Teknolohikal na proseso ng PP welding
Ang welding ng mga polypropylene pipe ay batay sa kakayahan ng ganitong uri ng plastic na lumambot kapag pinainit sa isang tiyak na temperatura, na nakakakuha ng isang estado na katulad ng malambot na plasticine. Sa malapit na pakikipag-ugnay sa pagitan ng dalawang natunaw na bahagi, ang proseso ng mutual penetration (diffusion) ng mga materyales ay nangyayari, na nagreresulta sa isang malakas na koneksyon, na hindi mababa sa tibay sa isang holistic na istraktura.
Mayroong dalawang pangunahing paraan upang ikonekta ang mga polypropylene pipe: butt at coupling. Sa unang pagpipilian, ang mga dulo ng mga bahagi ay pinainit nang sabay-sabay na may isang espesyal na disk na panghinang na bakal, pagkatapos ay konektado sila nang magkasama; ang teknolohiyang ito ay malawakang ginagamit kapag sumali sa malalaking diameter na mga tubo sa pang-industriya na konstruksyon.
Kapag ginamit sa industriya ng konstruksyon para sa pagtula ng tubig at mga network ng pagpainit ng mga polypropylene pipe ng maliliit na diameter (hanggang sa 63 mm), ang pamamaraan ng butt ay ganap na hindi angkop para sa mga sumusunod na kadahilanan:
- ang hinang ng mga polypropylene pipe ng isang diameter lamang ay maaaring maisakatuparan;
- pagkatapos ng docking, ang isang convex seam ay nabuo sa loob ng pipeline, na binabawasan ang cross section ng passage channel - ito ay makabuluhang pinatataas ang hydraulic resistance ng isang maliit na diameter pipeline at binabawasan ang kahusayan ng paggamit nito, pinatataas ang posibilidad ng mga blockage.
- ang koneksyon ay may mas kaunting lakas kaysa sa pagkabit.
Ang teknolohiya ng paghihinang na may paggamit ng mga coupling ay binubuo sa paggamit ng isang piraso ng paglipat para sa pagsali sa mga tubo (isang segment ng isang maginoo na single-layer PP pipe) na may panloob na diameter na tumutugma sa panlabas na diameter ng mga segment ng pipe na konektado. Upang magsagawa ng trabaho gamit ang isang espesyal na panghinang na bakal, ang panlabas na ibabaw ng tubo at ang panloob na manggas ng paglipat ay sabay na pinainit, pagkatapos kung saan ang mga bahagi ay mabilis na konektado nang manu-mano. Ang isang katulad na pamamaraan sa pag-init ng manggas at ang panlabas na tubular sheath ay isinasagawa kasama ang pangalawang pinagsamang segment. Ito ay malinaw na pagkatapos ng pagpasok sa pagkabit, ang mga dulo ng parehong mga seksyon ng pipe ay halos pinagsama end-to-end na walang convex seam, at kung ang isang adaptor na may iba't ibang mga diameters ay ginagamit, pagkatapos ay ang mga pipeline ng anumang laki ay maaaring sumali.

kanin. 5 Paghihinang mga plastik na tubo - isang teknolohikal na proseso
Ano ang buhay ng serbisyo ng mga polypropylene pipe, anong temperatura ang maaari nilang mapaglabanan
Ang mga polypropylene pipe ay napatunayan ang kanilang sarili sa mga sistema ng pag-init. Sila ay naging isang karapat-dapat na kapalit para sa mga pipeline ng pagpainit ng metal.
Ang buhay ng serbisyo ng mga polypropylene pipe ay hindi mas mababa sa buhay ng serbisyo ng mga metal pipe.
Ang mga tubo ng PP ay hindi natatakot sa kaagnasan, lumalaban sa mga kemikal na ginagamit sa pang-araw-araw na buhay, bilang karagdagan, kapag nag-freeze ang tubig, hindi sila bumagsak. Samakatuwid, ang mga polypropylene pipe ay maaaring gamitin sa mga sistema ng pag-init sa loob ng 25 taon, at sa mga pipeline ng malamig na tubig para sa mga 50 taon.
Ang lakas at pagiging maaasahan ng isang polypropylene water supply system ay tinitiyak din ng paraan ng kanilang koneksyon. Ito ay isinasagawa sa pamamagitan ng hinang. Nagbibigay ito ng katatagan at lakas. Sa panahon ng operasyon, hindi na kailangang patuloy na higpitan ang mga koneksyon, tulad ng kaso sa mga pipeline ng metal.
