Polipropilen boru çeşitleri
Ürünlerin hizmet ömrü, ortamın sıcaklığına ve bunlarda oluşturulan basınca bağlıdır. Doğru malzeme türü seçimi ile operasyonel yeteneklerini önemli ölçüde genişletmek mümkündür.
Çalışma sıcaklığına bağlı olarak farklı özelliklere sahip 4 tip boru malzemesi vardır.
|
Ürün tipi ve ilgili işaretleme |
Amaç | Orta sıcaklık, С |
Çalışma basıncı, MPa |
|
PN10 |
Soğuk su temini ve yerden ısıtma için | Soğuk su temini için 20, sıcak sistem zeminleri için 45 | 1 |
| PN16 | Soğuk ve sıcak su temini için | 60'a kadar |
1,6 |
|
PN20 |
Sıcak su temini için | 80'e kadar | 2 |
| PN25 | Merkezi ısıtma sistemleri, güçlendirilmiş ürünler, sıcak su temini sistemleri için | 95'e kadar |
2,5 |
PN10 malzemeleri, soğuk su temini için tasarlanmış ürünleri ifade eder. Ortamın yüksek sıcaklığına dayanamazlar. PN16 olarak işaretlenen ikinci tip, karışık tip ürünleri ifade eder ve soğuk ve sıcak su temini için tasarlanmıştır, ancak sınırlı bir çalışma sıcaklığına sahiptir. PN20 ve PN25, sıcak su temini için tasarlanmış malzemelerdir. Bu tür boru hatları yüksek sıcaklıklara dayanabilir ve PN25 ile işaretlenmiş ürünler ayrıca hizmet ömrünü ve yüksek basınç ve sıcaklık koşullarına dayanma kabiliyetini artıran metal ile takviye edilir.
Boru kaynak takımı
Polipropilen ürünlerin kaynağının düzenli olarak yapılması gerekiyorsa, hemen uygun bir çantada satılan özel bir kaynak kiti satın alınması tavsiye edilir. Ortalama maliyeti yaklaşık yüz dolar ve şunlardan oluşuyor:

- Isıtma elemanı;
- Farklı boyutlarda teflon nozullar;
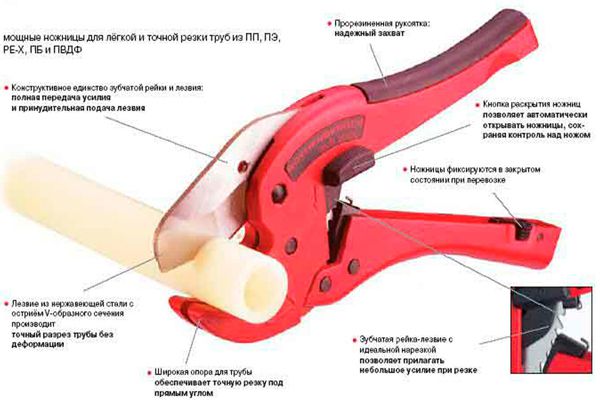
- polipropilen boruları kesmek için makas;
- memenin ısıtma elemanına tutturulmuş cıvatalar;
- seviye;
- ısıtma elemanı için destekler;
- cıvataları sıkmak için altıgen.
Kaynak işinin zaman zaman yapılması durumunda kaynak ekipmanı kiralamak daha mantıklıdır.
Türler ve amaç
Polipropilen borular dört renkte mevcuttur - yeşil, gri, beyaz ve siyah. Sadece siyah olanlar karakteristik olarak farklılık gösterir - ultraviyole radyasyona karşı artan dirence sahiptirler ve yere bir sulama sistemi döşerken kullanılırlar. Geri kalanların hepsi benzer özelliklere sahiptir ve içeride ya da toprağa gömülür.
Randevu ile polipropilen borular aşağıdaki tiplerdendir:
- Soğuk su için (+45°C'ye kadar sıcaklık). Onları uzunlamasına mavi şeritle ayırt etmek kolaydır.
- Sıcak su temini için (+85°C'ye kadar ısıtma). Ayırt edici bir özellik kırmızı bir şerittir.
-
Üniversal (üreticiye bağlı olarak +65-75°C'ye kadar maksimum ısıtma). İki şerit yan yana uygulanır - mavi ve kırmızı.
Hem soğuk hem de sıcak su için farklı özelliklere sahip borular bulunmaktadır. Bu, etikette görüntülenir:
- PN10, yalnızca düşük basınçlı (1 MPa'ya kadar) soğuk su besleme sistemlerinde (+45 °C'ye kadar) kullanılır. Küçük bir duvar kalınlığına sahiptirler. Yüksek binalar için uygun değildir.
- PN16. Genellikle evrensel olarak etiketlenirler, ancak daha sık soğuk su için kullanılırlar - ortamın + 65 ° C'ye kadar ısınmasına ve 1,6 MPa'ya kadar basınca dayanırlar.
- PN20. +80°C'ye kadar sıcaklıklarda ortam taşıyabilen kalın cidarlı borular, 2 MPa'ya kadar basınçlara dayanabilir. Sıcak su ve ısıtma sistemlerinin dağıtımında kullanılır.
- PN25. Bunlar güçlendirilmiş polipropilen borulardır (folyo veya cam elyafı). Bir takviye tabakasının varlığı nedeniyle, genellikle PN20'den daha küçük bir duvar kalınlığına sahiptirler. Orta ısıtma sıcaklığı - +95°C'ye kadar, basınç - 2,5 MPa'ya kadar. Sıcak su temini ve ısıtma için kullanılırlar.
Hepsi 600 mm'ye kadar farklı çaplarda üretilir, ancak apartmanlarda ve özel evlerde ağırlıklı olarak 16 mm'den 110 mm'ye kadar olan boyutlarda kullanılır.
Duvar kalınlığı değişebileceğinden iç çapın belirtildiğini lütfen unutmayın.
İkinci aşama. Polipropilen boruların kaynağı

