Bakit kailangan natin ng pagsusubo ng mga metal
Ang eksaktong likas na katangian ng proseso ng pagsusubo kung saan ang metal ay sumasailalim sa higit sa lahat sa layunin ng annealed metal.
Mayroong isang makabuluhang pagkakaiba sa mga pamamaraan ng pagsusubo sa pagitan ng pagsusubo sa mga pabrika kung saan ang isang malaking halaga ng sheet na bakal ay ginawa, at pagsusubo sa isang maliit na pagawaan ng kotse, kapag isang bahagi lamang ang nangangailangan ng gayong paggamot.
Sa madaling salita, ang malamig na pagtatrabaho ay plastic deformation sa pamamagitan ng pagsira o pagbaluktot sa istraktura ng butil ng metal.
Sa panahon ng pagsusubo, ang metal o haluang metal ay pinainit sa isang temperatura kung saan nangyayari ang recrystallization - ang pagbuo ng mga bagong butil sa halip na luma - deformed at pinahaba - mga butil - hindi nababago at bilog. Pagkatapos ang metal ay pinalamig sa isang naibigay na rate. Sa madaling salita, ang mga kristal o butil sa loob ng metal na na-displaced o na-deform sa panahon ng malamig na plastic na pagtatrabaho ay pinapayagang muling buuin at mabawi sa kanilang natural na estado, ngunit sa isang mataas na temperatura ng pagsusubo.
Copper plating ng mga bahagi sa solusyon na may electrolyte
Para sa mga bahagi ng metal, ang paglalagay ng tanso ay maaaring gawin sa bahay. Isaalang-alang ang paglalagay ng tanso, sa pagpapababa ng bahagi sa isang solusyon na may electrolyte. Para dito kailangan mong magkaroon ng:
- maliliit na tansong plato
- ilang metro ng conductive wire;
- kasalukuyang pinagmulan, na may boltahe hanggang 6 V;
- inirerekomenda din na gumamit ng rheostat upang i-regulate ang kasalukuyang at isang ammeter.
Mga dapat gawain
- Bilang isang likido na mahusay na natutunaw ang tanso, ginagamit ang isang maginoo na electrolyte. Maaari mo itong bilhin o gawin ito sa bahay. Mangangailangan ito 3 ml sulfuric acid, para sa bawat 100 ML ng distilled water. Ang kinakailangang solusyon ay maaaring makuha sa pamamagitan ng pagdaragdag ng hanggang 20 g sa nagresultang electrolyte. tanso sulpate.
- Bago simulan ang proseso ng paglalagay ng tanso, ang bahagi ay dapat na malinis na may papel de liha upang alisin ang oxide film mula sa ibabaw.
- Pagkatapos, ang bahagi ay degreased na may mainit na solusyon ng soda, at hugasan ng malinis na tubig.
- Ang handa na solusyon ng electrolyte ay ibinuhos sa isang lalagyan ng salamin ng kinakailangang dami.
- Pagkatapos, ang dalawang tansong plato ay ibinaba doon, sa mga conductive wire. Sa pagitan ng dalawang tansong plato, ang isang bahagi na inilaan para sa tansong kalupkop sa bahay ay sinuspinde sa isang katulad na kawad. Ito ay kinakailangan upang matiyak na ang mga plato ng tanso at ang bahagi ay ganap na nabahaan ng isang electrolyte solution.
- Sa susunod na yugto, ang mga dulo ng mga wire mula sa mga plate na tanso ay konektado sa positibo, at ang workpiece sa mga negatibong terminal ng kasalukuyang pinagmulan. Sa serye, ang isang rheostat at isang ammeter ay dapat na konektado sa ginawang electrical circuit. Matapos i-on ang kasalukuyang sa circuit, itinakda ba ito ng isang rheostat sa loob ng 15 mA bawat 1 cm? ibabaw na lugar ng bahagi.
- Ang pagkakaroon ng pag-iingat sa workpiece sa solusyon sa loob ng 15-20 minuto, kailangan mong patayin ang power supply at alisin ang produkto mula sa solusyon. Sa maikling panahon na ito, ang ibabaw ng bahagi ay tatakpan ng isang manipis na layer ng tanso. Ang kapal ng patong ay depende sa tagal ng proseso ng paglalagay ng tanso. Kaya, posible na makamit ang tansong kalupkop sa ibabaw ng anumang produkto na may isang layer na 300 microns o higit pa.
Welding ng tanso at mga haluang metal nito na may bakal. Paano magwelding ng tanso at bakal
Sa pagsasagawa, ang hinang ng tanso at bakal ay madalas na isinasagawa sa mga butt joints. Depende sa likas na katangian ng istraktura, ang mga seams sa naturang joint ay maaaring panlabas at panloob.
Para sa welding brass to steel, ang gas welding ay pinakamainam, at para sa welding red copper to steel, ang metal arc welding ay pinakamainam.
