Sa ating panahon, mahirap isipin ang isang gusali ng tirahan - pribado o multi-apartment - na hindi konektado sa gas. Salamat sa kahanga-hangang sangkap na ito, maaari tayong magluto ng pagkain at tiyak na hindi magyelo. Gayunpaman, ang gas mismo ay hindi makapasok sa bahay, at salamat sa Diyos, kailangan nito ng isang espesyal na paraan - isang pipeline ng gas. At upang ito ay maging, ito ay kinakailangan upang mag-crash sa isang gas pipe.
Sa ating bansa, ang hindi awtorisadong proseso ng pag-tap sa isang gas pipe ay mahigpit na ipinagbabawal, ngunit ang bilang ng mga gustong gawin ang lahat sa kanilang sariling mga kamay at laban sa batas ay hindi bumababa sa anumang paraan. Samantala, delikado ang negosyong ito at kadalasang nauuwi sa kamatayan, kaya naman, at hindi dahil sakim ang estado, ipinagbabawal ang hindi awtorisadong tie-in. Para sa mga manggagawa sa bahay at hindi umaayon sa sistema, nag-aalok kami ng kaunting teorya.
Ang pipeline ng gas ay isang paraan ng transportasyon at pag-iimbak ng gas. Depende sa misyon ng pipeline ng gas, ang mga disenyo ay maaaring magkakaiba: halimbawa, ang mga malalakas na network ay nilagyan upang maghatid ng gas sa malalayong distansya, at ang gas ay dumadaloy sa kanila sa ilalim ng mataas na presyon. Tiyak na hindi ito nagkakahalaga ng pag-eksperimento sa kanya - ang isang napakalaking butas ay maaaring ilagay hindi lamang ng isang craftsman sa bahay, kundi pati na rin ng konektadong bahay mismo. Narito ito ay mas mahusay na makipag-ugnay sa mga espesyal na serbisyo na alam kung paano magtrabaho sa mga naturang sistema.
Ang mas maliit na mga tubo ng pamamahagi ay sumasanga mula sa anumang malakas na network, ang presyon kung saan ay mas mababa kaysa sa mga pangunahing. Gayunpaman, maaari pa rin itong mag-iba - mula sa mababa hanggang sa mataas. Maaari ka nang mag-crash sa naturang pipe nang mag-isa, ngunit mas mahusay pa ring bumaling sa mga espesyal na serbisyo kung walang pag-unawa sa kung ano ang kailangang gawin at kaalaman sa mga pag-iingat sa kaligtasan.
Teknolohikal na proseso ng pagputol ng apoy
Sa paggawa ng mga istrukturang metal, hindi lamang gas welding ang ginagamit, kundi pati na rin ang pagputol ng metal. Pinapayagan ka nitong magtrabaho kasama ang mga blangko:
 pagputol ng gas
pagputol ng gas
- mga disc, singsing;
- mga elemento ng contour na pinagsasama ang mga tuwid at hubog na linya na gawa sa bakal na hanggang 200 mm ang kapal:
- mga detalye ng kumplikadong pagsasaayos;
- mga sheet na may kapal na higit sa 4 mm;
- mga channel mula sa No. 16;
- I-beams mula sa No. 20.
Upang makakuha ng mataas na kalidad na hiwa, ang ibabaw ng metal ay paunang nililinis ng dumi, pintura, langis o kalawang. Ang pagputol ng metal ay isang paraan ng pagproseso ng thermal na nahahati sa mga yugto:
- Dinadala ng heater ang temperatura hanggang 1100 C.
- Ang gas burner ay nagbibigay ng oxygen sa lugar ng pagtatrabaho.
- Ang jet, na nakikipag-ugnay sa metal, ay nag-aapoy. Ang core ng apoy ay dapat na matatagpuan sa layo na 1 hanggang 1.5 mm mula sa ibabaw upang tratuhin.
- Sa ilalim ng mga kondisyon ng matatag na supply ng gas, ang daloy ay madaling pumutol sa workpiece. Ang bilis ng jet ay depende sa kemikal na komposisyon ng materyal na pinuputol.
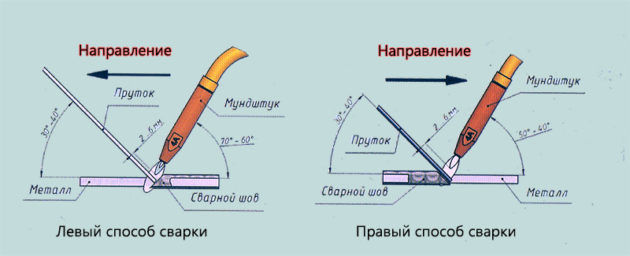 Mga pamamaraan ng welding
Mga pamamaraan ng welding
Mga uri ng gas na ginagamit
Oxygen
Isang mahalagang elemento para sa paghihinang at pagputol. Ginagamit ito bilang isang katalista na kinakailangan upang maisaaktibo ang mga proseso ng pagproseso ng metal. Ito ay nailalarawan sa pamamagitan ng kawalan ng kulay at amoy, mahinang solubility sa tubig at alkohol. Ang oxygen ay isang aktibong compound ng kemikal. Ito ay pinananatili sa mga espesyal na lalagyan sa ilalim ng patuloy na presyon. Tatlong grado ng teknikal na gas ang ginagamit para sa oxygen welding. Ang bawat species ay nakasalalay sa kadalisayan ng oxygen. Ang ari-arian na ito ay nakakaapekto sa kalidad ng pagproseso ng mga bahagi.

