Isıtma borularının seçimi
Evinizdeki suyu hangi kalorifer kazanının ısıtacağını belirledikten sonra, radyatörleri ve bir bütün olarak sistemi ısıtmak için boruları seçebilirsiniz. Isıtma boruları için geleneksel malzemeler:
- Çelik;
- bakır;
- plastik.
Oldukça pahalı ve kaynak için profesyonellerin davetini gerektiren çelik veya bakır borular, pratikte giderek artan bir şekilde metal-plastik veya polipropilen borularla değiştiriliyor.
Metal-plastik borular
Metal-plastik boruların bağlantısı ve montajı, sıkıştırma ve pres bağlantı parçaları kullanılarak yapılabilir.
Sıkıştırma bağlantı elemanlarını ve ardından ısıtma borularının bağlantısını kullanarak bir bağlantı yapmak için ihtiyacınız olacak:
- anahtarlar;
- genişletici;
- boruları bükmek için yaylar.
Sıkıştırma bağlantılarındaki bağlantıların ana dezavantajları şunlardır:
- nispeten yüksek maliyetleri;
- yüksek sıcaklıkların etkisi altında kauçuk contaların kırılganlığı;
- lastik parçaların dayanıklılığı üzerinde çok olumlu bir etkisi olmayan yaz aylarında periyodik "basit" ısıtma boruları.
Sonuç olarak, bağlantıları sıkılaştırmak için önleyici çalışma ihtiyacı her beş yılda bir veya daha sık ortaya çıkabilir.

Pres bağlantısı kullanarak metal-plastik boruları bağlama kuralları
Pres bağlantılarında güvenilir, ayrılmaz bağlantı, plastik borularla ısıtmanın doğrudan duvarlara gizlenmesini sağlar. İçlerinden akan ısıtma suyunun sıcaklığı 80°C'yi geçmediği takdirde, bu borular uzun yıllar değiştirilmeden kullanılabilir.
Bu tür bir bağlantı kullanmanın dezavantajı, yalnızca kurulum için özel ekipman satın alma ihtiyacı olarak adlandırılabilir.
Polipropilen borular
Son zamanlarda, uygun su ve ısı tedarik ekipmanı arasında lider bir yer, polipropilenden yapılmış bir ısıtma kazanı için bir boru tarafından işgal edilmiştir. Polipropilen kullanımı, çok dayanıklı olması, sistemin buzunu çözmekten korkmaması ve fiyatının çok uygun olmasından kaynaklanmaktadır.
Polipropilen borular oldukça eşit bir şekilde bükülebilir (metal-plastikten farklı olarak). Tüm çalışma kurallarına uyulursa uzun süre dayanırlar.
Tek dezavantajı, kaynak için özel bir alet kullanma ihtiyacıdır.
Polipropilenden yapılmış boruların kaynakla birleştirilmesinin aşağıdaki özellikleri vardır:
- Polipropilen boruları bir ortakla birlikte kaynaklamak daha uygundur. Plastik boruların yüksek kaliteli bağlantısı için ana koşul, aşırı ısınmamaları için doğru ısıtma süresinin seçilmesi ve ısıtılmış boruyu bağladıktan sonraki ilk birkaç saniye boyunca eksen boyunca kaymalara ve yer değiştirmelere izin vermeyen hassas sabitlemedir. parçalar.
- Isıtma borularının kaynağı ve montajı, pozitif ortam sıcaklıklarında - +5 °C'nin üzerinde gerçekleştirilir. Kışın çalışırken, polipropilen boruların kaynaklandığı bir "ısı bölgesi" oluşturmak gerekir.
Polipropilen boruların lehimlenmesinde yüksek kaliteli çalışma için, cihaza ekli talimatların tüm gerekliliklerine uymak gerekir.
Kaynak setini kullanma konusunda en azından bir miktar başlangıç becerisi kazanmak için ucuz kaplinler kullanarak tek tek kısa boru uzunlukları üzerinde birkaç deneme kaynağı yapmak iyi bir fikir olacaktır.
Metal-plastik ısıtma borularının bağlantısı
Metal-plastik borular için dişli olanlar hariç benzer bağlantı yöntemleri kullanılabilir. Çalışma prensipleri yukarıda açıklandığı için tekrar etmenin bir anlamı yoktur.
 Metal-plastik borular için sıkıştırma fitinginin montajı
Metal-plastik borular için sıkıştırma fitinginin montajı
Bağlantının temelde yeni bir versiyonu, pres bağlantı parçaları ile temsil edilir. Sıkma ve presleme veya slip-on olarak ayrılırlar.
Sıkma pres parçaları
Boruyu sıkıştıran manşon doğrudan gövdeye sabitlenebilir veya ayrı olarak yerleştirilebilir. Bu tür işler özel pense yardımı ile gerçekleştirilir. Alet, manşonun çapına göre seçilen çıkarılabilir bir kafaya sahiptir.