Bu prosedür elektrikli bir dekupaj testeresi (kesme polipropilen) ve özel kaynak ekipmanı gerektirecektir.

Adım bir.
Cihaz ısınırken gerekli ölçüler alınır, borular işaretlenir ve kesilir.
İkinci adım.
Birbirine bağlanması planlanan ürünlerin uçları özenle temizlenir ve yağdan arındırılır.
Adım üç.
Kalemle her ürünün manşona giriş derinliği işaretlenir. Aynı zamanda en az bir milimetre boşluk olması karakteristiktir, bu nedenle borular bağlantı parçasına dayanmaz.
Adım dört.
Manşonun üzerine, yapılan işaretlere uygun olarak fitingli bir PP boru yerleştirilir ve tüm elemanların aynı anda ısıtılması gerekir.
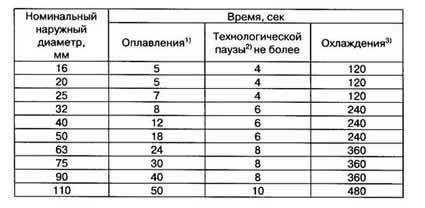
Isıtma süresi sadece ürünlerin çapına değil, aynı zamanda kaynak derinliğine de bağlıdır (bu, aşağıdaki tabloda bulunabilir).
Beşinci adım.
Belirli bir süre sonra, ürünler üst üste oturtularak çok az çabayla çıkarılır ve bağlanır. Aynı zamanda, elemanları eksenel çizgi boyunca döndürmek yasaktır.

Altıncı adım.
Bağlantıdan birkaç saniye sonra birincil ayar yapılır, ardından elemanlar nihayet sabitlenir.

Kavşakta boşluk kalmamışsa, o zaman (bağlantı) yüksek kalitede kabul edilebilir.
Kaynak Makinası İmalatı
Aşağı yukarı iyi olanın bin rubleye mal olduğu gerçeği göz önüne alındığında, kiralamak veya kendiniz yapmak daha ucuzdur. İkincisi seçildiyse, iş için şunları hazırlamanız gerekir:

