Dönüştürücü astar
Konvertörlerin astar tasarımının geliştirilmesi için stratejinin en önemli amacı, refrakterler için minimum birim maliyetlere karşılık gelen, dönüştürücünün böyle bir verimliliğini sağlayan yüksek direncini elde etmektir. Son on yıl, artan erozyona maruz kalanlar da dahil olmak üzere tek tek bölgelerin aşınma özelliklerini hesaba katan birleştirilmiş dengeli bir şemanın kullanılması nedeniyle dönüştürücü astarının dayanıklılığında radikal bir artış ile karakterizedir. Bu nedenle, dönüştürücü astarının farklı bölgelerinde, farklı kalite ve kalınlıktaki ürünler kullanılır ve bu da sonuçta bir bütün olarak astarın dengeli aşınmasına yol açar (Tablo 4). Kaplamanın dayanıklılığındaki bir artış, oksijen jeti ile doğrudan temas süresinde bir azalma ile kolaylaştırılır. Bunu yapmak için, üfleme işleminin başlangıcında, cürufu köpürtmek için dolomitik kireç eklenerek cüruf oluşumu zorla hızlandırılır. Elbette konvertör düşme sayısını azaltan ve ergime sonunda çeliğin aşırı ısınmasını engelleyen konvertör işleminin otomasyonu da astarın dayanıklılığının artmasına katkı sağlıyor. Kaplamanın dayanıklılığını artırmak için, Amerikan şirketleri Practer ve Grate Lakes Division, bir oksijen dönüştürücüde cürufu üflemek için, cürufu astar üzerine püskürtmek için üst oksijen veya yardımcı mızrak yoluyla yüksek basınçlı nitrojen enjekte etmeyi içeren bir teknoloji önerdi. Aynı zamanda, cüruf astarı kaplar, soğur ve sertleşir, refrakter aşınmasını önleyen güçlü bir koruyucu kabuk oluşturur. Cüruf üfleme teknolojisi, kaplamanın, hurda metalin yüklenmesi ve metalin boşaltılması sırasında artan aşınmaya maruz kalan bölgelerine uygulanması için dönüştürücünün döndürülmesini içerir. Dökme demir dönüştürücüye döküldüğünde, cürufun kısmen eritilmesi ve bu da üfleme başlamadan önce bile belirli bir sıvı cüruf tabakasının oluşmasına yol açması nedeniyle cüruf küresinin ek bir olumlu etkisi elde edilir. astar profili ve aşınma derecesi. Bu tür ekipmanlara bir örnek, lazer kaplama profilleme sistemidir. Dönüştürücünün tam taraması 25…30 dakika sürer. İnce astar kalınlığına sahip bulunan alanlar, tabanca ve cüruf üfleme ile onarılır. Astar, çalışması sırasında 7…10 kez izlenir. Genel olarak, bugün zaten 2,5 ... 3,5 bin eriyik, normal dönüştürücü astar dayanıklılığı olarak kabul edilir. Sistem izleme ve astarın ek onarımına dayanan rekor rakamlar, 10...15 bin ısıya ve daha fazlasına ulaşıyor.
Isıtma için tuğla binalar
Yazlık evler için taş sobaların övünebileceği ana avantaj, ısıyı uzun süre muhafaza edebilmesidir. Bu, soğuk günlerde binada bir gece kalmanız gerektiğinde geçerlidir. Ancak kısa bir eğlence için pek uygun olmayan yapıları eritmek uzun zaman alıyor.
Uygulamanın alaka düzeyi
Boyutlar, verimlilik, üretim karmaşıklığı ve diğer parametreler dikkate alındı.
- İlk etapta Hollanda fırını, kompakt bir boyuta sahip olduğu için birçok odada aktif olarak kullanılabileceği anlamına gelir. Dikey kanalların varlığından dolayı yüksek ısıl dönüşe sahiptir.
- İkinci pozisyon, İsveç tuğla ısıtma yapısı tarafından işgal edilmiştir. Tabii ki, bunlar blok konteynırlardan kır evleri değilse, hemen hemen her binaya sığabilecektir.
- Üçüncü sıra, etkileyici boyutu ve üretim karmaşıklığı nedeniyle Rus sobasına aittir.Bu seçenek, konut binaları için banliyö binalarından daha uygundur.
Yapıların sınıflandırılması
Amaca bağlı olarak, ısıtma, pişirme ve birleşik tesisler ayırt edilir. İlk durumda, sadece odanın ısıtılması, ikincisinde ise sadece pişirme yapılır. Ayrıca yapılar doğrudan birbirleriyle birleştirilebilir.
Fırınlar, ince veya kalın olabilen duvar kalınlıklarına göre sınıflandırılabilir. Isınma ve soğuma süreleri boyutlarına bağlıdır. Bir kır evi için, büyük bir temel gerektirmedikleri için ince duvarlı yapıların seçilmesi önerilir.
