Mga uri ng polypropylene pipe
Ang buhay ng serbisyo ng mga produkto ay nakasalalay sa temperatura ng daluyan at ang presyon na nilikha sa kanila. Gamit ang tamang pagpili ng uri ng materyal, posible na makabuluhang mapalawak ang mga kakayahan sa pagpapatakbo nito.
Mayroong 4 na uri ng mga materyales sa tubo na may iba't ibang katangian depende sa temperatura ng kanilang operasyon.
|
Uri ng produkto at kaukulang pagmamarka |
Layunin | Katamtamang temperatura, С |
Presyon sa pagtatrabaho, MPa |
|
PN10 |
Para sa supply ng malamig na tubig at underfloor heating | 20 para sa malamig na supply ng tubig, 45 para sa mainit na sistema ng sahig | 1 |
| PN16 | Para sa malamig at mainit na supply ng tubig | Hanggang 60 |
1,6 |
|
PN20 |
Para sa supply ng mainit na tubig | Hanggang 80 | 2 |
| PN25 | Para sa mga central heating system, reinforced na produkto, hot water supply system | Hanggang 95 |
2,5 |
Ang mga materyales ng PN10 ay tumutukoy sa mga produktong inilaan para sa supply ng malamig na tubig. Hindi nila kayang tiisin ang mataas na temperatura ng kapaligiran. Ang pangalawang uri, na may markang PN16, ay tumutukoy sa mga mixed-type na produkto at idinisenyo para sa malamig at mainit na supply ng tubig, ngunit may limitadong operating temperature. Ang PN20 at PN25 ay mga materyales na inilaan para sa supply ng mainit na tubig. Ang mga naturang pipeline ay kayang tiisin ang mataas na temperatura, at ang mga produktong may markang PN25 ay pinalalakas din ng metal, na nagpapataas ng kanilang buhay ng serbisyo at kakayahang makatiis ng mataas na presyon at mga kondisyon ng temperatura.
Pipe welding kit
Kung ang hinang ng mga produktong polypropylene ay kailangang isagawa nang regular, ipinapayong bumili ng isang espesyal na welding kit, na agad na ibinebenta sa isang naaangkop na maleta. Ang average na gastos nito ay halos isang daang dolyar, at binubuo ito ng:

- elemento ng pag-init;
- Teflon nozzle ng iba't ibang laki;
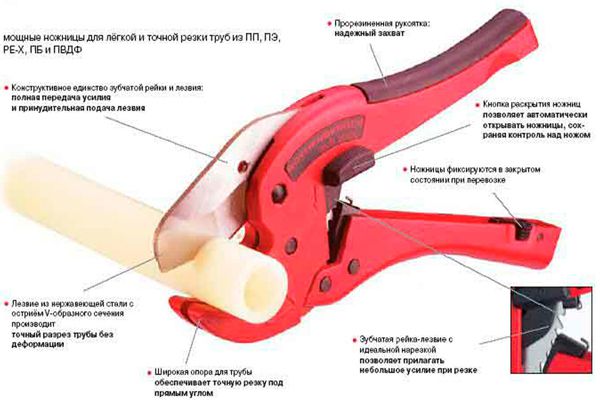
- gunting para sa pagputol ng mga polypropylene pipe;
- bolts na nakakabit sa heating element ng nozzle;
- antas;
- suporta para sa elemento ng pag-init;
- hexagon para sa paghigpit ng bolts.
Sa kaso kapag ang gawaing hinang ay isinasagawa sa pana-panahon, mas makatwiran ang pagrenta ng kagamitan sa hinang.
Mga uri at layunin
Available ang mga polypropylene pipe sa apat na kulay - berde, kulay abo, puti at itim. Ang mga itim lamang ang naiiba sa mga katangian - nadagdagan nila ang paglaban sa ultraviolet radiation at ginagamit kapag naglalagay ng isang sistema ng patubig sa lupa. Ang lahat ng natitira ay may katulad na mga katangian at inilalagay sa loob ng bahay o inilibing sa lupa.
Sa pamamagitan ng appointment, ang mga polypropylene pipe ay ang mga sumusunod na uri:
- Para sa malamig na tubig (temperatura hanggang +45°C). Madaling makilala ang mga ito sa pamamagitan ng longitudinal blue stripe.
- Para sa mainit na supply ng tubig (pag-init hanggang +85°C). Ang isang natatanging tampok ay isang pulang guhit.
-
Universal (maximum na pag-init hanggang +65-75°C depende sa tagagawa). Dalawang guhit ang inilapat nang magkatabi - asul at pula.
Para sa parehong malamig at mainit na tubig, may mga tubo na may iba't ibang katangian. Ito ay ipinapakita sa label:
- Eksklusibong ginagamit ang PN10 sa mga sistema ng supply ng malamig na tubig (hanggang +45°C) na may mababang presyon (hanggang 1 MPa). Mayroon silang maliit na kapal ng pader. Hindi angkop para sa matataas na gusali.
- PN16. Ang mga ito ay madalas na may label na unibersal, ngunit mas madalas na ginagamit para sa malamig na tubig - nakatiis sila ng pag-init ng daluyan hanggang sa + 65 ° C at presyon hanggang sa 1.6 MPa.
- PN20. Ang mga tubo na may makapal na pader, na maaaring maghatid ng daluyan na may temperatura na hanggang +80°C, ay makatiis ng mga presyon hanggang 2 MPa. Ginagamit sa pamamahagi ng mainit na tubig at mga sistema ng pag-init.
- PN25. Ang mga ito ay reinforced polypropylene pipes (foil o fiberglass). Dahil sa pagkakaroon ng isang reinforcing layer, madalas silang may mas maliit na kapal ng pader kaysa sa PN20. Katamtamang temperatura ng pag-init - hanggang +95°C, presyon - hanggang 2.5 MPa. Ginagamit ang mga ito para sa mainit na supply ng tubig at pagpainit.
Ang lahat ng mga ito ay ginawa sa iba't ibang mga diameters - hanggang sa 600 mm, ngunit sa mga apartment at pribadong bahay sila ay ginagamit pangunahin sa mga sukat mula 16 mm hanggang 110 mm.
Mangyaring tandaan na ang panloob na diameter ay ipinahiwatig, dahil maaaring mag-iba ang kapal ng pader.
Stage two. Welding ng polypropylene pipes