Eylemlerin sırası aşağıdaki gibi olmalıdır.
Adım bir.
Isı transferini iyileştirmek için ütünün tabanı termal macunla işlenir, ardından bir Teflon manşon sabitlenir. İkincisinin yeri önceden belirlenir - geniş kısım yukarı veya aşağı.
İkinci adım.
Duvarların yakınında daha rahat çalışma için keskin bir "burun" kesilir.
Adım üç.
Ütünün ısıtılması, cihaz ikinci kez kapanana kadar gerçekleştirilir.
Adım dört.
Ütünün bir sıcaklık sensörü ile donatılmış olması iyidir - bu, ısıtma sıcaklığını doğru bir şekilde belirlemenizi sağlar. Ancak daha kolay bir yol var - kurşun yoluyla. Bu metal 230ᵒС ve daha yüksek sıcaklıkta erir, bu da kaynak için gerekli sıcaklığa yaklaşık olarak denk gelir.
Diğer teknoloji, yukarıda açıklananla aynıdır.
gerekli araçlar
Uydurma;
Polipropilen boruların kendileri;
Bu tür boruların kaynağı için özel aparatlar;
Kaynak makinesi
Onları kesmek için bir demir testeresi, genellikle bir kaynak makinesiyle birlikte özel bir kesici satılır, büyük hacimli işler için bir halka kesici veya özel makas kullanabilirsiniz;
Yağ çözücü (etil veya izobütil alkol); bu durumda aseton, plastiği yumuşatabildiği için kullanılması yasaktır;
Beveler: İç kısmı bir kalemtıraş gibidir, ancak eğimin eşit olarak kesilmesi gerektiğinden bıçaklar farklı bir açıdadır; eğimi sıradan bir dosya ve bir bıçakla değiştirebilirsiniz;
 Plastik borular için pah
Plastik borular için pah
Tıraş makinesi: Güçlendirilmiş tabakayı çıkarmak için bir alet (borularımızda bir takviye tabakası varsa).
 Tıraş makinesi
Tıraş makinesi
Tavsiye.
Kalorifer kazanına yakın (yarım metreden daha az bir mesafede) bulunan borular sadece metalden yapılmalıdır. Kaynaklı bir bağlantıdan dişli olana adaptörler kullanılarak polipropilene bağlanırlar.
Polipropilen borularla çalışma
Günümüzün polipropilen boru montaj sistemi, çeşitli ebatlarda, konturlarda, fitinglerde, bağlantı elemanlarında ve inklüzyonlarda boruları bağlamak için gerekli tüm unsurları içerir.Montaj süreci oldukça basittir ve gerekli becerilerle hızlıdır.