Acetylene
Ang pinakakaraniwang uri, dahil nagbibigay ito ng mataas na temperatura kumpara sa iba pang mga nasusunog na sangkap. Ito ay nabuo batay sa calcium carbonate na may tubig. Ang kemikal na sangkap ay sumisipsip ng kahalumigmigan mula sa atmospera at nasira sa ilalim ng impluwensya nito, kaya ang tambalan ay nakaimbak sa mga saradong drum. Ang acetylene ay sumasabog. Gayunpaman, ang kalidad na ito ay nawawala kung ang halo ay natunaw sa isang likido.
 Ang acetylene ay isa sa mga pinakakaraniwang gas
Ang acetylene ay isa sa mga pinakakaraniwang gas
hydrogen
Walang amoy at kulay.Nagiging paputok kapag nadikit sa hangin. Ang elemento ng kemikal ay nakaimbak sa mga silindro ng bakal sa ilalim ng presyon.
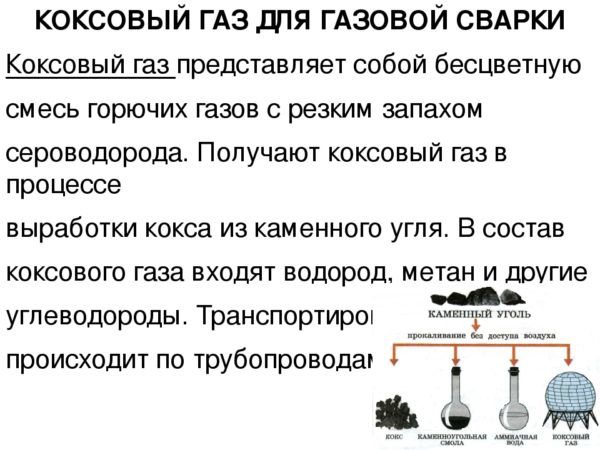
gas ng coke oven
Nabuo sa pamamagitan ng pagproseso ng karbon. Ito ay isang walang kulay na halo ng mga nasusunog na sangkap na may binibigkas na amoy ng hydrogen sulfide, na dinadala sa pamamagitan ng mga pipeline.
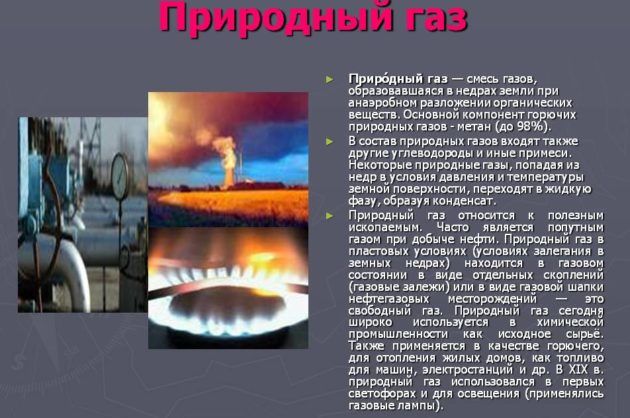
Ginamit batay sa methane, na nakuha mula sa bituka ng Earth.
Gasolina at kerosene
Mga produkto ng industriya ng pagdadalisay ng langis. Mayroon silang hitsura ng walang kulay na mga likido na may amoy na madaling sumingaw. Ang gas burner ay nagpapakain sa kanila sa pamamagitan ng mga evaporator upang bumuo ng singaw.

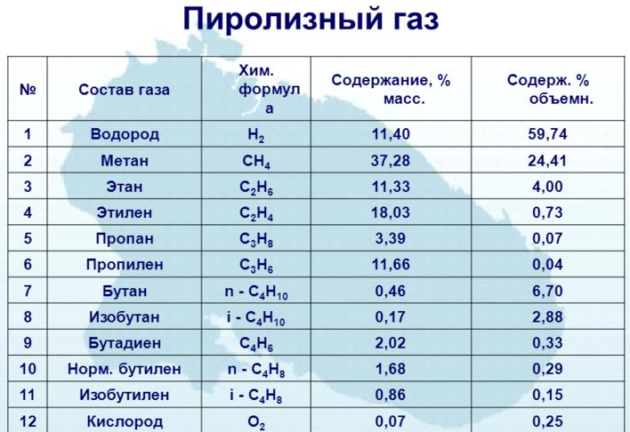
pyrolysis gas
Sumasailalim ito sa paglilinis, dahil binubuo ito ng mga hydrocarbon at carbon monoxide. Ito ay isang by-product ng oil refineries.
Paglalarawan ng proseso
Naturally, ang gawain ay nagsisimula sa yugto ng paghahanda, hindi alintana kung ikaw mismo ay mag-crash sa system o pumili ng isang espesyal na serbisyo. Kung ang huli, kailangan mong makipag-ugnay sa naaangkop na awtoridad, punan ang isang aplikasyon, marahil ay magbigay ng isang pakete ng mga dokumento na inireseta ng batas. Nagpasya na ikonekta ang isang bagong tubo gamit ang iyong sariling mga kamay? Nangangahulugan ito na kailangan mong bumili ng naaangkop na mga materyales, ihanda ang sistema at ang iyong sarili para sa nakaplanong gawain. Kaya, kung matagumpay na nakumpleto ang yugto ng paghahanda, sisimulan namin ang sidebar.