Anong temperatura ang maaaring mapaglabanan ng mga polypropylene pipe?
Maraming tao ang naghihinala pa rin sa mga polypropylene pipe sa mga sistema ng pag-init. Tingnan natin kung anong temperatura ang maaari nilang mapaglabanan, ano ang buhay ng serbisyo ng mga polypropylene pipe at kung posible bang gamitin ang mga ito para sa pagpainit ng bahay.
Ang materyal na kinuha para sa paggawa ng mga tubo ay nakuha sa pamamagitan ng polymerization ng polypropylene na may pakikilahok ng mga metal catalyst. Ang polypropylene ay lumalambot sa +140C, ang materyal na ito ay natutunaw sa +175C.
Ito ay nagiging malinaw na ang matagal na pagkakalantad sa mataas na temperatura at labis na presyon ay hahantong sa pagpapapangit ng pipeline.
Ginagarantiyahan ng mga tagagawa ang normal na operasyon ng mga polypropylene pipe sa sistema ng pag-init sa mga temperatura hanggang sa + 95C. Ngunit mayroon pa ring margin ng kaligtasan, na nagpapahintulot sa isang panandaliang pagtaas sa temperatura ng coolant sa temperatura na + 140C. Ngunit ang madalas na pagtalon sa temperatura sa halagang ito ay hahantong sa isang pagbawas sa buhay ng pipeline, bagaman hindi ito matutunaw mismo.
Kapag bumibili ng mga polypropylene pipe, kailangan mong bigyang pansin ang kanilang pagmamarka. Para sa isang malamig na sistema ng supply ng tubig, ang mga tubo na gawa sa polypropylene PN10 hanggang PN25 ay ginagamit
Maaaring gamitin ang mga tubo ng PN20 hanggang +60C, at ang mga tubo ng PN25 ay maaaring gamitin kung ang temperatura ng coolant ay hanggang +95C.
Anong presyon ang maaaring mapaglabanan ng mga polypropylene pipe ng iba't ibang uri?
Maraming mga mamimili na nagpasya na mag-install ng isang polypropylene pipeline para sa malamig na supply ng tubig o para sa pagpainit ay interesado sa kung gaano karaming presyon ang maaari nilang mapaglabanan. Ang buhay ng serbisyo ng mga polypropylene pipe ay nakasalalay dito. Napakahalaga ng tanong na ito. Dahil ang presyon sa sistema ng pagtutubero o sa sistema ng pag-init, na nararanasan ng polypropylene sa buong panahon ng paggamit nito, ay nakakaapekto sa buhay ng serbisyo ng produkto. Kung ang pipeline ay may patuloy na mataas na temperatura, ngunit mababang presyon (o kabaligtaran), kung gayon ang tubo ay tatagal ng mahabang panahon. Ngunit kung mayroong parehong mataas na presyon at mataas na temperatura sa system sa parehong oras, ang buhay ng serbisyo ay mababawasan nang husto.
Upang maihatid ang pipeline sa 50 taon na ipinangako ng tagagawa, kinakailangan na ang presyon sa system ay 4-6 na mga atmospheres, at ang temperatura ng coolant ay hindi lalampas sa 75 degrees.
Mga tubo ng polypropylene sa sistema ng pag-init
Ang mga polypropylene pipe ay medyo sikat na materyal para sa pag-install ng isang sistema ng pag-init. Ang mga ito ay lumalaban sa pagpapapangit, abrasion, at nailalarawan sa pamamagitan ng mababang oxygen permeability. Bilang karagdagan, perpektong nilalabanan ang mga temperatura na may minus, hindi natatakot sa nagyeyelong tubig.
Ngunit, kapag pumipili sa kanila, kailangan mong isaalang-alang ang mga naturang punto:
Ang mga polypropylene pipe ay matibay, huwag yumuko. Upang lumikha ng mga contour o pagliko, kailangan mong gumamit ng mga sulok, na hindi palaging maginhawa.
Para sa mga polypropylene pipe, ang mga fitting ay ginawa na may malaking cross section kung ihahambing sa mga fitting ng iba pang mga elemento ng system, halimbawa, radiators. Ang sitwasyong ito ay negatibong nakakaapekto sa hitsura ng system.
