Metal boruların bağlantısı
Daha az sıklıkla, iletişim kurarken metal borular da kullanılır. Bunlardan en popüler olanları dökme demir ve metaldir.
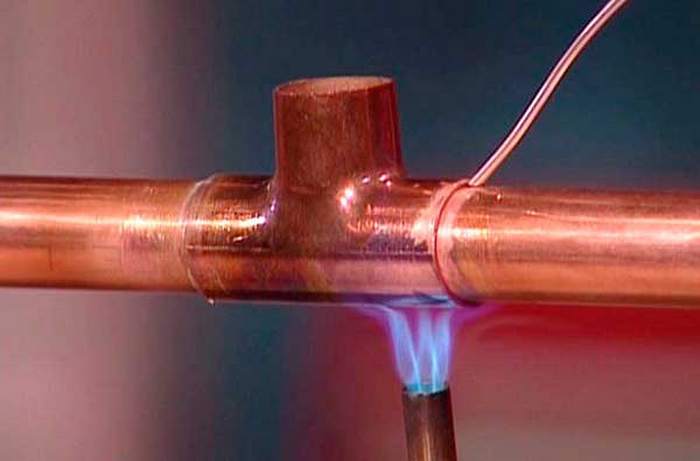
Bakır boruyu lehimlemek için özel bir alet - lehim almanız gerekir. Kalay, pirinç vb. gibi yumuşak eriyebilir metallerden yapılır. Lehim, metal çubuklar (yüksek sıcaklıklarda lehimleme için sert lehim) veya ince tel (459 dereceye kadar lehimleme için) şeklindedir.
Bakır boruların lehimleme ile bağlantısı şöyle görünür:
- Tüpün gerekli parçaları kesilir;
- Bir boru genişletici yardımıyla, dökme demir boru bir uçtan genişler (gelecekte, böyle bir genişleme bir soketin rolünü oynayacaktır);
- Bakır ile yüksek kaliteli bir lehim bağlantısı için iki boru yağdan arındırılır ve özel bir akı macunu ile işlenir;
- Bundan sonra, lehimleme için lehim kullanmanız gerekir.
- Böylece, lehim eriyene kadar iki borunun bağlantılarını bir brülörle işliyoruz.
- Bakır boruların bağlantısı tamamlandıktan sonra, lehim kalıntılarını kuru bir bezle çıkarmanız ve elemanların tamamen soğumasını sağlamanız gerekir.
- Hat dönüşleri oluşturmak için aynı şekilde lehimlenen özel bakır bağlantı parçaları kullanılır.
Dökme demire katılıyoruz

Dökme demir borular günümüzde daha az kullanılmaktadır, ancak yaşam hakları da vardır. Dökme demir boruların bağlantısı çoğunlukla bir sokette gerçekleştirilir. Teknoloji şuna benziyor:
- Borunun genişleyen ucu tamamen temizlenir ve yağdan arındırılır;
- Borunun ince ucu da içine sokulur, ayrıca yağsızdır;
- Artık soketteki boş alan tüm mevcut alanın 1/3'ü oranında yedekte doluyor, böylece daha sonra yedekte sisteme girmiyor;
- Bundan sonra kalan boşluk asbestli çimento, kükürt, dolgu macunu veya genleşen çimento ile doldurulur. Tam kuruma bekleniyor. İki dökme demir boru bu şekilde bağlanır.
Ek olarak, çeşitli konfigürasyonlardaki bağlantı parçaları yardımıyla dökme demir boruları birleştirmek mümkündür. Bu nedenle, bağlantı parçaları, eyerler, kaplinler vb.
Bakır esaslı elektrotlarla dökme demirin kaynağı
Bakır esaslı elektrotlarla kaynak, kaynağın yüksek mukavemetinin gerekli olmadığı tüm durumlarda kullanılır. Bakır, nikel gibi, karbonlu bileşikler oluşturmaz, ancak pratik olarak demirde çözünmez. Bu nedenle, biriken dikiş homojen değildir, bakır bazında artan sertlikte yüksek karbonlu bir demir fazının inklüzyonları bulunur.