Öğe seti istediğiniz şekilde özelleştirilebilir, böylece sonuç tamamen benzersiz bir sistem olur. Karmaşıklık ve ekipman, yalnızca müşterinin, yani sizin tercihlerine ve isteklerine bağlıdır. Bazılarının polipropilenin dezavantajlarına atfettiği tek özellik, kaynaklı bağlantı yöntemidir. Kaynaktan sonra boruları ayırmak ve hatayı düzeltmek artık mümkün değildir. Bu nedenle, her şeyi önceden düşünmeniz ve eylemlerde yanlışlıklardan kaçınmaya çalışmanız gerekir.
Boru kaynak işlemini ayrı adımlara ayırırsak, şöyle görünecektir:
- Polipropilen için bir havya ile birbirine tutturmak istediğiniz her iki parçayı da ısıtmanız gerekir.
- Isıtmalı parçaları bağlamanız gerektikten sonra;
- Kısa bir süre sonra, önceden sabitlenmiş elemanları cihazdan çıkarın.
Kaynak, elemanlara o kadar güçlü bir bağlantı sağlar ki, parçaları kırmadan ayırmak neredeyse imkansızdır. Bu nedenle polipropilen boruların yüksek kaliteli, dayanıklı ve neredeyse her türlü basınca dayanabileceği düşünülür.
İşin ana aşamaları
1. Doğru boyutta bir boru alıyoruz.
2. Kesim sırasında oluşan çapaklardan kenarlarını eğe veya pah ile temizliyoruz.
3. Borunun ucunda bir kurşun kalemle işaretliyoruz (resme bakın) hangi bölümü eritmemiz gerekiyor, yani fitingin takılacağı yeri çiziyoruz.
 Bir kalemle lehimleme yerini özetliyoruz
Bir kalemle lehimleme yerini özetliyoruz
4. Boruyu ve fitingi bir yağ giderme maddesi ile işliyoruz.
5. Kaynak makinesini masaya sıkıca sabitleyin.
6. Kitinde farklı çaplarda nozullar bulunur. Gerekli nozulları (biri bağlantı için ve bir tanesi boru için) alıp cihazın her iki tarafına sabitliyoruz.
7. Sıcaklığı 260°'ye ayarlayın.
8. Işıklar söner sönmez (cihaz yeterince ısınmış demektir) çalışmaya başlayabilirsiniz. Ortalama ısıtma süresi 2-3 dakikadır.
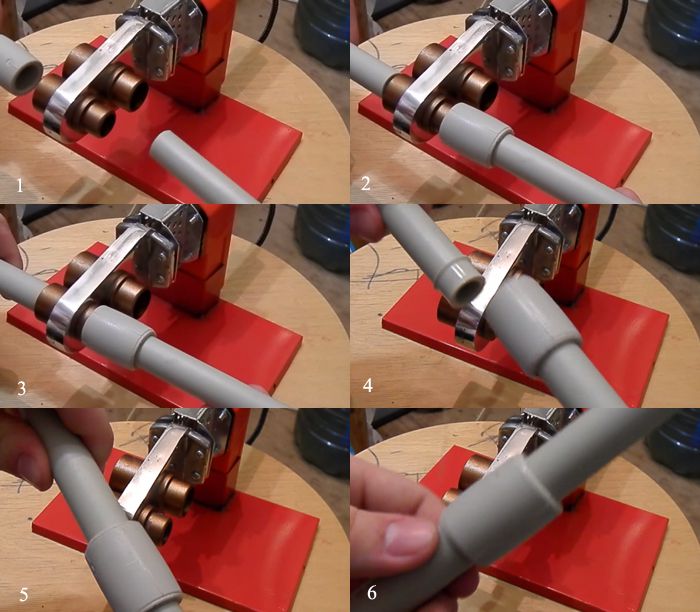
9. Sıcak nozulları (ikisi vardır) bir bağlantı parçası ve bir kurşun kalem işaretine bir boru koyduk. Kaynak yapılacak parçalara çok fazla baskı yapılmamalı veya döndürülmemelidir.
 Alın kaynak makinesi. Fitting ve borular sıcak nozullara takılır
Alın kaynak makinesi. Fitting ve borular sıcak nozullara takılır
10. Öngörülen süreyi sayarız. Isıtma süresi her zaman talimatlarda belirtilmiştir. Örneğin, 25 mm'lik bir boru için tam olarak 7 saniyedir).
 Cihazın ısınma süresi borunun çapına bağlıdır.
Cihazın ısınma süresi borunun çapına bağlıdır.
11. Kaynak makinesini hafifçe tutarak ısıtılmış parçaları hızlı ve doğru bir şekilde çıkarın.