Konfigürasyona gelince, tasarımlar dikdörtgen, kare, köşeli, yuvarlak ve hatta T şeklinde olabilir. Form seçimi, kural olarak, iç tasarım dikkate alınarak yapılır.
Tasarım olanakları
Çeşitli kaplama türlerinin yardımıyla bir tuğla yapının estetik özellikleri oluşturulabilir. Metal muadillerinden farklı olarak, harici verileri iyileştirmek için birçok seçenek vardır.
Gerekirse, kaplama, ısıtma yapısının algısını kökten değiştirerek kolayca değiştirilebilir.
- Kaplama tuğlası, görünüme modern bir dokunuş getirebilir, bu nedenle dekorasyon için çok sık kullanılır. Düz çizgilerin baskın olduğu stiller için idealdir.
- Seramik karolar, renk çeşitliliği ve montaj seçenekleri ile bir tasarımı tamamen değiştirebilir. Ahşap gibi diğer malzemelerin taklidi ilginç görünüyor.
- Dekoratif sıva, estetik açıdan çekici bir dokuya sahip kaplamalar oluşturma fırsatı sağlar. Sonuç mükemmel ürünlerdir.
- El yapımı karolar, işi bitirdikten sonra ana ilgi kaynağı olarak hareket eden özel tasarımlar oluşturmanıza olanak tanır.
Isıtma için metal ürünler
Bu tür yapıların temel avantajı, soğutma da kısa sürede gerçekleşse de, ısının çevredeki havaya hızlı bir şekilde aktarılmasıdır. Belirleyici faktör, ürünlerin tuğla muadilleriyle başarılı bir şekilde rekabet etmesi sayesinde düşük bir fiyat olarak kabul edilebilir. Çalışma sırasında kasa başka malzemelerle korunmadıysa yanma riski vardır.
Temel sınıflandırma yöntemleri
Her şeyden önce, tüm ürünler üretim malzemesine göre bölünebilir. Modern pazarlarda sıradan veya ısıya dayanıklı çelik sunulmaktadır. Metallerin özellikleri tamamen farklı olduğundan, seçim öncelikle çalışma koşullarına dayanmalıdır.
Diğer bir sınıflandırma seçeneği, ürünün konumunu dikkate alır. Özellikle popüler olan, fazla yer kaplamayan yazlık evler için köşe sobalarıdır, bu nedenle küçük odalar için daha uygundurlar. Bu durumda seçim, tasarım kararına bağlıdır.
En önemli faktör, verimlilik üzerindeki özel etki ile açıklanan sistemin tasarlanma şeklidir.
-
Oda yapıları, doğal sirkülasyon yoluyla artık havanın yanmasını içerir
. Bu seçenekle, art yakıcı fırınla tek bir modülde birleştirilir - pota. -
Kanal ürünleri, aralarında baca gazlarının geçtiği, ısıyı tutan özel bölümlerin varlığını ima eder.
. Kural olarak, sistemin verimliliği yüzde 60'ı geçmez. -
Çan tipi analoglar, tüm enerjiyi bırakana kadar ilk yanma ürünlerini bir tür kapasite altında tutabilirler.
. Bu nedenle, yüksek verimlilik ile karakterize edilirler.
En popüler temsilciler
Yetkin bir tasarım sayesinde, hava enjeksiyonu ek cihazlar kullanılmadan gerçekleşir. Giriş ve çıkış akışları arasındaki sıcaklık farkı, gazlarda ısı transferine yol açar. Bu tip vermek için konveksiyonlu fırınlar, yüksek verim elde etmenizi sağlar.
Ev yapımı sistemler
Gerekirse, ısıtma için metal bir yapı elle yapılabilir. Tabii ki, estetik verilerle ayırt edilen bir yaratım yarattığını iddia etmeye değmez, ancak özellikle pratiklik, bütçe eksikliği ile ana rolü oynadığı için, düzgün bir yapı inşa etmek oldukça mümkündür.
İşin ilk aşamasında, montaj için gerekli elemanların hazırlanmasına özel önem verilir. Aletlere gelince, liste o kadar uzun değil, çünkü yazlık evler için ev yapımı sobalar bir öğütücü ve bir kaynak makinesi kullanılarak yapılıyor.
Çapı en az 40 mm olan bir boruda önce iki dikdörtgen delik açılır. Bunlardan biri ocak, diğeri ise üfleyici olacaktır. Üst kısımda baca için bir delik oluşturulur. İtibaren tel 6 mm kalınlığında ızgara yapılır.
Çelik sacdan, çapı borunun genişliğine tekabül edecek iki daire kesilir. Alttan ve üstten kaynak yapılarak sızdırmaz bir yapı oluşturulur. Son aşamada, çelik menteşeler kullanılarak kesilmiş parçalardan kapılar monte edilir.
konveksiyon modları
Fırının her tarafından eşit ve sabit bir ısı enerjisi akışı sağlamak için içinde cebri konveksiyon kullanılır.