OZCH-2, OZCH-6 bakır-demir elektrotları, %50 demir tozunun eklendiği kalsiyum florür kaplamalı bir bakır çubuktan yapılır. Bu elektrotlar motor bloklarının su ceketlerinde, blok kafalarında vb. çatlakların kaynağında kullanılır. Çatlak uçlarından delinir ve parça kalınlığının 2/3'ü kadar 70-90° açıyla kesilir. Pas, yağ ve diğer kirleticilerin izleri dikişin gözenekli olmasına neden olduğundan çatlağın kenarları dikkatlice temizlenir. Kaynak, parçayı 50-60 ° C sıcaklığa soğutmak için kesintilerle ters polaritenin doğru akımında kısa bir ark ile gerçekleştirilir. Daha sıkı bir dikiş elde etmek için kaynaktan hemen sonra 40-60 mm'lik bölümler dövülür. OZCH elektrotları ile kaplanmış katman, yüksek sertlikte sertleştirilmiş çelik ile serpiştirilmiş demir ile doymuş bakırdır. Dikişin sınırında ayrı bölümlerde ağartma bölgeleri bulunur. Oldukça yüksek sertliğe rağmen, dikiş bir karbür aletle işlenebilir. Bakır-nikel elektrotları MNP-2, monel metalden yapılmış çubuklardır (%28 bakır, %2.5 demir, %1.5 manganez, gerisi nikeldir). Bu elektrotların nikeli karbonlu bileşikler oluşturmaz, bu nedenle kaynak düşük sertlikte elde edilir, soğutulmuş dökme demir bölgesi neredeyse yoktur, sertleştirilmiş dökme demir bölgesi düşük bir sertliğe sahiptir, bu da biraz tavlama ile kolayca azaltılabilir.Ek olarak, dikişte daha az gözenek ve çatlak oluşur, işlenmesi daha kolaydır, ancak mukavemeti düşüktür. Bu nedenle bakır-nikel elektrotlar genellikle bakır-demir elektrotlarla birlikte kullanılır. İlk ve son katmanlar bakır-nikel elektrotlarla uygulanır (birinci katmanda yoğunluğu sağlamak ve sonda işlemeyi iyileştirmek için), geri kalanı bakır-demir elektrotlarla kaynaştırılır. Bakır-nikel elektrotlarla yüzey kaplama, bakır-demir elektrotlarla aynı şekilde gerçekleştirilir.
Özel elektrotlarla dökme demirin soğuk kaynaklanması ve yüzeylenmesi (yani, ön ısıtma olmadan gerçekleştirilen kaynak ve yüzey kaplama) için, işlemin 25-60 mm uzunluğundaki kısa boncuklarda minimum ısı girdisi ile üst üste binen her bir boncuğun soğutulmasıyla gerçekleştirilmesi tipiktir. 60 ° C'den fazla olmayan bir sıcaklığa hava. Bazen her merdanenin hafif çekiç darbeleriyle dövülmesi önerilir.
Kaynakta ve ısıdan etkilenen bölgede ek plastik deformasyonlar oluşursa, ısıtma sonucu yapıda oluşan kaynak gerilmeleri neredeyse tamamen ortadan kaldırılabilir. Bu, dikişlerin dövülmesiyle sağlanabilir. Dövme, metalin 450 °C ve üzerindeki sıcaklıklarda veya 150 °C ve altındaki sıcaklıklarda soğutulması işleminde gerçekleştirilir. 400–200 °C sıcaklık aralığında, dövme sırasında metalin plastisitesinin azalması nedeniyle yırtılmalar oluşabilir. Kural olarak, dövme için kaynaklı eklemin özel ısıtılması gerekli değildir. Darbeler, dikiş desenini değiştirmek için küçük bir çaba ile yuvarlak başlı 0,6-1,2 kg ağırlığındaki bir çekiçle veya pnömatik bir çekiçle manuel olarak uygulanır. Çok katmanlı kaynakta, çarpma nedeniyle çatlakların ve kaplamaların oluşabileceği birincisi hariç, her katman dövülür. Bu teknik, yapısal çelikler ve dökme demirden yapılmış parça ve montajların sert konturlarındaki çatlakları kaynaklarken ve kaynakları kapatırken gerilimleri gidermek için çok etkilidir.
Kaynaklı bir bağlantının dövülmesi de yapının yorulma mukavemetinde bir artışa katkıda bulunur.
Görüntüleme:
152
dökme demir gri
Gri dökme demir, makine mühendisliğinde yaygın olarak kullanılmaktadır. Adını, dökme demir yapısında grafit şeklinde serbest karbon bulunması nedeniyle kırığın gri renginden almıştır. Metal taban tipine göre gri dökme demirler perlitik, perlitik-ferritik ve ferritiktir.
Tablo 1. Gri dökme demir, ana özellikleri ve uygulamaları
| Marka | σv MPa | HB | Özellikler ve uygulama |
| SC10 | 275 | 139-274 | 15 mm'ye kadar duvar kalınlığına sahip düşük sorumlu dökümler (kasalar, kapaklar, kasalar vb.), Mukavemet özelliğinin zorunlu olmadığı parçalar - şişeler, bağlantı parçaları, çerçeveler, tavalar, dekoratif parçalar, masif yapı sütunları, temel levhalar |
