Phương pháp phân luồng
Ren được thực hiện bằng hai phương pháp chính: sử dụng máy cố định thủ công và máy. Cắt thủ công các khoảng trống trong một bản sao hoặc với một số lượng nhỏ. Trong sản xuất quy mô lớn, thiết bị được sử dụng - máy:
 Phân luồng
Phân luồng
- Kiểu cắt trục vít;
- Cán ren có sự tham gia của con lăn và khuôn phẳng;
- Phay, nơi họ có được một bước tiến lớn;
- Loại mài sử dụng các bánh xe có cấu tạo nhất định, nơi thu được các vít có độ chính xác cao và có độ chính xác cao;
- Loại cắt vít;
- Để ren trong trong đai ốc;
- Dùng để cắt xoáy với các đầu có nhiều cạnh cắt.
Khi luồn dây theo phương pháp xoáy, bốn phần tử cố định trong đầu có liên quan đến công việc. Đầu tự quay từ một ổ đĩa riêng biệt. Toàn bộ cấu trúc này được lắp đặt trên máy tiện - giá đỡ của nó. Phương pháp này được phân biệt bởi tốc độ xử lý tăng lên do ít làm nóng dụng cụ cắt hơn (tiếp xúc luân phiên với phôi). Ngoài ra, đường xoắn ít thô hơn và có cấu trúc rõ ràng hơn.
Cắt một sợi chỉ trên một đường ống không phải là quá khó.

Bài viết
Để kết nối an toàn vòi với đường ống, hoặc lắp đặt lò sưởi trong hệ thống sưởi, điều quan trọng là phải biết cách và với những gì để cắt một sợi chỉ trên đường ống. Rốt cuộc, hầu hết các van đều có ren, tương ứng, việc kết nối các phần tử như vậy bằng cách hàn là không thể.
Rốt cuộc, hầu hết các van đều có ren, tương ứng, việc kết nối các phần tử như vậy bằng cách hàn là không thể.
Ống nước ren
Ví dụ, nếu một chậu rửa hoặc nhà vệ sinh mới được lắp đặt trong căn hộ của bạn và không thể tháo kết nối lâu dài trên một đường ống nước bằng thép, thì lựa chọn tốt nhất là:
- Tắt nguồn cấp nước;
- Cắt bỏ một phần đường ống bằng máy mài tại vị trí lắp đặt chậu rửa;
- Thực hiện ren ống;
- Lắp van bi hoặc thanh chắn trên đường ống;
- Kết nối nó với một ống mềm với vòi chậu rửa.
Công việc này có thể dễ dàng được thực hiện bởi một thợ sửa ống nước có chuyên môn. Tuy nhiên, bất kỳ chủ sở hữu căn hộ nào, đã có một công cụ để luồn ống, đều có thể thực hiện công việc này một cách độc lập.
Khuôn cắt chỉ
Đến nay, để trang bị ống nối ren, người ta sử dụng 2 loại thiết bị tạo ren:
- Khuôn cắt ren;
- Ống klupp.
Với sự giúp đỡ của họ, bạn có thể cắt các sợi chỉ trên bất kỳ đường ống cống hoặc đường ống nước nào, được sử dụng trong mạng lưới kỹ thuật của các tòa nhà dân cư và khu nhà riêng.
Ống Klupp
Khuyên bảo!
Nếu bạn chưa bao giờ cắt chỉ, thì bạn sẽ khó làm được điều này với khuôn. Sự biến dạng nhỏ nhất của dụng cụ có thể dẫn đến khuyết tật.
Vì vậy, tốt hơn là sử dụng một máy cắt bế, vì nó có một hướng dẫn giúp đơn giản hóa quá trình cắt rất nhiều.
Hãy xem lại lý thuyết đằng sau quá trình phân luồng.
Cho nên:
- ren trên đường ống là sự hình thành bề mặt xoắn ở bên ngoài đường ống (hệ thống ống nước hoặc hệ thống sưởi);
- bề mặt xoắn ốc là một phần tử kết nối quay đều quanh trục của vòng đua,
- phát bóng hoặc vòi, với chuyển động tịnh tiến đồng đều dọc theo trục này;
- bước ren là chuyển động tịnh tiến của phần tử có vít so với trục ren, tương ứng với một lần quay hoàn toàn.
Nói cách khác, để lắp van chặn, cần phải cắt ren trên đường ống, cao độ của đường ống này phù hợp với cao độ của các phần tử kết nối. Khi đó mối nối cống hay đường ống nước như vậy sẽ kín và bền, chịu được áp lực cao.
Máy cắt nào được sử dụng để ren
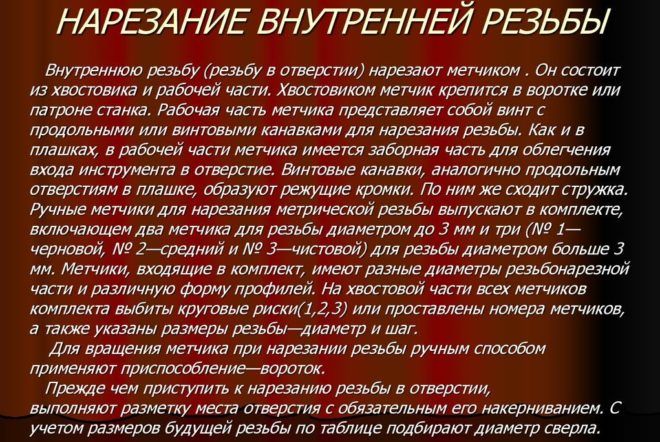
Trên bộ phận tiện, các hoạt động cắt có thể được thực hiện - cả trên bề mặt ngoài và bề mặt bên trong. Trong trường hợp này, các loại phần tử cắt khác nhau được sử dụng. Chúng có thể được chia thành ba nhóm chính:
- Gậy;
- Hình lăng trụ;
- Chung quanh.