 Sıkma presi bağlantı şeması
Sıkma presi bağlantı şeması
Bir pres bağlantısının kıvrılmasıyla kaynak boruları olmadan ısıtma kabloları aşağıdaki gibi gerçekleştirilir:
- Bir boru kesici kullanarak boruyu kesin.
- Kesimi temizleyin.
- Bir aletle kırptıktan sonra oluşan yuvarlaklığı ortadan kaldırmak için bir mastar uygulayın.
- Sıkıştırma halkasını takın.
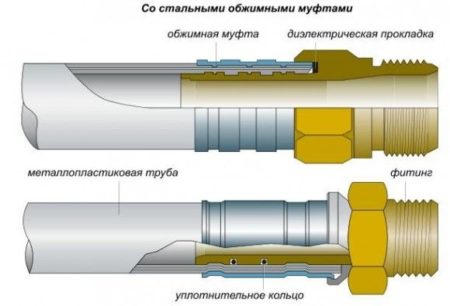
- Bağlantı parçasına bir dielektrik conta ve bir sızdırmazlık halkası koyun, ardından elemanı borunun iç boşluğuna bastırın.
- Pense kullanarak sıkıştırın.
İş doğru yapılırsa, manşonun iç kısmında, sıkıştırmanın meydana geldiği yerde iki şerit açıkça görülecektir. Bu bölgeler contaların yerleriyle örtüşmemelidir, aksi takdirde zamanla tahrip olacaklardır, bu da bağlantının hizmet ömrünü önemli ölçüde azaltacaktır (20-30 yerine 5-10 yıl).
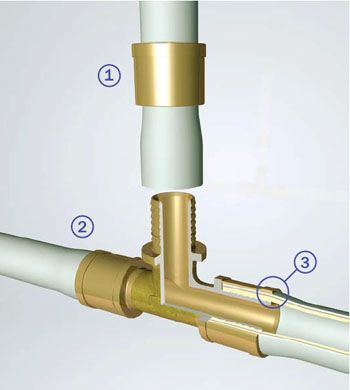
sürgülü bağlantı
Bu bağlantı seçeneğinin farkı, halkanın sıkıştırılmaması, borunun üzerine çekilmesidir. İşi yapmak için maşaya değil özel bir pres gerekir.
 sürgülü bağlantı
sürgülü bağlantı
Bağlantı talimatı:
- Boruyu kesin ve üzerine metal bir halka koyun.
- Bir genişletici ile parçanın sonunu genişletin.
- Bağlantı parçasını dayanağa kadar yerleştirin.
- Bağlantıyı presin çeneleriyle itin ve bağlantı parçasına bastırın.
Sürgülü bağlantının nasıl monte edildiğini bu videoda görebilirsiniz:
https://youtube.com/watch?v=KKjkMvK5HZ4
Makalede sunulan öneriler, ısıtma borularını kaynak yapmadan tamir etmenize veya kurmanıza yardımcı olacaktır. En yaygın olarak kullanılan seçenek, önceden hazırlık ve özel alet kullanımı gerektirmeyen sıkıştırma bağlantı parçalarıdır.
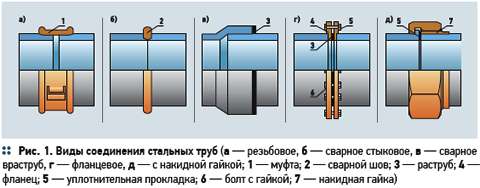
Her yöntemin avantajları ve dezavantajları
İplik
Avantajlar:
- güvenilirlik;
- montaj kolaylığı, demontaj imkanı;
- düşük maliyetli.
Kusurlar:
- diş boşluklarındaki stres, malzemenin yorgunluğunu arttırır, mukavemetini azaltır;
- çalışma elemanının sökülmesini önlemek için kilitleme araçlarının kullanılması ihtiyacı.
flanşlar
Avantajlar:
yeniden kullanılabilir bağlantı ve bağlantı kesmenin basitliği ve rahatlığı.
Negatif özellikler:
- imalatta yüksek emek yoğunluğu, bu nedenle fiyat yüksektir;
- uzun süreli çalışma sırasında, bağlantı yerinde bir azalma, sıkılık kaybı.
yapıştırma
Bu yöntemin avantajları, büyük beceri ve çaba gerektirmeyen zahmetli bir süreç olmamasıdır.
Ancak yapıştırmayı beklemek bazen her zaman uygun olmayan üç güne ulaşır.
Bu tür bir bağlantı güvenilir yöntemlere atfedilemez.
Kaynak
Avantajlar:
- güvenilirlik;
- dayanıklılık;
- sıkılık;
- herhangi bir şeklin parçalarını bağlama yeteneği.
Kusurlar:
- artık gerilmelerin oluşumu;
- geometriyi değiştirme imkanı;
- titreşim ve şok yükleri altında tahribat riski.
Trompet
Soket borular, tüm tiplere kıyasla düşük maliyetli, borunun küçük eksenel ve yanal hareketlerinin avantajına sahiptir, bu da sıcaklık değişimleri ve toprak büzülmesi durumlarında oldukça faydalıdır.