Ang mga magagandang resulta ay nakukuha din kapag hinang gamit ang mga carbon electrodes sa ilalim ng isang layer ng flux at gas welding sa ilalim ng flux BM-1.Kadalasan sa pagsasagawa, ang gas welding ng tanso hanggang bakal ay isinasagawa gamit ang tanso bilang isang materyal na tagapuno.
Ang paghahanda ng mga welded na gilid na may parehong kapal ng non-ferrous na metal at bakal ay isinasagawa sa parehong paraan tulad ng kapag hinang ang mga ferrous na metal.
Ang mga sheet na may kapal na mas mababa sa 3 mm ay hinangin nang walang pagputol, at mga sheet, simula sa 3 mm, na may mga beveled na gilid.
Kung ang bevel ng mga gilid ay hindi sapat, o kung may dumi sa mga dulo ng mga bahagi na hinangin, imposibleng makamit ang mahusay na pagtagos. Batay dito, kapag hinang ang mga bahagi ng malalaking kapal kung saan ginawa ang isang hugis-X na uka, hindi dapat gawin ang blunting.
Ang welding tanso na may bakal ay isang mahirap na gawain, ngunit lubos na magagawa para sa surfacing at hinang, halimbawa, mga bahagi ng kemikal na kagamitan, tansong kawad na may bloke ng bakal.
Ang kalidad ng hinang ng naturang mga joints ay nakakatugon sa mga kinakailangan para sa kanila. Ang lakas ng tanso ay maaaring tumaas sa pamamagitan ng pagpasok ng hanggang 2% na bakal sa komposisyon nito. Sa mas maraming bakal, ang lakas ay nagsisimulang bumagsak.
Kapag hinang gamit ang isang carbon electrode, dapat gamitin ang direktang kasalukuyang ng direktang polarity.
Ang boltahe ng electric arc ay 40-55V, at ang haba nito ay humigit-kumulang 14-20mm. Ang kasalukuyang welding ay pinili alinsunod sa diameter at kalidad ng elektrod (carbon o grapayt) at nasa hanay na 300-550A. Ang flux na ginamit ay kapareho ng para sa hinang na tanso, ang komposisyon ng mga flux na ito ay ibinibigay sa pahinang ito.
Ang pagkilos ng bagay ay ipinakilala sa welding zone, ibinubuhos ito sa uka.
 Ang paraan ng hinang ay ginagamit "kaliwa".
Ang paraan ng hinang ay ginagamit "kaliwa".
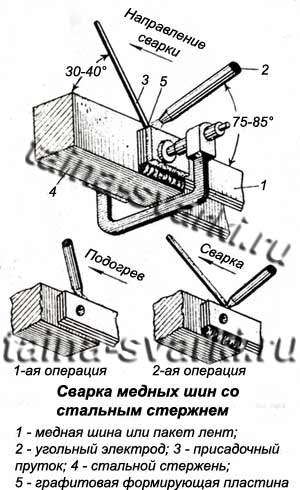
Ang pinakamahusay na mga resulta kapag hinang tanso busbars na may bakal ay nakuha sa pamamagitan ng hinang "sa bangka". Ang scheme ng naturang welding ay ipinapakita sa figure. Una, ang mga gilid ng tanso ay pinainit ng isang carbon electrode, at pagkatapos ay hinang na may isang tiyak na posisyon ng electrode at filler rod (tingnan ang figure). Ang bilis ng hinang ay 0.25m/h. Ang welding ng tanso na may cast iron ay isinasagawa gamit ang parehong mga teknolohikal na pamamaraan.
Ang welding ng low-alloyed bronze ng maliit na kapal (hanggang 1.5 mm) hanggang sa bakal na hanggang 2.5 mm ang kapal ay maaaring isagawa na may overlap na may non-consumable tungsten electrode sa isang argon na kapaligiran sa isang awtomatikong makina na may filler wire na may isang diameter ng 1.8 mm na pinapakain mula sa gilid.
Sa kasong ito, napakahalaga na idirekta ang arko sa overlap mula sa tansong bahagi. Ang ganitong mga mode ng welding: kasalukuyang lakas 190A, boltahe ng arko 11.5V, bilis ng hinang 28.5m/h, bilis ng feed ng wire 70m/h
Ang tanso at tanso ay mahusay na hinangin sa bakal sa pamamagitan ng flash butt welding.
Sa ganitong paraan ng hinang, ang mga gilid ng bakal ay natutunaw nang malakas, at ang mga gilid ng non-ferrous na metal ay bahagyang natutunaw. Isinasaalang-alang ang sitwasyong ito, at isinasaalang-alang ang pagkakaiba sa mga tiyak na resistensya ng mga metal na ito, kunin ang overhang para sa bakal na katumbas ng 3.5d, para sa tanso 1.5d, para sa tanso 1.0d, kung saan ang d ay ang mga diameter ng mga rod na magiging. hinangin.
Para sa resistance butt welding ng naturang mga rod, inirerekomenda ang isang stick sa labas ng 2.5d para sa bakal, 1.0d para sa tanso at 1.5d para sa tanso. Ang tiyak na pagtutol ng pag-ulan ay kinukuha sa hanay na 1.0-1.5 kg/mm2.