Ang pamamaraang ito ay mangangailangan ng electric jigsaw (pagputol ng polypropylene) at mga espesyal na kagamitan sa hinang.

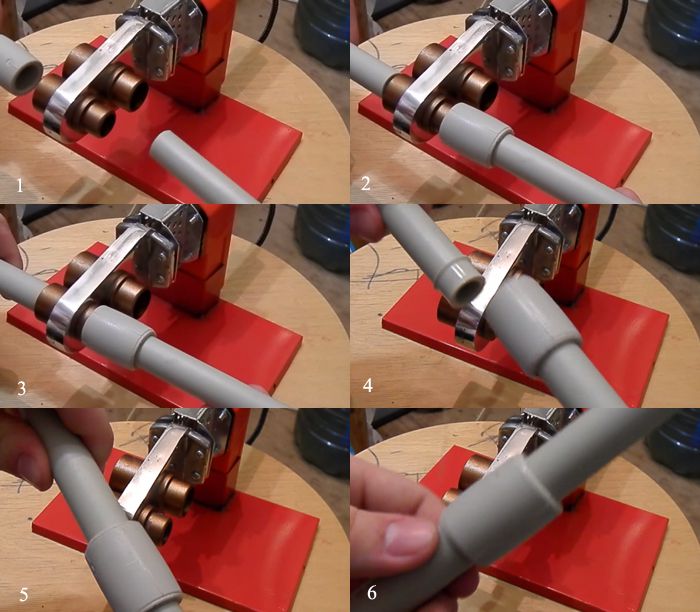
Unang hakbang.
Habang ang apparatus ay nagpapainit, ang mga kinakailangang sukat ay kinuha, ang mga tubo ay minarkahan at pinutol.
Ikalawang hakbang.
Ang mga dulo ng mga produkto na binalak na magkakaugnay ay maingat na nililinis at degreased.
Ikatlong hakbang.
Gamit ang lapis, minarkahan ang lalim ng pagpasok ng bawat produkto sa manggas. Ito ay katangian na sa parehong oras ay dapat magkaroon ng hindi bababa sa isang milimetro na puwang, kaya ang mga tubo ay hindi umabot laban sa pagkabit ng angkop.
Ikaapat na hakbang.
Ang isang PP pipe na may angkop ay inilalagay sa manggas alinsunod sa mga marka na ginawa, at ang pag-init ng lahat ng mga elemento ay dapat mangyari nang sabay-sabay.
Ang tagal ng pag-init ay nakasalalay hindi lamang sa diameter ng mga produkto, kundi pati na rin sa lalim ng hinang (matatagpuan ito sa talahanayan sa ibaba).
Ikalimang hakbang.
Pagkatapos ng isang tiyak na tagal ng panahon, ang mga produkto ay aalisin at konektado, na may kaunting pagsisikap, na nakaupo sa bawat isa. Ipinagbabawal na paikutin ang mga elemento kasama ang linya ng ehe.

Ika-anim na hakbang.
Sa loob ng ilang segundo pagkatapos ng koneksyon, isasagawa ang pangunahing pagsasaayos, pagkatapos ay sa wakas ay maayos na ang mga elemento.