Negatif gösterge, bağlantı konektörünün zorluğunda ve yüksek basınçta yetersiz güvenilirlikte yatmaktadır.
presleme
Ortak bir olumlu faktör, birleştirilmiş parçaların mükemmel kendi kendine merkezlenmesi, şok yükleri altında kararlı bir durumdur. Sadelik ve zahmetli bir süreç değil.
Geri sökme veya birbirinin yerini değiştirmeye uygun değildir. İşte bu yöntemin birkaç dezavantajı.
 Metal boruları bağlama yöntemleri
Metal boruları bağlama yöntemleri
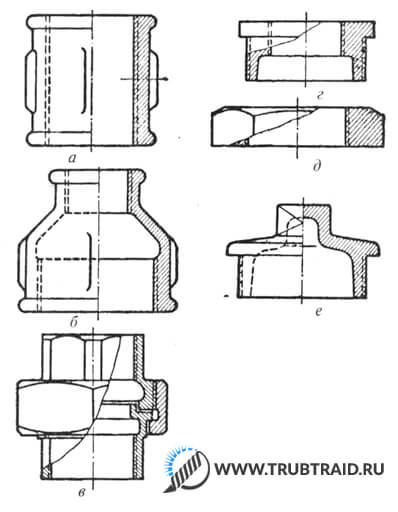
Sfero ve ondan yapılan bağlantı parçaları
Çelik boruları ve diğer boru hattı parçalarını bağlamak için en yaygın sünek demir parçalar şunlardır: A) düz kaplinler B) geçiş kaplinleri C) bağlantı somunları D) futorki E) kontra somunlar E) tapalar.
Sistemin dişli bağlantılı mutlak sızdırmazlığı için, örneğin contalar gibi contaların kullanılması gerekir. Bunlara ek olarak, diğer sabitleme türleri ile ek parçalar kullanılır. Flanşlar kullanarak, yani bir kaplin olmadan hattın elemanlarının eklemlenmesini kullanmak gerekirse, contalara ek olarak cıvatalara da ihtiyaç vardır.
Yükselticileri bir açıyla bağlarken, sünek demir bağlantı parçaları kullanılır: düz ve geçiş dirsekleri, tees, haçlar.
Dökme demir kaplin, böyle bir elemana sahip olmayan çelik muadili aksine, parçanın mukavemetini arttırmaya yarayan, alın çevresinin tüm çevresi etrafında düşük bir bileziğe sahiptir.
Bağlantıların kalitesi, sızdırmazlık yöntemlerine, malzemelere değil, ustaya ve işinin kalitesine bağlıdır. Sorumluysa, doğruysa, temel sıhhi tesisat bilgisine, bir anahtar veya boru anahtarıyla çalışma becerisine sahipse, daha iyi bir uzman bulamazsınız. Boru hattı sistemlerinin kurulumu için temel kurallara tabi olarak, boru hattı uzun yıllar çalışacaktır. Bu, en kısa ve en basit bile olsa, bir boru hattı sisteminin kurulumuna en az bir kez dahil olan herkes tarafından onaylanabilir.
Kendiniz deneyin, deneyin ve bağlantı hattı elemanlarının dişli yöntemini kullanarak boru hattı sistemlerinin kurulumunda en iyi uzman olduğunuzu görün.
Her yöntemin ayrıntılı açıklaması
dişli
Birkaç şekilde yapılabilirler, en yaygın olanı sıkmaktır.
Aşağıdaki araçlar bunu yapmanıza yardımcı olacaktır:
- Boru anahtarı.
- İç dişli kaplin.
- Sızdırmazlık için contalar. Belki: kenevir ipi, FUM bandı veya dolgu macunu.
- Kilit somunu.
İki borunun bir dış dişi vardır. Onlara dolgu macunu sürüyoruz. Bir iplik diğerinden daha uzun. Daha fazla dönüşün olduğu yerde, somun sonuna kadar vidalanır. Sonra debriyaj. Ardından, kampanyayı ilkiyle bükerek ikinci bölüme sarıyoruz. Kaplin sarımı durduğunda bir kontra somunla destekliyoruz.
Debriyaj ne patlarsa patlasın, anahtarları dikkatlice sıkıyoruz
flanşlar
Bir flanş bağlantısı için ihtiyacınız olacak:
- iki flanş;
- paronit conta;
- cıvatalar, rondelalar, somunlar;
- anahtarlar;
- manuel ark kaynağı;
- seviye.
Flanşların kaynaklanması gerekir. Yer değiştirmeden kaçının, aynı düzlemde olmaları gerekir.
Yatay seviyenin yardımıyla yakalarız. İki cıvatayı üst deliklere tutturuyoruz. Parçayı civatalar üstte olacak şekilde borunun kenarına yerleştiriyoruz. Üzerlerine terazi koyuyoruz ve ortadaki şeritler arasındaki balonun konumunu yakalıyoruz. Yakalandığında en üst noktada punta kaynağı yapıyoruz. Yatay düzlem hazır.