Ang polypropylene ay lumalawak nang malakas kapag pinainit
Kung ang sistema ay ginawa sa isang bukas na paraan, pagkatapos ay mukhang pangit dahil sa sagging pipe.
Mahalagang huwag magpainit nang labis ang mga tubo sa panahon ng pag-install, dahil ang daanan ay maaaring bumaba kapag ang mga tubo ay ipinasok sa mga kabit. Ang ganitong error sa pag-install ay hahantong sa mahinang pagganap ng sistema ng pag-init.
Hindi inirerekomenda na gumamit ng mga polypropylene pipe kapag piping boiler. Sa mga silid ng boiler, ang temperatura ng mga tubo ay madalas na nagbabago, habang ang polypropylene ay hindi angkop na materyal para sa gayong mga kondisyon.
Dahil sa lahat ng mga negatibong punto na inilarawan sa itaas, kung gayon ang mga polypropylene pipe para sa mga sistema ng pag-init ay isang mahusay na pagpipilian.
Anong temperatura ang maaaring mapaglabanan ng mga polypropylene pipe?
Upang matukoy ang layunin ng isang polypropylene pipe sa hitsura, mayroong isang espesyal na pagmamarka. Bilang karagdagan sa tagagawa at pangalan ng tatak, ang karaniwang tinatanggap na pag-uuri ay inilalapat sa pipe.
- pangalan ng polypropylene modification;
- karaniwang proporsyonal na ratio;
- nominal na diameter sa labas at kapal ng pader;
- nominal na presyon;
- mga pamantayan ng tagagawa.

Ang maximum na temperatura ng PP pipe ay 95 ° C. Ito marahil ang tanging disbentaha ng polypropylene, hindi ito makatiis ng mataas na temperatura. Sa t 140° ang materyal ay nagiging malambot at madaling ma-deform, at natutunaw sa 175°.
Ang temperatura sa mga sistema ng pag-init ay hindi rin idinisenyo para sa mga naturang tagapagpahiwatig, kaya ang mga tubo ng PP ay angkop para sa paggamit ng mga ito para sa mga pipeline ng init.
Ang mga panandaliang pagtaas sa mga tagapagpahiwatig ng temperatura ay bihirang humantong sa kabiguan, ngunit mahalagang isaalang-alang na kapag ang mga tubo ay pinatatakbo sa temperatura na 100 °, ang kanilang buhay ng serbisyo ay makabuluhang nabawasan. Ang 50 taon na idineklara ng tagagawa ay maaaring maging isang taon at kalahati, dahil ang tibay ay nakasalalay hindi lamang sa mga teknikal na katangian nito, kundi pati na rin sa mga kondisyon ng operating
Ang 50 taon na idineklara ng tagagawa ay maaaring aktwal na maging isang taon at kalahati, dahil ang tibay ay nakasalalay hindi lamang sa mga teknikal na katangian nito, kundi pati na rin sa mga kondisyon ng operating.
Mga nuances kapag naghihinang ng mga polypropylene pipe
Ang paghihinang ng mga propylene pipe ay nangangailangan ng ilang mga kasanayan at karanasan; kapag nagsasagawa ng trabaho, ang mga walang karanasan na mga installer ay dapat isaalang-alang ang ilan sa mga nuances:
- Ang mga polypropylene pipe na pinalakas ng isang panloob na aluminyo na shell ay nangangailangan ng bahagyang mas mahabang oras ng pag-init, na maaaring matukoy sa eksperimento sa pamamagitan ng pagsasagawa ng mga eksperimento sa pagsali sa mga short cut.
- Ang mga pipa ng PP na pinalakas ng aluminyo na matatagpuan sa ilalim ng isang manipis na panlabas na shell ng polypropylene ay nangangailangan ng paghahanda para sa paghihinang, kinakailangan upang alisin ang aluminyo na layer na ito sa lalim ng koneksyon sa fitting upang ang foil ay hindi makagambala sa paghihinang. Upang gawin ito, gumamit ng isang espesyal na aparato para sa pagtatalop - isang shaver, na ginawa sa ilang mga bersyon: manu-mano at para sa isang drill. Kung kailangan mong harapin ang pag-install ng aluminum-reinforced PP pipe sa malalaking volume, mas mahusay na bumili ng nozzle para sa isang drill (screwdriver) - ang pag-alis ng aluminum layer kapag ginagamit ito ay mas mabilis at may mas mataas na kalidad kaysa sa isang butas-butas na modelo.