| MF15 | 314 | 160-224 | 10 - 30 mm et kalınlığına sahip düşük sorumlu dökümler (borular, valf gövdeleri, 20 MPa'ya kadar basınçtaki valfler, vb.), hafif yüklü gövde parçaları, alt motor plakaları, kollar, kasnaklar, volanlar, yağ ve soğutucu kaplar, filtre gövdeleri, flanşlar, kapaklar, zincir dişlileri |
| MF18 | 354 | 167-224 | 10 - 20 mm et kalınlığına sahip sorumlu dökümler (kasnaklar, dişliler, yataklar, kaliperler vb.) |
| MF20 | 397 | 167-236 | Arttırılmış mukavemet ve aşınma direncine sahip temel gövde parçalarının üretimi için 30 mm'ye kadar et kalınlığına sahip kritik dökümler (silindir blokları, pistonlar, fren kampanaları, arabalar, vb.), 8 MPa'ya (80 MPa) kadar basınçlarda sızdırmazlık gerektiren parçalar kgf / cm2 ), muhafazalar, dişli kutuları, mesnetler, dengeleyiciler, koruyucu çerçeveler, manşonlar, arabalar, silindirler, pompalar, makaralar, bağlantı parçaları, kompresörler |
| MF25 | 450 | 176-245 | Arttırılmış mukavemet ve aşınma direncine sahip temel gövde parçalarının üretimi için 40 mm'ye kadar et kalınlığına sahip kritik dökümler (kalıplar, piston segmanları, vb.), artan sızdırmazlık gereksinimlerine tabi parçalar |
| SC3O | 490 | 177-250 | Braket, tabla ve kaliper kızakları, yüzeyi sertleştirilmiş parçalar, silindirler, pompa gövdeleri, dizel motorlar ve içten yanmalı motorların üretimi için 60 mm'ye kadar et kalınlığına sahip kritik dökümler (pistonlar, dizel gömlekleri, çerçeveler, kalıplar vb.), piston segmanları, krank milleri ve eksantrik milleri |
| MF35 MF45 | 540 | 193-264 | 100 mm'ye kadar duvar kalınlığına sahip sorumlu yüksek yüklü dökümler (küçük krank milleri, buhar motorlarının parçaları, vb.) 8 MPa'dan daha fazla bir basınçta sızdırmazlık gereksinimlerinin uygulandığı parçalar |
Grafit düşük mekanik özelliklere sahiptir. Metal tabanın bütünlüğünü ihlal eder. Metal tabanın tanecikleri arasında bulunan grafit, aralarındaki bağı zayıflatır. Bu nedenle, gri dökme demir, zayıf çekme mukavemetine ve çok düşük süneklik ve tokluğa sahiptir. Grafit kapanımları ne kadar büyük ve düz olursa, dökme demirin mekanik özellikleri o kadar kötü olur. Gri dökme demirin sertliği ve sıkıştırmaya karşı direnci, dökme demirin metal tabanı ile aynı yapıya sahip olan çeliğe yakındır.
Grafit ayrıca dökme demirin özellikleri üzerinde bazı olumlu etkilere sahiptir, özellikle yağlamaya benzer şekilde hareket ederek aşınma direncini arttırır, talaşları kırılgan hale getirdiği için işlenebilirliği arttırır, ürün titreşimlerini azaltmaya yardımcı olur ve döküm imalatında büzülmeyi azaltır. .
Gri dökme demirin mekanik özellikleri, ince katmanlı grafit dökümde eşit olarak dağıtılarak geliştirilebilir. Bu, ilave grafitizasyon merkezleri oluşturan ve ince katmanlı grafit ile sonuçlanan, dökümden önce sıvı demire katkı maddeleri eklendiğinde özel işleme - modifikasyon ile elde edilir. Bu grafitli dökme demire modifiye denir. Sıradan gri dökme demirden daha yüksek bir çekme mukavemetinden farklıdır, ancak modifikasyon sırasında sünekliği ve tokluğu gelişmez.
GOST 1412-85'e göre, dökme demir sınıfının tanımındaki SCh harfleri, gri dökme demir anlamına gelir. İki basamaklı rakam, çekme mukavemetine karşılık gelir σv MPa. Standart, gri dökme demirlerin çekme mukavemetini normalleştirir σv = 274÷637 MPa, sertlik - 143÷637 HB ve kimyasal bileşim.
Gri dökme demirin ana özellikleri ve uygulaması tablo 1'de gösterilmektedir.
Vana cihazı
Sıhhi tesisat ve ısıtma sistemlerine iki tip vana monte edilebilir:
- top;
- kapak.
Küresel vananın çalışma elemanı, gövdenin içinde bulunan bir bilyedir. Topun bir geçiş deliği vardır. Valf açıksa, bilye delikten su akışına doğru çevrilir. Kapalı pozisyonda top sağır tarafı ile suya döner. Kilitleme elemanının döndürülmesi bir tutamak yardımıyla gerçekleştirilir.

Küresel vana cihazı
Valf valfinin kapatma elemanı, kolu çevirerek alçaltılmış ve yükseltilmiş bir mil üzerinde bulunan contalı bir valftir.
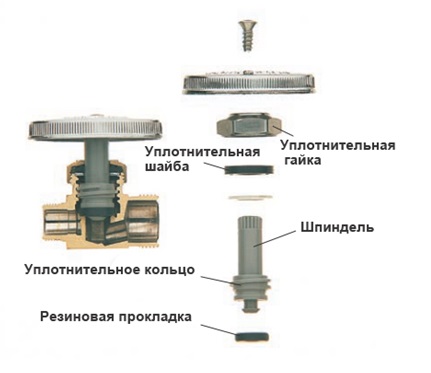
Valf valf cihazı
Küresel vana, vana cihazından farklı olarak bir kapatma vanasıdır ve sıvı akışını düzenlemek için kullanılamaz. Küresel vana tamir edilemez ve cihazın çalışmasında bir arıza olması durumunda tamamen değiştirilmesi gerekir.