Sa pagsasagawa, madalas na kinakailangan upang magwelding ng mga stud na may diameter na 8-12 mm mula sa tanso at mga haluang metal nito sa bakal, o mga bakal na stud sa mga produktong tanso.
Ang nasabing welding ay isinasagawa sa isang direktang kasalukuyang ng reverse polarity sa ilalim ng isang fine flux grade OSC-45 nang walang preheating.
Ang mga tansong stud na hanggang 12 mm ang lapad o L62 na brass stud na hanggang 10 mm ang lapad sa kasalukuyang 400A ay mahusay na hinangin sa bakal o cast iron.
At ang mga stud na gawa sa tansong tatak na LS 59-1 ay hindi ginagamit para sa hinang.
Ang mga steel stud ay hindi maganda ang welded sa mga produktong tanso at tanso.
Mga electrodes para sa welding ng tanso
Upang sumali sa tanso na walang filler wire, ang mga consumable electrodes na may espesyal na patong ay ginagamit. Kapag natunaw, lumilikha ito ng isang layer ng slag na nagpoprotekta sa welding site mula sa pakikipag-ugnay sa hangin. Ang mga additives na bumubuo sa patong, kapag pinagsama sa metal, ay nagpapabuti sa kalidad ng tahi. Ang slag layer ay nagpapabagal sa paglamig ng joint, na tumutulong sa pag-alis ng mas maraming gas.
Ang hindi nauubos na carbon at graphite electrodes ay ginagamit kasabay ng filler wire na kinakailangan upang lumikha ng isang tahi. Kapag pumipili, tandaan na:
- para sa manu-manong hinang ng tanso, ang kulay ng patong ay pula;
- ang mga grado na may kulay-abo na patong ay inilaan para sa mga non-ferrous na metal;
- ang mga refractory metal ay niluto na may mga asul na electrodes;
- na may dilaw na patong na heat-resistant na haluang metal na bakal.
Mga tampok ng proseso ng tanso na kalupkop na bakal sa bahay
Upang makabuo ng tansong plating sa bahay, kinakailangan upang matupad ang isang bilang ng mga kinakailangan na nagmula sa proseso ng teknolohiya mismo, dahil ang paraan ng paglulubog ay nagsasangkot ng paggamit ng isang electrolyte. Ang solusyon na ito ay maasim, napapailalim sa pagsingaw, at dahil sa panahon ng operasyon ay magpapainit din ito, ang pagsingaw ay magiging matindi. Para sa electroplating sa bahay, dapat mong alagaan ang proteksiyon na kagamitan at mahusay na bentilasyon.
Ang electroplating na may tanso sa bahay, sa kabila ng medyo primitive na kagamitan, gayunpaman ay nagbibigay ng mahusay na mga resulta. Sa lahat ng mga metal, ang bakal ay nagbibigay ng pinakamatibay na koneksyon sa isang tansong pelikula, samakatuwid ito ay sa panahon ng tansong kalupkop ng bakal na ang mahusay, matibay na kasalukuyang mga conductor ay nakuha. Ang patong ng produktong bakal na may tansong pelikula ay magbibigay sa item ng isang mas kaakit-akit na hitsura.
 Ang resulta ng tansong kalupkop
Ang resulta ng tansong kalupkop
Copper plating ng bakal na may paglulubog sa electrolyte
Bago simulan ang proseso ng copper plating, dapat mong ihanda ang iyong tahanan, lugar ng trabaho, mga kinakailangang materyales at personal na kagamitan sa proteksyon para sa mga gawaing ito. Pagkatapos nito, dapat mong ihanda ang workpiece. Ang oxide film ay dapat alisin mula sa ibabaw nito gamit ang isang manipis na emery at isang pinong metal brush. Pagkatapos alisin ang pelikula, ang bahagi ay hugasan, degreased sa maligamgam na tubig na may sabon at hugasan muli ng malinis na tubig sa ilalim ng malakas na presyon.
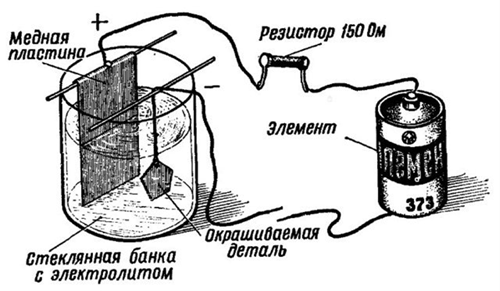 Scheme ng tansong kalupkop ng bakal sa electrolyte
Scheme ng tansong kalupkop ng bakal sa electrolyte
Dalawang tansong plato ang inilalagay sa isang lalagyan (mas mabuti na salamin), na konektado sa kuryente sa isa't isa. Ang mga plate na ito ay anodes, at konektado ng isang konduktor sa plus ng kasalukuyang pinagmulan. Ang isang konduktor ay konektado sa minus ng pinagmulan, na konektado sa workpiece na pinoproseso, na siyang cathode sa circuit na ito. Ang isang rheostat ay kasama sa anode circuit upang ayusin ang kasalukuyang lakas at isang ammeter para sa kontrol.