- Kung ang aluminum reinforcement ay matatagpuan sa gitna sa pagitan ng panloob at panlabas na mga dingding ng tubo, kadalasang hindi nililinis ng mga nakaranasang welder ang tubo. Ngunit, kung ang karanasan ay hindi sapat, pagkatapos ay inirerekomenda na gumamit ng pagtatalop para sa panloob na pampalakas - mga trimmer. Ang kanilang disenyo ay naiiba sa mga pang-ahit na binanggit sa itaas sa pamamagitan ng pagkakaroon ng isang kutsilyo na pumuputol sa foil mula sa loob mula sa dulo ng tubo.

kanin. 13 Pagkakasunud-sunod ng paghihinang ng PP-pipe na pinalakas mula sa itaas na may foil
- Hindi nila nililinis ang pipe shell ng mga pinagsamang bahagi mula sa dumi - ang error na ito ay humahantong sa mahinang pagsasabog ng polypropylene at karagdagang depressurization ng joint.
- Hindi makayanan ang 90 degree cut. Ang pagkakamali ay humahantong sa katotohanan na kapag ang mga seksyon ng tubo ay ipinasok sa mga heating nozzle, hindi sila ganap na nalubog at, sa panahon ng pag-install, masyadong maraming clearance ang nabuo sa pagitan ng kanilang mga dulo - pinapahina nito ang koneksyon at humahantong sa akumulasyon ng dumi sa nabuong uka.
- Ang mga tubo sa pagkabit ay pinagsama nang mahigpit o hindi sapat na malalim, sa unang kaso, ang isang panloob na baras ay nabuo sa kantong, na binabawasan ang diameter ng channel ng daanan. Kung ang mga tubo sa pagkabit ay inilagay masyadong malayo sa isa't isa, ang isang panloob na uka ay bubuo at ang mga katangian ng lakas ng koneksyon ay lumala.
- Huwag obserbahan ang isang tamang anggulo kapag sumasali sa mga bahagi. Sa kawalan ng isang tool sa pagkontrol, sa halip mahirap para sa isang baguhan na installer na mapanatili ang isang tamang anggulo, o sa halip ang pagkakahanay ng koneksyon, ang mga pagbaluktot ay negatibong nakakaapekto sa kalidad ng mga kasukasuan at nagpapahirap sa pag-install ng mahabang mga seksyon sa pre-cut. tuwid na mga uka.
- Underheated o sobrang init na mga bahagi. Sa unang kaso, ang pagsasabog ay hindi sapat, ang joint ay magde-delaminate sa ibang pagkakataon at ang isang pagtagas ay lilitaw, kapag ang mga shell ng tubo ay sobrang init, isang surfacing narrowing ang through hole ay lilitaw sa loob.
- I-rotate o itama ang posisyon ng mga bahagi sa panahon ng proseso ng hinang. Ang paglabag na ito sa teknolohiya ay humahantong sa karagdagang depressurization ng koneksyon.
- Huwag obserbahan ang mga agwat ng oras kapag naghihinang, nagdo-dock. Ang mga paglihis mula sa mga inirekumendang halaga ng talahanayan ay humahantong sa mga depekto sa anyo ng overheating o underheating ng mga pipe shell, ang kanilang delamination at, nang naaayon, sa hindi magandang kalidad na koneksyon ng mga bahagi.

kanin. 14 Paano hindi magwelding ng mga polypropylene pipe
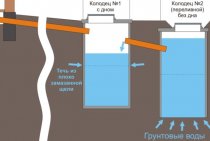
Bakit kailangan mo ng pipe reinforcement
Upang matiyak ang sapat na antas ng init sa mga apartment, kinakailangang i-on ang return pipeline at itaas ang temperatura ng tubig sa 10 ° C. Sa malapit na temperatura ng operating, ang mga simpleng polypropylene pipe ay nagsisimulang mawala ang kanilang mga katangian at, bilang karagdagan, isang linear. Ang pagpapalawak ng kanilang mga sukat ay posible.
Kapag naglalagay ng mga pipeline na may mataas na temperatura sa isang kongkretong screed, ito ay lalong mahalaga.May posibilidad ng kongkretong pag-crack at pagkasira ng buong sistema ng pag-init
Upang mabawasan ang epekto na ito at ganap na maalis ito, ang mga polypropylene pipe ay pinalakas.