Nhóm đầu tiên bao gồm nhạc cụ thuộc loại đơn giản nhất. Theo thiết kế, đây là đầu làm việc trên một thanh có nhiều phần và hình dạng khác nhau. Hình dạng hồ sơ phù hợp với đầu. Một số kiểu máy cắt que có hàn cacbua trên các mặt làm việc. Điều này làm tăng nguồn nguyên liệu sau này, ít bị mài mòn hơn trên bề mặt làm việc, và do đó, không được mài sắc thường xuyên.
 Máy cắt ren
Máy cắt ren
Các thiết bị kiểu lăng trụ chỉ thực hiện gia công phôi từ bên ngoài. So với nhóm trước, chúng có thể chịu được bề mặt lớn hơn, chúng có thể được mài nhiều lần hơn. Trong máy tiện, phần tử được cố định bằng giá đỡ đuôi bồ câu.
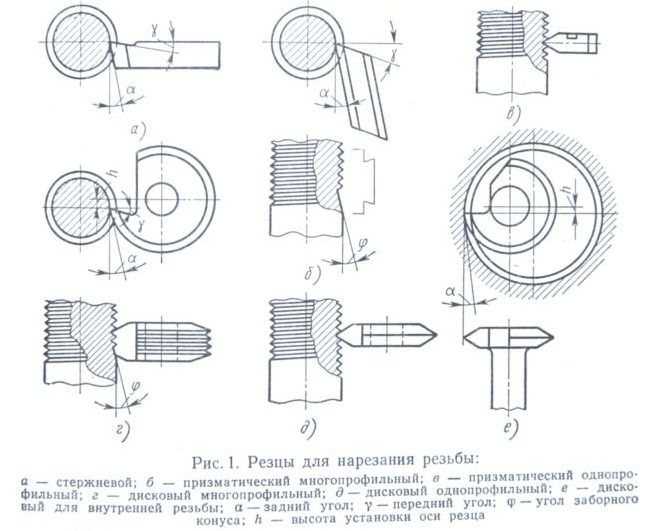
Các phần tử cắt tròn có thể được sử dụng để tạo ren trong và ren ngoài. Chúng thuận tiện hơn khi làm việc với các khối lăng trụ, chúng linh hoạt hơn - chúng có nhiều ứng dụng. Họ cho vay tốt để trả lại một số lượng lớn các lần. Gắn các máy cắt trong giá đỡ vào lỗ cuối cùng. Các phần tử lăng trụ và tròn được phân loại là các công cụ định hình cho thiết bị tiện.
Công cụ
Để tiến hành công việc, bạn cần chuẩn bị đầy đủ các dụng cụ và thiết bị cần thiết để cắt. Trong mỗi trường hợp, một bộ ren ống sẽ khác nhau về thành phần, nhưng để sử dụng thủ công, nó bao gồm khuôn, khuôn và giá đỡ bánh cóc. Thành phần của bộ sản phẩm còn được trang bị thêm dao cắt ống, cờ lê khí, giũa, cưa sắt, máy mài, chất bôi trơn và các dụng cụ khác. Đối với những người không muốn làm việc theo cách cũ với phương pháp cổ điển, có một giải pháp thay thế - một công cụ điện.