12. Onları birbirine bağlarız. Üzerlerinde aşırı baskı veya rotasyon da kabul edilemez.
13. Birkaç saniye bekliyoruz.
14. Her şeyi doğru yaptıysak, tamamen eşit, homojen bir bağlantı elde ederiz.
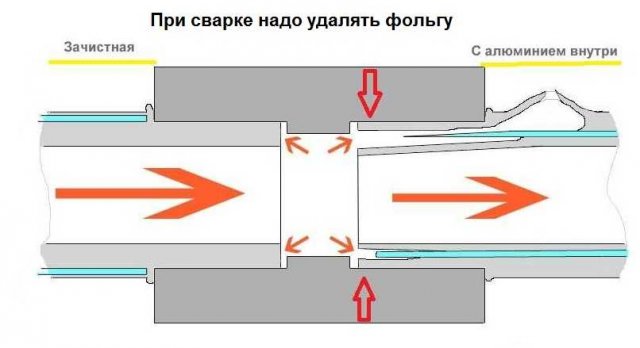
Bağlantı segmentindeki takviyeli tabaka çıkarılmalıdır, aksi takdirde bağlantı homojen olmayacak ve kırılgan olacaktır;
Bir cihaz satın alırken, fazladan para harcamak ve termostatlı bir model satın almak gerekli değildir, çünkü 260 ° C'lik tek bir sıcaklık rejimine ihtiyacımız var; diğer modları kullanmak, zayıf bir bağlantıya neden olabilir;
Su borulardan serbestçe akmalıdır; lehim yerinde donmuş plastik şeklinde bir engel oluşmaması için, bağlarken eriyen kısımlara çok fazla baskı uygulamayın; bununla birlikte, düşük basınç da kabul edilemez - güvenilir sabitleme için bağlantının uzunluğu yeterli olmayacaktır; bu, sistemde türbülans oluşmasına ve basınç düşüşüne neden olabilir;
Bu tür lehimlemenin temel kuralı şudur: bağlantı parçası önce memeye, ardından boruya konur; her iki parça da makinedeyken geri sayım başlar;
Polipropilen 4-8 saniyede yakalanır, ancak hemen gitmesine izin vermemelisiniz - tamamen donması için 20-30 saniye beklemeniz gerekir;
Soğutma sırasında parçalar hareketsiz olmalıdır, en ufak bir kayma bağlantının sıkılığını bozabilir; bu nedenle, lehimlemeden önce, bunları sabitlemek için özel kelepçeler hazırlamak daha iyidir; bunları herhangi bir ahşap çubuktan veya güçlü telden yapabilirsiniz;
Ortaya çıkan düğümün su veya soğuk hava jeti ile soğutulması yasaktır - bağlantı kırılgan olacaktır;
Boruyu ve armatürü belirtilen süreden daha fazla ısıtmayın - polipropilen deforme olur; ısıtma için daha az zamanla, parçaların bağlantısı zor olacaktır;
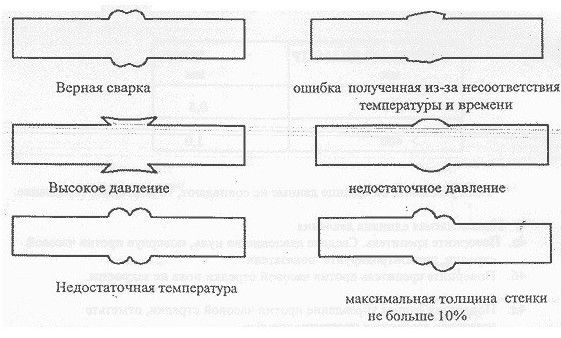
Uygun kaynakla, plastiğin bir kısmı manşon üzerinde hafif bir akış oluşturmalıdır;
Bağlantılı kısmı ortadan ikiye keserek yaptığınız işin kalitesini kontrol edebilirsiniz; kavşakta deformasyonlar ve boşluklar olmadan düz bir monolitik bağlantı görmelisiniz.
PP borulardan kanalizasyon sistemi
Daha önce belirtildiği gibi, düzenlemede bugün polipropilen borular aktif olarak kullanılmaktadır. Bu durumda kurulum prosedürünün kendi nüansları vardır.