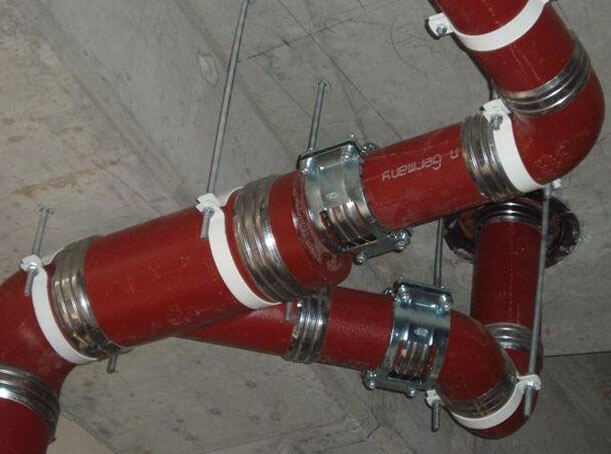
Sfero boruların avantajları
Bazı durumlarda, su temini için kullanılan ekstra güçlü dökme demir borular, aşağıdaki özelliklere ve özelliklere sahip oldukları için vazgeçilmezdir:
- Sistemdeki sıvı basıncına 1,6 MPa ve üzeri kadar dayanabilme özelliği.
- Nemdeki değişikliklere ve sıcaklıktaki ani değişikliklere karşı iyi direnç.
- Korozyona dayanıklı.
- Mekanik hasara karşı direnç.
- Kuvvet.
- Plastik.
- Kurulum kolaylığı.
- Uzun hizmet ömrü - 100 yıla kadar.
Ayrıca, mükemmel fiziksel ve mekanik özelliklere ek olarak, sünek demir kanalizasyon borusu çevre dostudur:
- bu tür borulardan geçen su, herhangi bir yabancı kirlilikle kirlenmediği için kesinlikle zararsız ve tüketime uygun kalır;
- hizmet ömrü sonunda borular çevreye zarar vermeden tamamen bertaraf edilebilir.
Plastik ve dökme demir boruların bağlanması
Dökme demir borular plastikle nasıl bağlanır? Her şey bu adıma iten nedene bağlı. Ve bu mutlaka bir dökme demir hattın değiştirilmesi (uzatılması) olmayacaktır.
Olası senaryolardan biri, mevcut plastik - dökme demir kavşağında acil durumların ortaya çıkmasıdır.
Başlangıçta, dökme demir boruların plastik ile bağlantısının dış etkilere (sıcaklık veya mekanik etki) maruz kalmayacağı varsayılmaktadır. Basitçe söylemek gerekirse, bağlantının basınçsızlaşması (sızdırmazlık bozulması) nedeniyle sızıntılar meydana gelir.
Sızıntı aşağıdakilerin bir sonucu olarak meydana gelebilir:
- Son derece nadir görülen su çekici.
- Ani sıcaklık değişiklikleri (örneğin, sıcak suyu kapatırken / açarken veya soğuktan sıcak suya geçerken).
İkinci durumda, sorunun nedeni, dökme demir ve plastiğin farklı genleşme katsayılarının yanı sıra düşük kaliteli bir bağlantıda (dökme demirden plastiğe kanalizasyon adaptörü) yatmaktadır. İkincisi, dökme demir plastik kadar eşit bir şekilde genişlemediği için bir çatlak geliştirebilir. Ek olarak, bağlantı basitçe gevşeyebilir (sabitleme zayıflar).
Ortaya çıkan sorunu çözmek için aşınmış parçayı (dökme demirden plastiğe geçiş) değiştirmeniz veya “kendi kendine dönen” olanı sıkmanız gerekecektir. Yüksek kaliteli modern armatürlerin kendiliğinden gevşemeye karşı korunduğuna dikkat edilmelidir. Ek olarak, bu tür ürünlerin kıvrılmasını kullanabilirsiniz. Bu nedenle aksesuarlardan tasarruf etmemek daha iyidir.
Plastik ve metal boruları bağlamak için tasarlanmış polipropilen bağlantı parçası
Başka bir senaryo, dökme demir hattı uzatma ihtiyacıdır. Mevcut dökme demir yükselticiye bağlı dairenin etrafındaki plastik kablolamayı tamamlayarak paradan tasarruf etme fırsatı aynı adımı atabilir. Ancak, metal bir yükseltici kalırsa, sorun tamamen ortadan kalkmaz - bağlantıda yüksek bir sızıntı olasılığı vardır (atık suyun plastikten dökme demire geçişi).
"Dökme demir-plastik" sistemlerin yerleştirilmesi uzun süredir yayına alındığından, modern pazarda geçiş kauçuk manşet (standart çaplar) gibi bir eleman bulabilirsiniz.
Metali Plastiğe Pratik Olarak Nasıl Bağlarsınız?
Boru bağlantı yöntemi seçimi, mevcut dökme demir borunun tipine bağlıdır:
- dökme demir soketsiz boru;
- soketli boru.
İkinci durumda, sıradan bir kullanıcı (özel eğitim olmadan) tek tek öğeleri yerleştirebilecektir. Aksi takdirde (soket hasarlı veya mevcut değil), belirli bir tasarıma sahip bir pres bağlantı parçası kullanmanız gerekecektir - bir ucunda bir soket (plastik bir hatta bağlantı) ve diğerinde bir diş vardır. dökme demir uçla bağlantı için kesin. Önceden satın alırsanız, plastik bir boruyu dökme demir boruya kendiniz yerleştirebilirsiniz:
- dökme demir kanalizasyon borusu veya pres bağlantısı için adaptör;
- çekme veya teflon bant kullanılabilen sızdırmazlık malzemesi;
- anahtarlar (iki parça).