Fan, fırın tepsisindeki ürünler üzerinde eşit ve sürekli bir sıcak hava üflemesi oluşturur. Bu, yanmalarını veya pişirmemelerini önler. Ek olarak, konveksiyon, turtalar ve diğer ürünler üzerinde güzel bir altın kahverengi oluşturmaya yardımcı olur.
Daha basit elektrikli soba modellerinde, görevi havayı kabinin içinde hareket etmeye zorlamak olan basit bir tasarımın sıradan fanları kurulur. Daha karmaşık ünitelerde, fan ayrıca daha verimli olan bir ısıtma elemanı ile donatılabilir.
Fırınlar, hızlı bir şekilde yoğun, eşit bir sıcak hava akışı oluşturan ağır hizmet tipi fanlarla donatılabilir. Bu, hamur işlerinin içini daha sulu ve yumuşak yapmanızı sağlar.
Ayrıca fırının içinde buharın oluştuğu nemli konveksiyon da vardır. Sonuç olarak, hamur işleri kurumaz, turtalar ve kekler iyi kabarır. Ayrıca buhar etkisi, yağdan tasarruf etmenizi ve derin kızartma yapmadan sağlıklı yiyecekler pişirmenizi sağlar.
Temel olarak, elektrikli fırın modelleri farklı konveksiyon modlarıyla donatılmıştır. Gazlı fırınlarda bu işlev çok daha az yaygındır. Bunun nedeni, gaz modelinin tasarımda kendi özelliklerine sahip olmasıdır. Gaz brülörlerinde açık ateş, cebri ısı sirkülasyonu oluşturmak için bazı zorluklar yaratır.
Konveksiyonlu fırınların özellikleri
Ev tipi konveksiyon fırınlarının kurulması, yalnızca birkaç porsiyon yemeği aynı anda pişirme sorununu çözmekle kalmaz, aynı zamanda elektrik tüketiminden de tasarruf sağlar (özellikle ısıtma mevsiminde faydalıdır). Teknoloji özellikleri:
- Yemek pişirmek bile. Sıcak hava, bulaşıkları eşit şekilde ısıtır ve sıcaklığı belirli bir seviyede tutmanıza izin verir.Küçük boyutlar, ekipmanı hem evde hem de yemek noktalarında yiyecekleri ısıtmak ve yarı mamul ürünler hazırlamak için kullanmanıza izin verir.Sıcaklık hızla yükselir. Zaten 20 dakika içinde maksimum değerlere ulaşılacak. Bu sayede yemekler hızlı bir şekilde hazırlanır. Artık ülkede odun sobası şeklindeki klasik ısıtmayı unutabilir ve profesyonel ekipmanla yemek pişirebilirsiniz.
Profesyonel ev tipi konveksiyon fırınlarının ters çevrilebilir fanları, hava akışının dolaştığı yüksek güçlü ısıtma elemanları ile birlikte çalışır.
Kır evlerini ısıtmak için geleneksel yapılar esas olarak iki malzemeden yapılmıştır - termal etkileri iyi tolere etme yetenekleri ile açıklanan metal ve tuğla.Seçimi basitleştirmek için her iki seçeneği de ayrıntılı olarak düşünmelisiniz. Her tür fırına aşina olmak, tüketicinin özel ihtiyaçlarına uygun bir sistem seçme fırsatı sağlayacaktır.
Püskürtme beton dönüştürücü astar
Püskürtme beton astar, püskürtme beton makineleri kullanılarak astarın aşınmış bölgelerine refrakter bir kütle uygulanarak bir sıcak onarım yöntemidir. Torç ve yarı kuru püskürtme beton uygulayın.
Parlama püskürtme betonu sırasında, makinenin ana çalışma gövdesi, dönüştürücü boşluğuna verilen su soğutmalı püskürtme beton püskürtmesidir. Oksijen bunun içinden sağlanır ve basınçlı hava yardımıyla manyezit tozu ve kok tozundan oluşan bir püskürtme beton kütlesi sağlanır. Kokunun oksijende yanması 1800–2000 °C sıcaklıkta alev oluşumunu sağlar. Bu sıcaklıkta, refrakter toz plastik bir duruma geçer ve astarın yüzeyine bir torçla uygulandığında, ona sıkıca kaynaklanır.
Yarı kuru püskürtmede, nemlendirilmiş refrakter kütle, bir püskürtme beton makinesinin nozülü kullanılarak bir basınçlı hava jeti ile dönüştürücünün astarına uygulanır ve kütle, nozülde suyla karıştırılır. Nemlendirilmiş kütle astara yapışır ve daha sonra ona kaynaklanır. Bu yöntemin dezavantajı, nemin buharlaşmasının uygulanan tabakanın yapısını nispeten gevşek hale getirmesi ve dayanıklılığının düşük olmasıdır. Bu nedenle meşale püskürtme betonu daha etkilidir.