Dahili kanalizasyon
Evde kanalizasyon kurarken uyulması gereken bir takım kurallar vardır.
- Boru hattı, kanalizasyon yükselticisi yönünde bir açıyla döşenir (lineer metre başına yaklaşık 3 cm).
- Oda ısıtılmazsa, borular ayrıca mineral yün ile yalıtılır.
- 90ᵒ açıyla keskin dönüşler yapmayın, bunun yerine yarım bükümler kullanılır.
- Fan tipi havalandırma, hoş olmayan bir kokunun eve girmesini önleyecek, kanalizasyon sisteminin zorunlu bir bileşenidir.
- Tuvalet sadece lavabodan sonra bağlanır, aksi takdirde su contası kırılır.
Açık kanalizasyon

Adım bir.
Boruların çapı, esas olarak evde yaşayan insan sayısına bağlı olarak belirlenir.
İkinci adım.
Kanalizasyon yükselticisinden bir fosseptik veya çöp havuzuna bir hendek kazılır. Aynı zamanda, toprak donma hattına bağlı olarak bir eğim gözlenir veya boru hattı mineral yün ile yalıtılır.


Adım üç.
Alt kısım bir "yastık" kumla kaplıdır. Kalınlığı en az 20 cm olmalıdır.
Adım dört.
Boru hattı döşeniyor
Olası sarkmalardan kaçınmak önemlidir, aksi takdirde bağlantılar kısa sürede çökecektir.
Delme, çelik koni şeklinde bir uç kullanılarak gerçekleştirilir. Aşağıdakilerin yapımında benzer teknoloji kullanılır:
Boru hattı için bir hendeğin yatay olarak delinmesi, basınçlı kriko pompalı özel ekipman kullanılarak gerçekleştirilir. Delme, çelik koni şeklinde bir uç kullanılarak gerçekleştirilir. Aşağıdakilerin yapımında benzer teknoloji kullanılır:
- otomobil ve demiryolu yolları;
- bodrumlara boru hatları;
- çalışan kuyulara giden otoyollar.
Bir PP boru hattının kendin yap kurulumu, çok fazla tasarruf etmenize yardımcı olacaktır, ancak yalnızca doğru şekilde yapılırsa.
Polipropilenden yapılmış ürünler, kural olarak, drenaj ve sulama sistemleri oluştururken ve ayrıca bir su temin sistemi döşerken veya bir ısıtma sistemi düzenlerken kullanılır. Polipropilen, poliolefin sınıfına aittir; bu, bu malzemeden yapılan tüm ürünlerin yüksek derecede çevre güvenliği ile ayırt edildiği anlamına gelir.
Ek olarak, polipropilen drenaj sistemleri çok uzun süre dayanabilirken, operasyonlarının maliyeti minimum olacaktır. Ancak, bu tür ürünlerle çalışırken bilmeniz gerekir. polipropilen boruların deformasyonlarını önleyecek şekilde nasıl kaynak yapılır
ve sızıntıyı önleyin.
kendin yap kaynak
Çalışmalar iyi havalandırılmış bir alanda yapılmalıdır. Polipropilen, ısıtıldığında toksik maddeler salabilir ve sağlığa zararlı olabilir ve zehirlenmeye neden olabilir.
Kaynak için adım adım talimatlar:
- İlk olarak, havyaya doğru boyutta gerekli nozul takılır;
- Polipropileni eritmek için 260 derecelik bir sıcaklığa ulaşılmalıdır;
- Parçaları bağlantı için hazırlayın, temizliklerini ve uygun yerleşimlerini gerçekleştirin;
- Daha sonra havya devreye alınır;
- Isıtma için gerekli süreyi beklemek gerekir ve bu, sensörün yeşil rengi ile gösterilir.
 Lehimleme yaparken cihazı sabit duracak şekilde yerleştirmek daha iyidir.
Lehimleme yaparken cihazı sabit duracak şekilde yerleştirmek daha iyidir.
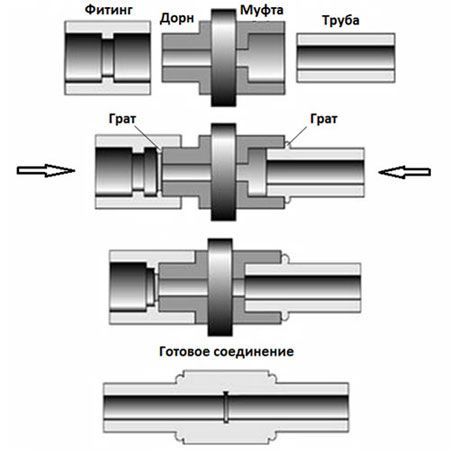
Daha sonra boru ve fiting aynı anda kütük ve lehim aletine konur. Boru, boşluğun içine yerleştirilir. Bağlantı parçası dış tarafa yerleştirilmiştir. Tamamen itilir ve boru bitmiş işarete kadar itilir. Ana şey zamanı doğru tutmaktır.
Takım kötü bir şekilde ısınırsa, difüzyon seviyesi küçük olacak ve bu, alaşımın kalitesini bozacaktır. Yüksek sıcaklık, parçaların aşırı ısınmasına neden olur. Optimum süre, borunun ve bağlantı parçalarının çapına bağlıdır.
Isıtmadan sonra hemen yanaşmak önemlidir. Prosedürün ana kuralı, toleransa uygunluktur.
İlk birkaç saniye düzeltmeye izin verir, ancak dönüşe izin verilmez. Aynı zamanda, altın ortalamaya bağlı kalarak acele etmemek ve çekmemek gerekir.
Üçüncü aşama. Boru hattı kurulumu
Otoyolu döşerken ihtiyacınız olacak:
- borular;
- tişörtler;
- Küresel Vanalar;
- fişler;
- adaptörler;
- virajlar;
- kaplinler;
- ayrılabilir bağlantı elemanları;
- dişli bağlantı parçaları;
- plastik kelepçeler.
Her şeyden önce, sistemin ana elemanlarının (sıhhi tesisat, radyatörler, kazanlar vb.) Montajı yapılır, ardından taslak projeye göre gelecekteki otoyol işaretlenir. Boru hattının elemanları, kaplinler vasıtasıyla birbirine bağlanır.
Isıtma veya sıcak su hakkında konuşuyorsak, termal genleşme dikkate alınır. İkincisini telafi etmek için mobil bağlantıların kullanılması arzu edilir. Kapalı bir boru hattı kurarken, duvarlar önce hendeklenir (uygun yerlerde iki boru çapı genişliğinde bir oluk yapılır).
Boru hattı ancak montajın bitiminden itibaren bir saat geçtikten sonra sıvı ile doldurulabilir. Hidrolik test ancak bir gün sonra yapılabilir.


