Mga tampok ng welding zinc pipe
Pagpapasya kung aling mga electrodes ang lutuin ng galvanizing, piliin ang nais na tatak batay sa mga kondisyon ng operating ng welded na produkto sa panahon ng karagdagang paggamit. Ang welding ay hindi naiiba sa maginoo na welding, maliban sa ilang mga nuances:
- Ang epekto ng temperatura sa layer ng zinc ay humahantong sa pagkasunog nito sa pagbuo ng mga nakakalason na gas, samakatuwid, sa proseso ng hinang, dapat na sundin ang mga pag-iingat sa kaligtasan - gumamit ng bentilasyon ng daloy at protektahan ang mga organ ng paghinga mula sa mga gas.
- Bago magsagawa ng trabaho, ang pagsubok na hinang ay dapat isagawa sa mga maikling seksyon ng mga tubo para sa pagpili ng mga electrodes at ang pinakamainam na mode ng power supply.
- Upang masunog ang zinc, kailangan ng karagdagang enerhiya, kaya ang kasalukuyang sa welding machine ay nakatakda ng 10% na higit pa kaysa kapag hinang ang uncoated na bakal.
- Ang isang mas mahusay na tahi ay nakuha kapag gumagamit ng rutile electrodes (ito ay kilala), kapag hinang gamit ang mga electrodes na may pangunahing patong, ang zinc ay higit na nagpapasama sa kalidad ng tahi, na ginagawang ang mga gilid ng mga gilid nito ay napunit at hindi pantay. Samakatuwid, inirerekumenda na bago ang hinang gamit ang mga electrodes na may pangunahing patong, ihanda ang lugar ng hinaharap na kasukasuan - alisin ang zinc coating na may acid o nakasasakit na mga materyales.

kanin. 13 Surface treatment na may zinc paint para sa proteksyon ng kaagnasan
Mga tampok ng hinang
Ang direktang teknolohikal na mapa para sa welding galvanized pipe ay nagbibigay para sa ilang mga parameter ng trabaho at ang daloy ng trabaho, na dapat sumunod sa mga regulasyon. Ang proseso ng hinang ay dapat magbigay ng ilang mga katangian, ang layunin nito ay upang maiwasan ang pinsala sa ibabaw ng galvanized coating sa panahon ng teknolohikal na hinang. Kaya, ang electric welding ng mga galvanized pipe ay nagsasangkot ng aplikasyon ng isang espesyal na pagkilos ng bagay sa ibabaw ng galvanized coating. Pipigilan nito ang pagkasunog ng zinc sa oras ng hinang.
 Welding ng galvanized pipe
Welding ng galvanized pipe
Ayon sa pamamaraan para sa welding galvanized pipe, ang joint venture ay nagbibigay ng mga sumusunod na hakbang:
- Sa lugar ng hinang, ang isang flux compound ay inilapat, na may likido-malapot na teknolohikal na estado.
- Sa proseso ng hinang, ang koneksyon ng flux ay pumasa sa ibang istraktura, habang nangyayari ang pagkatunaw, at ang pagkilos ng bagay ay hindi naglalabas ng mga produkto ng pagkasunog, at hindi rin sumingaw, ngunit ang mga welding galvanized pipe ay nakakapinsala sa kalusugan, nang walang paggamit ng mga espesyal na proteksiyon na aparato para sa ang operator ng welding equipment.
- Sa pagtatapos ng teknolohikal na hinang, ang isang perpektong pantay at malakas na tahi ay nakuha sa kantong. Ang ibabaw ay ganap na protektado mula sa hitsura ng mga proseso ng kaagnasan sa hinaharap.
https://youtube.com/watch?v=QFoiF2vXzVE
Paano magwelding ng mga tubo sa pamamagitan ng electric welding nang tama hakbang-hakbang na gabay
Pagpili ng mga electrodesMga pagkakaiba-iba ng mga welds at pipe jointsPaunang trabaho sa mga bahagiWelding processMga subtleties ng electric weldingAssembling jointsPaggawa gamit ang rotary at fixed jointsPagsusuri sa pagiging maaasahan ng mga joints Mga panuntunan sa kaligtasan kapag nagtatrabaho sa isang welding machine
Sa proseso ng housekeeping, madalas na may mga kaso kung kinakailangan na bumuo ng ilang uri ng istraktura mula sa mga ordinaryong tubo o profile. Kadalasan, ang magaan at madaling i-install na mga plastik na tubo, pati na rin ang mga produktong bakal na may sinulid na mga fastener, ay ginagamit para sa mga layuning ito. Gayunpaman, sa artikulong ito titingnan natin kung paano maayos na magwelding ng pipe para sa pagpainit o iba pang mga kinakailangang sistema sa iyong tahanan, dahil ang mga opsyon na nabanggit sa itaas ay hindi palaging katanggap-tanggap at naaangkop.
Pagpili ng mga electrodes
Ang unang bagay na kakailanganin mong magsagawa ng welding work sa mga heating pipe o iba pang mga istraktura ay mga electrodes. Hindi lamang ang pagiging maaasahan ng mga nakuha na welds at ang higpit ng sistema, kundi pati na rin ang proseso ng pagsasagawa ng trabaho ay depende sa kalidad ng consumable na ito.
Ang isang elektrod ay nauunawaan bilang isang manipis na bakal na baras na may isang espesyal na patong, na nagbibigay-daan para sa isang matatag na arko sa proseso ng electric welding ng mga tubo, at kasangkot sa pagbuo ng isang weld, at pinipigilan din ang oksihenasyon ng metal.
Ayon sa uri ng core, mayroong mga electrodes:
- May non-melting center. Ang materyal para sa mga naturang produkto ay grapayt, de-koryenteng karbon o tungsten.
