spindle
- gamit ang kutsilyo, nililinis ang katawan ng balbula. Inirerekomenda na maingat na alisin ang lahat ng mga deposito hindi lamang sa kaso ng aparato, kundi pati na rin sa sinulid na koneksyon;
Kung hindi posible na linisin ang kaso sa pamamagitan ng mekanikal na pagkilos, maaaring gamitin ang kerosene o WD-40 na likido.
- ang kahon ng kreyn ay naka-mount sa thread;
- ang koneksyon ay selyadong, pagkatapos kung saan ang aparato ay maaaring ganap na maayos.
Pagtatak ng sinulid gamit ang sinulid na lino
Ang pag-aayos ng balbula ay dapat isagawa kapag ang suplay ng tubig (pagpainit) ay nakasara.
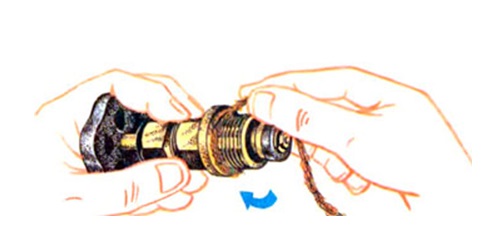
Pagpapalit ng gland packing
Kung ang balbula ng gripo ay tumutulo, kung gayon sa karamihan ng mga kaso ang problema ay ang kawalan o labis na pag-sealing ng pag-iimpake ng glandula. Para sa pag-aayos kakailanganin mo:
- isang adjustable na wrench o wrench ng naaangkop na laki;
- pag-iimpake ng glandula;
- kutsilyo o flathead screwdriver para sa sealing.
Sa sitwasyong ito, maaari mong ayusin ang balbula sa iyong sarili ayon sa sumusunod na pamamaraan:
- patayin ang supply ng tubig ng system;
- alisin ang hawakan ng pag-ikot;
- alisin sa takip ang fixing nut.Kapag pinaluwag ang pag-aayos, inirerekomenda na hawakan ang suliran sa isang posisyon;
- tanggalin ang sealing ring na nagse-secure ng packing;
- gumamit ng kutsilyo o distornilyador upang alisin ang lumang packing;
Ang proseso ng pagpapalit ng gland packing upang maalis ang pagtagas
- ilapat at tamp down ang bagong sealing material;
- tipunin ang gripo sa reverse order.
Ang proseso ng pagpapalit ng gasket at gland packing ay inilarawan nang detalyado sa video.
https://youtube.com/watch?v=r7a44zQX2oo
Pag-aayos ng basag
Kung ang balbula ay tumutulo at ang sanhi ng pagtagas ay isang bitak sa katawan ng balbula, maaari mong:
- ganap na palitan ang balbula;
- isara ang crack gamit ang mga espesyal na materyales.
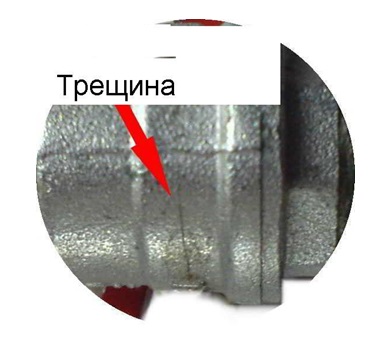
Bitak sa katawan ng balbula
Kabilang sa mga materyales na ginamit upang i-seal ang mga bitak, maaaring makilala ng isa ang isang paraan para sa malamig na hinang.

Ibig sabihin para sa malamig na metal welding
Ang mga detalyadong tagubilin para sa paggamit ng produkto ay ipinahiwatig sa pakete. Ang pangkalahatang pattern ng paggamit ay ang mga sumusunod:
- ang lugar kung saan kailangang ayusin ang bitak ay nalinis ng dumi at degreased na may acetone;
- ang komposisyon ay inihanda para sa aplikasyon;
- ang natapos na timpla ay inilapat sa crack at pantay na ipinamamahagi sa ibabaw;
Para sa lakas ng hinang, inirerekumenda na ilapat ang halo sa isang mas malaking lugar kaysa sa mismong crack.
- ang kumpletong pagpapatayo ng komposisyon ay inaasahan, pagkatapos nito posible na linisin at pintura ang welding site.

Ang paraan ng paggamit ng malamig na hinang upang ayusin ang isang bitak
Kaya, maaari mong alisin ang pinakakaraniwang mga problema sa balbula sa iyong sarili. Kung ang gawaing pag-aayos na isinagawa ay hindi nakatulong upang iwasto ang sitwasyon, dapat na mapalitan ang balbula.