Koneksyon ng mga sistema ng metal
- Paglilinis sa ibabaw. Alisin mula sa lugar kung saan mo binalak gumawa ng isang frame, pintura, mga labi, kalawang.
- Markup. Tukuyin kung saan ang koneksyon, ilagay ang mga marka.
- Paggawa ng mga butas (na may pamamaraan ng coil - 1, na may paraan ng tee - 2).
- Maayos na paggamot. Ang mga puwang ay dapat tratuhin ng luad, at inirerekumenda na simulan ang prosesong ito kahit na sa panahon ng pagputol ng ibabaw upang mabawasan ang panganib ng pagsunog / pag-apoy sa tumagas na asul na gasolina. Ang mga natapos na butas ay dapat sarado nang mabilis hangga't maaari gamit ang isang espesyal na (gawa sa asbestos at luad) plug. Ang ginagamot na lugar ay dapat na palamig.
- Pag-install ng disconnect device. Kapag ang metal ay lumamig, ang plug ay maaaring buksan upang alisin ang isang fragment ng cut pipe mula sa istraktura. Pagkatapos alisin ang isang piraso ng metal, isang disconnecting device ang inilalagay sa slot, na isang hanay ng mga disk na gawa sa kahoy at goma, pati na rin ang mga maliliit na mangkok na may malapot na luad. Kung mananatili ka sa pamamaraan ng katangan, magkakaroon ng dalawang ganoong puwang.
- Pag-install ng tubo. Kapag natakpan ng disconnect device ang puwang, oras na upang simulan ang paggawa ng pangunahing butas - sa ilalim ng nakakabit (bagong tubo). Suriin ang tamang diameter, posible na ang mga marka ay kailangang itama. Gumawa ng isang butas, mag-install ng pipe. Weld ang mga joints ng pipe sa magkabilang panig, pagkatapos ay isara ang balbula dito.
- Pagsasara ng butas. Kaya, ang tubo ay welded, ngayon kailangan mong magwelding ng isang bagong tubo. Upang gawin ito, alisin muna ang mga labi ng metal na lumitaw bilang isang resulta ng paggawa ng pangunahing puwang. Ilagay ang mga ito sa kanilang lugar, gumawa ng luad, at i-brew din ang mga ito. Suriin kung ang welding seam ay tumutulo ng gas (gamit ang sabon).
- Paglalagay ng bagong tubo.

Pagputol sa isang plastik na tubo
Parami nang parami, ang mga plastik na istruktura ay ginagamit para sa pag-install ng mga network ng engineering. Kung kailangan mong kumonekta sa ganoong sistema, ano ang dapat mong gawin? Una, magalak na ang proseso ay hindi magiging mas kumplikado kaysa sa kaso ng metal. Pangalawa, mahigpit na sumunod sa mga naturang rekomendasyon.
Bumili ng mataas na kalidad - gawa sa pabrika, GOST-compliant na mga elemento ng pagkonekta (mga kabit), sa isip - metal. Gumamit ng socket joint at espesyal na pandikit upang madagdagan ang pagiging maaasahan ng tahi. Siguraduhin na ang junction ay perpektong selyadong, may pinakamataas na density. Bago i-install, gamutin ang insert na may isang anti-corrosion compound.
Paano isinasagawa ang tie-in mismo sa kaso ng mga plastic network? Ang koneksyon ay ginawa sa pamamagitan ng paglikha ng mga pagsingit na patayo sa gumaganang sistema. Ang haba ng mga pagsingit ay maaaring mag-iba sa pagitan ng 70-100 cm.Ang extension ay dapat maganap sa tulong ng mga plastik na tubo - sa batayan ng isang koneksyon sa socket-contact. Ano ang teknolohiyang ito? Ang insert na bakal ay pinainit (humigit-kumulang sa antas ng 60 degrees). At isang plastik na istraktura ang inilalagay dito, bukod dito, kaagad at may puwersa. Kung bumagsak ka sa isang system na may katamtamang presyon, ipinapayo ng mga eksperto na ikonekta ang powdered polyethylene sa "case" upang gawing mas malakas ang koneksyon hangga't maaari.

Ang pag-crash sa isang gas pipe ay tiyak na mas mahusay sa tulong ng mga propesyonal, gayunpaman, alam ang teorya, maaari kang mag-eksperimento, samantala, ito ay nasa iyo.
Mga regulasyon sa kaligtasan
Ang koneksyon ng pangunahing pipeline ng gas sa sentralisadong sistema ay isinasagawa na isinasaalang-alang ang mga patakaran upang matiyak ang maximum na kaligtasan sa panahon ng pagganap ng trabaho. Kasama sa mga panuntunang ito ang:
- Ang pag-tap sa low-pressure pipeline ay isinasagawa sa hanay ng parameter na ito 20 - 80 mm ng haligi ng tubig. Kung mayroong isang presyon sa ibaba o sa itaas ng mga tagapagpahiwatig na ito, ang gawain ay isinasagawa lamang pagkatapos ng pag-stabilize ng parameter;
- Ang pagpasok sa pipeline ng daluyan at / o mataas na presyon ay pinahihintulutan lamang pagkatapos na bumaba ang tagapagpahiwatig sa mga parameter na ipinahiwatig sa itaas. Kung ang pagbabawas ng presyon ay hindi katanggap-tanggap o imposible para sa anumang mga teknikal na kadahilanan, kung gayon ang gawain ay isinasagawa kasama ang paglahok ng mga espesyalista na may naaangkop na permit at dalubhasang kagamitan;
- kung ang presyon sa pipeline ng gas ay mas mataas kaysa sa 40 - 150 MPa, pagkatapos ay ipinagbabawal na gumamit ng kagamitan para sa hinang at pagputol ng gas kapag gumaganap ng trabaho.