Ang inihandang electrolyte solution ay ibinubuhos sa lalagyan, na kinabibilangan ng tansong sulpate, distilled water at acid. Ang solusyon ay ibinubuhos sa isang halaga na sapat upang ganap na masakop ang mga electrodes at ang workpiece. Ang boltahe ay inilapat sa circuit, ang isang kasalukuyang ay itinakda ng rheostat sa rate na 15 mA bawat square centimeter ng bahagi na lugar.
Pagkatapos ng kalahating oras, ang boltahe ay aalisin, ang tanso-plated na bahagi ay tinanggal mula sa solusyon, napalaya mula sa konduktor, lubusan na hugasan, at tuyo. Nakumpleto ang proseso. Kinakailangang tandaan: ang lahat ng mga operasyon ay dapat isagawa sa isang respirator, guwantes na goma at naka-on ang bentilasyon.
Welding machine para sa tanso
Ang mga pangunahing yunit ay tinukoy bilang semi-awtomatikong, awtomatiko, argon, mga yunit ng inverter. Ang bawat isa sa mga aparato ay gumaganap ng trabaho sa ibang paraan ng paggawa, ay nilagyan ng mga natatanging katangian.
- Ang koneksyon ng mga plate na tanso ay maaaring isagawa ng mga organo na uri ng tungsten sa isang kapaligiran ng argon. Ang mga modernong uri ng inverter ay pinapagana ng isang network ng sambahayan, nilagyan ng isang independiyenteng sistema ng paglamig, at magaan ang timbang.
- Gamit ang wire, ginagamit ang mga semi-awtomatikong pag-install. Mayroong iba't ibang mga node, kabilang ang mga domestic, na hindi mas mababa sa mga na-import na analogue sa mga tuntunin ng pagganap.
- Ang mga wire ng tanso ay konektado din sa pamamagitan ng inverter, ang pangunahing tampok ay cost-effective, mababang paggamit ng kuryente. Ang proteksyon laban sa pagdikit, mainit na pagsisimula ay magpapahintulot sa isang baguhan na master na gumana nang walang paunang pagsasanay.
Homemade welding machine para sa welding na may carbon electrodes
Para sa paggamit sa bahay, ang pinakamahusay na pagpipilian ay isang yunit na may lakas na hanggang 3.5 kW. Ang lakas ng output ay sapat para sa pagkonekta ng tanso na may kapal na 5 mm. Ang mga mekanismo ng mababang mapagkukunan ay hindi makakasira sa network ng elektrikal ng sambahayan, maiwasan ang pagkabigo ng mga appliances.
Paghahanda para sa patination
Tulad ng anumang gawaing may mga kemikal, ang kaligtasan ay dapat ang unang priyoridad. Karamihan sa mga compound na ginagamit sa pagpapaitim ay napakalason. Ang mga singaw na ibinubuga ay maaaring mapanganib sa kalusugan kung ilalabas sa atmospera. Mayroong ilang mga karaniwang tuntunin na hindi dapat pabayaan:
- ito ay kinakailangan upang mag-imbak ng mga sangkap sa mga espesyal na tubo ng pagsubok, mahigpit na sarado na may mga stopper para sa sealing;
- panatilihin ang mga solusyon na hindi maaabot ng mga bata;
- ang proseso ay dapat maganap sa isang dalubhasang cabinet na may built-in na bentilasyon (ang mga pinto ng cabinet ay dapat na bahagyang bukas).
Bago ang pagproseso, ang materyal ay dapat na lubusan na hugasan, linisin at degreased upang makamit ang pinakamahusay na epekto.
 Patination, oksihenasyon ng tanso at iba pang mga metal
Patination, oksihenasyon ng tanso at iba pang mga metal
Oxidation at patination - ang mga konseptong ito ay hindi magkasingkahulugan, ang mga kahihinatnan ng bawat isa sa mga prosesong ito ay naiiba sa pagkakasunud-sunod sa bawat isa.
Oksihenasyon ng tanso - ang pagbuo ng mga oxide at oxide sa ibabaw ng metal dahil sa pakikipag-ugnayan nito sa mga elementong naglalaman ng oxygen at iba pang tiyak na mga kemikal na reagents.
Patination - ang pagbuo ng isang manipis na layer ng chlorine at sulfur compound sa pamamagitan ng paglalantad ng metal sa mga naaangkop na compound. Ang parehong mga proseso ay humahantong sa isang pagbabago sa kulay ng materyal, kung saan, sa ilalim ng mga natural na kondisyon, kakailanganin ng maraming tagal ng panahon.