Astarın ayrı bölümleri ve tüm yüzeyi olarak püskürtme betonu. Püskürtme, astarın izin verilen değerinin yaklaşık yarısı kadar aşınmasından sonra başlar, süresi 4-20 dakikadır, uygulama sıklığı 2-18 erimeden sonradır, uygulanan tabakanın kalınlığı 5-100 mm'dir. Astarın dayanıklılığı bir ila üç bin eriyik arasında artırılabilir.
Cüruf üfleme ile cüruflu astarlar. Metalin boşaltılmasından sonra konvertördeki cüruf, yanmış dolomit ilavesiyle kalınlaştırılır. Daha sonra, bir oksijen veya özel mızrağın ağızlıkları aracılığıyla, cürufa nitrojen üflenir, cüruf sıçramaları astara yapışır ve sonraki ısılarda yok edilen bir cüruf tabakası oluşturur; gerçek astar neredeyse değişmeden kalır. Uygulanan cüruf tabakası en az iki ısıya dayanır.
Bu sıcak onarım yöntemi ile manyezit-karbon refrakterlerden yapılan astarın dayanıklılığı 5-10 bin ısıya ulaşmaktadır. Cüruf üfleme seçeneklerinden biri, her iki ısıda bir 10-12 dakika uygulanmasını sağlar.
Astarın cüruflanması ve püskürtülmesi, ağır el işçiliği gerektiren astarın soğuk onarımlarının sayısını azaltır ve kalıplanmış refrakter tüketimini azaltır. Ancak püskürtme beton, toz halindeki refrakterler (manyezit tozu, kireç bazlı karışımlar vb.) ek olarak tüketilir.
En iyi üflemeli oksijen dönüştürücüler BOF Şekli BOF boyutları Dönüştürücü gövde ve alt Pimler ve destek halkası BOF Salıncak Mekanizması oksijen mızrağı
İki yol arasındaki fark
Yukarıdaki üretim, Bessemer ve Thomas süreçlerine bölünmüştür. Aralarındaki farklar, dönüştürücü astarlarının ana bileşenlerindedir.
Bessemer çelik üretim süreci, düşük fosfor ve kükürt içeriğinin kullanılmasına izin verir. Thomas yönteminde ise tam tersine, dökme demir, yüksek fosfor içeriği sayesinde yeniden eritilir.
Oksijen dönüştürücü üretiminin özü, sıvı bir dökme demir tabandan oksijenle astarlanarak ve temizlenerek çeliğin eritilmesidir. Başarısız olarak, bunun için bir su soğutma formu kullanılır.
 Su soğutma formu
Su soğutma formu
Birimlerde oksijen aşağıdan sağlanır. Bu yöntem Rusya'da en yaygın olanıdır. Her ne kadar yabancı ülkelerde kombine bir temizleme yöntemi sıklıkla kullanılmaktadır. Metalurjide, oksijen dönüştürücü ergitme yöntemi, birkaç açıdan pratik olarak en verimli yöntemlerden biri olarak kabul edilmektedir:
- Bir çelik eritme ünitesinin yeniden üretimi, güç olarak diğer yöntemleri birkaç ton aşıyor.
- Ağır dönüştürücülerde üreme 1 saatte yaklaşık 500 tona ulaşır.
- Maliyetler diğer üretimlere göre çok daha düşüktür.
- Eritme ünitelerinin gücü ne olursa olsun, herhangi bir atölyenin oldukça ekonomik düzenlenmesi.
- Sürecin basitliği, çelik üretim yönteminin otomasyonunda yatmaktadır.
Saf oksijen kullanılması nedeniyle elde edilen çelik yüksek nitrojen içeriğine sahip değildir. Bu, malzemenin çok çeşitli küçük endüstrilerde kullanılmasına izin verir.
Sağlık için göreceli güvenliğin orta düzey uzmanların katılımına izin vermesi de önemlidir.
 Daha fazla kişiye istihdam sağlama imkanı
Daha fazla kişiye istihdam sağlama imkanı
Konvektör ısıtması ne denir
Konvektör ısıtma sistemi, ısının, ısıtma elemanının ısı taşıyıcısından konveksiyon yoluyla aktarıldığı bir sistemdir. Yani ısı transferi sürekli hareket eden hava akımları ile gerçekleştirilir. Bu sayede odayı eşit şekilde ısıtmak mümkündür.
Isıtma aşağıdaki gibi düzenlenmiştir. Ana elemanları konvektör ısıtma radyatörleridir. Alt kısımda, ısı değişim sürecinde önemli bir rol oynayan, ısıtılmış bir soğutucunun sürekli olarak dolaştığı bir ısı eşanjörü vardır. Soğuk havanın ısıtıcı ile temas alanının daha büyük olması için, ısıtılmış havanın akışı için kılavuz olan düz metal kanatlar veya borular ile sağlanır.
Lehte ve aleyhte olanlar  su devreli şömineler, makalemizi okuyun.
su devreli şömineler, makalemizi okuyun.
Seçim, alt bağlantılı bimetal radyatörlere mi düştü? Burada okumak nasıl seçilir.