Kung walang mga puwang na natitira sa kantong, kung gayon ito (ang koneksyon) ay maaaring ituring na may mataas na kalidad.
Paggawa ng Welding Machine
Sa pagtingin sa katotohanan na ang isang mas marami o hindi gaanong mahusay ay nagkakahalaga ng higit sa isang libong rubles, mas mura ang pagrenta nito o gawin ito sa iyong sarili. Kung ang huli ay napili, kung gayon para sa trabaho dapat kang maghanda:

Ang pagkakasunud-sunod ng mga aksyon ay dapat na ang mga sumusunod.
Unang hakbang.
Upang mapabuti ang paglipat ng init, ang talampakan ng bakal ay ginagamot ng thermal paste, pagkatapos ay isang Teflon na manggas ay naayos. Ang lokasyon ng huli ay tinutukoy nang maaga - ang malawak na bahagi pataas o pababa.
Ikalawang hakbang.
Ang isang matalim na "ilong" ay pinutol para sa mas maginhawang trabaho malapit sa mga dingding.
Ikatlong hakbang.
Isinasagawa ang pagpainit ng bakal hanggang sa mag-off ang device sa pangalawang pagkakataon.
Ikaapat na hakbang.
Mabuti kung ang bakal ay nilagyan ng sensor ng temperatura - ito ay magbibigay-daan sa iyo upang tumpak na matukoy ang temperatura ng pag-init. Ngunit mayroong isang mas madaling paraan - sa pamamagitan ng lead. Ang metal na ito ay natutunaw sa 230ᵒС at mas mataas, na humigit-kumulang na tumutugma sa temperatura na kinakailangan para sa hinang.
Ang karagdagang teknolohiya ay kapareho ng inilarawan sa itaas.
Mga Kinakailangang Tool
Pagkakabit;
Ang mga tubo ng polypropylene mismo;
Espesyal na kagamitan para sa hinang tulad ng mga tubo;
Welding machine
Ang isang hacksaw para sa pagputol ng mga ito, ang isang espesyal na pamutol ay madalas na ibinebenta na kumpleto sa isang welding machine, para sa malalaking volume ng trabaho, maaari kang gumamit ng isang pamutol ng singsing o espesyal na gunting;
Degreaser (ethyl o isobutyl alcohol); ang acetone sa kasong ito ay ipinagbabawal na gamitin, dahil nagagawa nitong mapahina ang plastik;
Beveler: Ang loob nito ay kahawig ng isang lapis na pantasa, gayunpaman, dahil ang tapyas ay dapat putulin nang pantay, ang mga kutsilyo ay nasa ibang anggulo; maaari mong palitan ang beveler ng isang ordinaryong file at isang kutsilyo;
 Beveler para sa mga plastik na tubo
Beveler para sa mga plastik na tubo
Shaver: isang tool para sa pag-alis ng reinforced layer (kung ang aming mga pipe ay may layer ng reinforcement).
 Pang-ahit
Pang-ahit
Payo.
Ang mga tubo na magkasya malapit sa heating boiler (sa layo na mas mababa sa kalahating metro) ay dapat na gawa lamang sa metal. Ang mga ito ay konektado sa polypropylene gamit ang mga adapter mula sa isang welded joint sa isang sinulid.
Paggawa gamit ang mga polypropylene pipe
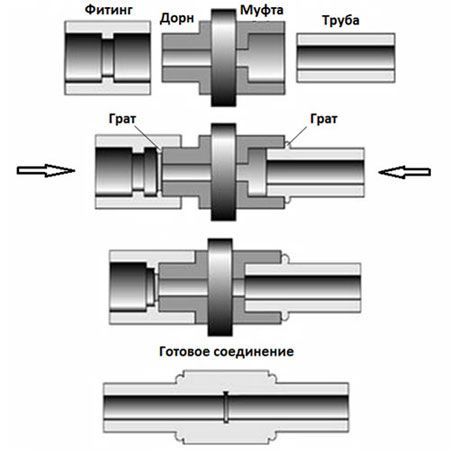
Kasama sa sistema ng pag-install ng polypropylene pipe ngayon ang lahat ng kinakailangang elemento para sa pagkonekta ng mga tubo ng iba't ibang laki, contour, fitting, fastener at inclusions.Ang proseso ng pagpupulong ay medyo simple at, kasama ang mga kinakailangang kasanayan, ay mabilis.
Ang hanay ng mga elemento ay maaaring ipasadya sa paraang gusto mo, upang ang resulta ay isang ganap na kakaibang sistema. Ang pagiging kumplikado at kagamitan ay nakasalalay lamang sa mga kagustuhan at kagustuhan ng customer, iyon ay, ikaw. Ang tanging tampok na ang ilang mga katangian sa mga disadvantages ng polypropylene ay ang welded na paraan ng koneksyon. Pagkatapos ng hinang, hindi na posible na paghiwalayin ang mga tubo at itama ang error. Samakatuwid, kailangan mong pag-isipan ang lahat nang maaga at subukang maiwasan ang mga kamalian sa mga aksyon.
Kung hahati-hatiin natin ang proseso ng welding ng pipe sa magkakahiwalay na hakbang, magiging ganito ang hitsura:
- Sa pamamagitan ng isang panghinang na bakal para sa polypropylene, kinakailangang painitin ang parehong bahagi na nais mong ikabit sa isa't isa.
- Matapos mong ikonekta ang mga pinainit na bahagi;
- Pagkatapos ng maikling panahon, alisin ang mga naka-fasten na elemento mula sa apparatus.
Ang welding ay nagbibigay ng mga elemento na may tulad na isang malakas na koneksyon na ito ay halos imposible upang paghiwalayin ang mga bahagi nang hindi sinira ang mga ito. Iyon ang dahilan kung bakit ang mga polypropylene pipe ay itinuturing na may mataas na kalidad, matibay at makatiis ng halos anumang presyon.
Mga pangunahing yugto ng trabaho
1. Kumuha kami ng isang tubo ng tamang sukat.
2. Nililinis namin ang mga gilid nito mula sa mga burr na nabuo sa panahon ng pagputol gamit ang isang file o beveler.