Bản thân quá trình cắt được thực hiện bằng khuôn. Một số chỉ bị cắt ở một bên, những người khác ở cả hai.
Đối với ren trong, bộ này cũng có thể bao gồm một số vòi với độ sâu cắt khác nhau. Một số được thiết kế để gia công thô bề mặt bên trong của ống, một số khác để hoàn thiện. Thiết bị này được trình bày dưới dạng một vít có rãnh phoi. Nó được gắn vào cổ áo với sự trợ giúp của phần đuôi.


Với sự trợ giúp của vòi, việc cắt bên trong được thực hiện theo một số cách tiếp cận. Số lượng của chúng phụ thuộc vào vật liệu mà chúng làm việc. Ví dụ, để tạo ren trong hợp kim titan, người ta thiết kế các bộ đặc biệt gồm một số vòi.
Một khuôn, progonka hoặc lerka được sử dụng để chạm khắc các hình dạng khác nhau trên đường ống. Nó là một đai ốc bằng thép có đế cắt bên trong, trong đó có các lỗ - rãnh đặc biệt để chứa chất thải. Khuôn dập có hình ống, hình lục giác, hình tròn và hình vuông. Sự thay đổi của cơ thể chúng là rắn, tách và trượt.

Mô hình trượt (lăng trụ) còn được gọi là nửa tấm, chúng được gắn vào khuôn bằng vít và một miếng đệm đặc biệt - cracker. Điều này là cần thiết để phân bố đều áp lực trên trục vít. Với sự trợ giúp của khuôn, các ren hình trụ, hình nón, tròn hoặc hệ mét sẽ được cắt. Các bộ phận thành phần của khuôn là cờ lê và hộp mực đặc biệt mà nó được gắn vào thân khung.


Klupp bao gồm một khung trong đó các phần tử cắt - khuôn được cố định. Mỗi trục gá được trang bị bốn khuôn thép. Klupp cũng được trang bị một tay cầm bánh cóc đặc biệt. Chỉ một khuôn có thể được lắp vào giá đỡ khuôn, một số có thể được lắp vào giá đỡ khuôn. Cơ chế cắt của dao chạy có khả năng cắt hai loại ren: 0,5 - 1 ¼, 1 ½ - 2 inch.


Theo quy luật, một máy cắt bế thủ công sẽ cắt các đường ống có đường kính nhỏ. Chúng được trang bị một tay cầm đặc biệt.Chúng cũng có thể được sử dụng với một cờ lê ống phù hợp. Nó có kích thước nhỏ, đơn giản và dễ sử dụng.


Vít vít giữ bánh cóc là một sửa đổi của thiết kế với cơ cấu bánh răng được thiết kế để tạo các ren có đường kính lớn hơn một inch. Bánh cóc là một cơ chế không thể thiếu. Bánh cóc bên trái và bên phải giúp bạn dễ dàng làm việc ở những nơi khó tiếp cận, chẳng hạn như gần các bức tường. Sử dụng đòn bẩy bánh cóc, khuôn nhanh chóng được lấy ra khỏi chỉ bằng cách xoay nó theo hướng ngược lại, cung cấp một phương pháp ren qua lại.


