Çinko boruların kaynak özellikleri
Galvanizlemeyi hangi elektrotlarla pişireceğinize karar vererek, daha sonraki kullanımlarda kaynaklı ürünün çalışma koşullarına göre istediğiniz markayı seçin. Kaynak, bazı nüanslar dışında geleneksel kaynaktan farklı değildir:
- Çinko tabakası üzerindeki sıcaklık etkisi, zehirli gazların oluşmasıyla yanmasına neden olur, bu nedenle kaynak işlemi sırasında güvenlik önlemlerine uyulmalıdır - akış havalandırması kullanın ve solunum organlarını gazlardan koruyun.
- Çalışmadan önce, elektrotların seçimi ve güç kaynağının optimal modu için boruların kısa bölümlerinde test kaynağı yapılmalıdır.
- Çinkoyu yakmak için ek enerji gerekir, bu nedenle kaynak makinesindeki akım, kaplanmamış çeliğin kaynağına göre %10 daha fazla ayarlanır.
- Rutil elektrotlar kullanıldığında daha iyi bir dikiş elde edilir (bu iyi bilinir), bazik kaplamalı elektrotlarla kaynak yaparken çinko, dikişin kalitesini daha da düşürür, kenarlarının kenarlarını yırtık ve pürüzlü hale getirir. Bu nedenle, ana kaplamalı elektrotlarla kaynak yapmadan önce, gelecekteki bağlantının yerini hazırlamanız önerilir - çinko kaplamayı asit veya aşındırıcı malzemelerle çıkarın.

Pirinç. 13 Korozyon koruması için çinko boya ile yüzey işleme
Kaynak özellikleri
Galvanizli boruların kaynağı için doğrudan teknolojik harita, düzenlemelere uyması gereken iş ve iş akışının belirli parametrelerini sağlar. Kaynak işlemi, amacı teknolojik kaynak sırasında galvanizli kaplamanın yüzeyine zarar gelmesini önlemek olan belirli özellikleri sağlamalıdır. Bu nedenle, galvanizli boruların elektrik kaynağı, galvanizli kaplamanın yüzeyine özel bir akı uygulanmasını içerir. Bu, kaynak sırasında çinkonun yanmasını önleyecektir.
 Galvanizli boruların kaynağı
Galvanizli boruların kaynağı
Galvanizli boruların kaynak prosedürüne göre ortak girişim aşağıdaki adımları sağlar:
- Kaynak yerinde, sıvı-viskoz bir teknolojik duruma sahip bir akı bileşiği uygulanır.
- Kaynak işleminde, eritme meydana gelirken akı bağlantısı farklı bir yapıya geçer ve akı yanma ürünleri yaymaz ve buharlaşmaz, ancak özel koruyucu cihazlar kullanılmadan galvanizli boruların kaynaklanması sağlığa zararlıdır. kaynak ekipmanı operatörü.
- Teknolojik kaynak sonunda birleşimde kusursuz ve sağlam bir dikiş elde edilir. Yüzey, gelecekteki korozyon işlemlerinin görünümünden tamamen korunur.
https://youtube.com/watch?v=QFoiF2vXzVE
Adım adım kılavuz elektrik kaynağı ile doğru şekilde nasıl pişirilir
Elektrot seçimi Kaynak ve boru bağlantı çeşitleri Parçalarla ön çalışma Kaynak işlemi Elektrik kaynağının incelikleri Montaj bağlantıları Döner ve sabit bağlantılarla çalışma Bağlantıların güvenilirliğini kontrol etme Kaynak makinesiyle çalışırken güvenlik kuralları
Temizlik sürecinde, genellikle sıradan borulardan veya profillerden bir tür yapı inşa etmenin gerekli olduğu durumlar vardır. Bu amaçlar için genellikle hafif ve montajı kolay plastik boruların yanı sıra dişli bağlantı elemanlarına sahip çelik ürünler kullanılır. Bununla birlikte, bu makalede, evinizde ısıtma veya diğer gerekli sistemler için bir borunun nasıl düzgün şekilde kaynaklanacağına bakacağız, çünkü yukarıda belirtilen seçenekler her zaman kabul edilebilir ve uygun değildir.
Elektrot seçimi
Isıtma boruları veya diğer yapılar üzerinde kaynak çalışması yapmanız gereken ilk şey elektrotlardır. Sadece elde edilen kaynakların güvenilirliği ve sistemin sıkılığı değil, aynı zamanda iş yapma süreci de bu sarf malzemesinin kalitesine bağlı olacaktır.
Elektrot, boruların elektrik kaynağı işleminde kararlı bir ark sağlayan ve bir kaynak oluşumunda yer alan ve ayrıca metal oksidasyonunu önleyen özel bir kaplamaya sahip ince bir çelik çubuk olarak anlaşılır.
Çekirdek tipine göre, bu tür elektrotlar vardır:
- Erimeyen merkez ile. Bu tür ürünler için malzeme grafit, elektrik kömürü veya tungstendir.