3. Nagmarka kami ng lapis sa dulo ng tubo (tingnan ang larawan) kung aling seksyon ang kailangan naming matunaw, iyon ay, binabalangkas namin ang lugar kung saan ilalagay ang angkop.
 Binabalangkas namin ang lugar ng paghihinang gamit ang isang lapis
Binabalangkas namin ang lugar ng paghihinang gamit ang isang lapis
4. Pinoproseso namin ang tubo at umaangkop sa isang degreasing compound.
5. Mahigpit na ayusin ang welding machine sa mesa.
6. Kasama sa kit nito ang mga nozzle na may iba't ibang diameter. Kinukuha namin ang mga kinakailangang nozzle (isa para sa fitting at isa para sa pipe) at i-fasten ang mga ito sa magkabilang panig ng device.
7. Itakda ang temperatura sa 260°.
8. Sa sandaling mamatay ang mga ilaw (nangangahulugan ito na sapat na ang pag-init ng device), maaari kang magsimulang magtrabaho. Ang average na oras ng pag-init ay 2-3 minuto.
9. Naglalagay kami ng mga mainit na nozzle (mayroong dalawa sa kanila) isang angkop at isang tubo sa isang marka ng lapis. Masyadong maraming presyon sa mga bahagi na hinangin o paikutin ang mga ito ay hindi dapat.
 Butt welding machine. Ang angkop at tubo ay inilalagay sa mga mainit na nozzle
Butt welding machine. Ang angkop at tubo ay inilalagay sa mga mainit na nozzle
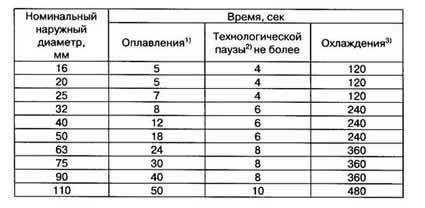
10. Binibilang namin ang itinakdang tagal ng oras. Ang oras ng pag-init ay palaging ipinahiwatig sa mga tagubilin. Halimbawa, para sa isang 25 mm pipe ito ay eksaktong 7 segundo).
 Ang oras ng pag-init ng aparato ay depende sa diameter ng pipe
Ang oras ng pag-init ng aparato ay depende sa diameter ng pipe
11. Mabilis at tumpak na alisin ang mga pinainit na bahagi, bahagyang humahawak sa welding machine.
12. Ikinonekta namin sila sa isa't isa. Ang labis na presyon sa kanila o pag-ikot ay hindi rin katanggap-tanggap.
13. Naghihintay kami ng ilang segundo.
14. Kung ginawa namin ang lahat ng tama, makakakuha kami ng perpektong pantay, homogenous na koneksyon.
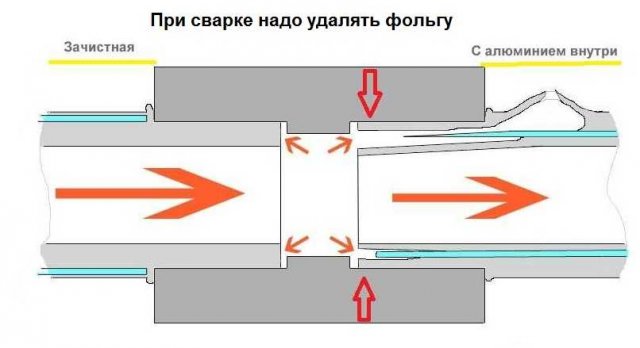
Ang reinforced layer sa segment ng koneksyon ay dapat na alisin, kung hindi, ang koneksyon ay magiging inhomogeneous at marupok;
Kapag bumibili ng isang aparato, hindi kinakailangan na gumastos ng labis na pera at bumili ng isang modelo na may termostat, dahil kailangan namin ng isang solong rehimen ng temperatura na 260 ° C; ang paggamit ng iba pang mga mode ay maaaring magresulta sa isang mahinang koneksyon;
Ang tubig ay dapat malayang dumaloy sa mga tubo; upang ang isang balakid sa anyo ng frozen na plastik ay hindi nabuo sa lugar ng paghihinang, huwag maglagay ng labis na presyon sa mga natunaw na bahagi kapag kumokonekta; gayunpaman, ang mababang presyon ay hindi rin katanggap-tanggap - ang haba ng koneksyon para sa maaasahang pangkabit ay hindi magiging sapat; ito ay maaaring humantong sa pagbuo ng kaguluhan at pagbaba ng presyon sa system;
Ang pangunahing tuntunin ng naturang paghihinang ay: ang angkop ay ilagay muna sa nozzle, at pagkatapos lamang ang tubo; magsisimula ang countdown kapag ang parehong bahagi ay nasa device;
Ang polypropylene ay kumukuha sa loob ng 4-8 segundo, ngunit hindi mo dapat pabayaan ito kaagad - upang ganap itong mag-freeze, kailangan mong maghintay ng 20-30 segundo;
Ang mga bahagi sa panahon ng paglamig ay dapat na hindi gumagalaw, ang pinakamaliit na paglilipat ay maaaring masira ang higpit ng koneksyon; samakatuwid, bago simulan ang paghihinang, mas mahusay na maghanda ng mga espesyal na clamp para sa pag-aayos ng mga ito; maaari mong gawin ang mga ito mula sa anumang bar ng kahoy o matibay na kawad;
Ang paglamig sa nagresultang node na may tubig o isang jet ng malamig na hangin ay ipinagbabawal - ang koneksyon ay magiging marupok;
Huwag painitin ang tubo at magkasya nang higit sa inilaan na oras - ang polypropylene ay magiging deformed; na may mas kaunting oras para sa pagpainit, ang koneksyon ng mga bahagi ay magiging mahirap;
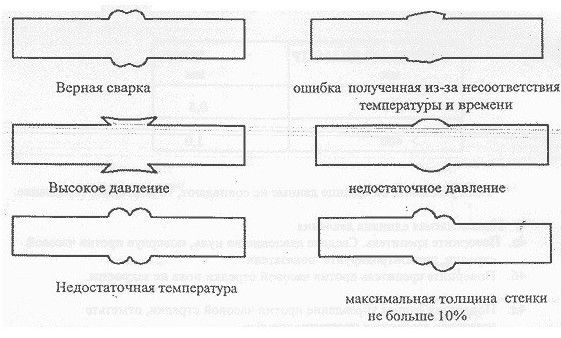
Sa wastong hinang, ang bahagi ng plastik ay dapat bumuo ng isang bahagyang pag-agos sa manggas;
Maaari mong suriin ang kalidad ng iyong trabaho sa pamamagitan ng pagputol ng konektadong seksyon sa kalahati; dapat mong makita sa junction ang isang pantay na monolitikong koneksyon na walang mga deformation at voids.
Sistema ng alkantarilya mula sa mga tubo ng PP
Tulad ng nabanggit kanina, ang mga polypropylene pipe ay aktibong ginagamit ngayon sa pag-aayos. Ang pamamaraan ng pag-install sa kasong ito ay may sariling mga nuances.