Nó được gọi là klupp xiên vì khoảng cách giữa các khuôn trượt được quy định trong đó. Điều này cho biết đường kính của vết cắt. Kiểu dáng của loại này dễ sử dụng nhất.


Các phích cắm vít của Mayevsky có thiết kế phức tạp hơn được sử dụng để luồn ống. Chúng chứa ba bộ khuôn có thể hoán đổi cho nhau và chuyên về đường kính ren lên đến 2 inch. Kiểu dáng của loại này dùng để luồn ống có đường kính nhỏ.

Cắt trên đường ống có đường kính lớn được thực hiện ở quy mô công nghiệp. Ví dụ, để cắt một đường ống liền mạch có đường kính 219 mm, cần phải có một máy đặc biệt. Ống vỏ (cột) chỉ được cắt trên các máy đặc biệt trong các điều kiện đặc biệt, tuân theo tất cả các biện pháp an toàn.
Cách cắt chỉ ngoài. Cắt ren trên đường ống và phụ kiện. Chết. Klupp

Cách cắt chỉ ngoài. Cắt ren trên đường ống và phụ kiện. Chết. Klupp. 4,46 / 5 (89,23%) mất 13
Một ren ngoài được cắt bằng khuôn tròn hoặc khuôn trượt, cũng như bảng vít. Cắt ren có thể được thực hiện cả trên máy và thủ công.
Tạo ren bằng khuôn tròn (con tiện).
Khuôn tròn (lehrs) là một chiếc đĩa có một lỗ khoét. Để loại bỏ phoi và hình thành lông với các cạnh cắt (Hình 1), một số lỗ phoi được tạo trên khuôn. Các khuôn (lehrs) được lắp vào giá đỡ lerko và được kẹp bằng vít (Hình 2).
Cơm. 1. Khuôn cắt tròn (lerka).
Cơm. 2. Giá đỡ Lerko:
1 - khung; 2 - tay cầm; 3 - vít kẹp.
Đường kính của thanh cắt được lấy nhỏ hơn một chút so với đường kính ngoài của ren và được cưa theo hình nón để cho lehr đi vào. Sự lựa chọn thanh để cắt ren hệ mét hoặc inch được đưa ra trong Bảng. một:
Bảng 1. Đường kính trục đối với bu lông có ren.
| Chủ đề hệ mét | Chủ đề inch | ||
| Đường kính ngoài tính bằng mm | Đường kính thân tính bằng mm | Đường kính ngoài tính bằng inch | Đường kính thân tính bằng mm |
| 5 | 4,89 | 1/4 | 6,19 |
| 6 | 5,86 | 5/6 | 7,7 |
| 8 | 7,83 | 3/8 | 9,3 |
| 10 | 9,8 | 7/16 | 10,8 |
| 12 | 11,7 | 1/2 | 12,4 |
| 14 | 13,7 | 5/8 | 15,6 |
| 16 | 15,7 | 3/4 | 18,7 |
| 20 | 19,6 | 7/8 | 21,8 |
| 22 | 21,6 | 1 | 25 |
| 24 | 23,6 | 1 1/4 | 31,3 |
| 27 | 26,6 | 1 1/2 | 37,6 |
| 30 | 29,5 | 1 3/4 | 43,8 |
| 36 | 35,4 | 2 | 50 |
Khuôn trượt (Hình 3, a) gồm hai nửa lăng trụ có một lỗ khoét. Một rãnh được tạo ở phần giữa của lỗ khuôn, tạo thành các cạnh cắt.
Cơm. 3. Khuôn trượt và bánh quy:
một tấm; b - bánh quy giòn.
Klupp để phân luồng.
Để buộc chặt khuôn, sử dụng một kẹp vít có khung hình chữ nhật hoặc khung xiên (Hình 4). Các phần nhô ra hình lăng trụ của klupp đi vào các rãnh của khuôn và từ bên cạnh khuôn được ép bằng bu lông.