Ang reinforcement ay ang pagpapalakas ng kapasidad ng tindig ng batayang materyal ng produkto ng isa pang materyal na may mas mataas na antas ng lakas. Kaya, ang kakayahang makatiis sa mga labis na temperatura ay nadagdagan. Ang mga reinforced pipe ay ganap na sumusunod sa mga pamantayan ng sistema ng pag-init, at hindi nababago kapag ito ay tumaas nang malaki.
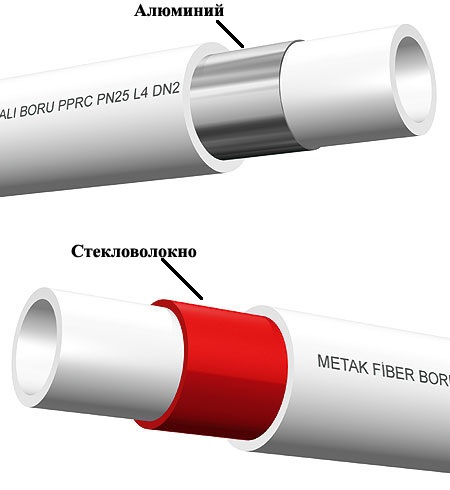
Para sa pagpapalakas ng mga tubo na gawa sa polypropylene, ginagamit ang mga materyales:
- inilapat ang aluminum foil sa ibabaw;
- ang panloob na layer ng aluminyo, na matatagpuan kasama ang buong diameter ng pipe, mas malapit sa panlabas na ibabaw;
- fiberglass panloob na layer;
- isang panloob na layer na pinagsasama ang fiber at fiberglass.
Halos pareho ang halaga ng aluminyo at fiberglass. Ang presyo ay higit sa lahat ay nakasalalay sa mga parameter ng pipe mismo at ang tagagawa. Gayunpaman, ang fiberglass reinforcement ay may ilang mga pakinabang sa aluminyo:
- sa panahon ng pag-install, ang paglilinis ng gilid ng tubo ay hindi kinakailangan;
- maikling oras ng paghihinang ng mga joints (tulad ng sa mga non-reinforced pipe);
- walang panloob na delamination dahil sa pagsasanib ng glass fiber sa polypropylene;
- pinatataas ang lakas ng produkto.
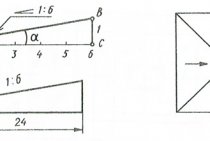
Mayroon lamang isang disbentaha ng fiberglass - ang linear thermal expansion ng mga tubo na pinalakas ng fiberglass ay 6% na mas mataas kaysa sa mga tubo na pinalakas ng aluminyo.
Ang paghihinang ng mga polypropylene pipe ay sunud-sunod na mga tagubilin
Ang isa sa mga pangunahing bentahe ng pagkonekta ng mga polypropylene pipe sa pamamagitan ng paghihinang ay ang bilis ng pag-install ng trabaho, ang proseso ng docking at kahandaan para sa karagdagang pag-install ng mga tubo ng pinakakaraniwang diameter na 25 mm ay tumatagal ng hindi hihigit sa 15 segundo. Upang gawin ang trabaho nang walang mga hindi kinakailangang gastos sa oras, responsable nilang isinasagawa ang lahat ng mga operasyon sa paghahanda at pagkatapos ay i-mount ang pipeline, mahigpit na sumusunod sa teknolohikal na proseso ng mga operasyon.

kanin. 9 Tool na ginagamit sa pagwelding ng mga PP pipe
1. Paghahanda ng mga kasangkapan at accessories
Bago ang paghihinang ng mga polypropylene pipe, ang mga bahagi ay inihanda: mga segment ng pipe, tees, elbows, couplings, adapters mula sa plastic hanggang metal, valve shut-off valves.
Upang maisagawa ang gawain, kakailanganin mo ang isang panghinang na bakal at isang hanay ng mga nozzle, pati na rin ang mga pantulong na tool, na ang ilan ay kasama sa pakete ng device:
- Pipe cutter, kadalasan para sa pagputol ng mga tubo, gunting na may maximum na pinapayagang cutting diameter na 40 mm ang ginagamit, para sa mas malalaking sukat, mas malakas na gunting o roller cutter ang ginagamit.