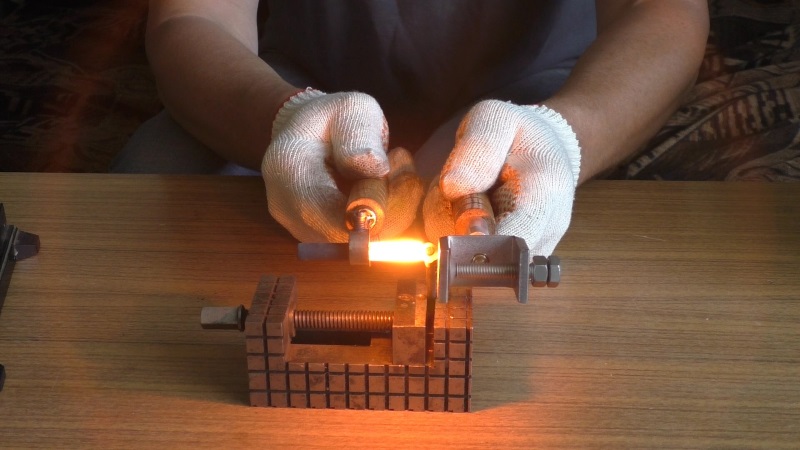
Hakbang-hakbang na mga tagubilin para sa pagtunaw ng tanso
Ang pagtunaw ng tanso, kung ihahanda mo ang lahat ng kinakailangan para sa pagpapatupad ng naturang proseso ng teknolohikal at lapitan nang tama ang pagpapatupad nito, ay nagbibigay-daan sa iyo na gumawa ng mga produktong tanso para sa parehong pandekorasyon at purong praktikal na mga layunin kahit na sa bahay.
Upang matunaw ang tanso, kakailanganin mo ang mga sumusunod na tool, kagamitan at supply:
- muffle furnace (mas mabuti na may adjustable na temperatura ng pag-init);
- isang tunawan kung saan matutunaw mo ang tanso (ang mga crucibles na gawa sa ceramic o refractory clay ay ginagamit upang matunaw ang tanso);
- mga sipit kung saan ang mainit na tunawan ay aalisin mula sa pugon;
- hook (maaari itong gawin mula sa ordinaryong bakal na kawad);
- vacuum cleaner ng sambahayan;
- uling;
- ang anyo kung saan isasagawa ang paghahagis;
- gas burner at busina.

Ang pinakamaliit na halaga ng mga impurities ay matatagpuan sa de-koryenteng tanso
Unang hakbang
Ang tanso sa isang durog na estado ay inilalagay sa isang tunawan. Dapat itong isipin: mas maliit ang mga piraso ng metal, mas mabilis itong matunaw. Ang tunawan, pagkatapos na mapuno ng tanso, ay inilalagay sa isang pugon, na, gamit ang isang temperatura controller, ay dapat na pinainit sa kinakailangang estado. Sa mga pintuan ng mga serial muffle furnace, isang window ay kinakailangang ibinigay kung saan maaari mong obserbahan ang proseso ng pagkatunaw.

Ang window ng pagtingin ay magbibigay-daan sa iyo na kontrolin ang proseso nang hindi muling binubuksan ang pinto, sa gayon ay hindi bababa ang temperatura sa oven
ikalawang hakbang
Matapos matunaw ang lahat ng tanso sa tunawan, dapat itong alisin mula sa hurno gamit ang mga espesyal na sipit. Ang isang oxide film ay kinakailangang naroroon sa ibabaw, na dapat ilipat sa isa sa mga dingding ng crucible na may kawit na bakal. Ang tinunaw na metal, pagkatapos ng paglabas ng ibabaw nito mula sa oxide film, ay dapat ibuhos nang mabilis at tumpak hangga't maaari sa isang naunang inihanda na amag. Ang mga detalye at panuntunan para sa pagsasagawa ng pamamaraang ito ay mahusay na ipinakita ng isang video na madaling mahanap sa Internet.
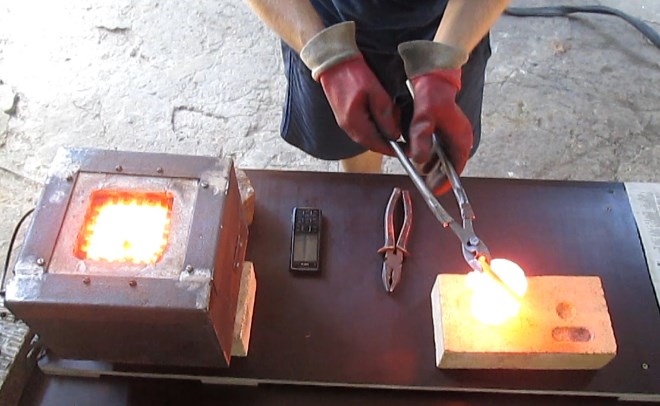
Kakailanganin na ibuhos ang metal sa mga hulma nang napakabilis kung ang paraan ng pag-init na iyong pinili ay hindi makapagbigay ng nais na temperatura.
Ikatlong Hakbang
Kung sakaling wala kang muffle furnace sa iyong pagtatapon, maaari mong painitin ang tunawan ng tanso gamit ang isang gas burner, ilagay ito patayo sa ilalim ng tangke
Kasabay nito, mahalagang tiyakin na ang apoy ng gas burner ay pantay na ipinamamahagi sa buong lugar ng ilalim ng crucible.