Böyle bir bağlantının aşamaları aşağıdaki gibi tanımlanabilir:
- Plastik hattı getirmeyi planladığınız yerde mevcut kaplini (sürgülü dökme demir kaplin) sökün. Alternatif olarak, bir öğütücü kullanarak dökme demir boruyu kolayca kesebilirsiniz.
- Hazırlanan metal uçta, bu yeri yağ (katı yağ) ile yağlayarak ipliği kesin.
- Dişleri silin, sızdırmazlık malzemesini etrafına sarın ve silikon dolgu macunu ile yağlayın.
- Pres tertibatını vidalayın - işlemin bir anahtar kullanmadan manuel olarak yapılması önerilir. Aksi takdirde, parçanın mekanik olarak hasar görme olasılığı vardır. Bağlantı, sistem su ile doldurulduktan sonra sıkılmalıdır (bu şekilde sızıntıyı önlemek ve bağlantı parçasını sıkıştırmamak mümkün olacaktır).
https://youtube.com/watch?v=39fa3je7waI
VİDEO İZLE
Bir ısıtma şebekesi kurmayı veya sıcak su sağlamayı planlıyorsanız, sızdırmaz kauçuk contaya sahip özel bir adaptör (dökme demirden plastiğe geçiş manşonu) kullanılması önerilir. Alternatif bir çözüm, PVC elemanlı bir bölünmüş pirinç manşon kullanmaktır.
Son olarak, acil bir durum beklemeden dahili kabloları önceden plastikle değiştirmenin daha iyi olduğunu söylemekte fayda var. Sonuçta, plastik yapı daha az talepkardır (bakım gerektirmez) ve çalışmasına hoş olmayan kokuların görünümü eşlik etmez. Sadece bilgili bir kişi bir dökme demir boruyu plastik bir boruya bağlayabilir!
Olası arızalar ve bunları ortadan kaldırmanın yolları
Aşağıdaki durumlarda cihazın onarılması gerekir:
- vana suyu kapatmıyor. Arızanın nedenleri şunlar olabilir:
- kilitleme cihazı olarak işlev gören sızdırmazlık contasının aşınması;
- kapatma vanasının milden ayrılması;
- mil bükülmesi;
- vananın suda bulunan tortularla kirlenmesi;
Mil bükülürse veya valf bağlantısı kesilirse, burcun değiştirilmesi gerekir.
- sızdıran veya damlayan valf. Böyle bir arızanın ana nedenleri şunlar olabilir:
- cihazın gövdesinde çatlak oluşumu;
- bez ambalajının olmaması veya yetersiz miktarda olması.
Contanın değiştirilmesi ve kasanın temizlenmesi
Conta aşındığında valfi kendi ellerinizle onarmak için aşağıdaki alet ve malzemelere ihtiyacınız olacak:
- İngiliz anahtarı;
- bir parça sıhhi tesisat lastiği;
- makas;
- pense;
- bıçak;
- keten ipliği veya diğer sızdırmazlık malzemesi.
Contanın kendi üretimi için kauçuk ve makas gereklidir. Milde hangi contanın takılı olduğunu biliyorsanız, bitmiş ürünü bir sıhhi tesisat mağazasından satın alabilirsiniz.
Conta aşağıdaki gibi değiştirilir:
- ayarlanabilir bir anahtar kullanarak, valf milini sabitleyen vinç kutusunu sökmek gerekir;

Conta değişimi için valfin sökülmesi
- pense, contayı sabitleyen somunu sökün;
- rondela ve arızalı conta çıkarılır;
- boyutları valfin boyutlarından biraz daha büyük olan bir lastik parçası kesilir;
- kesilen kauçuk parçasının ortasında bir delik açılır;
- kauçuk valfe monte edilir ve bir somunla sabitlenir;
- valfin etrafındaki fazla kauçuk makasla kesilir. Bitmiş conta, vananın boyutlarına tam olarak uymalıdır;

İş miline yeni bir conta takmak
- bir bıçak kullanılarak valf gövdesi temizlenir. Tüm birikintileri yalnızca cihaz kasasında değil, aynı zamanda dişli bağlantıda da dikkatlice çıkarmanız önerilir;
Kasayı mekanik hareketle temizlemek mümkün değilse kerosen veya WD-40 sıvısı kullanılabilir.
- vinç kutusu dişe monte edilmiştir;
- bağlantı kapatılır, bundan sonra cihaz tamamen sabitlenebilir.
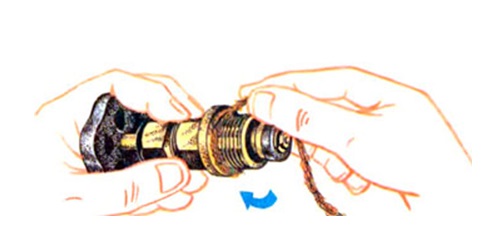
Keten ipliği ile iplik sızdırmazlığı
Vananın tamiri, su beslemesi (ısıtma) kapatıldığında yapılmalıdır.