Isıtma konvektör cihazı
Böylece, soğuk hava, ısıtıldığında yukarı hareket eden ısı eşanjörüne girer.
Bu tür ısıtmanın avantajlarından biri, odadaki havanın oldukça hızlı bir şekilde ısıtılabilmesidir.
Oksijen dönüştürücü eritme işlemi açıklaması
Oksijen dönüştürücü, armut biçimli bir çelik kaptır. İç kısmı reçine-dolomit (bazik) tuğla ile korunmaktadır. Çelik üretim tesisinin kapasitesi 50 ile 350 ton arasında değişmektedir. Kap, muylunun üzerine yerleştirilmiştir ve içine demiri serbestçe dökmenize, diğer katkı maddelerini yerleştirmenize ve metali cürufla birleştirmenize izin veren yatay bir eksen etrafında dönebilir.
Nihai ürünü elde etmek için dönüştürücüye sadece dökme demir dökülmez, aynı zamanda katkı maddeleri de eklenir. Bunlar şunları içerir:
- hurda metal;
- cüruf oluşturan malzemeler (demir cevheri, kireç, feldispat, boksitler).
Oksijen temizlemeli dönüştürücü yöntemi, dönüştürücüye 1250–1400°C'ye ısıtılmış dökme demirin dökülmesini içerir. Dönüştürücüyü dikey bir konuma monte ettikten sonra, ona oksijen verilir. Üfleme başlar başlamaz, cürufu oluşturan kalan bileşenler erimiş demire verilir. Dökme demirin cüruf ile karıştırılması, üfleme etkisi altında gerçekleştirilir.
Ana cürufun bir özelliği, üflemenin başlangıcında fosforun giderilmesine katkıda bulunan yüksek kalsiyum oksit ve demir oksit içeriğidir. Fosfor içeriği gerekli değeri aşarsa, cüruf boşaltılır ve yenisi verilir. Nihai ürünün karbon içeriği belirli bir parametreyi karşıladığında oksijen tahliyesi sonlandırılır. Bundan sonra, dönüştürücü döndürülür ve çelik, oksijen gidericilerin ve diğer katkı maddelerinin eklendiği bir potaya boşaltılır.
İlgili video: BOF üretiminin temelleri
soru seçimi
- Mikhail, Lipetsk - Metal kesme için hangi diskler kullanılmalıdır?
- Ivan, Moskova - Metal haddelenmiş çelik sacın GOST'si nedir?
- Maksim, Tver - Haddelenmiş metal ürünleri depolamak için en iyi raflar nelerdir?
- Vladimir, Novosibirsk - Metallerin ultrasonik işlenmesi, aşındırıcı maddeler kullanılmadan ne anlama geliyor?
- Valery, Moskova - Kendi elinizle bir yataktan bir bıçak nasıl yapılır?
- Stanislav, Voronezh — Galvanizli çelik hava kanallarının üretimi için hangi ekipman kullanılıyor?
Evde konvektör ısıtma, ev konforuna doğru attığınız adımdır
Bir evi ısıtmanın çeşitli yolları arasında, konvektör haklı olarak son sırada yer almaz. Başlıca avantajları, bu yöntemi kullanırken, ısıtma sisteminin karmaşık bir tasarımını oluşturmanın gerekli olmaması ve borulara ve pahalı su ısıtma kazanlarına gerek olmamasıdır.
Konvektör ısıtmanın ne olduğunu anlamaya çalışalım. Adından da anlaşılacağı gibi, bu, odadaki hava konveksiyonuna dayanan bir odayı ısıtma yöntemidir.

Fizik yasalarına göre, ısıtıldığında sıcak hava yükselir ve soğuk hava aşağı iner.
Böylece, doğal bir hava sirkülasyonu ve odanın kademeli olarak ısınması sağlanır. Oldukça basit ama aynı zamanda etkili bir ısıtma yöntemi olan bu ısıtma türüdür.
Odun yakan ısıtıcılar
çoğu fırın
piyasada mevcut olan odun yakmadır. Odun sobaları geleneksel olarak ek bir ısı kaynağı olarak kullanılır. Üretilen ısı miktarını artırmak için daha fazla odun yakmayı deneyebilirsiniz. İyi kurutulmuş odun, ıslak odundan çok daha iyi yanar.
Bu nedenle, ısı miktarını arttırmak için, birinci (en yüksek) dereceli yakacak odun (huş, dişbudak, meşe, akçaağaç, gürgen) kullanılması tavsiye edilir. Ortalama olarak, sobanın bir yer imi 4 saat yanma için yeterlidir, ancak iyi odun ile oda daha hızlı ısınır ve daha az yakacak odun tüketimi ile. Bu durumda evin ısıtma sistemine bağlanma imkanı olmadan sadece bir odayı ısıtma yeteneği, bu tip sobanın bir dezavantajı olarak kabul edilebilir.