Ang lugar ng trabaho sa tie-in sa gitnang gas pipeline ay dapat na limitado sa pamamagitan ng mga palatandaan ng babala na may mga inskripsiyon na "Mag-ingat, gas", "Walang daanan" at iba pa. Hindi katanggap-tanggap na gumawa ng apoy malapit sa lugar ng trabaho, kabilang ang paninigarilyo.
Mga palatandaan ng babala tungkol sa trabaho sa pipeline ng gas
Malamig na tie-in sa pangunahing gas pipeline
Ang pag-tap ng mga sanga sa mga pangunahing pipeline ay isinasagawa gamit ang isang aparato na nagpapahintulot sa trabaho na maisagawa nang walang tigil na pumping sa isang gumaganang presyon sa pipeline hanggang sa 6.4 MPa.
Ang isang kumplikadong mga gawa sa tie-in sa isang umiiral na pipeline ng gas sa ilalim ng presyon gamit ang mainit na trabaho ay ginagawa ng isang dalubhasang koponan. Ang paghahanda ng gas pipeline para sa tie-in ay isinasagawa ng isang subdivision ng enterprise na nagpapatakbo ng gas pipeline. Para sa mainit na trabaho sa ilalim ng presyon, ang isang order ay iginuhit - isang permit. Ang isang dalubhasang koponan ay dapat sanayin at sertipikadong magsagawa ng welding at pagtapik na trabaho gamit ang mga espesyal na kagamitan.
Bago ang simula ng tie-in work, kinakailangang magsagawa ng survey ng gas pipeline section kung saan pinlano ang tie-in. Ang lalim ng pagtula ng pipeline ng gas ay tinutukoy, ang lokasyon ng longitudinal axis, na minarkahan ng mga peg na naka-install bawat 50 m, at mga palatandaan na 1.5-2.0 m ang taas na nagpapahiwatig ng aktwal na lalim ng pagtula, na naka-install sa paningin sa mga tuwid na seksyon ng ruta na hindi hihigit sa 50 m ang pagitan, sa mga punto ng intersection na may sangay. Tukuyin ang posisyon ng gas pipeline sa vertical (laying depth) at horizontal (in plan) na mga eroplano.
Ang pagtatrabaho sa pagtapik sa ilalim ng presyon gamit ang hinang sa mga pipeline ng gas ay pinapayagan lamang kung ang kemikal na komposisyon ng pipe metal sa tapping point ay kilala. Sa lugar ng pag-install ng tie-in unit, ang pagkakaroon ng ibabaw at panloob na mga depekto (laminations, bitak, shell, atbp.) Ay hindi pinapayagan.
Bago magsagawa ng trabaho sa kontrol ng kalidad ng metal, linisin ang ibabaw ng pipe sa ilalim ng presyon para sa buong haba ng seksyon ng tie-in ng pipeline ng gas sa hukay mula sa mga residu ng lupa at pagkakabukod. Ang paglilinis ay dapat gawin lamang sa pamamagitan ng kamay, o sa pamamagitan ng mga sandblaster, scraper, brush, o iba pang mga tool na walang epekto. Tukuyin at markahan ng chalk ang lokasyon ng tie-in at ang pag-install ng mga tie-in node.
Magsagawa ng kontrol sa kalidad ng pipe metal sa lugar ng pag-install ng tie-in unit gamit ang ultrasonic method.
Sukatin ang kapal ng pader ng tubo sa layo na humigit-kumulang 100 mm sa magkabilang panig ng weld circumference.
Ang pagpupulong at hinang ng mga joints ay isinasagawa alinsunod sa mga kinakailangan ng SN 111-42-80 at VSN 006-89.
Mga kinakailangan para sa mga welded joint na ginawa sa isang gas pipeline sa ilalim ng presyon:
circumferential welds kapag welding lining, split tee, coupling at main pipe ay ginaganap na may obligadong posisyon ng nadeposito na weld layer sa pipe body.
ang lalim ng pagtagos ng pangunahing pipe wall sa posisyon ng ugat at idineposito na mga layer ng weld ay dapat na 2.4 mm, ngunit hindi hihigit sa 40% ng kapal ng pipe wall.
sa posisyon ng longitudinal welded seams ng hinang ang floorboard ng split tee (pagkabit) sa bawat isa, ang lalim ng pagtagos ay dapat na katumbas ng kapal ng pader ng katangan (pagkabit).
Ang pagtagos sa dingding ng pangunahing tubo ay hindi pinapayagan.
Ang mga parameter ng proseso ng hinang ay itinakda alinsunod sa mga pangunahing kinakailangan para sa pagtiyak ng kaligtasan at kalidad ng trabaho:
pinipigilan ang pagkasunog ng dingding ng tubo;
pag-iwas sa metal cracking sa heat-affected zone dahil sa daloy at paglamig ng gas at hydrogen cracking.
Ang welding ng mga tie-in unit sa isang umiiral na pipeline ng gas sa ilalim ng presyon ay dapat isagawa na may mandatoryong preheating ng mga ibabaw na i-welded.