Panloob na alkantarilya
Mayroong isang bilang ng mga patakaran na dapat sundin kapag nag-install ng alkantarilya sa isang bahay.
- Ang pipeline ay inilalagay sa isang anggulo sa direksyon ng sewer riser (mga 3 cm bawat linear meter).
- Kung ang silid ay hindi pinainit, ang mga tubo ay karagdagang insulated na may mineral na lana.
- Huwag gumawa ng matalim na pagliko sa isang anggulo na 90ᵒ, ang tinatawag na half-bends ang ginagamit sa halip.
- Ang fan-type na bentilasyon ay isang ipinag-uutos na bahagi ng sistema ng alkantarilya, na maiiwasan ang pagtagos ng isang hindi kasiya-siyang amoy sa bahay.
- Ang banyo ay konektado lamang pagkatapos ng lababo, kung hindi man ay masira ang selyo ng tubig.
Panlabas na alkantarilya

Unang hakbang.
Ang diameter ng mga tubo ay tinutukoy, higit sa lahat ay depende sa bilang ng mga taong naninirahan sa bahay.
Ikalawang hakbang.
Ang isang trench ay hinuhukay mula sa sewer riser hanggang sa isang septic tank o cesspool. Kasabay nito, ang isang slope ay sinusunod, depende sa linya ng pagyeyelo ng lupa, o ang pipeline ay insulated na may mineral na lana.