Ikaapat na Hakbang
Kung sa bahay ay kinakailangan upang matunaw ang mababang natutunaw na mga haluang metal na nakabatay sa tanso (tanso at ilan), kung gayon ang isang ordinaryong blowtorch ay maaaring gamitin bilang isang aparato sa pag-init, na inilalagay din ito nang patayo sa ilalim ng ilalim ng tunawan. Sa panahon ng pagtunaw na isinagawa ng ito at ang mga nakaraang pamamaraan, ang ibabaw ng tinunaw na metal ay aktibong nakikipag-ugnayan sa oxygen, na hahantong sa matinding oksihenasyon. Upang mabawasan ang intensity ng oksihenasyon, ang tinunaw na tanso ay maaaring iwisik ng durog na uling.

Natutunaw ang tanso gamit ang isang blowtorch sa isang lutong bahay na kalan
Ikalimang Hakbang
Kung ang iyong home workshop ay may forge, maaari rin itong gamitin upang matunaw ang tanso, tanso, o tanso. Sa kasong ito, ang crucible na may durog na metal ay inilalagay sa isang layer ng red-hot charcoal. Upang ang proseso ng pag-init at pagtunaw ay maganap nang mas masinsinan, ang hangin ay maaaring ibigay sa combustion zone ng karbon, kung saan ang isang maginoo na vacuum cleaner ay angkop, na gumagana hindi para sa pagbawi, ngunit para sa pamumulaklak. Kung sakaling gagamit ka ng vacuum cleaner, isang metal na dulo na may maliit na diameter na butas ng pamumulaklak ay dapat gawin sa hose nito.

Ang proseso ng pagtunaw ay magiging mas mahusay sa isang gas furnace
Kapag pumipili ng muffle furnace para sa mga operasyon ng paghahagis na may tanso at mga haluang metal nito, dapat bigyang pansin ng isa ang rehimen ng temperatura na maaaring ibigay ng naturang aparato. Depende sa uri ng tinunaw na metal, ang naturang pugon ay dapat magbigay ng mga sumusunod na temperatura ng pag-init:
- tanso - 1083°;
- iba't ibang grado ng tanso - 930–1140°;
- tanso - 880–950°.
Posibleng magpasya kang gumawa ng melting furnace sa pamamagitan ng panonood ng video.
Ang ordinaryong tanso, na hindi naglalaman ng anumang mga additives ng haluang metal sa komposisyon ng kemikal nito, ay walang magandang pagkalikido sa natunaw na estado, samakatuwid, hindi ito angkop para sa paghahagis ng mga produkto ng kumplikadong pagsasaayos at maliliit na sukat. Para sa mga layuning ito, pinakamahusay na gumamit ng tanso, at pumili ng isang haluang metal na ang kulay ng ibabaw ay mas magaan (ito ay nagpapahiwatig na ang tanso ng tatak na ito ay may mas mababang punto ng pagkatunaw).
Layunin ng patination
 Ang pangunahing layunin ng paggamit ng darkened copper ay upang bigyan ang epekto ng pagtanda sa metal na pinoproseso. Noong unang panahon, karamihan sa mga bagay (mga barya, pigurin, iba't ibang souvenir, gamit sa bahay) ay ginawa mula sa materyal na ito. Sa pag-abot sa ating panahon, ang mga bagay ay sumailalim sa ilang mga pagbabagong-anyo - ang mga proseso ng oxidative ay nagbago ng kulay at pangkalahatang hitsura ng mga bagay na ito, na lumilikha ng lahat ng mga palatandaan ng unang panahon at, samakatuwid, ang halaga.
Ang pangunahing layunin ng paggamit ng darkened copper ay upang bigyan ang epekto ng pagtanda sa metal na pinoproseso. Noong unang panahon, karamihan sa mga bagay (mga barya, pigurin, iba't ibang souvenir, gamit sa bahay) ay ginawa mula sa materyal na ito. Sa pag-abot sa ating panahon, ang mga bagay ay sumailalim sa ilang mga pagbabagong-anyo - ang mga proseso ng oxidative ay nagbago ng kulay at pangkalahatang hitsura ng mga bagay na ito, na lumilikha ng lahat ng mga palatandaan ng unang panahon at, samakatuwid, ang halaga.
Sa panahong ito, ang tansong patination ay ginagawa nang artipisyal, ngunit hinahabol nila ang isang layunin - upang bigyan ang mga bagay ng isang bihirang hitsura, upang maakit ang pansin, upang pukawin ang isang pagnanais na bilhin ito.
Mga katangian ng tanso
Ang tanso ay isa sa mga unang metal na natutunan ng tao na kunin at iproseso. Ang mga produkto mula sa tanso at mga haluang metal nito ay ginamit noon pang ika-3 siglo BC, bilang ebidensya ng makasaysayang data at mga resulta ng mga archaeological excavations. Ang malawakang paggamit ng tanso ay higit na pinadali ng katotohanan na ito ay medyo madaling iproseso ng iba't ibang mga mekanikal na pamamaraan. Bilang karagdagan, madali itong matunaw.