Salmastranın değiştirilmesi
Musluk valfi sızdırıyorsa, çoğu durumda sorun salmastranın olmaması veya aşırı sızdırmazlığıdır. Onarım için ihtiyacınız olacak:
- uygun boyutta ayarlanabilir bir anahtar veya anahtar;
- bez ambalajı;
- Sızdırmazlık için bıçak veya düz uçlu tornavida.
Bu durumda, valfi aşağıdaki şemaya göre kendiniz onarabilirsiniz:
- sistemin su kaynağını kapatın;
- döndürme kolunu çıkarın;
- sabitleme somununu sökün.Sabitlemeyi gevşetirken, mili bir konumda tutmanız önerilir;
- ambalajı sabitleyen sızdırmazlık halkasını çıkarın;
- eski ambalajı çıkarmak için bir bıçak veya tornavida kullanın;
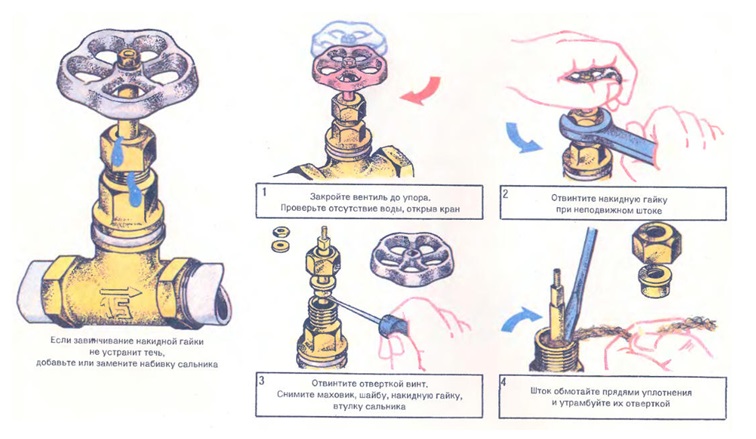
Sızıntıyı ortadan kaldırmak için salmastrayı değiştirme işlemi
- yeni sızdırmazlık malzemesini uygulayın ve sıkıştırın;
- musluğu ters sırada monte edin.
Conta ve salmastra değiştirme işlemi videoda detaylı olarak anlatılmaktadır.
https://youtube.com/watch?v=r7a44zQX2oo
çatlak tamiri
Valf sızdırıyorsa ve sızıntının nedeni valf gövdesindeki bir çatlaksa, şunları yapabilirsiniz:
- valfi tamamen değiştirin;
- çatlağı özel malzemelerle kapatın.
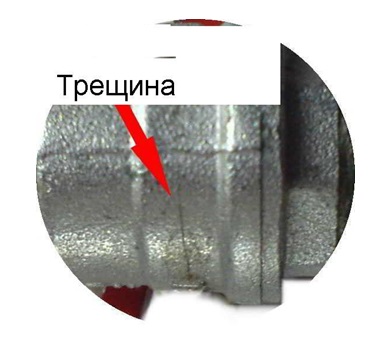
Valf gövdesinde çatlak
Çatlakları kapatmak için kullanılan malzemeler arasında, soğuk kaynak için bir araç ayırt edilebilir.

Soğuk metal kaynağı için araçlar
Ürünü kullanmak için ayrıntılı talimatlar paketin üzerinde belirtilmiştir. Genel kullanım şekli aşağıdaki gibidir:
- çatlağın onarılması gereken yer kirden arındırılır ve asetonla yağdan arındırılır;
- bileşim uygulama için hazırlanır;
- bitmiş karışım çatlağa uygulanır ve yüzeye eşit olarak dağıtılır;
Kaynak mukavemeti için, karışımın çatlağın kapladığı alandan daha geniş bir alana uygulanması tavsiye edilir.
- bileşimin tamamen kuruması beklenir, bundan sonra kaynak alanını temizlemek ve boyamak mümkündür.

Bir çatlağı onarmak için soğuk kaynak kullanma yöntemi
Böylece en yaygın valf problemlerini kendiniz ortadan kaldırabilirsiniz. Yapılan onarım çalışması durumu düzeltmeye yardımcı olmadıysa, valf değiştirilmelidir.
Dökme demir ve plastik bileşikleri
Kanalizasyon değiştirme işlemi şu anda dökme demirden daha gelişmiş malzemeler kullanıyor. Bu durumda, sistemin kendi bölümünü ortak bir dökme demir boru hattına bağlamanız gerekecektir. Çoğu zaman, bunun bağımsız olarak uygulanması, bir ürünü diğerine sokarak ve ardından çimento harcı ile kapatarak gerçekleştirilir.
Plastik deformasyon ve sızıntı tehdidi olduğu için bu yaklaşım güvenilir olarak adlandırılamaz. Plastik ve dökme demir boruları çok dikkatli bir şekilde birleştirmek gerekir, çünkü iki malzemenin ısınmaya tepkisi oldukça farklıdır (daha fazla ayrıntı için: ""). Bütün bunlar sızdırmazlığı olumsuz etkileyebilir. Böyle bir bağlantı üzerindeki diğer bir zararlı etki, kanalizasyon sisteminde periyodik olarak meydana gelen titreşimler ve şoklardır.