Odun sobaları ne kadar farklı
. Çelik sobalar, modern ev iç mekanlarına uygun, belirgin yüzey dokuları olmadan genellikle pürüzsüzdür. Dökme demir sobalar genellikle eski sobaları andırır, genellikle yüzeyleri süslemelerle üretilir, klasik iç mekanlara uygundur.
Çelik ve dökme demir fırınlar
Akşamları yanan ateşi kontrol etmenizi sağlayan, odayı hafifçe aydınlatan gömme cam kapılarla yapılmıştır. Bu tür kapılar için özel, ısıya dayanıklı cam kullanılmaktadır. Son derece düşük bir termal genleşme katsayısına sahip cam.
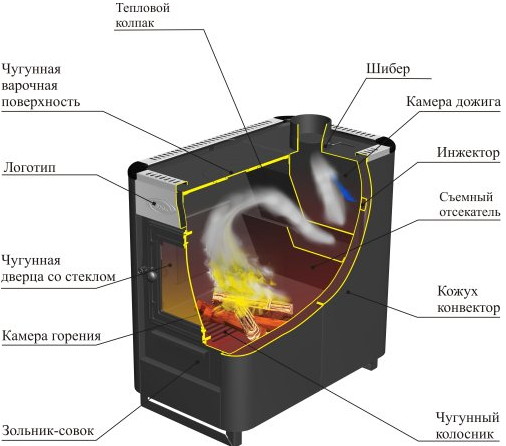
Konveksiyon fırınları genellikle evleri veya kulübeleri ısıtmak için kullanılır. Bu tür fırınlar arasındaki temel fark, hava sirkülasyonu için ızgaraların veya tüplerin varlığıdır. Konveksiyon fırınları adından da anlaşılacağı gibi konveksiyon prensibi ile çalışır.
Soğuk hava hareket sırasında alt ızgaralardan geçer, ısınır ve yükselir, üst çıkışlardan odaya çıkar. Bu hareket sayesinde, iyi bir hava sirkülasyonu sağlanır ve bir değil, birkaç odayı ve mutlaka aynı katta değil, ısıtmak mümkün hale gelir.
Geleneksel bir odun sobası, bir odaya konveksiyon fırınından çok daha az ısı yayar. Konveksiyon fırınları genellikle refrakter karolarla kaplanır. Odun üzerinde değil, kömür üzerinde çalışan konvektif fırın modelleri üretilmektedir. Biraz daha küçük hacimlere sahipler ve ocak kutusunun tasarım özelliklerinde farklılık gösteriyorlar. Konveksiyonlu fırınların otomatikleştirilebileceğine dikkat edilmelidir.
Konveksiyonlu fırınlar herhangi bir boyutta olabilir, yani herhangi bir oda boyutuna uyarlanabilirler. Fırınların gücü en az 7 kW, en büyükleri yaklaşık 16 kW'dır. Konveksiyonlu fırınların dış tasarımı, çelik ve dökme demir odun yakanlara biraz benzer.
Plakaların montajı için temel pratik tavsiyeler
Lütfen ısıtıcıdan yanıcı yüzeylere mümkün olduğunca fazla mesafe bırakılması gerektiğini unutmayın. Fırınlar yanıcı olmayan yüzeylere yerleştirilmelidir, t
e., seramik karolar, metal, temperli cam, teneke levhalar
Herhangi bir soba türü seçerken, sobanın verimli çalışması için baca çapının en az 100 - 130 mm olması gerektiğini unutmamak önemlidir.
Çatının üstündeki bacanın çatı mahyasının hemen üzerinde olması gerektiğine dikkat etmek önemlidir. Sırttan 1,5 metreye kadar mesafe
Baca 50 cm çıkıntı yapmalıdır Baca mahyanın ortasındaysa borunun yüksekliği çatıdan 70 cm yukarıda olabilir. Doğru boru yüksekliği ile iyi bir hava sirkülasyonu garanti edilecektir.
Daha ilginç makaleler
Menü
EV HİZMETLERİMİZ - apartman tadilatı - apartman tasarımı - özel usta arama HESAP MAKİNESİ İŞ GÜVENLİĞİ VE SEÇ İŞ HABERLERİ - arsalar - gayrimenkul - gayrimenkul alımı - kiralık satış İNŞAAT - temeller - su yalıtımı - duvarlar ve cephe - çatı ve çatı - ısı yalıtımı - pencereler ve kapılar - zeminler ve zemin kaplamaları - ince işler - mühendislik sistemleri - inşaat malzemeleri - havalandırma ve iklimlendirme - tavan - ısıtma sistemleri - evler ve kulübeler - pencere tasarımı - kapı tasarımı - onarım işleri - su tedarik sistemleri - tasarım - inşaat teknolojileri SAUNA HAMAMI — Rus hamamının özellikleri — inşaat ve malzemeler SOBALAR ŞÖMİNELER — sobalar, kazanlar, şömineler MİMARİ — eski mimari — modern mimari — iç tasarım — peyzaj tasarımı — dekorasyon — mobilya ve mobilyalar — iç stiller YARARLI — bilimsel ve teknolojik ilerleme - inşaatçının kütüphanesi - mühendislik ekipmanı - makine aletleri - ekipman ve alet - servis gi - iş makinaları - enerji tasarrufu PROJE SİTE HARİTASI HAKKINDA
Bessemer yönteminin prensibi
İlk kez, İngiltere'den bir mucit olan G. Bessemer sayesinde 1856'da sıvı çeliğin seri üretimi mümkün oldu. Metali 1500°C'yi aşan bir sıcaklığa nasıl ısıtacağını buldu. Düşük karbon içeriğine sahip bir metali eritmek için gerekli olan bu sıcaklıktır.