neden polipropilen
Günümüzde boru üreticileri, su temini, kanalizasyon veya ısıtma sistemlerinin döşenmesi için çok çeşitli ürünler sunmaktadır. Metal-plastik, metal veya polipropilen borular satın alabilirsiniz. Bugün, artan sayıda tüketici, birçok avantajı olan polipropilen boruları seçmeyi tercih ediyor:
- paslanma;
- kurulumu kolay;
- sürekli onarım gerektirmez;
- operasyonda dayanıklı ve güvenilir;
- bir duvar veya zemin içine yerleştirilebilir;
- metal borulardan önemli ölçüde daha ucuzdur.
Polipropilen borular, su boruları ve kanalizasyon için ısıtma sistemleri kurmak için kullanılabilir.
Hangi borular size uygun
Polipropilen boruları seçmek için bilmeniz gerekenler:
- boruların çalıştırılacağı koşullar;
- sistemdeki sıvı basıncı ve sıcaklığı;
- çalışma çapını belirleyen ürünün gerekli verimi.
Polipropilen borular, ürünün amacına göre özel bir işarete sahiptir.
- PPH
- havalandırma, soğuk su temini. - PPB
- soğuk su temini, ısıtma sistemleri. - PPR
- sıcak ve soğuk su temini, ısıtma sistemleri.
PPR işaretli borular
- evrenseldir. Bu nedenle, en çok talep görenlerdir. Hem yüksek hem de negatif sıcaklıklara karşı oldukça dayanıklıdırlar.
Birinci aşama. Proje taslağı hazırlamak
Kurulum çalışmaları, gelecekteki otoyolun taslağıyla başlamalıdır. Burada önemli bir kriter ergonomidir, bu nedenle dönüş sayısı ve bağlantı elemanları minimumda tutulmalıdır.

Isıtma sistemini düzenlerken, aşağıdaki gibi unsurların bulunduğu iyi tasarlanmış bir proje özellikle önemlidir:
- kaplinler;
- adaptörler;
- bağlantı elemanları;
- köşeler;
- ısıtma ekipmanı.
Hat, radyatörlere yandan veya alttan bir veya iki borulu olarak bağlanır.

sıhhi tesisat

Burada otoyol, gerekli sıhhi tesisat armatürlerini - klozet, lavabo, kazan vb. - sağlamak için merkezi bir sisteme bağlanır. Kablolama yapmanın iki yolu vardır.
Yöntem numarası 1.
Seçeneği açın. Yatay borular zemin seviyesinin biraz üzerine kurulur ve dikey borular sadece köşelere kurulur. Bütün bunlar boru hattını daha az fark edilir hale getirir.
Yöntem numarası 2.
Kapalı seçenek. En doğru hesaplamaların ön yapılmasını gerektirdiğinden, gerçekleştirilmesi son derece zordur. Borular (mutlaka sağlam) duvarlara gömülür ve her bir bağlantıya serbest erişim olmalıdır.

Ek olarak, sıhhi tesisat şunlar olabilir:
- sıralı tip (uygulaması en bütçeli ve en kolay seçenek);
- kollektör tipi (su temin edilirken bir kollektör kullanılır);
- prizler ile (biraz popüler).
İş kaynak işleminin aşamaları
Borunun gerekli uzunluğunu ölçtükten sonra, üzerine bir işaretleyici ile bir işaret koyun. Bir boru kesici veya makasla ürünü eksene 90º açıyla kesin. Alet, borunun deforme olmaması için yeterince keskin olmalıdır.

Boru eksene 90º açıyla kesilir
Güçlendirilmiş ürünün kenarı temizlenmeli, üst tabaka ve folyodan kurtulmalıdır. Bu aşama olmadan, boruların bir parçası olan alüminyum folyo, çalışma sırasında sıvı ile temas edecektir. Sonuç olarak, güçlendirilmiş tabakanın korozyonu, dikişin bütünlüğünün ihlal edilmesine yol açacaktır. Böyle bir bağlantı zamanla sızar.