Seviyeyi, dikey bir konumda, flanş aynasına yaslayarak yeniden düzenliyoruz. Henüz çivilenmemiş flanşın alt ucunu hafifçe ayarlayarak seviyeyi yakalıyoruz. Dikeyi kurduktan sonra ikinci raptiyeyi koyun. Ve sonra iki tane daha dört tek tip bölüm alıyor.
Ardından kaynakçı flanşı her iki taraftan da kaynak yapar. Benzer şekilde, ikinci boru ile manipülasyonlar yapılır.
yapıştırma
Bu yöntem nadiren metal parçalarda kullanılır. Sürecin kendisi bir kişiden özel bir beceri gerektirmez, ancak çok uzun zaman alır.
Bu iş şunları gerektirir:
- zamk. BF-2 veya 88N veya EDP;
- püskül.
Parçaları yapıştırmadan önce ilk katı yüzeylerine uygulayın ve kurumasını bekleyin. Bu katman, bağlayıcı katman olacaktır. Talimatlarda her yapıştırıcının bir kuruma süresi vardır. Daha sonra ikinci kat sürülür ve parçalar bir gün veya daha fazla presin altına yerleştirilir. Her şey yapıştırıcıya bağlı.
Dikişi tutkal lekesinden temizledikten sonra.
 Çelik borular için kıvrımlı konektörler
Çelik borular için kıvrımlı konektörler
Kaynak
Kaynak işlemi metal boruların hemen hemen tüm bağlantılarında kullanılmaktadır.
Bir dikiş elde etmek için aşağıdaki gibi kaynak yöntemleri kullanılır:
Gaz kaynağı, minimum kalınlıkta küçük çaplı borularda kalıcı bağlantılar elde etmek için kullanılır.
Gaz kaynak istasyonu şunlardan oluşur:
- oksijen silindiri;
- asetilen;
- Kauçuk hortumlar;
- brülörler.
Kontak kaynağı nadiren kullanılır. Dahası, bu yöntem plastik borularla çalışırken kendini kanıtlamıştır.
Kalıcı bağlantılar elde etmenin en yaygın yolu elektrik ark kaynağıdır ve şu şekilde ayrılır:
- Manuel
- koruyucu gazlarda yarı otomatik
Boru hatlarının inşası sırasında bağlantılar sadece kaynak ile elde edilir.
Önemli bir kısım, kaynak için bağlantının hazırlanmasıdır.
Boru diğerine bağlanmalıdır:
- kırıklar ve yer değiştirmeler olmadan;
- eklem temizlenmelidir;
- bir pah yapmak;
- 1-3 mm'lik bir boşluk ayarlayın.
Kaynak için gerekli ekipman:
- elektrotlar;
- güç kaynağı (trafo veya doğrultucu);
- kablo;
- kaynakçı tulumları, eldivenler, fırçalar için kişisel koruyucu ekipman.
Polietilen boruların alın lehimlenmesi ve bir elektrik kaplin yardımıyla
Trompet
Bu bağlantı türü, petrol ve gaz endüstrisi, konut ve toplumsal hizmetler için dökme demir borularda yaygın olarak kullanılmaktadır. Tek parça eklemler için en basit seçeneklerden biri.
Bir bağlantı elde etmek için ana işlem, soket ile konik borunun yüzeyi arasındaki boşluğu kapatmaktır. Bunun için çimento malzemesi kullanılır.
Soketi kapatmak için, çimento ile iyice karıştırılmış 300-400 çimento sınıfı kullanılır. orantılı su dokuz kısım çimentoya bir kısım su. Çan, bir kepçe kullanılarak çimento harcı ile doldurulur ve ikincisi çimentodan geri tepmeye başlayana kadar kovalayarak darp edilir.
presleme
Bu tek parça dikiş elde etme yöntemi, demir dışı metallerden küçük çaplı bağlantılar için gerekli hale gelmiştir. Geleneksel elektrik ark kaynağı, teknik parametreleri açısından bu tür metalleri kaynaklama yeteneğine sahip değildir, bu nedenle bu durumda farklı bir yaklaşım bulmuşlardır.
Bu tür ince duvarlı demir dışı metal boruları birleştirmek için geçme manşonlu pres bağlantı parçaları kullanılır. Borunun iç kısmında kıvırma yaparlar ve dış contalar bağlantıya sıkılık sağlar.
Isıtma borularının döşenmesi için gizli bir şemanın avantajları ve dezavantajları

Avantajlara gelince, tek ama önemli - estetik güzellik. Duvara veya zemine gizli ısıtma boruları döşenmesi ile odanın içini ihlal etmezler.
Bu, panoramik camlı, tavandan tabana pencereli vb. odalar için önemlidir. Masif mobilyalı odalarda dekor da önemlidir, borudan gelen ısıdan ürünlere zarar vermeyi düşünmenize gerek yoktur.