Ikatlong hakbang.
Ang ilalim ay natatakpan ng isang "unan" ng buhangin. Ang kapal nito ay dapat na hindi bababa sa 20 cm.
Ikaapat na hakbang.
Inilalagay ang pipeline
Mahalagang maiwasan ang posibleng sagging, kung hindi, ang mga koneksyon ay malapit nang bumagsak.
Ang pagbabarena ay nagaganap gamit ang isang bakal na hugis-kono na dulo. Ang katulad na teknolohiya ay ginagamit sa pagtatayo ng:
Ang pahalang na pagbabarena ng isang trench para sa pipeline ay isinasagawa gamit ang mga espesyal na kagamitan na may pressure-action jack-pumps. Ang pagbabarena ay nagaganap gamit ang isang bakal na hugis-kono na dulo. Ang katulad na teknolohiya ay ginagamit sa pagtatayo ng:
- mga kalsada ng sasakyan at tren;
- pipelines sa basement;
- mga daan patungo sa mga nagtatrabahong balon.
Ang pag-install ng isang pipeline ng PP na do-it-yourself ay makakatulong nang malaki, ngunit kung ito ay ginawa nang tama.
Ang mga produktong gawa sa polypropylene ay ginagamit, bilang panuntunan, kapag lumilikha ng mga sistema ng paagusan at patubig, pati na rin kapag naglalagay ng isang sistema ng supply ng tubig o nag-aayos ng isang sistema ng pag-init. Ang polypropylene ay kabilang sa klase ng polyolefins, na nangangahulugan na ang lahat ng mga produkto na ginawa mula sa materyal na ito ay nakikilala sa pamamagitan ng isang mataas na antas ng kaligtasan sa kapaligiran.
Bilang karagdagan, ang mga polypropylene drainage system ay maaaring tumagal nang napakatagal, habang ang halaga ng kanilang operasyon ay magiging minimal. Gayunpaman, kapag nagtatrabaho sa mga naturang produkto, kailangan mong malaman kung paano magwelding ng mga polypropylene pipe sa paraang maiwasan ang kanilang deformation
at maiwasan ang pagtagas.
DIY welding
Ang trabaho ay dapat gawin sa isang mahusay na maaliwalas na lugar. Ang polypropylene, kapag pinainit, ay may kakayahang maglabas ng mga nakakalason na sangkap, at maaari silang makasama sa kalusugan, na nagiging sanhi ng pagkalason.
Hakbang-hakbang na mga tagubilin para sa hinang:
- Una, ang kinakailangang nozzle ng tamang sukat ay naka-install sa panghinang na bakal;
- Upang matunaw ang polypropylene, dapat maabot ang temperatura na 260 degrees;
- Maghanda ng mga bahagi para sa koneksyon, isagawa ang kanilang paglilinis at tamang pagkakalagay;
- Pagkatapos ang panghinang na bakal ay inilalagay sa operasyon;
- Kinakailangan na maghintay para sa kinakailangang oras para sa pagpainit, at ito ay ipinahiwatig ng berdeng kulay ng sensor.
 Kapag naghihinang, mas mainam na ilagay ang aparato sa paraang ito ay matatag na nakatayo
Kapag naghihinang, mas mainam na ilagay ang aparato sa paraang ito ay matatag na nakatayo
Pagkatapos ay ang pipe at fitting ay sabay na inilalagay sa blangko at ang tool sa paghihinang. Ang tubo ay ipinasok sa loob ng blangko. Ang kabit ay inilalagay sa labas. Ito ay itinulak sa lahat ng paraan, at ang tubo ay itinulak sa natapos na marka. Ang pangunahing bagay ay panatilihing tama ang oras.
Kung ang tool ay nagpainit nang masama, kung gayon ang antas ng pagsasabog ay magiging maliit, at ito ay lalabag sa kalidad ng haluang metal. Ang isang mataas na temperatura ay hahantong sa sobrang pag-init ng mga bahagi. Ang pinakamainam na oras ay depende sa diameter ng pipe at mga kabit.
Pagkatapos ng pag-init, mahalagang mag-dock kaagad. Ang pangunahing tuntunin ng pamamaraan ay ang pagsunod sa pagpapaubaya
Ang unang ilang segundo ay nagbibigay-daan para sa isang pagwawasto, ngunit hindi pinapayagan ang pagliko. Kasabay nito, kinakailangan na huwag magmadali at huwag hilahin, sumunod sa ginintuang ibig sabihin.
Ikatlong yugto. Pag-install ng pipeline
Kapag naglalagay ng highway kakailanganin mo:
- mga tubo;
- tees;
- Mga Balbula ng Bola;
- plugs;
- mga adaptor;
- yumuko;
- mga coupling;
- nababakas na mga elemento ng pagkonekta;
- sinulid na mga kabit;
- mga plastic clamp.
Una sa lahat, ang pag-install ng mga pangunahing elemento ng system (pagtutubero, radiator, boiler, atbp.) Ay isinasagawa, pagkatapos nito, alinsunod sa draft na proyekto, ang hinaharap na highway ay minarkahan. Ang mga elemento ng pipeline ay magkakaugnay sa pamamagitan ng mga coupling.
Kung pinag-uusapan natin ang pag-init o mainit na tubig, kung gayon ang pagpapalawak ng thermal ay isinasaalang-alang. Upang mabayaran ang huli, kanais-nais na gumamit ng mga koneksyon sa mobile. Kapag nag-i-install ng isang saradong pipeline, ang mga dingding ay unang ditched (isang uka ay ginawa sa naaangkop na mga lugar na may lapad ng dalawang diameter ng pipe).
Ang pipeline ay maaari lamang mapuno ng likido pagkatapos ng isang oras na lumipas mula sa pagtatapos ng pag-install. Ang isang haydroliko na pagsubok ay maaaring isagawa lamang pagkatapos ng isang araw.