Soket olmaması durumunda iki adaptör ile montaj yapılır. İlk olarak, boru kir ve pastan temizlenir, ardından dökme demir boru önce bir lastik adaptörle ve ardından plastik bir adaptörle donatılır. Plastik boru ise plastik adaptörün içine takılır.
Elektrik kaynağı ile dökme demir metale nasıl kaynak yapılır

31.12.2018
Onarım çalışmaları yapılırken, farklı metallerin bağlanması gerektiğinde durumlar ortaya çıkar. Dökme demir çeliğe kaynak yapılabilir mi? Evet, ancak deneyimli kişiler bunu yapabilir.
Dökme demir alaşımları, yüksek karbon içeriği ile karakterize edilir, yandığında metalin yapısı değişir. Bağlantı, 120°C'ye kadar düşük sıcaklık modunda kaynaklanır. Aksine, çeliğin güçlü bir şekilde ısıtılması gerekir.
Dökme demir parçaları diğer demir alaşımlarıyla birleştirmek için bir tampon katman teknolojisi geliştirilmiştir. Nikel kaplama, farklı metallerin güçlü bir şekilde bağlanmasını sağlar.
Çelik sarf elektrotlu dökme demir kaynak teknolojisi
Dökme demiri kaynaklamanın birkaç yolu vardır, bunlar dökme demir alaşımlarını diğer metallerle birleştirmek için kullanılır:
- Sıcak - parçalar birleştirilmeden önce fırınlar tamamen 600 °C'ye ısıtılır. Bir kaynak makinesi ile ısıtmaya yalnızca çalışma alanında izin verilir (dökme demir kıpkırmızı olur). Güvenli bağlantılar için kullanılır.
- Yarı sıcak, alaşımlı alaşımlar için iyi. Birleştirilecek parçalar kısmen veya tamamen 200–300°C'ye ısıtılır.
- Soğuk - parçalar ısıtılmadan bağlanır, bindirmeler için kullanılır - sıkıştırmada çalışan dikişler.
Metallerin manuel elektrik kaynağı ile birleştirilmesi, yüzeylerin ön hazırlığını içerir. Dökme demir alaşımı gözeneklidir ve yağı iyi emer. Lekeyi yağdan arındırmak yeterli değildir, temiz bir tabaka halinde temizlenmelidir, aksi takdirde dikiş gevşeyecektir.
Çelik, dökme demire nasıl kaynak yapılır:
İlk önce mevcut parametreleri seçmeniz gerekir. Kaynak makinesi sadece sabit olarak çalışıyorsa, Polariteyi tersine çevirin. Açık devre göstergesini (arksız kutuplar arasındaki voltaj) dikkate almak gerekir, izin verilen değer 54 V'a kadardır. Sadece 54 V'luk bir açık devre ile alternatif akım üzerinde çalışmasına izin verilir.
Kaynak küçük bölümlerde gerçekleştirilir, silindirler en fazla 3 cm uzunluğunda yapılır, önce dökme demir biriktirilir, daha sonra tampon tabakaya çelik bir parça kaynak yapılır.
Kalın duvarlı dikişler katmanlar halinde kaynaklanır, her biri bir sonraki uygulamadan önce dövülür
Birincisine dik yapılır - bağlantının gücü bu şekilde elde edilir.
Dökme demir alaşımını çelikle sıcak ve yarı sıcak yöntemlerle birleştirdikten sonra, yüzey kaplama bölgesinin soğuma modunu gözlemlemek önemlidir. Dikiş, kademeli olarak soğuması için periyodik olarak ısıtılır.
Ani soğutma ile, ortaya çıkan iç gerilimler nedeniyle dökme demir alaşımı çatlar.
Elektrot seçimi
Şu özelliklere sahip özel olanları kullanın:
- başlangıçta kolay ateşleme;
- düşük penetrasyon yeteneği;
- yüksek biriktirme oranı;
- elde edilen boncuğun sertliği.
Rus markaları:
- TsCh-4 - selüloz kaplamalı çok işlevli, kararlı yanma, iyi yüzey kaplama ile ayırt edilir;
- OZCH-2, OZCH-25 - ince duvarlı elemanların kaynağı için kullanılır, metalleri büyük bir derinliğe kadar yakmazlar;
- MNP-2, OZZHN-2 sadece dökme demir parçaların metallerle sıcak birleştirilmesi için kullanılır.
İthal, kritik dikişler için kullanılır:
- Zeller 866, Zeller 855 - evrensel, ön ısıtma olmadan dökme demiri demirle pişirirler;
- Ficast NiFe - bükme, burulmada stabil çalışan bağlantılar oluşturun.
Önemli!
Çalışmadan önce elektrotları iyice kurutmak, ısıtmak, 160 ila 300 ° C arasında ısıtılmaları önemlidir. Ancak paketten sadece birkaç parça alınır - yeniden kurutma ve ısıtma sırasında kaplama parçalanır
Argon ark kaynağı uygulaması
Refrakter elektrotların ve bakır-nikel dolgu telinin kullanılması iyi bir sonuç verir.
Çelik, dökme demire nasıl kaynak yapılır (birkaç öneri):
- Katkı maddesi metalin cinsine ve dökme demirin cinsine göre seçilir. Nikel bazlı özlü tel daha sık seçilir, ilk önce kaplama kesilir.