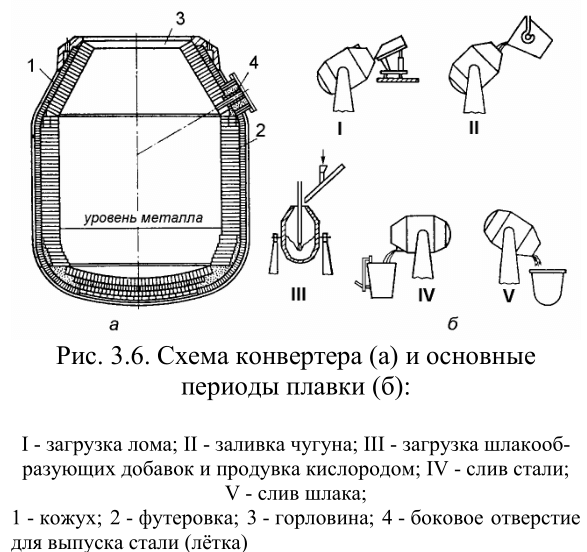 Dönüştürücü şeması ve ana erime periyotları
Dönüştürücü şeması ve ana erime periyotları
Bessemer işlemi, eriyiği atmosferik hava ile üflemeyi içerir. Bu amaçlar için, yanma odasının iç kısmının silika tuğlalarla korunduğu dönüştürücüler kullanılır. Bu koruma nedeniyle Bessemer işlemine asit dönüştürücü astar denir.
Bessemer çelik eritme ünitesinde ergitme, 1250–1300°C sıcaklıkta dökme demir dökülerek gerçekleştirilir. Bessemer dökme demirin eritilmesinin, düşük kükürt ve fosfor içeriğine sahip demir cevherleri gerektirdiğine dikkat edilmelidir.
Dökülen dökme demir hava ile üflenir, bunun sonucunda karbon, manganez ve silikon oksitlenir. Oksidasyon sırasında, asidik bir cüruf oluşturan oksitler oluşur. Karbon gerekli değerlere oksitlendikten sonra hava tahliyesi tamamlanır.
Ayrıca, metal boyundan potaya dökülür ve aynı anda oksitlenir. Bu yöntemin önemli bir dezavantajı vardır, o da nihai ürünün düşük kalitesidir ve kükürt ve fosforun tam olarak uzaklaştırılmaması nedeniyle çok kırılgandır.
Sürecin özellikleri ve sırları
Bu yöntem, çok yüksek hızlarda bağlanması nedeniyle diğer çelik üretim yöntemlerinden farklıdır. Kural olarak, tüm yöntem tam anlamıyla 14-24 dakika sürer. Yüksek sıcaklıklar, cüruf içeriğindeki kirecin anlık çözünme hızını ayarlamanıza olanak tanır.
Bu nedenle, tüm üretim süreci dahil olmak üzere tek bir dönüştürücüde çelik eritme 30 dakikayı geçmez.
Ana işlemin kalitesinin, agrega içinde bulunan bileşenlerin her birinin eşit olmayan oksidasyonundan doğrudan etkilendiğini belirtmek önemlidir.
Oksijen dönüştürücü prosesinin ana prensibi, sıcaklık rejiminin düzenlenmesi ve temizleme sayısındaki değişiklikten kaynaklanmaktadır.Eritme verimliliği için gerekli bir koşul, soğutucuların demir cevheri, hurda metal, kireçtaşı gibi eklenmesidir.
Toz atık bir atık ısı kazanı kullanılarak temizlenir. Eritme işleminden çıkan tüm gazlar, saflaştırılmaları için tesise girer. Oksijen işlemiyle tüm çelik üretimi, güçlü modern bilgisayarlar tarafından kontrol edilir.
Alttan üflemede, bitmiş çeliğin özgül hacminin üst üflemeden çok daha az olduğuna dikkat edilmelidir. Alt yöntemle, bitmiş çelik elde etme oranı çok daha yüksektir.
 Sıvı çelik üretimi için teknolojiler
Sıvı çelik üretimi için teknolojiler
Ek olarak, bitmiş metale gelince, tüm üretim çalışmalarının tamamlanmasından sonra, sonuç %1-2 daha verimlidir.