Ang preheating ay isinasagawa bago ilapat ang root weld, pati na rin ang bawat isa sa kasunod na mga layer, kung ang temperatura ng weld area na welded ay bumagsak sa ibaba ng minimum na limitasyon.
Ang preheating na temperatura ng mga ibabaw na hinangin ay kinokontrol gamit ang mga contact thermometer at thermal pencil.
Ang temperatura ng preheating ng mga ibabaw na welded para sa hinang ang tie-in unit sa katawan ng gas pipeline ay dapat na 100ºС, hindi hihigit sa 250ºС.
Ang paunang pag-init ay ginagawa gamit ang isang gas burner o mga electric induction heater.
Ang mga paglihis mula sa mga nominal na sukat ng mga panlabas na diameter at ovality ng mga tubo ay hindi dapat lumampas sa mga limitasyon na nagbibigay ng pinapayagang puwang kapag hinang ang tie-in unit sa ibabaw ng gas pipeline.
Kung ang mga limitasyon ng paglihis ay lumampas sa inilaan na punto ng pagpapasok, ang punto ng pagpapasok ay inilipat.
Ipinagbabawal para sa tagal ng produksyon na magtrabaho sa isang gas pipeline mortise sa ilalim ng pagtaas ng presyon ng presyon sa parallel at intersecting na mga linya ng mga pipeline ng gas.
Ang pagbubukas ng isang pipeline ng gas sa ilalim ng presyon at ang paghuhukay ng hukay ng isang excavator ay dapat isagawa sa kondisyon na ang pagputol ng mga gilid ng mga ngipin ng bucket ay lumalapit sa layo na hindi mas malapit sa 0.5 m sa generatrix ng pipeline ng gas mula sa lahat ng panig. , habang ang undercarriage at mga sumusuportang elemento ng excavator ay hindi dapat direktang gumalaw sa itaas ng gas pipeline.
Pagkonekta sa system sa pipeline ng gas
Upang magtali sa isang karaniwang highway, kakailanganin mong isagawa ang mga sumusunod na aktibidad:
- Linisin ang kasukasuan ng mga labi, kalawang o pintura.
- Mark up, markahan ang lugar ng tie-in.
- Gumawa ng mga butas, kung saan magkakaroon ng dalawa - sa kaso ng paraan ng katangan, at isa - na may likid.
- Isara ang mga bitak gamit ang luad. Dapat magsimula ang pagproseso sa sandaling maputol ang ibabaw. Bawasan nito ang panganib ng sunog sa gas. Isara ang mga butas na ginawa kaagad gamit ang isang plug na gawa sa luad at asbestos, pagkatapos makumpleto ang trabaho, palamig ang mga ibabaw.
- I-mount ang disconnecting device pagkatapos ng huling paglamig ng metal. Upang gawin ito, bunutin ang plug at alisin ang bahagi ng cut pipe. Pagkatapos nito, magpasok ng isang disconnecting device sa resultang slot - ito ay mukhang malagkit na clay sacks at ilang goma at kahoy na mga disc. Sa kaso ng paggamit ng tee method, magkakaroon ng dalawang puwang.
- Ngayon ay kailangan mong i-mount ang pipe kung saan ang gas pipe ay konektado sa pangunahing. Ngunit una, suriin ang pagsusulatan ng mga diameters.Kung walang kailangang ayusin, pagkatapos ay gumawa ng isang butas at i-mount ang pipe, pagkatapos ay hinangin ang mga joints at isara ang balbula na naka-install sa pipe.
- Isinasara namin ang mga butas at hinangin ang isang bagong tubo. Upang magsimula, alisin ang lahat ng mga labi ng metal na nabuo sa panahon ng paglikha ng pangunahing puwang. Pagkatapos nito, ikonekta ang tubo sa nozzle, iproseso gamit ang luad at hinangin. Ang kalidad ng hinang ay sinuri gamit ang isang solusyon sa sabon.

Kung walang nakitang pagtagas, maaari kang magpatuloy sa pagtatapos ng trabaho - iyon ay, pag-backfill sa trench. Sa kabila ng katotohanan na ang gawain ay maaaring mukhang napaka-simple, dapat din silang isagawa bilang pagsunod sa mga dokumento ng regulasyon.
Bilang isang patakaran, ang mga naturang dokumento ay naglalaman ng sumusunod na impormasyon:
- Ang malambot na lupa na hindi hihigit sa 20 cm ang kapal ay ibinubuhos sa paligid ng mortise unit, pipe at gripo, na sinusundan ng compaction.
- Sa pinakadulo ng pag-backfill sa trench, ang mga mabibigat na kagamitan ay hindi dapat pahintulutang tumakbo sa mga tubo, mortise unit at ball valve.
Sa pagtatapos ng gawaing pagtatayo, kakailanganing pumirma ng isang kasunduan sa lokal na serbisyo ng gas upang simulan ang pagbibigay ng asul na gasolina. Bilang karagdagan, obligado ang serbisyo ng gas na magsagawa ng mga serbisyong teknikal at emergency na pagpapadala. Ang parehong organisasyon ang haharap sa pagtanggap ng natapos na sistema ng pipeline ng gas. Pagkatapos ng trabaho sa pagsisimula at pagsasaayos, kinakailangan na gumawa ng isang aksyon, pati na rin i-seal ang sistema ng kontrol ng gas.