Cơm. 4. Klupp (xiên)
1 - khung; 2 - tay cầm; 3 - vít kẹp.
Để tránh áp lực trực tiếp của bu lông lên khuôn, một cái gọi là bánh răng được lắp đặt giữa khuôn và bu lông (xem Hình 3, b), có hình dạng của một khuôn.
Công nghệ cắt ren.
Cắt bằng khuôn lăng trụ hơi khác so với cắt bằng lerks. Khi cắt bằng khuôn, các thanh không được cưa thành hình nón, mà các khuôn được di chuyển ra xa nhau.
Sau đó, chúng được kẹp vào thanh, đầu của thanh phải trùng với mặt phẳng trên của khuôn. Bằng cách xoay khuôn sang phải và hơi sang trái, quá trình tạo ren được thực hiện.
Vị trí của lerkoderzhatel và klupp được đặt thẳng góc với thanh cắt, nếu không chỉ sẽ xiên và lệch một bên.
Làm mát và bôi trơn cho ren.
Khi cắt ren bằng vòi và khuôn dập, phải dùng chất bôi trơn.Là chất bôi trơn, bạn có thể sử dụng nhũ tương thông thường, hòa tan một phần nhũ tương trong một trăm sáu mươi phần nước. Ngoài ra, bạn có thể áp dụng: đối với gang - mỡ lợn và dầu hỏa; cho thép và đồng thau, dầu và mỡ đun sôi, hạt cải dầu; cho đồng đỏ - mỡ lợn và nhựa thông; đối với nhôm - dầu hỏa.
Không nên sử dụng dầu máy và dầu khoáng khi cắt ren, vì chúng, do tăng khả năng chống cắt, không cho lỗ sạch và dẫn đến mòn và chết đầu vòi nhanh chóng.
Ván vít.
Để cắt ren trên vít có đường kính đến 6 mm, người ta sử dụng bảng vít. Trên ván vít có một số lỗ cắt có đường kính khác nhau với các rãnh phoi, mỗi lỗ có hai lỗ.
Luồn ren với khuôn được thực hiện giống như cách ta rô. Thanh được kẹp chặt trong một ống nhớt, được bôi trơn bằng dầu, sau đó một khuôn có khuôn được đặt trên thanh, kẹp bằng vít và quay hoàn toàn theo một hướng và nửa vòng theo hướng khác. Nếu que dày hơn yêu cầu, nó phải được nộp lại.
Ren của bu lông được đo bằng đồng hồ đo ren hình khuyên hoặc đồng hồ đo ren.
Cắt ren trên đường ống và phụ kiện.
Các đường ống và phụ kiện (các bộ phận kết nối cho đường ống) được cắt bằng một công cụ đặc biệt sử dụng đồ gá.
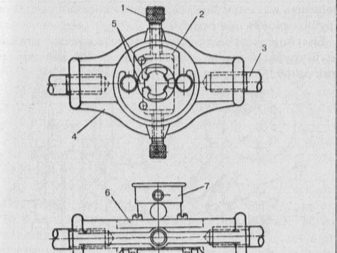
Klupp để cắt ren trên đường ống.
Trên đường ống, ren được cắt bằng ren vít đặc biệt (Hình 5). Khuôn bế để cắt ống theo thiết bị khác với các loại khuôn bế thông thường. Bốn chiếc lược thép đi vào các khe của giá đỡ.
Bằng cách xoay tay cầm trên cùng, chúng có thể được gắn lại với nhau hoặc di chuyển ra xa nhau. Do đó, các đường ống có đường kính khác nhau có thể được cắt bằng một khuôn. Ngoài ra, klupp có các thanh dẫn được điều chỉnh bởi tay cầm phía dưới.