Ayrıca işlem sırasında üfleme süresi kısalır ve hurdanın erimesi hızlanır. Bütün bunlar, üretim binasının daha düşük bir yüksekliğinde belirli bir teknolojik süreç oluşturmayı mümkün kılar.
Fırın Gereksinimleri
Konveksiyon prensibine göre bir soba seçerken, ana parametrelere dikkat etmek önemlidir. Böylece özellik ve maliyet açısından en uygun modeli satın alabileceksiniz.
- El işi yok. Yalnızca önde gelen üreticiler tarafından üretilen sobaları seçin. Tanınmış marka ürünlerde bile tüm sertifikaları istemekten asla çekinmeyin.
- Güç. Belirli miktarlarda hamur işleri ve yemekleri pişirmek için uygun güç gereklidir. Pişirme için mini fırınların küçük parametreleri vardır, ancak ev kullanımı için oldukça yeterlidir. Satılık büyük ölçekli pişirme yapmayı veya bir tür fast food açmayı planlamıyorsanız, güçlü cihazlar için ödeme yapmanın bir anlamı yoktur.
- Fonksiyonlar. Modern konveksiyon fırınları her türlü işlevsellik ile doludur. Ancak deneyimler, kullanıcıların çoğu zaman fırının kapasitesinin yarısını bile kullanmadığını göstermektedir. Kullanmayacağın bir şeye para vermenin ne anlamı var?
- Kapılar. Soba kapısının tasarımına bakın. En iyi konveksiyon fırınlarında kapı, aralarında hava bulunan iki kat camdan yapılmıştır. Bu, dış camın aşırı ısınmasını önleyen doğal konveksiyon sağlar. Ayrıca bu yapı ile daha az ısı kaybı gözlemlenir.
- Servis merkezleri. Bir konveksiyon fırınını kendi başınıza tamir etmeye değmez. Servis merkezleri şehrinizde olan üreticileri seçmek daha iyidir.
- Boyutlar. Mini modeller ev kullanımı için kullanılır ve daha büyük cihazlar üretim için uygundur. Her şey, bir konveksiyon fırını satın alma amacınıza bağlıdır.
- Maksimum ısıtma sıcaklığı. Bazı yemeklerin pişirilmesi için yüksek sıcaklıklar gerekir. Tüm konveksiyon fırın modelleri onlar için tasarlanmamıştır. Bu nedenle, sobanın ne için kullanılacağını ve hangi sıcaklık parametrelerine ihtiyacınız olduğunu önceden belirleyin.
- Görünüm. Burada zaten kendi zevkinize odaklanın. Konveksiyonlu fırınlar için çok sayıda tasarım seçeneği vardır, bu nedenle aralarından seçim yapabileceğiniz çok şey olacaktır.
Konveksiyon nedir ve neden gereklidir?
Mutfak için ev aletleri satın almayı planlayanlar, fırında konveksiyon hakkında bilgi sahibi olmalıdır: nedir ve nasıl çalışır. Isı transferine katılır, doğal ve zorlamalı olabilir. İlk durumda, hava kütlelerinin hareketi, yüzey ile gaz arasındaki sıcaklık farkından dolayı, ikinci durumda ise dış etkilerden dolayı (fan kullanarak) meydana gelir.
Modern fırınlarda bulunan ısı transfer modları yemeklerin kalitesini iyileştirir ve zamandan tasarruf sağlar. En basit modeller doğal konveksiyona sahiptir: fırın tepsisi alttan ısınır, fırının üst kısmında sıcak hava dolaşır, bu nedenle yiyecekler eşit olmayan şekilde pişirilir.
Fırının arkasına daha yakın olan unlu ürünler daha çabuk kızarırken, ön kapıya yakın olanlar daha uzun pişer. Fırın açılır ve fırın tepsisi ters çevrilir.Doğal konveksiyonlu fırınların bir dezavantajı vardır: hamur işleri düzensiz pişirilir.
Kapı erken açılırsa bisküvi düşmeye başlar. Modern fırınlar, doğal ısı transferini iyileştiren bir üst ısıtma elemanı ile donatılmıştır. Isıtılmış havayı eşit olarak dağıtan yerleşik fanlı daha popüler modeller.
Bu kısım hava akışının düzenlenmesi ile ilgilidir. Zorla havalandırmanın birçok avantajı vardır. Tüm bölümlerde eşit hava sirkülasyonu sağlar, bu nedenle un ürünü iyi pişirilir.
Gerekli sıcaklığa ulaştıktan sonra havalandırma kapatılır. Fırındaki konveksiyon modu enerji tasarrufu sağlar, çeşitli yemekler pişirmenize ve gerekirse ızgarayı kullanmanıza olanak tanır.
Modlar, tarif dikkate alınarak seçilir. Cihazı kullanmadan önce talimatları inceleyin. Konveksiyonlu gazlı fırınlar elektrikli olanlar kadar yaygın değildir, bu tür cihazların içinde sızdırmazlık yoktur. Gazı şişirdikleri için fanlar takılı değildir.