Ancak gizli şemanın daha fazla dezavantajı var:
- Isıtma borularının kendin yap gizli montajı zor bir iştir. Anahattı güvenilir bir şekilde gizlemek için yasal gerekliliklere uymalısınız.
- Önemli ısı kaybı. Soğutma sıvısı evi ısıtmadan önce, önce şapı veya duvarı ısıtmalı, sonra bitirmeli, ancak o zaman ısı odaya girer.
- İşin maliyetini artırmak. Konturları gizlemek için çelikten veya takviyeli borular, manşonlar, yalıtım, yalıtım malzemeleri satın almanız gerekir - tüm bunlar yatırım gerektirecektir.
Çalışmaya başlamadan önce, tüm nüanslar belirlenir - zemindeki yük, duvar dikkate alınarak, karayolunun ana düğümlerine erişim. Ayrıca, boruların lineer genleşme özelliği artırılmadan soğutucunun sirkülasyonu için en uygun kesit boyutu hesaplanır.

Ve devrenin performansının gizli yerleşime bağlı olduğu bir diğer önemli nüans, ısıtma borularının doğru eğimidir. Standart eğim standardı, otoyolun metresi başına 0,5 cm'dir. Okumaları 0,2 cm'ye düşürebilirsiniz, ancak ancak sisteme iyi bir pompa entegre edilirse ve devre iç tünelin doğru çapıyla seçilirse.
Gizli kurulum için boruların özellikleri
Gizli bir tip yerleştirmek için hangi borular en uygunudur - bu soru en çok özel ev sahipleri tarafından sorulur.
Profesyoneller, takviyeli metal-plastik borulara dikkat etmenizi önerir. Plastik parçalar UV ışınlarının etkisi altında bozulur, bu nedenle şap, duvar kalınlığına kurulum için çok uygundurlar.
Çelik ürünlere gelince, bükülmeleri daha zordur, bu nedenle tornalama bölümlerinde daha fazla bağlantı parçası kullanılmalıdır. Artan konektör sayısı, sızıntı riskini artırır. Takviyeli PP boruların, bir ısıtma sisteminin gizli montajı için en iyi seçenek olduğu ortaya çıktı.
Evde ısıtma boru hattı döşeme seçenekleri

İki tür kurulum vardır - açık ve gizli. Duvarların dibine açık bir ağ kurulur, zemin şapına kapalı bir ağ yerleştirilebilir. Yöntem seçimi, sahibinin gereksinimlerine, ustanın becerisine bağlıdır. Döşeme teknolojisi takip edilirse ağ performans parametreleri düşmez.
Ancak önce ele alınması gereken bazı nüanslar var:
- Yerleşim tekniği, devre için boruların malzemesine bağlıdır. Örneğin, çelik elemanların minimum bir termal genleşme indeksi vardır. Bu özellik, fazla risk almadan konturu şapın içine yerleştirmeye, onu duvarlara çepeçevre yerleştirmeye izin verir. Deformasyon veya yırtılma nedeniyle sızıntı riski minimumdur. Metal-plastik devre önemli bir doğrusal genişlemeye sahiptir, bu nedenle bu tür boruları duvarlarda ve zeminde saklamamak daha iyidir.
- Boru hattının yüksek kaliteli yalıtımı ısı kaybını azaltacaktır. Sargı, güçlü bir lineer genişleme durumunda devrenin duvarlarının kırılma riskini önleyecektir.
Çoğu zaman, ustalar hesaplamanın açık bir versiyonunu seçer. Ancak sadece sıcak zeminin kıvrımlarından bahsetmediğimizde.
Gizli stil

Boru hattı, duvarlarda, zeminde veya asma veya kenarlı bir bitişin arkasında düzenleme ile tavana yükselir. Büyük bir revizyon sırasında veya bir nesnenin yapım aşamasında gizli döşeme işine girmek en uygunudur.
Gizli tipte kontur oluşumunun özellikleri:
- minimum bağlantı, dönüş, bükülme sayısı - bu tür ağlar deformasyon, sızıntı riski altındadır;
- muayene, önleyici bakım için bağlantı bölgelerinin mevcudiyeti;
- eski kalorifer boruları zemin şapına gizlenemez.
Düzenlemenin tüm detaylarını unutmamak için ısıtma sistemi için ayrıntılı bir teknik plan yapılması tavsiye edilir. Böyle bir şema, zemin şapındaki ısıtma boruları sızdırıyorsa, ana kapatma ünitesini hızlı bir şekilde bulmanıza yardımcı olacaktır.
Düzeni aç
Isıtma borularını açık bir şekilde döşemek, bir ev ustası için en kolay ve en uygun fiyatlı seçenektir. Devrenin karmaşıklığı veya dönüş sayısı önemli değil - bölümün doğru seçimi ile performans azalmaz.
Açık bir ağın ek faydaları şunları içerir:
- Düşük iş maliyeti. Ek manşonların ve diğer elemanların olmaması nedeniyle maliyetler o kadar etkileyici olmayacaktır.