- Tape measure, marker o lapis para sa pagmamarka ng haba sa tubular sheath.
- Mga guwantes upang protektahan ang mga kamay mula sa paso habang nagtatrabaho.
- Antas para sa pagsuri sa abot-tanaw kapag nag-i-install ng mga saksakan ng tubig.
- Screwdriver o hex wrench upang ma-secure ang mga attachment sa heating iron.

kanin. 10 Pangunahing yugto ng PP welding
2. Pagmamarka at paggupit
Para sa kaginhawaan ng trabaho, pinalaya nila ang puwang sa gitna ng silid at itinakda ang mesa sa isang maginhawang taas, ang lahat ng mga elemento ay inilatag sa paligid ng perimeter ng silid ayon sa pamamaraan, pagkatapos nito ay sinimulan nila ang kanilang sunud-sunod na pagputol sa paghihinang. Kung ang pipeline ay tumatakbo sa kahabaan ng perimeter ng silid, ang pagtula ay nagsisimula mula sa dulo ng dingding - mas maginhawang magsagawa ng pag-install. Ang gawain ay isinasagawa sa sumusunod na pagkakasunud-sunod:
- Sukatin ang nais na seksyon ng tubo at maglagay ng marka sa ibabaw nito gamit ang isang marker o lapis, umatras mula sa dulo ng distansya, na isinasaalang-alang ang lalim ng pag-init.
- Gupitin ang tubo na may gunting para sa mga polypropylene pipe, sinusubukan na tumpak na mapanatili ang isang anggulo ng 90 degrees. Kung ang tool ay matalas nang husto, pagkatapos ay walang burr sa mga panloob na dingding at ang pipe ay mananatili sa geometry nito.
- Kung ang tubo sa dulo ay may maliliit na bumps o burrs, kung gayon, sa prinsipyo, hindi ito isang malaking problema, dahil kapag pinainit ang tubo, matutunaw pa rin sila.

kanin. 11 Paghihinang PP pipe - pangunahing mga hakbang
3. Paghihinang
Para sa paghihinang polypropylene, ang mga panghinang na bakal na may flat iron ay pangunahing ginagamit, ang trabaho ay isinasagawa sa sumusunod na pagkakasunud-sunod:
- Ikonekta ang dalawang bahagi ng nozzle sa tornilyo na may hex key sa device, ikonekta ito sa network at i-on ang heating element o ang parehong heating elements sa pamamagitan ng pagpindot sa mga key.
- Ang kinakailangang tagapagpahiwatig ng temperatura ay nakatakda sa isang termostat, ang karaniwang temperatura para sa paghihinang ng mga polypropylene pipe ay karaniwang nakatakda sa 260 ° C.
- Matapos baguhin ng tagapagpahiwatig ang kulay nito sa berde, na nagpapahiwatig na ang elemento ng pag-init ay umabot sa itinakdang temperatura ng pag-init, magsisimula ang paghihinang. Sa una, mas mahusay na magsagawa ng pagsubok na trabaho sa mga maikling pagputol ng tubo, pagkatapos matukoy ang pinakamainam na oras ng paghawak (para dito, ginagamit ang talahanayan para sa paghihinang mga polypropylene pipe), sinimulan nilang hinang ang pangunahing pipeline.
- Ang panlabas o panloob na mga ibabaw ng mga bahagi na pagsasama ay inilalagay nang sabay-sabay mula sa magkabilang panig sa mga manggas ng pag-init, sinusubukan na mapanatili ang isang mahigpit na pahalang na posisyon ng mga bahagi, upang hawakan ang maikling manggas, ginagamit ang mga guwantes na kasama ng kit. Pagkatapos ng isang tiyak na oras, ang mga bahagi ay mabilis na tinanggal mula sa panghinang na bakal at konektado sa isa't isa sa isang mahigpit na nakapirming posisyon, sinusubukang panatilihin ang mga ito sa parehong axis para sa inilaang oras.
- Matapos lumipas ang oras ng paglamig, ang pagpupulong ay handa na para sa karagdagang operasyon - paghihinang ang pangalawang seksyon ng tubo sa pagkabit.

kanin. 12 Mga pang-ahit para sa pag-alis ng panlabas na reinforcement ng PP pipe at isang halimbawa ng paggamit ng mga ito