Mga compound ng cast iron at plastic
Ang proseso ng pagpapalit ng imburnal ay kasalukuyang gumagamit ng mas advanced na mga materyales kaysa sa cast iron. Sa kasong ito, kakailanganin mong ikonekta ang iyong bahagi ng system sa isang karaniwang cast-iron pipeline. Kadalasan, ang independiyenteng pagpapatupad nito ay isinasagawa sa pamamagitan ng pagpasok ng isang produkto sa isa pa, na sinusundan ng sealing na may mortar ng semento.
Ang diskarte na ito ay hindi matatawag na maaasahan, dahil may banta ng plastic deformation at leakage. Ito ay kinakailangan upang sumali sa plastic at cast-iron pipe na may mahusay na pangangalaga, dahil ang reaksyon sa pag-init ng dalawang materyales ay medyo naiiba (para sa higit pang mga detalye: ""). Ang lahat ng ito ay maaaring magpawalang-bisa sa sealing. Ang isa pang nakakapinsalang epekto sa naturang joint ay pana-panahong nagaganap na mga vibrations at shocks sa sewer system.


Sa kawalan ng isang socket, ang pagpupulong ay isinasagawa gamit ang dalawang adapter. Una, ang tubo ay nalinis ng dumi at kalawang, pagkatapos nito ang cast-iron pipe ay unang nilagyan ng isang rubber adapter, at pagkatapos nito ay may isang plastic. Tulad ng para sa plastic pipe, ito ay ipinasok sa loob ng plastic adapter.
Paano magwelding ng cast iron sa metal sa pamamagitan ng electric welding

31.12.2018
Kapag nagsasagawa ng pagkumpuni, lumilitaw ang mga sitwasyon kung kinakailangan upang ikonekta ang hindi magkatulad na mga metal. Maaari bang i-welded ang cast iron sa bakal? Oo, ngunit magagawa ito ng mga taong may karanasan.
Ang mga haluang metal ng cast iron ay nailalarawan sa pamamagitan ng mataas na nilalaman ng carbon; kapag nasusunog ito, nagbabago ang istraktura ng metal. Ang joint ay hinangin sa low-temperature mode, hanggang 120°C. Ang bakal, sa kabaligtaran, ay kailangang malakas na pinainit.
Upang ikonekta ang mga bahagi ng cast iron sa iba pang mga ferrous na haluang metal, isang teknolohiyang buffer layer ang binuo. Ang nickel overlay ay nagbibigay ng malakas na pagbubuklod ng hindi magkatulad na mga metal.
Teknolohiya ng welding cast iron na may steel consumable electrode
Mayroong ilang mga paraan upang magwelding ng cast iron, ginagamit ang mga ito upang pagsamahin ang mga cast iron alloy sa iba pang mga metal:
- Mainit - bago sumali sa mga bahagi, ang mga hurno ay ganap na pinainit hanggang 600 ° C. Ang pagpainit gamit ang isang blowtorch ay pinapayagan lamang sa lugar ng pagtatrabaho (cast iron ay nagiging pulang-pula). Ginagamit para sa mga secure na koneksyon.
- Semi-hot, mabuti para sa mga haluang metal. Ang mga bahaging pagdugtungin ay bahagyang o ganap na pinainit hanggang 200–300°C.
- Malamig - ang mga bahagi ay konektado nang walang pag-init, ginagamit ito para sa mga overlay - mga seam na gumagana sa compression.
Ang pagsasama ng mga metal sa pamamagitan ng manual electric welding ay nagsasangkot ng paunang paghahanda ng mga ibabaw. Ang cast iron alloy ay buhaghag at mahusay na sumisipsip ng langis. Hindi sapat na degrease ang mantsa, dapat itong malinis sa isang malinis na layer, kung hindi man ang tahi ay magiging maluwag.
Paano hinangin ang bakal sa cast iron:
Una kailangan mong piliin ang kasalukuyang mga parameter. Kung ang welding machine ay gumagana lamang sa pare-pareho, ilipat ang Polarity sa reverse. Kinakailangang isaalang-alang ang bukas na tagapagpahiwatig ng circuit (boltahe sa pagitan ng mga pole na walang arko), ang pinahihintulutang halaga ay hanggang sa 54 V. Pinapayagan na magtrabaho sa alternating kasalukuyang lamang sa isang bukas na circuit na 54 V.