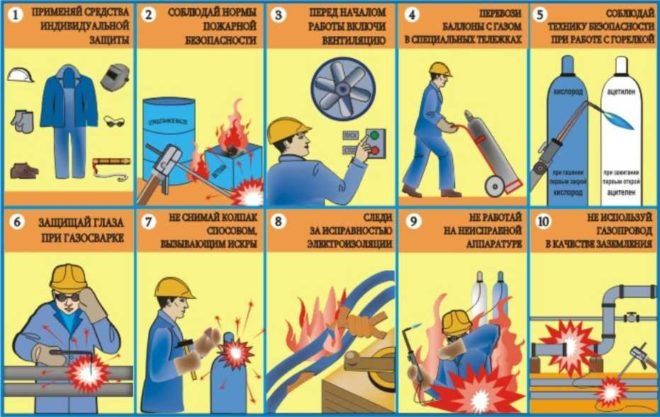
Kaligtasan
Ang gas welding at pagputol ay hindi magagawa nang hindi sinusunod ang mga regulasyon sa kaligtasan. Sa panahon ng trabaho, ang welder ay nakalantad sa lahat ng uri ng mga potensyal na panganib.
Mga komprehensibong pag-iingat:
Ang proteksyon laban sa electric shock ay nangangailangan ng:
 Mga Tagubilin sa Kaligtasan
Mga Tagubilin sa Kaligtasan
- Grounding ang device.
- Pagkakabukod ng mga conductive na bahagi ng kagamitan.
- Tuyo, walang sira na damit.
- Pagbubukod ng trabaho sa basang panahon.
Ang proteksyon sa mata ay nangangailangan ng paggamit ng isang espesyal na maskara na may mga light filter.
Ang gas welding ay isang banta ng pagkasunog, pagsabog ng apoy. Upang makatulong na maiwasan ang isang emergency:
- Outfit sa oberols.
- Ang kawalan ng bukas na nasusunog, nasusunog na mga sangkap sa mga lugar ng trabaho.
- Pagkakaroon ng mga fire extinguisher.
- Pagsunod sa teknolohikal na rehimen.
Laban sa pagkalason sa mga nakakalason na singaw ay gumagamit ng:
- Mga respirator.
- Mahusay na bentilasyon sa silid.
- Mga maskara na katulad ng mga gas mask.
Ilegal na tie-in at ang mga kahihinatnan nito
Kadalasan, ang ilegal na tie-in ay isinasagawa ng mga indibidwal na nadiskonekta mula sa pipeline ng gas dahil sa hindi pagbabayad, o gustong kumonekta sa isang bahay, garahe o anumang outbuilding nang hindi nag-coordinate ng proyekto at nagbabayad para sa koneksyon mismo at sa kasunod na paggamit ng gas. Depende sa kung gaano kalubha ang pinsalang naidulot sa pipeline ng gas sa panahon ng tie-in, ang halaga ng gas na ginamit, pati na rin ang pagpayag o hindi pagkakasundo ng taong nagkasala na lutasin ang isyung ito nang mapayapa at bayaran ang lahat ng nararapat na multa, administratibo o kriminal maaaring ilapat ang pananagutan.

Kung sakaling magdulot ng partikular na malaking pinsala at hindi pagnanais na magbayad para dito, pati na rin ang pagsisiwalat ng katotohanan na ang naturang mga pagkakaugnay ay hindi isinasagawa sa unang pagkakataon, mga artikulo ng Criminal Code ng Russian Federation 158 (Theft with open). access) at 165 (Nagdudulot ng pinsala sa pamamagitan ng panlilinlang) ay maaaring ilapat sa taong nagkasala ). Samakatuwid, ito ay mas mahusay na hindi kumuha ng mga panganib at kumuha ng lahat ng mga kinakailangang permit at tapusin ang isang naaangkop na kontrata.
Mga pagtutukoy
Ang walang patid na mga supply ng gas sa mga tahanan ng mga mamimili ay direktang nakadepende sa throughput ng mga gas pipe. Sa pagsasaalang-alang na ito, ang pagkalkula ng parameter na ito ay ginawa lalo na maingat. Bukod dito, ang prosesong ito ay ipinag-uutos anuman ang materyal ng mga produktong ginamit - polimer o bakal.
Upang matukoy ang maximum na throughput ng bawat partikular na pipe, ginagamit ang sumusunod na formula:
Q max \u003d 196.386 T × (P / Z) × (D y / 2),
kung saan ang P ay ang halaga ng patuloy na presyon ng pagtatrabaho sa gas pipe, nadagdagan ng 0.1 MPa; D y - ang laki ng conditional passage ng pipe; Ang T ay isang tagapagpahiwatig ng temperatura ng gas na dumadaan sa pipe sa degrees Kelvin; Ang Z ay ang compression factor.
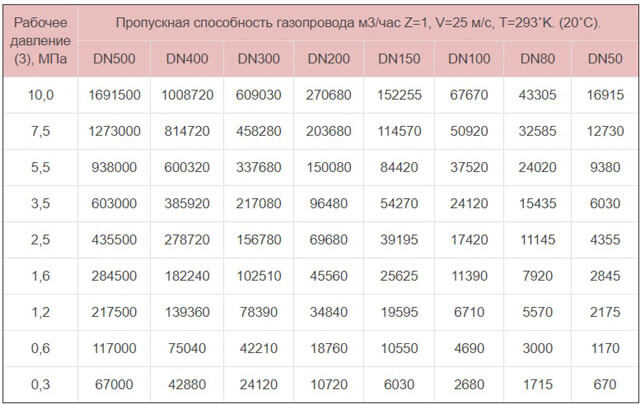
Batay sa formula, maaari nating tapusin na ang mas mataas na temperatura ng gas na dinadala sa pamamagitan ng mga tubo, mas malaki ang kanilang throughput upang maiwasan ang mga tagas, pagkawala ng higpit o kahit na mga pagsabog.