Bakit polypropylene
Ngayon, ang mga tagagawa ng pipe ay nagbibigay ng isang malaking hanay ng mga produkto para sa pagtula ng supply ng tubig, alkantarilya o mga sistema ng pag-init. Maaari kang bumili ng metal-plastic, metal, o polypropylene pipe. Ngayon, ang isang pagtaas ng bilang ng mga mamimili ay ginusto na pumili ng mga polypropylene pipe, na may maraming mga pakinabang:
- huwag mag-corrode;
- madaling i-install;
- hindi nangangailangan ng patuloy na pag-aayos;
- matibay at maaasahan sa operasyon;
- maaaring ilagay sa loob ng dingding o sahig;
- ay makabuluhang mas mura kaysa sa mga metal pipe.
Maaaring gamitin ang mga polypropylene pipe sa pag-install ng mga sistema ng pag-init, para sa mga tubo ng tubig at para sa dumi sa alkantarilya.
Aling mga tubo ang tama para sa iyo
Upang pumili ng mga polypropylene pipe kailangan mong malaman:
- ang mga kondisyon kung saan patakbuhin ang mga tubo;
- presyon ng likido sa sistema at temperatura nito;
- ang kinakailangang throughput ng produkto, na tumutukoy sa working diameter.
Ang mga polypropylene pipe ay may espesyal na pagmamarka depende sa layunin ng produkto.
- PPH
- bentilasyon, supply ng malamig na tubig. - PPB
– mga sistema ng supply ng malamig na tubig, pagpainit. - PPR
– mga sistema ng mainit at malamig na supply ng tubig, pagpainit.
Mga tubo na may markang PPR
- ay pangkalahatan. Samakatuwid, sila ang pinaka-in demand. Ang mga ito ay lubos na lumalaban sa parehong mataas at negatibong temperatura.
Unang yugto. Pag-draft ng isang proyekto
Ang gawaing pag-install ay dapat magsimula sa pagbalangkas ng hinaharap na highway. Ang isang mahalagang criterion dito ay ang ergonomya, upang ang bilang ng mga pagliko at pagkonekta ng mga elemento ay dapat panatilihin sa isang minimum.

Kapag nag-aayos ng sistema ng pag-init, ang isang mahusay na dinisenyo na proyekto ay lalong mahalaga, kung saan ang lokasyon ng mga elemento tulad ng:
- mga coupling;
- mga adaptor;
- mga fastener;
- mga sulok;
- kagamitan sa pag-init.
Ang linya ay konektado sa mga radiator sa isang-o dalawang-pipe na paraan, mula sa gilid o mula sa ibaba.

Pagtutubero

Dito, ang highway ay konektado sa isang sentralisadong sistema upang matustusan ang mga kinakailangang kagamitan sa pagtutubero - isang toilet bowl, lababo, isang boiler, atbp. Mayroong dalawang mga paraan upang maisagawa ang mga kable.
Paraan numero 1.
Buksan ang opsyon. Ang mga pahalang na tubo ay naka-install nang bahagya sa itaas ng antas ng sahig, at ang mga vertical na tubo ay eksklusibong naka-install sa mga sulok. Ang lahat ng ito ay ginagawang hindi gaanong kapansin-pansin ang pipeline.
Paraan numero 2.
Saradong opsyon. Napakahirap gawin, dahil kinabibilangan ito ng paunang pagsasagawa ng pinakatumpak na mga kalkulasyon. Ang mga tubo (kinakailangang solid) ay inilalagay sa mga dingding, at ang bawat kasukasuan ay dapat magkaroon ng libreng pag-access.

Bilang karagdagan, ang pagtutubero ay maaaring:
- sequential type (ang pinaka-badyet at pinakamadaling opsyon na ipatupad);
- uri ng kolektor (ang isang kolektor ay ginagamit kapag nagbibigay ng tubig);
- na may through sockets (medyo sikat).
Mga yugto ng proseso ng welding ng trabaho
Ang pagkakaroon ng pagsukat ng kinakailangang haba ng tubo, markahan ito ng isang marker. Gamit ang pipe cutter o gunting, gupitin ang produkto sa isang anggulo na 90º sa axis. Ang tool ay dapat na sapat na matalim upang ang tubo ay hindi mag-deform.

Ang tubo ay pinutol sa isang anggulo na 90º sa axis
Ang gilid ng reinforced na produkto ay dapat na malinis, mapupuksa ang tuktok na layer at palara. Kung wala ang yugtong ito, ang aluminum foil, na bahagi ng mga tubo, ay makakadikit sa likido sa panahon ng operasyon. Bilang isang resulta, ang kaagnasan ng reinforced layer ay hahantong sa isang paglabag sa integridad ng tahi. Ang ganitong koneksyon ay tatagas sa paglipas ng panahon.