Ang tanso, ang ibabaw na kung saan ay nakikilala sa pamamagitan ng isang binibigkas na madilaw-dilaw na pula na kulay, dahil sa lambot nito, ay madaling maproseso ng plastic deformation. Ang ibabaw ng tanso, kapag nakikipag-ugnayan ito sa nakapaligid na hangin, ay natatakpan ng isang oxide film, na nagpinta nito sa napakagandang kulay.
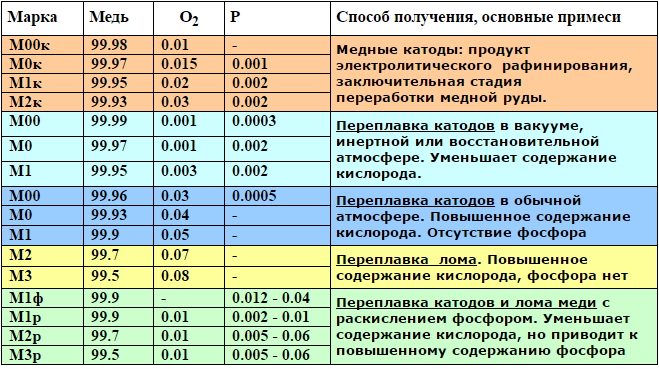
Teknikal na mga marka ng tanso at ang kanilang kemikal na komposisyon
Napakahalaga ng mga katangian ng tanso bilang electrical at thermal conductivity, kung saan ito ay pumapangalawa sa lahat ng mga metal, pangalawa lamang sa pilak. Dahil sa mga katangiang ito, ang mga produktong ginawa mula dito ay aktibong ginagamit sa industriya ng elektrikal, gayundin sa mga kaso kung saan kinakailangan upang matiyak ang mabilis na pag-alis ng init mula sa isang pinainit na bagay.
Ang isa pang mahalagang parameter ng tanso, na direktang nakakaapekto sa dami ng enerhiya at paggawa na natupok sa paggawa ng mga produkto mula dito, ay ang punto ng pagkatunaw. Para sa purong tanso, ang temperatura kung saan nagbabago ang metal mula solid hanggang likido ay 1083°. Kung paghaluin mo ang tanso na may lata at kumuha ng tanso, kung gayon ang punto ng pagkatunaw ng naturang haluang metal ay magiging 930-1140 °, depende sa nilalaman ng pangunahing additive na haluang metal dito. Tulad ng tanso, na nakukuha sa pamamagitan ng pagdaragdag ng zinc sa base metal, ay may mas mababang punto ng pagkatunaw, na nasa hanay na 900–1050 °.
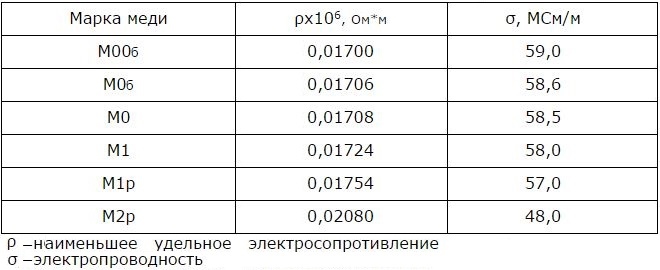
Mga katangiang elektrikal ng tanso sa 20°
Kung magpasya kang ipatupad sa bahay ang isang teknolohikal na proseso bilang, mahalagang malaman ang isa pang parameter - ang punto ng kumukulo nito. Sa 2560 ° ang tanso ay nagsisimulang literal na kumulo, na malinaw na nakikita sa video ng prosesong ito.
Ang hitsura ng mga bula sa ibabaw ng likidong metal at aktibong pagbuo ng gas sa loob nito ay pinadali ng carbon na inilabas mula sa tanso bilang resulta ng oksihenasyon nito, na nangyayari sa panahon ng malakas na pag-init.

Napapailalim sa teknolohiya ng pagtunaw, ang mababaw na mga pores ay maaaring manatili sa ibabaw ng tansong ingot, na madaling maalis sa pamamagitan ng paggiling.
Paano matunaw ang tanso sa bahay
Ang mga bagay na gawa sa tanso, pati na rin ang iba't ibang mga produkto kung saan ito kasama, ay malawakang ginagamit sa pang-araw-araw na buhay. Samakatuwid, marami ang nagtatanong ng isang karaniwang tanong: "Paano matunaw ang tanso sa iyong sarili?"
Ang pagkakaroon ng ideya tungkol sa teknolohiyang ito, natutunan ng mga tao kung paano gumawa ng iba't ibang mga bagay mula sa purong metal, pati na rin ang mga haluang metal na nakuha mula dito - tanso at tanso.