Bagaman sa kanilang mga propesyonal na aktibidad, ang mga master ay madalas na gumagamit ng mas kumplikadong mga formula para sa pagkalkula ng throughput, gayunpaman, ang paraan ng pagkalkula sa itaas ay higit pa sa sapat para sa sariling pagpili ng mga tubo ng nais na diameter.
Ipasok ang Mga Tampok
Ano ang isang bingaw? Sa mga propesyonal na termino, ito ang koneksyon ng isang bagong tubo sa isang gumaganang "kamag-anak" - na nagdadala na ng asul na gasolina. Kadalasan, ang mga system ay konektado nang hindi pinapatay ang gas, kahit na mga linya ng puno ng kahoy, ngunit may mga mahahalagang nuances sa prosesong ito. Kaya tingnan natin kung paano bumagsak sa isang may presyon na tubo ng gas.
Mga panuntunan sa trabaho
Tandaan ang mga pangunahing tuntunin para sa paghawak ng mga sistemang ito:
- pinapayagan na gumawa ng isang tie-in sa isang mababang presyon ng network sa mga tagapagpahiwatig ng presyon na hindi hihigit sa 80 mm ng haligi ng tubig, ngunit hindi mas mababa sa 20;
- ang koneksyon sa mga highway o mga network na may mataas / katamtamang presyon ay posible lamang matapos ang antas nito ay nabawasan sa isang katanggap-tanggap na antas;
- kung imposibleng bawasan ang presyon, kakailanganin mong makahanap ng mga espesyal na kagamitan na nagbibigay-daan sa iyo upang gumawa ng isang kurbatang sa ilalim ng hindi pangkaraniwang mga pangyayari;
- ang trabaho nang hindi binabawasan ang presyon ng batas ay pinapayagan na isagawa lamang ng mga may-katuturang organisasyon na may pahintulot para sa ganitong uri ng aktibidad (kung minsan kahit na tumatanggap ng isang espesyal na utos);
- Ang gas welding at pagputol ay maaaring isagawa sa mga lugar na may presyon na 40 hanggang 150 kg / cm (bukod dito, ang koridor na ito ay dapat na sundin sa buong proseso).

Ipasok ang mga uri
Maaari mong ikonekta ang isang bagong network sa isang gumaganang sistema gamit ang mga sumusunod na teknolohiya:
- Malamig na tie-in, kung saan ang pangunahing pipeline ay nagpapatakbo nang walang pagbabago (ang dami ng asul na gasolina sa mga istruktura at ang presyon ng supply ay nananatiling pareho - gumagana). Ayon sa "scenario" na ito, ang mga network ng gas ng mga bagong gumagamit ay madalas na konektado sa pangunahing. Alam ng maraming manggagawa kung paano bumagsak sa isang gas pipe nang walang hinang, dahil ang teknolohiyang ito ay medyo simple.
- Ang welding, sikat na tinatawag na "tradisyonal na pamamaraan", ay isang maaasahang, nasubok sa oras na pamamaraan, gayunpaman, nangangailangan ng ilang mga kwalipikasyon at espesyal na pag-access mula sa mga gumaganap na kasangkot sa koneksyon.
Tulad ng para sa mga pamamaraan ng kurbatang mismo, nahahati sila sa:
- reel, na nagpapahiwatig ng attachment sa dulo ng isang gumaganang sistema;
- katangan, kapag ang insert ay ginawa gamit ang intersection ng mga axes ng mga network.
Mga pangunahing kinakailangan para sa mga pipeline ng mataas na presyon.
Ang welding ng isang high-pressure pipeline ay nakikilala sa pamamagitan ng isang bilang ng mga espesyal na kinakailangan para dito. Ang mga pangunahing paghihirap sa pagsasagawa ng naturang gawain ay nauugnay sa katotohanan na pinag-uusapan natin ang tungkol sa mga tubo na nailalarawan sa pamamagitan ng isang malaking kapal ng pader at, sa parehong oras, isang medyo maliit na diameter. Bilang karagdagan, kinakailangang isaalang-alang ang mga kakaibang katangian ng media na dumadaan sa naturang mga tubo - maaari silang magkaroon ng parehong napakababa at napakataas na temperatura, samakatuwid, lalo na ang mataas na mga kinakailangan ay inilalagay sa weld, na dapat magkaroon ng perpektong lakas at higpit, at bukod pa, hindi ito dapat sumuko sa kaagnasan.
Iyon ang dahilan kung bakit ang espesyal na pansin sa panahon ng pag-install ng mga high-pressure na pipeline ay binabayaran sa kontrol ng kalidad ng weld, kung saan ang mga espesyal na komposisyon at kagamitan ay madalas na ginagamit.
Mga uri ng pag-tap at mga paunang aksyon
Ang paunang yugto ng paghahanda ay ipinag-uutos sa anumang kaso, kung ikaw ay isang baguhan o isang bihasang master.Kung ikaw mismo ay hindi alam kung paano bumagsak sa isang gas pipe nang walang hinang o kung hindi man, makipag-ugnayan sa isang opisina na dalubhasa sa naturang gawain.