- Erime merkezi ile. Bu durumda, çekirdek, kalınlığı kaynak türüne bağlı olan bir teldir.
Dış kabuğa gelince, piyasada bulunan birçok elektrot birkaç gruba ayrılmalıdır.
Yani, kapsama olabilir:
- Selüloz (derece C). Bu ürünler esas olarak büyük kesitli borularla kaynak işleri için kullanılır. Örneğin, gaz veya su taşımak için boru hatlarının montajı için.
- Rutil asit (RA). Bu tür elektrotlar, ısıtma veya sıhhi tesisat için metal boruların kaynaklanması için idealdir. Bu durumda, kaynak, dokunarak kolayca çıkarılabilen küçük bir cüruf tabakası ile kaplanır.
- Rutil (RR). Bu elektrot türü çok hassas kaynak dikişleri elde etmeyi mümkün kılar ve çalışma sırasında oluşan cüruf çok kolay temizlenir. Çoğunlukla bu tür elektrotlar, köşe bağlantı yerlerinde veya ikinci veya üçüncü katmanın kaynağında kullanılır.
- Rutil selüloz (RC). Bu tür elektrotlar kesinlikle herhangi bir düzlemde kaynak yapabilir. Özellikle, uzun bir dikey dikiş oluşturmak için çok aktif olarak kullanılırlar.
- Temel (B)
Kaynak ve bağlantı çeşitleri
Çelik boruların kaynağı, eritme yöntemi kullanılarak bir kaynak makinesi ile gerçekleştirilir. Kaynak makinesi, alternatif akımdan bir doğru akım oluşturur ve bir elektrik arkı vasıtasıyla ürünün yerel bir alanını istenen sıcaklığa ısıtır. Bir metal çubuk (elektrot) üzerinde bir elektrik arkı oluşumu meydana gelir. Arkın çalıştığı yerde, metal eridiğinde oksitlenmesine izin vermeyen özel bir atmosfer oluşur. Yüksek kaliteli kaynaklı dikiş sayesinde, bağlantı sıkı olduğu için sızıntılar tamamen ortadan kalkar.
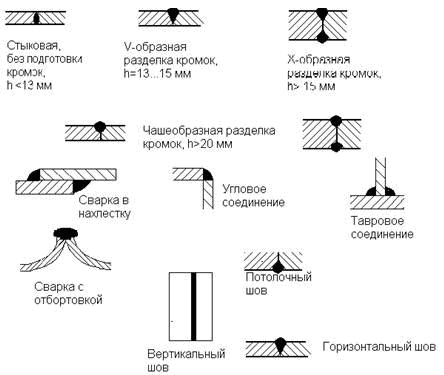
Dikiş atmanın birçok yolu vardır. Hangi yöntemin seçileceği, boruların kalınlığına ve yapıldıkları malzemeye bağlıdır. Ana dikiş türleri:
- Boğa burcunda;
- popo;
- üst üste gelmek;
- açısal.
Boruların yerlerini birbirine göre dikkate almak da önemlidir:
- alt dikiş. Kaynak sırasında elektrot birleştirilecek elemanların üzerine yerleştirilir. Bu yöntemle kaynakçı tüm kaynaklı alanları net bir şekilde görebilir, bu nedenle bu yöntem en uygunudur.
- Tavan dikişi. Elektrot, kaynak yapılacak elemanın altına yerleştirilir. Bu durumda operatör elini kaldırır ve başının üzerinde tutar, bu nedenle bu yöntem yalnızca onarımlar sırasında veya deforme olmuş bir boru bölümünü değiştirirken kullanılır. Yeni bir sistem düzenlenirken kullanılmaz.
- dikey dikiş. Bu bağlantı yöntemi, 2 boru yatay olarak yerleştirilmişse kullanılır. Kaynakçı, elektrodu yukarı ve aşağı ve aşağıdan yukarıya (dikey yönde) hareket ettirir.
- Yatay dikiş. Genellikle yatay bağlantılar, ısıtma ve sıhhi tesisat sistemlerinin kurulumunu yapar. Bu durumda, iki boru dikey konumdadır.
Galvanizli boruları kaynaklamak mümkün mü
Boru hatlarının montajı için kurallar GOST'ler tarafından belirlenir. Ancak standart gereklilikler galvanizli borularla çalışmak için uygun değildir. Koruyucu çinko tabakası 906 santigrat derece sıcaklıkta kaynar. Ancak tabanın 1200 dereceye kadar ısıtılması gerekir.Bu nedenle, sorunu çözmenin iki olası yolunun belirtildiği yenilikler getirildi:
- Akı kullanarak kaynak. Bileşim suda çözünen bileşenler içermemelidir.
- Azaltılmış kaynak süresi. Yani çinkonun buharlaşmak için zamanı yoktur. Çalışmayı daha hızlı tamamlamak için mevcut regülatörü kullanarak sıcaklığı artırmanız gerekir.
Kaynakçı duruma, teknik gereksinimlere bağlı olarak yöntemi seçer.