Ang gilid ng reinforced pipe ay nalinis
Para sa mga di-reinforced na produkto sa dulo ng pipe, ang lalim ng hinang ay ipinahiwatig, na tumutuon sa haba ng angkop na manggas. Ang isa pang mahalagang punto sa paghahanda ng mga tubo para sa hinang ay degreasing sa ibabaw. Ang paggamot sa junction na may alkohol ay magbibigay ng mas maaasahang contact ng mga bahagi.
Paghahanda ng Welding Machine
Bago mag-welding ng mga plastik na tubo, kinakailangan upang ihanda ang welding machine. Ang handheld na aparato ay naayos sa isang patag na ibabaw. Ang mga bahagi ng makina ay dapat na malinis at walang mga depekto. Linisin ang mga ito gamit ang isang tela na babad sa alkohol. Ang mga elemento ng pag-init ay inilalagay kapag naka-off ang tool. Ang isang mandrel ay ginagamit upang mag-fuse ng isang angkop, ang isang manggas ay ginagamit upang mag-fuse ng isang tubo.

Ang oras ng pag-init ng mga bahagi para sa hinang ay tinutukoy ayon sa talahanayan
Pagkatapos ay nakakonekta ang device sa network. Kasabay nito, ang mga tagapagpahiwatig na matatagpuan sa katawan ng yunit ay dapat na lumiwanag. Ang isa sa mga ito ay nagpapahiwatig na ang aparato ay konektado sa network. Ang pangalawa, pagkatapos maabot ang kinakailangang temperatura ng pag-init, ay dapat lumabas. Matapos lumabas ang tagapagpahiwatig, kanais-nais na lumipas ang limang minuto at pagkatapos lamang simulan ang proseso ng hinang. Ang oras na ito ay depende sa ambient temperature at tumatagal mula 10 minuto hanggang kalahating oras.
Ano ang proseso ng hinang?
Pagkatapos ng pagpainit ng apparatus, ilagay ang angkop sa mandrel, at ipasok ang tubo sa manggas. Ginagawa ito sa parehong oras at may kaunting pagsisikap.

Pagkatapos ng pagpainit ng aparato, ilagay ang angkop sa mandrel, at ipasok ang tubo sa manggas
Upang malaman kung paano maayos na magwelding ng mga polypropylene pipe, kinakailangang isaalang-alang ang oras ng pag-init. Ang tamang panahon ay magpapahintulot sa mga bahagi na magpainit sa kinakailangang temperatura at hindi matunaw. Depende ito sa diameter ng pipe.
Pagkatapos ng kinakailangang tagal ng panahon, ang mga bahagi ay aalisin mula sa apparatus at konektado. Sa kasong ito, ang tubo ay dapat na pumasok sa angkop na mahigpit hanggang sa marka. Sa panahon ng prosesong ito, ipinagbabawal na paikutin ang mga bahagi sa kahabaan ng axis.

Sa proseso ng pagkonekta ng mga bahagi, ipinagbabawal na paikutin ang mga produkto kasama ang axis
Pagkatapos ng pagsali sa mga bahagi, ang mekanikal na epekto sa tahi ay hindi pinapayagan hanggang sa ganap itong lumamig. Napapailalim sa teknolohiya, ang resulta ay dapat na isang malakas at masikip na tahi.
Ang artikulo ay nagbibigay ng mga kinakailangang rekomendasyon kung paano maayos na magwelding ng mga tubo, na may detalyadong paglalarawan ng bawat yugto. Sa pamamagitan ng pagsasagawa ng mga tip na ito, maaari kang mag-isa na magsagawa ng pipeline para sa supply ng tubig o pagpainit. Ang pangunahing bagay ay ang pumili ng tamang mga tubo at sundin ang teknolohiya ng proseso. Pagkatapos lamang ang polypropylene pipeline ay magsisilbi nang mahabang panahon at walang tigil.
Ang cast iron ay hindi ginagamit sa modernong supply ng tubig at mga sistema ng pag-init sa mahabang panahon. Pinalitan ito ng magaan, madaling i-install at hindi kinakaing unti-unti. Ngayon ay pag-uusapan natin ang tungkol sa welding polypropylene pipe gamit ang aming sariling mga kamay para sa mga nagsisimula - ang mga pangunahing yugto ng prosesong ito at ang mga intricacies nito.
Bakit ang polypropylene ay mas mahusay para sa hinang kaysa sa metal
Ang iba't ibang mga elbow at fitting, pati na rin ang profile at round bends na gawa sa polypropylene, ay karapat-dapat na popular dahil:
- Pagkatapos ng maayos na hinangin, bumubuo sila ng mga monolitikong bahagi na maaaring tumagal ng higit sa limampung taon.
- Sa panahon ng operasyon, hindi nila binabawasan ang kanilang throughput.
- Mayroon silang napakataas na pagtutol sa iba't ibang mga kemikal sa sambahayan.
- Ang halaga ng naturang mga produkto ay ilang beses na mas mababa kaysa sa halaga ng mga katulad na produkto na gawa sa metal.
Bilang karagdagan, kung ang produkto ay napili nang tama at ang hinang ay ginawa na may mataas na kalidad, pagkatapos ay maaari nating sabihin na ang mga polypropylene pipe sa maraming mga kaso ay isang perpektong elemento lamang ng kaukulang sistema, kabilang ang.