Kapag nakikipag-ugnayan sa isang kontratista, kapag nag-aaplay para sa isang tie-in, maaari kang hilingin na magpakita ng isang buong pakete ng mga dokumentong inireseta ng batas para sa mga naturang kaso.
Kapag isinasagawa ang paunang tie-in sa gas main ng mga komunikasyon ng isang bagong itinayong bahay, ang mga sumusunod na dokumento ay kinakailangan:
- pahintulot para sa isang tie-in sa isang gas main mula sa isang institusyong arkitektura at pagpaplano;
- isang topographical na imahe ng isang partikular na lugar, na pinatunayan ng industriya ng gas. Bilang karagdagan sa mga tubo ng gas, ang lahat ng mga komunikasyon na konektado sa gusali ay dapat na markahan dito: supply ng tubig at alkantarilya, pagpainit;
- teknikal na pasaporte o kopya nito, na pinatunayan ng isang notaryo, isang bilang ng iba pang mga dokumento.

Ngunit ang mga may-ari na nauunawaan ang mga intricacies ng tie-in ay nagtatrabaho sa mga pangunahing pipeline ng gas, at sigurado rin na kaya nila ito sa kanilang sarili, ay dapat lamang bumili ng mga kinakailangang materyales. Gayunpaman, mag-ingat, dahil ang pag-crash sa isang gas pipe ay ilegal, hindi ganap na ligtas. Sa kaganapan ng isang paglabag sa teknolohiya, ang pinsala sa pangunahing linya ay maaaring mapukaw, na maaaring magbanta hindi lamang pinsala sa buhay at kalusugan, kundi pati na rin ang administratibo at kriminal na pananagutan.
Mayroong dalawang paraan upang ikonekta ang isang gumaganang pipeline ng gas sa isang bagong sangay.
malamig na tie-in
Sa kasong ito, ang pangunahing tubo ay patuloy na gumagana nang normal nang walang pagbabago sa dami at presyon ng dinadalang gas. Mas gusto nilang gamitin ang paraang ito para sa paunang koneksyon ng mga bagong subscriber.
Ang mga mas gustong gawin ang kanilang sariling pag-tap sa isang may presyon na tubo ay kadalasang mas gusto ang teknolohiyang ito, dahil ito ang pinakamadaling gawin.
paraan ng hinang

Ngunit ang paraan ng pagkonekta ng mga gas pipe sa mga pangunahing linya ay maaaring reel o tee. Sa pamamagitan ng isang koneksyon sa coil, ang mga dulo ng mga tubo at ang operating system ay pinagsama, at sa pamamaraan ng katangan, ang mga axes ng mga pipeline ay tumawid.
Mga pamantayan para sa ligtas na pagtapik sa mga tubo ng gas
Bago bumagsak sa isang gas pipe, kailangan mong alagaan ang mga pag-iingat sa kaligtasan sa pasilidad. Dapat ay walang bukas na pinagmumulan ng apoy malapit sa mga tubo ng gas, kaya ang lugar ng trabaho ay dapat na nakahiwalay sa mga naninigarilyo, at sa katunayan ay mga estranghero.
Bilang karagdagan, sa daan patungo sa tie-in point sa pipeline ng gas, ang mga palatandaan ng babala ay dapat ilagay na may mga inskripsiyon na "Mag-ingat, gas!", "Walang daanan!", "Bawal manigarilyo!" at iba pang may katulad na nilalaman. Ang ganitong mga kinakailangan ay obligado para sa pagpapatupad, upang maiwasan ang mga aksidente.
Kapag gumagawa ng isang tie-in sa isang gas pipe, kinakailangan ding sundin ang ilang mga pamantayan para sa pagtatrabaho sa kanila.

Ang pinakamahalagang tuntunin ay:
kapag kumokonekta sa isang pipeline ng gas na may mababang presyon, dapat itong tiyakin na ang halaga nito ay hindi tumaas sa itaas 80 mm Hg, ngunit hindi rin bumaba sa ibaba 20 mm Hg;
kung ang trabaho ay pinlano sa mga network na may mataas o katamtamang presyon, pagkatapos bago simulan ang tie-in, ang tagapagpahiwatig na ito ay dapat ibaba sa isang katanggap-tanggap na antas;
Ang pagputol ng gas o welding ng mga tubo ay maaari lamang isagawa sa mga seksyon ng pipeline kung saan ang presyon ay nagbabago sa pagitan ng 40-150 MPa
Bukod dito, mahalagang tiyakin na ang tagapagpahiwatig na ito ay nasa loob ng mga katanggap-tanggap na limitasyon sa buong oras ng trabaho. Ang pamantayan ay legal na naayos, ayon sa kung saan ang mga negosyo lamang na nakatanggap ng isang espesyal na permit o kahit isang order ay maaaring magsagawa ng pag-tap sa mga pipeline ng gas nang hindi binabawasan ang antas ng presyon sa kanila.
Ang pamantayan ay legal na naayos, ayon sa kung saan ang mga negosyo lamang na nakatanggap ng espesyal na pahintulot o kahit isang order ay maaaring magsagawa ng pag-tap sa mga pipeline ng gas nang hindi binabawasan ang antas ng presyon sa kanila.