- Hızlı güncelleme, onarım yeteneği. Tüm detaylar görünürde kalıyor, restorasyon fazla zaman almayacak.
Boru bağlantılarının nasıl ve nasıl kapatılacağı
Conta çeşitleri, sızdırmazlık yöntemleri
Boru hattının çalışma ortamının sızmasını önlemek için boru kıvrımlarının yüksek kalitede yalıtılması gerekir.
Çelik borulara diş açarken conta olarak aşağıdakiler kullanılır:

- conta. Dişli bir bağlantının bu şekilde sızdırmaz hale getirilmesi yöntemi, nispeten kalın boru uç kesimleri gerektirir. Boru uçlarının eşit olması asla sızdırmazlığı sağlayamaz. Kauçuk veya plastik conta kullanıldığında bu sorun başarıyla çözülür. Bu seçenek, döner somunlu mafsal durumunda idealdir;
- sarma. Keten teller, polimer iplikler, FUM bantlar, sertleştirici dolgu macunları, boyalar, macunlar ile birlikte malzeme görevi görebilir.
Plastik yükselticiler takarken, malzemenin deformasyon özelliklerine göre bir sızdırmazlık yöntemi kullanılır. Bu yöntemin özü, dış dişli plastik bir borunun iç dişli bir yükselticiye vidalanmasıdır. Deformasyon sırasında plastik, boşlukların görünümünü ortadan kaldırarak ara boşluğun mükemmel şekilde doldurulmasına katkıda bulunur.
Yüksek basınçlı boru hattı yapıları söz konusu olduğunda, silindirik dişli boru bağlantıları burada tam olarak uygun değildir. Bu gibi durumlarda konik tip bağlantı kullanılır. Bağlantı prensibi, vidalama sırasında, boşluk tamamen kaybolana kadar böyle bir ölçüye kadar boruların sıkı bir şekilde preslenmesidir.
Sızdırmazlık malzemeleri
Derzleri geçirimsiz hale getirmek için aşağıdakiler dolgu macunu olarak kullanılır:

- keten (çekici);
- asbest;
- FUM bandı;
- doğal kurutma yağı;
- Beyaz;
- vermilyon;
- grafit yağlayıcı, vb.
Çelik boruları bir iplik üzerinde bükerken güvenilir bir conta, kırmızı kurşun veya badana ile emprenye edilmiş bir keten bükümdür. Bu bağlantının montajı kolaydır, sızdırmazlık açısından güvenilirdir. Dolgu macunu çok uzun süredir kullanılmaktadır, yapay analogların ortaya çıkmasına rağmen bugün bile popülaritesini kaybetmiyor.
Bağlantı parçaları ve boruların montajında az deneyime sahip olanlar için, hiçbir durumda boyasız keten kullanmamanızı öneririz. İlk başta, eklem nemin geçmesine izin vermez. Ancak birkaç ay geçecek, keten lifleri ıslanacak ve bozulmaya başlayacak. Bu nedenle, tüm bağlantıların kalitesi bozulacak ve bir veya iki ay sonra kavşakta su sızacaktır.
Birçok insan, eski geleneksel malzemelerden hiçbir şekilde daha düşük olmayan FUM bant kullanır - boya ile çekme.
Bazen yükselticilerin birleştiği yerde gerginlik olmaz. Bu kusuru ortadan kaldırmak için sızdırmazlık malzemesinin değiştirilmesi ve dişli kısmın kir ve sızdırmazlık maddesi kalıntılarından temizlenmesi gerekir. Bundan sonra, keten ipliğini, FUM bandını veya başka bir sızdırmazlık maddesini tekrar sarın, yapıyı birleştirin.
Macunlar, kimyasal kökenli dolgu macunları, boru hattının bu bölümünü güçlendirmeye yardımcı olacak ek dolgu macunları olarak kullanılır.
Isıtma için boru çapını seçme kuralları

Bölümün boyutu, soğutucunun sirkülasyon hızını etkiler. Çap yanlış seçilirse, ısıtılan sıvının taşınması yavaşlar, cihazlar eşit olmayan şekilde ısınır. Akışkan akış hızı standartları 0,4–0,6 m/s. Hareketin 0,2 m/s'ye düşürülmesi. suyun durgunluğuna neden olur, hava tıkanıklığı oluşur. Soğutucunun 0,7 m / s hızında dolaşımına tabidir. enerji tüketimi artar, gürültü duyulur. Sistemdeki su hareketinin hızı için en uygun parametre 0,3-0,7 m/s'dir. Bu hesaplamadan, ısıtma için borunun çapını seçin.