- Sa sentro ng pagtunaw. Sa kasong ito, ang core ay isang wire, ang kapal nito ay depende sa uri ng hinang.
Tulad ng para sa panlabas na shell, ang maraming mga electrodes na matatagpuan sa merkado ay dapat nahahati sa ilang mga grupo.
Kaya, ang saklaw ay maaaring:
- Cellulose (grade C). Ang mga produktong ito ay pangunahing ginagamit para sa welding work na may mga tubo ng malalaking seksyon. Halimbawa, para sa pag-install ng mga pipeline para sa transportasyon ng gas o tubig.
- Rutile acid (RA). Ang ganitong mga electrodes ay pinakamainam para sa welding metal pipe para sa pagpainit o pagtutubero. Sa kasong ito, ang weld ay natatakpan ng isang maliit na layer ng slag, na madaling maalis sa pamamagitan ng pag-tap.
- Rutile (RR). Ang ganitong uri ng elektrod ay ginagawang posible upang makakuha ng napakatumpak na mga tahi ng hinang, at ang slag na nabuo sa panahon ng operasyon ay napakadaling maalis. Karamihan sa mga naturang electrodes ay ginagamit sa mga lugar ng mga kasukasuan ng sulok o kapag hinang ang pangalawa o pangatlong layer.
- Rutile cellulose (RC). Ang ganitong mga electrodes ay maaaring magsagawa ng hinang sa ganap na anumang eroplano. Sa partikular, sila ay aktibong ginagamit upang lumikha ng isang mahabang vertical seam.
- Basic (B)
Mga uri ng welds at joints
Ang welding ng mga pipe ng bakal ay isinasagawa ng isang welding machine gamit ang paraan ng pagtunaw. Ang welding machine ay bumubuo ng isang direktang kasalukuyang mula sa alternating current at, sa pamamagitan ng isang electric arc, pinainit ang isang lokal na lugar ng produkto sa nais na temperatura. Ang pagbuo ng isang electric arc ay nangyayari sa isang metal rod (electrode). Kung saan gumagana ang arko, nabuo ang isang espesyal na kapaligiran, na, kapag natutunaw ang metal, ay hindi pinapayagan itong mag-oxidize. Salamat sa mataas na kalidad na welded seam, ang mga pagtagas ay ganap na hindi kasama, dahil ang koneksyon ay masikip.
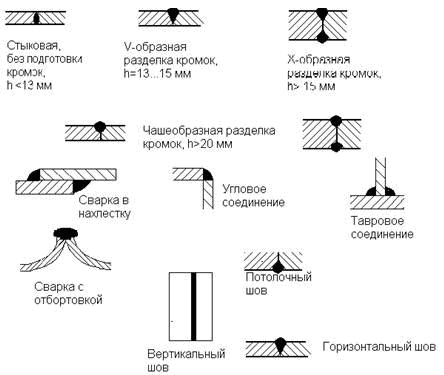
Mayroong maraming mga paraan upang tahiin. Aling paraan ang pipiliin ay depende sa kapal ng mga tubo at ang materyal na kung saan sila ginawa. Ang mga pangunahing uri ng seams:
- sa Taurus;
- puwit;
- magkakapatong;
- angular.
Mahalaga rin na isaalang-alang ang lokasyon ng mga tubo na may kaugnayan sa bawat isa:
- ilalim na tahi. Sa panahon ng hinang, ang elektrod ay inilalagay sa ibabaw ng mga elemento na konektado. Sa pamamaraang ito, malinaw na nakikita ng welder ang lahat ng mga welded na lugar, kaya ang pamamaraang ito ay ang pinaka-maginhawa.
- Pinagtahian ng kisame. Ang elektrod ay inilalagay sa ilalim ng elementong hinangin. Sa kasong ito, itinaas ng operator ang kanyang kamay at hinawakan ito sa itaas ng kanyang ulo, kaya ang pamamaraang ito ay ginagamit lamang sa panahon ng pag-aayos o kapag pinapalitan ang isang deformed pipe section. Kapag nag-aayos ng bagong sistema, hindi ito ginagamit.
- patayong tahi. Ang paraan ng koneksyon na ito ay ginagamit kung ang 2 pipe ay matatagpuan nang pahalang. Ang welder ay gumagalaw sa elektrod pataas at pababa at mula sa ibaba hanggang sa itaas (sa patayong direksyon).
- Pahalang na tahi. Kadalasan, ang mga pahalang na koneksyon ay gumagawa ng pag-install ng mga sistema ng pag-init at pagtutubero. Sa kasong ito, ang dalawang tubo ay nasa isang patayong posisyon.
Posible bang magwelding ng mga galvanized pipe
Ang mga patakaran para sa pag-assemble ng mga pipeline ay tinutukoy ng GOSTs. Gayunpaman, ang mga karaniwang kinakailangan ay hindi angkop para sa pagtatrabaho sa mga galvanized pipe. Ang proteksiyon na layer ng zinc ay kumukulo sa temperatura na 906 degrees Celsius. Gayunpaman, ang base ay dapat na pinainit sa 1200 degrees.Dahil dito, ang mga pagbabago ay ipinakilala, ayon sa kung saan ang dalawang posibleng paraan upang malutas ang problema ay ipinahiwatig:
- Welding gamit ang flux. Ang komposisyon ay hindi dapat maglaman ng mga sangkap na natutunaw sa tubig.
- Nabawasan ang oras ng hinang. Kaya ang zinc ay walang oras upang sumingaw. Upang makumpleto ang trabaho nang mas mabilis, kailangan mong dagdagan ang temperatura gamit ang kasalukuyang regulator.
Pinipili ng welder ang pamamaraan depende sa sitwasyon, mga teknikal na kinakailangan.