- 1 punto ng pagkatunaw
- 2 Pagtunaw ng tanso
Temperaturang pantunaw
Ang pagtunaw ay isang proseso na nagpapakilala sa unti-unting paglipat ng isang metal mula sa isang karaniwang solidong estado patungo sa isang likido na pare-pareho. Ang bawat metal compound o metal sa dalisay nitong anyo ay may sariling temperatura, sa ilalim ng impluwensya kung saan nagsisimula itong matunaw.
Ang isang mahalagang kadahilanan sa kasong ito ay kung anong mga impurities ang kasama sa komposisyon ng natunaw na tambalan.
Kaya, ang tanso ay nagsisimulang matunaw sa temperatura na 1083 degrees Celsius. Kung ang lata ay idinagdag dito, ang punto ng pagkatunaw ay bababa at magiging humigit-kumulang 930-1140 degrees Celsius.
Sa kasong ito, ang gayong pagbabagu-bago ay dahil sa dami ng lata na kasama sa haluang metal. Ang isang tambalan ng tanso at sink ay natutunaw sa isang mas mababang temperatura - 900-1050 degrees. Ang pag-init ng anumang mga metal ay nauugnay sa unti-unting pagkasira ng sala-sala na nabuo mula sa maraming mga kristal.
Sa pag-init, ang temperatura ng pagkatunaw ay tumataas sa pinakamataas na kinakailangang antas, pagkatapos ay huminto ang paglago nito at nananatili sa naabot na antas hanggang sa matunaw ang buong metal, pagkatapos nito ay nagsisimula itong bumaba.
Ang paglamig ay ang kabaligtaran na proseso ng pagbabago ng temperatura. Habang lumalamig, ito ay bumagsak at "nagyeyelo" sa isang tiyak na antas hanggang ang metal ay ganap na tumigas.
Kaya, ang carbon ay lumalabas sa tanso sa panahon ng proseso ng pagkulo, na nabuo bilang isang resulta ng oksihenasyon at ang malapit na pakikipag-ugnay nito sa hangin.
Natutunaw na tanso
Ang teknolohiya ng pagtunaw ng tanso ay malawakang ginagamit mula pa noong sinaunang panahon, nang gumamit ang mga tao ng apoy upang tunawin ang metal upang makagawa ng mga palaso, arrowhead at iba pang sandata, at mga gamit sa bahay.
Posible rin ang pagtunaw ng tanso sa bahay. Para dito kakailanganin mo:
- Ang tunawan kung saan matutunaw ang tanso, at ang mga sipit ay kailangan upang alisin ang tunawan mula sa hurno o alisin ito mula sa apoy.
- Uling.
- Muffle furnace (mas mabuti kung ang temperatura ng pag-init ay kinokontrol dito).
- sungay.
- Ordinaryong vacuum cleaner.
- Isang amag kung saan ibinubuhos ang tinunaw na likido.
- Kawit na gawa sa bakal na kawad.
- Gas burner, kung walang muffle furnace.
Kasama sa melting algorithm ang ilang hakbang-hakbang na hakbang:
Gilingin ang metal at ibuhos sa tunawan. Bukod dito, mas maliit ang mga fragment, mas maaga itong maabot ang tunaw na estado. Ilagay ang tunawan sa isang pugon na pinainit sa pinakamataas na posibleng temperatura na kinakailangan upang simulan ang proseso ng pagtunaw (dito, sa pamamagitan ng paraan, kakailanganin mo ng isang controller ng temperatura). Maraming muffle furnaces ang may hiwa ng bintana sa pinto. Sa pamamagitan nito, maaari mong ligtas na masubaybayan ang proseso.
Sa pag-abot sa likido, sa wakas ay tinunaw na estado ng tanso, ang tunawan na may sipit ay dapat subukan nang maingat hangga't maaari at alisin mula sa hurno sa lalong madaling panahon. Ang isang pelikula ay bubuo sa ibabaw ng likidong substance, ilipat ito sa gilid ng crucible gamit ang wire hook. Ibuhos ang metal na nalinis mula sa pelikula sa lalong madaling panahon sa isang pre-prepared form.
Kung walang muffle furnace, ang tanso ay maaaring matunaw gamit ang isang conventional gas burner. Ngunit pagkatapos ang tanso ay malapit na makipag-ugnayan sa hangin, at ang proseso ng oksihenasyon mismo ay magiging mas mabilis. Samakatuwid, upang maiwasan ang pagbuo ng isang makapal na pelikula sa ibabaw ng metal, ang tanso, kapag umabot sa isang likidong estado, ay binuburan ng durog na uling.
Maaari mo ring tunawin ang tanso at ang mga haluang metal nito gamit ang isang forge. Upang gawin ito, ang uling ay kailangang pinainit ng mabuti at isang tunawan na may metal ay dapat ilagay dito (pre-grind na tanso). Upang pabilisin ang proseso ng pag-init, magdirekta ng vacuum cleaner sa karbon, na naka-on sa blowing mode
Ang partikular na pansin ay dapat bayaran sa dulo ng tubo. Dapat itong metal, dahil ang plastik ay matutunaw sa ilalim ng impluwensya ng mataas na temperatura.