Ürün seçiminde uzmanların önerileri:
- ağa 2'den fazla radyatör bağlı değilse, bölüm boyutu 16 mm'ye kadardır;
- 7 kW gücünde 1 pili veya 2 kW'a kadar kapasiteye sahip birkaç radyatörü entegre ederken (toplam güç 7 kW'ı geçmemelidir) - izin verilen devre kesiti 20 mm'dir;
- 11 kW hattındaki bir grup radyatörün toplam gücüyle, 25 mm çapında bir boruya ihtiyaç vardır;
- Çıkmaz bir kabloya, örneğin bir evin uzak bir kanadına ısı sağlamak, 25 mm'lik bir kesite sahip elemanların kurulumunu gerektirir;
- 32 mm çapında parçalar, toplam gücü 19 kW'a kadar olan 12 pilli bir ağa monte edilir;
- ev sisteminde toplam gücü 30 kW'dan yüksek olmayan 20'den fazla radyatör varsa, 40 mm boyutunda ürünler gerekli olacaktır.
Boru hattının kapasitesini de dikkate almak önemlidir. Hattaki suyun hızı 0,4 m/s den fazla değilse polipropilen devre standart ısı miktarının transferini sağlar.
Boru bölümüne bağlı olarak ısı enerjisi salınımı tablosu:
| Termal enerji (kW) | Dış çap (mm) | İç çap (mm) |
|---|---|---|
| 4,1 | 13,2 | 20 |
| 6,3 | 16,6 | 25 |
| 11,5 | 21,2 | 32 |
| 17 | 26,6 | 40 |
Metal ısıtma borularının kaynaksız bağlantısı
Kaynak kullanmadan bağlanmanın en hızlı yolu sıkıştırmalı bağlantıdır. Bununla birlikte, diğer yöntemleri ele alacağız: dişli bağlantı ve bir onarım ve kurulum klipsinin montajı. İkincisi, hem kenetlenme hem de metal çatlamasından kaynaklanan sızıntıları ortadan kaldırmak için kullanılır.
İplik
Sadece boruya serbest erişim varsa, yani dişli bir bağlantı oluşturmak mümkün olacaktır. ilk kurulum aşamasında. Diğer durumlarda, diş açma oldukça sorunlu veya imkansız olacaktır. Prosedürün kendisi aşağıdaki şemaya göre gerçekleştirilir:
- Boya ve pas borusunu temizleyin. Bir önceki kaynaktan sonra metal sarkmaları varsa bunlar kesilmelidir. Birleştirilecek yüzey temiz ve pürüzsüz olmalıdır.
- Bir eğe kullanarak kesimin yapıldığı ucu pahlayın.
- Uygun boyutta bir kalıp alın, kolları içine vidalayın. Kesicileri gres veya domuz yağı ile yağlayın.
 ölmek
ölmek
Aleti boruya takın, kesinlikle dik yerleştirildiğinden emin olun.
Kalıbı saat yönünde yarım tur, ardından saat yönünün tersine çeyrek tur yapın. Ardından iplik kesilene kadar hareketi tekrarlayın.
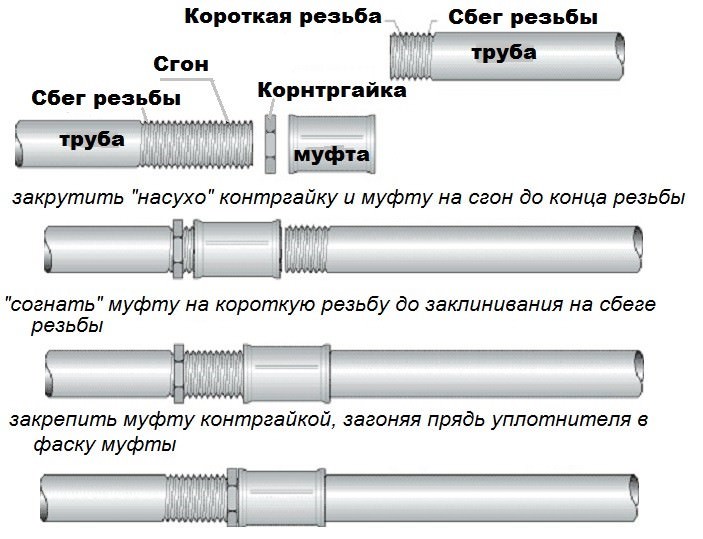
Şimdi kaynak yapmadan bir ısıtma borusuna nasıl çarpacağımızı bulalım. Bunu yapmak için, somunlu bir kaplin kullanmanız gerekecektir. Bir kablolama oluşturmak için üç dalı olabilir. Bir iş parçacığı oluştururken, bir boruda 2 kat daha uzun olması gerektiği unutulmamalıdır. Debriyaj sabitleme:
- Daha uzun bir dişe bir somun vidalanır, ardından bir kaplin.
- İkinci boruya bir somun vidalanır.
- Parçalar birbiriyle eşleştirilir, ardından kaplin uzun dişten bükülür ve kısmen kısa olana vidalanır. Eleman yaklaşık olarak kesimin ortasında olmalıdır.
- Sızdırmazlık malzemesini (fum-bant, tow) dişlerin üzerine sardıktan sonra her iki taraftaki somunları vidalamak için kalır.