Ang welding ay isinasagawa sa maliliit na seksyon, ang mga roller ay ginawa nang hindi hihigit sa 3 cm ang haba. Una, ang cast iron ay idineposito, pagkatapos ay isang bakal na bahagi ay welded sa buffer layer.
Ang mga makapal na pader na tahi ay hinangin sa mga layer, bawat isa ay huwad bago ilapat ang susunod
Ginagawa itong patayo sa una - ito ay kung paano nakakamit ang lakas ng koneksyon.
Pagkatapos ng pagsali sa cast iron alloy na may bakal sa pamamagitan ng mainit at semi-hot na pamamaraan, mahalagang obserbahan ang mode ng paglamig ng surfacing zone. Ang tahi ay pana-panahong pinainit upang ito ay lumalamig nang paunti-unti
Sa biglaang paglamig, ang cast iron alloy ay nabibitak dahil sa mga resultang internal stresses.
Pagpili ng mga electrodes
Gumamit ng mga espesyal na mayroong:
- madaling pag-aapoy sa pagsisimula;
- mababang kakayahan sa pagtagos;
- mataas na deposition rate;
- ang tigas ng resultang butil.
Mga tatak ng Russia:
- TsCh-4 - multifunctional na may isang cellulose coating ay nakikilala sa pamamagitan ng matatag na pagkasunog, magandang surfacing;
- OZCH-2, OZCH-25 - ginagamit para sa hinang na mga elemento ng manipis na pader, hindi sila nasusunog sa pamamagitan ng mga metal sa isang mahusay na lalim;
- Ang MNP-2, OZZHN-2 ay ginagamit lamang para sa mainit na pagsasama ng mga bahagi ng cast iron na may mga metal.
Na-import, ginagamit para sa mga kritikal na tahi:
- Zeller 866, Zeller 855 - unibersal, nagluluto sila ng cast iron na may bakal nang walang preheating;
- Ficast NiFe - lumikha ng mga koneksyon na gumagana nang matatag sa baluktot, pamamaluktot.
Mahalaga!
Bago magtrabaho, mahalaga na matuyo nang mabuti ang mga electrodes, magpainit sa kanila, pinainit sila mula 160 hanggang 300 ° C. Ngunit ilang piraso lamang ang kinuha mula sa pack - kapag muling pinatuyo at pinainit, ang patong ay gumuho
Application ng argon arc welding
Ang paggamit ng refractory electrodes at copper-nickel filler wire ay nagbibigay ng magandang resulta.
Paano hinangin ang bakal sa cast iron (ilang rekomendasyon):
- Ang additive ay pinili ayon sa uri ng metal at uri ng cast iron. Ang nickel-based flux-cored wire ay mas madalas na pinili, ang patong ay unang natumba dito.
- Ang Argon ay ginagamit bilang isang proteksiyon na kapaligiran, nai-save nito ang tahi mula sa oksihenasyon.
- Ang mga refractory tungsten electrodes ay pinili para sa trabaho.
- Para sa trabaho na may manipis na pader na elemento, ang mga bihasang welder ay gumagamit ng maliliit na manipis na piraso ng cast iron sa halip na wire.
- Para sa mga koneksyon na nakakaranas lamang ng mga static na pagkarga (compression), maaaring gamitin ang mga nickel alloy. Mahusay silang sumunod sa lahat ng grado ng bakal.
Mga mahahalagang punto ng proseso ng hinang ng cast iron at steel
- Ginagawa ang trabaho sa mababang posisyon.
- Mabilis na ginawa ang roller nang hindi lumilikha ng malawak na melt pool.
- Ang gray cast iron ay mas masahol pa sa pagluluto, dapat itong pinainit, pagkatapos ay isang layer na naglalaman ng nikel ay idineposito. Pagkatapos ay magiging malakas ang koneksyon.
- Gamit ang mga haluang metal, ang cast iron ay bumubuo ng maluwag na tahi; dapat itong mahusay na huwad.
- Kinakailangan na lutuin ang tahi nang pantay-pantay, nang walang matalim na pagbabagu-bago sa may hawak.