Güçlendirilmiş boruların kenarları temizlenir
Borunun ucundaki güçlendirilmemiş ürünler için, bağlantı manşonunun uzunluğuna odaklanarak kaynak derinliği belirtilir. Boruların kaynağa hazırlanmasında bir diğer önemli nokta da yüzeyin yağdan arındırılmasıdır. Bağlantının alkolle işlenmesi, parçaların daha güvenilir temasını sağlayacaktır.
Kaynak Makinesinin Hazırlanması
Plastik boruları kaynaklamadan önce kaynak makinesini hazırlamak gerekir. El cihazı düz bir yüzeye sabitlenmiştir. Makine parçaları temiz ve hatasız olmalıdır. Bunları alkole batırılmış bir bezle temizleyin. Alet kapalıyken ısıtma elemanları devreye girer. Bir bağlantı parçasını kaynaştırmak için bir mandrel, bir boruyu kaynaştırmak için bir manşon kullanılır.

Kaynak için parçaların ısınma süresi tabloya göre belirlenir.
Ardından cihaz ağa bağlanır. Aynı zamanda ünite gövdesi üzerinde bulunan göstergeler yanmalıdır. Bunlardan biri cihazın ağa bağlı olduğunu bildirir. İkincisi, gerekli ısıtma sıcaklığına ulaştıktan sonra sönmelidir. Gösterge söndükten sonra, beş dakika geçmesi ve ancak bundan sonra kaynak işlemine başlaması istenir. Bu süre ortam sıcaklığına bağlıdır ve 10 dakika ile yarım saat arasında sürer.
Kaynak işlemi nedir?
Aparatı ısıttıktan sonra mandrel üzerine fitingi yerleştirin ve boruyu manşonun içine sokun. Bu aynı zamanda ve çok az çabayla yapılır.

Cihazı ısıttıktan sonra rakoru mandrel üzerine yerleştirin ve boruyu manşonun içine sokun.
Polipropilen boruların nasıl düzgün şekilde kaynaklanacağını bilmek için ısıtma süresini hesaba katmak gerekir. Doğru süre, parçaların gerekli sıcaklığa ısınmasını ve erimemesini sağlayacaktır. Borunun çapına bağlıdır.
Gerekli süre geçtikten sonra parçalar aparattan çıkarılır ve bağlanır. Bu durumda boru, bağlantı parçasına kesinlikle işarete kadar girmelidir. Bu işlem sırasında parçaların eksen boyunca döndürülmesi yasaktır.

Parçaları bağlama sürecinde, ürünleri eksen boyunca döndürmek yasaktır.
Parçaları birleştirdikten sonra, tamamen soğuyana kadar dikiş üzerinde mekanik harekete izin verilmez. Teknolojiye bağlı olarak, sonuç güçlü ve sıkı bir dikiş olmalıdır.
Makale, her aşamanın ayrıntılı bir açıklaması ile boruların nasıl düzgün şekilde kaynaklanacağına dair gerekli tavsiyeleri vermektedir. Bu ipuçlarını uygulamaya koyarak, su temini veya ısıtma için bağımsız olarak bir boru hattı gerçekleştirebilirsiniz. Ana şey doğru boruları seçmek ve proses teknolojisini takip etmektir. Ancak o zaman polipropilen boru hattı uzun süre ve kesintisiz olarak hizmet edecektir.
Modern su temini ve ısıtma sistemlerinde uzun süredir dökme demir kullanılmamaktadır. Hafif, kurulumu kolay ve aşındırıcı olmayan plastik ile değiştirildi. Bugün yeni başlayanlar için kendi ellerimizle polipropilen boruların kaynaklanması hakkında konuşacağız - bu sürecin ana aşamaları ve karmaşıklıkları.
Polipropilen neden kaynak için metalden daha iyidir?
Polipropilenden yapılmış profil ve yuvarlak dirseklerin yanı sıra çeşitli dirsekler ve bağlantı parçaları haklı olarak popülerdir, çünkü:
- Düzgün bir şekilde kaynaklandıktan sonra elli yıldan fazla dayanabilen monolitik parçalar oluştururlar.
- Çalışma sırasında verimlerini azaltmazlar.
- Çeşitli ev kimyasallarına karşı çok yüksek bir dirence sahiptirler.
- Bu tür ürünlerin maliyeti, metalden yapılmış benzer ürünlerin maliyetinden birkaç kat daha düşüktür.
Ek olarak, ürün doğru seçilirse ve kaynak yüksek kalitede yapılırsa, polipropilen boruların çoğu durumda dahil olmak üzere ilgili sistemin ideal bir elemanı olduğunu söyleyebiliriz.