Böyle bir bağlantı yeterince güçlü kabul edilir ve bir yıldan fazla sürebilir.
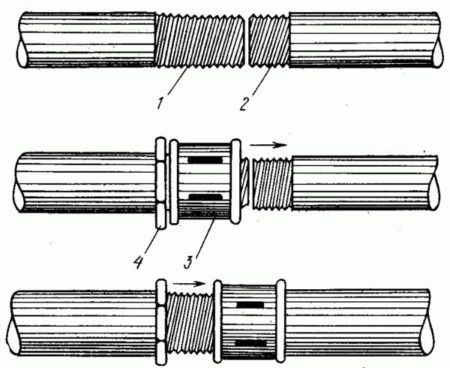 Dişli soketin montajı
Dişli soketin montajı
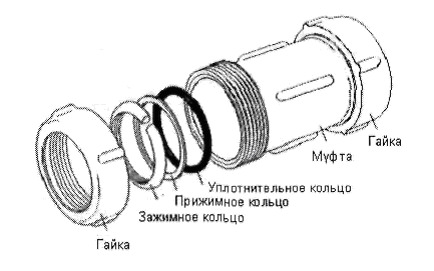
Çelik borular için sıkıştırma fitingleri
Bu bağlantı türü, kaynak boruları ve diş açma olmadan ısıtmaya izin verir. Aynı zamanda uzmanlar, üretiminde lider Gebo olan sıkıştırma bağlantılarının yüksek güvenilirliğine dikkat çekiyor. Bu genellikle kavramların karışıklığına neden olur - birçoğu bu bağlantı cihazlarını popüler bir üreticiden sonra çağırır (canlı bir benzetme, belgeleri kopyalamak için bir ev adı haline gelen Xerox markasıdır).
 Sıkıştırma uydurma
Sıkıştırma uydurma
Bu bağlantı yönteminin avantajları arasında, çalışma hızı ve özel bir alet kullanma ihtiyacının olmaması seçilebilir. Bağlantıyı tutmak ve sıkıştırmak için tek ihtiyacınız olan iki tekerlek anahtarı.
Çalışma prosedürü aşağıdaki gibidir:
- Bağlantı parçalarını boruya sırayla yerleştirin: somun, sıkıştırma halkası, sıkıştırma halkası, sızdırmazlık halkası.
 Sıkıştırma tertibatının kurulum şeması
Sıkıştırma tertibatının kurulum şeması
Kaplini takın, tüm elemanların doğru ve bozulma olmadan yerleştirildiğinden emin olun.
Somunu sıkın. Bir iş parçacığı görünür kalmalıdır. Soğutma sıvısı verildikten sonra küçük bir sızıntı meydana gelirse, somun sıkılabilir.
Bağlantının diğer tarafı için de aynısını yapın.
Videoyu izleyerek sıkıştırma bağlantı parçaları hakkında daha fazla bilgi edinebilirsiniz:
Onarım ve kurulum klipsi
Eski sistemler çalıştırıldığında veya basınç aşıldığında, genellikle bir ısıtma borusunun kaynak yapılmadan nasıl kapatılacağı sorusu ortaya çıkar. Bu amaçlar için bir onarım ve montaj klipsi kullanılır. Bir kaplin veya bir tişört şeklinde yapılabilir. Parçanın dış kısmı metal civatalı, iç kısmında lastik conta bulunmaktadır.
Eleman genellikle bir sızıntıyı acilen düzeltmek için kullanılır, ancak su borularını bağlamak için kalıcı bir seçenek olarak da kullanılabilir. Kullanım için talimatlar:
- Boru bağlantılarını, gelecekteki sızdırmazlığı etkileyebilecek boya ve diğer tortulardan temizleyin.
- Ekleme bir lastik conta uygulayın. Kesiğinin klipsin üst ve alt kısımlarının birleşim yerlerine düşmemesine dikkat ediniz.
- Kesiği dolgu macunu ile yağlayın ve mümkünse biraz kurumasını bekleyin.
- Kafesin parçalarını takın, cıvatalarla sabitleyin.
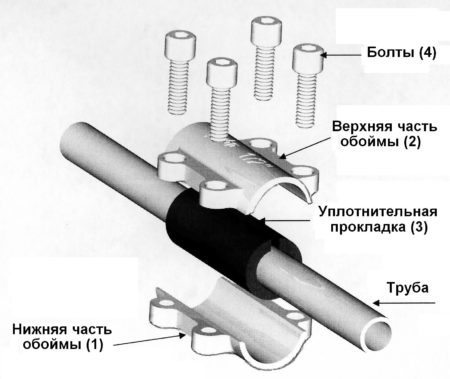 Onarım ve montaj klipsinin kurulum şeması
Onarım ve montaj klipsinin kurulum şeması
Bunların tümü, kaynak makinesi kullanmadan metal borular arasında güçlü bir bağlantı oluşturmak için seçeneklerdir. Şimdi metal-plastik parçalarla çalışmak için birkaç yöntem anlatacağız.