Paano magwelding ng cast iron sa metal sa pamamagitan ng electric welding Link sa pangunahing publikasyon
Sumali kami sa polypropylene

Ang mga pamamaraan para sa pagkonekta ng polypropylene ay ganap na nakasalalay sa diameter ng mga produkto. Kaya, ang mga tubo na may diameter na hanggang 63 mm ay pinagsama ng socket welding o sa isang socket. Ang mga tubo na may mas malaking diameter ay konektado sa pamamagitan ng butt welding.Kasabay nito, ito ay nagkakahalaga ng pag-alala na sa tulong ng isang manu-manong paghihinang na bakal, ang paghihinang ay maaari lamang isagawa para sa mga tubo na may diameter na hanggang 40 mm. Ang mga malalaking elemento ay ibinebenta sa propesyonal na kagamitan sa pagsentro.
Ang temperatura ng hinang ng polypropylene tubes ay 220-230 degrees.
Ang teknolohiya ng paghihinang ay ganito ang hitsura:
- Ang mga tubo ay pinutol sa nais na mga segment;
- Ang mga gilid ng polimer ay lubusan na degreased;
- Ang isang marka ay inilapat sa gilid ng susunod na segment, ang haba nito ay magiging 2 mm na mas mahaba kaysa sa lalim ng socket;
- Ang magkabilang dulo ng mga produktong pagsasamahin ay nakikipag-ugnay sa panghinang na bakal (ang tubo ay ipinasok sa nozzle, at ang socket ay inilalagay dito);
- Ang mga elementong nagpainit sa loob ng 3-5 segundo ay pinagsama sa paghinto at ganap na pinalamig.
Ang mga tubo ng PP ay maaari ding pagsamahin gamit ang mga compression fitting.
Koneksyon ng makinis na cast iron pipe
Ang pipeline ay maaaring malikha hindi lamang gamit ang cast-iron socket pipe: ang paggamit ng makinis na mga istraktura ay madalas na ginagawa. Paano ikonekta ang isang cast-iron pipe sa isang bakal sa kasong ito? Dito kakailanganin mo ang pagkakaroon ng iba't ibang mga aparato para sa koneksyon: una sa lahat, pinag-uusapan natin ang tungkol sa mga couplings, saddles, crosses, bends. Aling pagpipilian ang pinakaangkop ay tinutukoy ng diameter ng pipeline at ang uri ng koneksyon.
Kadalasan, ang mga coupling para sa isang cast-iron pipe ng isa sa mga varieties ay ginagamit para dito:
- Silindro. Angkop para sa pagkonekta ng mga tubo na may parehong diameter. Kadalasan, ang gayong angkop ay nilagyan ng isang thread.
- Dalawang-silindro. Ginagamit ang mga ito sa mga kaso kung saan nag-iiba ang diameter ng mga konektadong tubo. Mayroon ding sinulid sa loob ng naturang coupling.
- Futorki. Ang angkop na ito ay nilagyan ng parehong panloob at panlabas na mga thread, pangunahing ginagamit sa mga sistema ng pag-init.
Ang clutch ay napakadaling gamitin. Ang unang hakbang ay pagmamarka, kung saan ang antas ng paglulubog ng bawat tubo sa loob ng angkop ay tinutukoy
Sa kasong ito, mahalaga na makamit ang koneksyon ng mga dulo nang eksakto sa gitna ng pagkabit. I-seal ang joint sa pagitan ng dalawang espesyal na sealant
Kadalasan ang pipeline ay may isang tiyak na anggulo ng pagtula, o mga sanga. Sa kasong ito, ang iba pang mga kasangkapan ay dumating upang iligtas. Maaari mong ikonekta ang mga tubo ng cast-iron sewer sa isang anggulo gamit ang mga bends. Sa hitsura, ito ay mga piraso ng tubo na may tiyak na anggulo ng baluktot (10, 15, 30, 60 at 90 degrees).

Posible ring ikonekta ang mga cast iron at steel pipe sa mga naturang device:
-
Tee
. Pinapayagan ang koneksyon ng tatlong linya ng pipeline nang sabay-sabay. Kadalasan ito ay inilalagay sa isang lugar kung saan ang mga imburnal ay tinidor. -
krus
. Pinapayagan ang koneksyon ng apat na tubo nang sabay-sabay. -
Saddle
. Ito ay ginagamit sa kaso kapag ang isang tubo ng isang mas maliit na diameter ay pinagsama sa pangunahing linya. Kadalasan, sa ganitong paraan, nakakonekta ang mga free-standing plumbing fixtures.
Ang mga dulo ng mga device na ito ay maaaring nilagyan ng mga socket o tuwid na mga seksyon. Ang pag-sealing ng mga joints ay isinasagawa gamit ang iba't ibang mga sealant at hila.