- Argon koruyucu bir atmosfer olarak kullanılır, dikişi oksidasyondan korur.
- İş için refrakter tungsten elektrotlar seçilir.
- İnce duvarlı elemanlarla çalışmak için deneyimli kaynakçılar tel yerine küçük ince dökme demir parçaları kullanır.
- Yalnızca statik yüklere (sıkıştırma) maruz kalan bağlantılar için nikel alaşımları kullanılabilir. Tüm çelik kalitelerine iyi yapışırlar.
Dökme demir ve çeliğin kaynak işleminin önemli noktaları
- Çalışma düşük bir konumda yapılır.
- Geniş bir eriyik havuzu oluşturmadan hızlı bir şekilde rulo yapılır.
- Gri dökme demir daha kötü pişirilir, ısıtılması gerekir, ardından nikel içeren bir tabaka biriktirilir. O zaman bağlantı güçlü olacak.
- Alaşımlı çeliklerde dökme demir gevşek bir dikiş oluşturur; iyi dövülmelidir.
- Tutucu ile keskin dalgalanmalar olmadan dikişi eşit şekilde pişirmek gerekir.
Elektrik kaynağı ile dökme demir metale nasıl kaynak yapılır Ana yayına bağlantı
Polipropilene katılıyoruz

Polipropilen bağlama yöntemleri tamamen ürünlerin çapına bağlıdır. Böylece, çapı 63 mm'ye kadar olan borular, soket kaynağı veya bir soket içine birleştirilir. Daha büyük çaplı borular alın kaynağı ile birleştirilir.Aynı zamanda, manuel bir havya yardımıyla lehimlemenin yalnızca 40 mm çapa kadar olan borular için yapılabileceğini hatırlamakta fayda var. Büyük elemanlar profesyonel merkezleme ekipmanına lehimlenmiştir.
Polipropilen boruların kaynak sıcaklığı 220-230 derecedir.
Lehimleme teknolojisi şöyle görünür:
- Borular istenilen segmentlere kesilir;
- Polimerin kenarları tamamen yağdan arındırılır;
- Bir sonraki segmentin kenarına, uzunluğu soketin derinliğinden 2 mm daha uzun olacak bir işaret uygulanır;
- Birleştirilecek ürünlerin her iki ucu havya ile temas halindedir (boru nozulun içine sokulur ve soket üzerine konur);
- 3-5 saniye ısıtılan elemanlar stopa birleştirilir ve tamamen soğur.
PP borular ayrıca sıkıştırma fitingleri kullanılarak da birleştirilebilir.
Düz dökme demir boruların bağlantısı
Boru hattı sadece dökme demir soket borularla oluşturulamaz: genellikle düz yapıların kullanımı uygulanır. Bu durumda bir dökme demir boruyu çelik olana nasıl bağlarsınız? Burada bağlantı için çeşitli cihazların varlığına ihtiyacınız olacak: her şeyden önce kaplinler, eyerler, haçlar, kıvrımlar hakkında konuşuyoruz. Hangi seçeneğin en uygun olacağı, boru hattının çapına ve bağlantı tipine göre belirlenir.
Çoğu zaman, bunun için çeşitlerden birinin dökme demir boru kaplinleri kullanılır:
- Silindir. Aynı çaptaki boruları bağlamak için uygundur. Çoğu zaman, böyle bir bağlantı bir diş ile donatılmıştır.
- İki silindirli. Bağlı boruların çaplarının değiştiği durumlarda kullanılırlar. Böyle bir kuplajın içinde bir iplik de vardır.
- Futorki. Bu bağlantı, özellikle ısıtma sistemlerinde kullanılan hem iç hem de dış dişlerle donatılmıştır.
Debriyajın kullanımı çok kolaydır. İlk adım, bağlantı parçasının içindeki her bir borunun daldırma seviyesinin belirlendiği işaretlemedir.
Bu durumda, uçların bağlantısını tam olarak kaplinin merkezinde elde etmek önemlidir. İki özel sızdırmazlık maddesi arasındaki derzi kapatın
Genellikle boru hattının belirli bir döşeme açısı veya dalları vardır. Bu durumda, diğer bağlantı parçaları kurtarmaya gelir. Dökme demir kanalizasyon borularını dirsekleri kullanarak açılı olarak bağlayabilirsiniz. Görünüşte belli bir bükülme açısına sahip (10, 15, 30, 60 ve 90 derece) boru parçalarıdır.

Dökme demir ve çelik boruları bu tür cihazlarla bağlamak da mümkündür:
-
tişört
. Aynı anda üç boru hattının bağlanmasına izin verir. Çoğu zaman kanalizasyonun çatallandığı bir yere yerleştirilir. -
geçmek
. Aynı anda dört borunun bağlanmasına izin verir. -
Sele
. Ana hatta daha küçük çaplı bir borunun birleştirilmesi durumunda kullanılır. Çoğu zaman, bu şekilde, bağımsız sıhhi tesisat armatürleri bağlanır.
Bu cihazların uçları, prizler veya düz bölümler ile donatılabilir. Derzlerin sızdırmazlığı çeşitli dolgu macunları ve çekme ile gerçekleştirilir.