Các thanh dẫn đảm bảo vị trí chính xác của khuôn trên đường ống khi cắt.
Cơm. 5. Klupp để cắt ống.
Các đường ống trong quá trình cắt được cố định bằng một kẹp ống đặc biệt. Kẹp bao gồm một khung, trong đó đặt các bánh răng cưa với các vết cắt cho các đường ống có đường kính khác nhau.
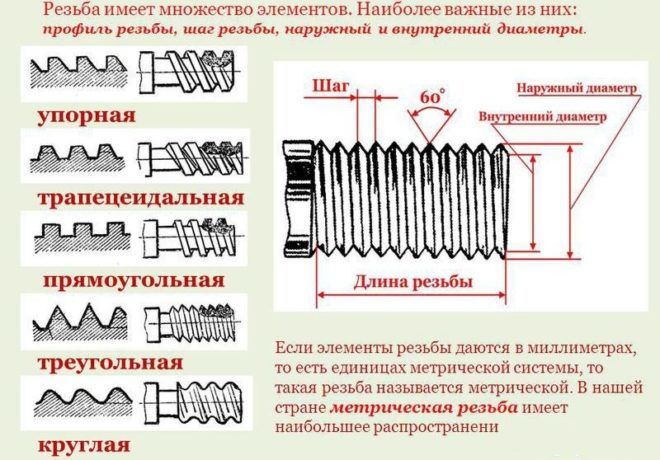
Hồ sơ chủ đề
Các dạng trống, tùy thuộc vào loại bề mặt, là hình trụ và hình nón. Chủ đề là bên ngoài (trên bề mặt) và bên trong (trong lỗ của trống). Loại kết nối ren phụ thuộc vào cấu hình ren.
Có năm loại hồ sơ:
- hình tam giác;
- hình hộp chữ nhật;
- hình thang;
- kiên trì;
- vòng.
Chuỗi có thể là một lần khởi động và nhiều lần khởi động:
- một sợi - được tạo thành bởi một sợi đơn;
- nhiều lần bắt đầu - được tạo bởi hai hoặc nhiều luồng được đặt ở cùng một khoảng cách với nhau.
Các chỉ số chính của cả hai loại chủ đề là cao độ và hành trình. Bước ren - khoảng cách giữa các vòng xoắn gần nhất và được đo dọc theo đường tâm của phôi đang được gia công. Đường một ren là khe hở ở giữa hai đỉnh của một lượt trên bề mặt làm việc của sản phẩm. Hành trình bằng tích số của bước chỉ bằng số lần bắt đầu.
Công cụ cắt chết
Khuôn bế là một dụng cụ tiện cắt được chế tạo dưới dạng đai ốc. Các lỗ được khoan trong đó được thực hiện để loại bỏ phoi. Công cụ bao gồm các phần tử cắt nằm ở mỗi bên của nó và tạo thành một hình nón. Khuôn trên máy tiện tạo thành ren trên bu lông, đinh tán, ốc vít và các sản phẩm kim loại khác.
Các loại tấm được sử dụng nhiều nhất:
- Hệ mét;
- bên trái;
- đường ống.
Bạn có thể thực hiện công việc dễ dàng hơn bằng cách tạo một mép vát nhỏ ở phần cuối sao cho chiều cao của nó trùng với chiều cao của biên dạng ren. Kích thước của khuôn phải phù hợp với đường kính của chi tiết.
Sau đó, khuôn có kích thước mong muốn được cố định trong giá đỡ khuôn, cố định trong ụ của máy tiện. Tốc độ ren phụ thuộc vào vật liệu làm phôi: sản phẩm đồng thau được gia công ở khoảng 15 m / phút, gang - 3 m / phút, phôi thép - 4 m / phút.
Ở tốc độ xử lý này, khuôn mài mòn ít hơn.Trong quá trình cắt, mỗi lượt của khuôn phải được thay thế bằng cách quay ngược lại một phần ba vòng tròn để làm sạch các lỗ khỏi phoi.
Video: Cách cắt ren trên máy tiện
Tuyển tập các câu hỏi
- Mikhail, Lipetsk - Nên dùng loại đĩa nào để cắt kim loại?
- Ivan, Moscow - GOST của thép tấm cán kim loại là gì?
- Maksim, Tver - Giá kệ nào tốt nhất để lưu trữ các sản phẩm kim loại cán?
- Vladimir, Novosibirsk - Xử lý kim loại bằng sóng siêu âm có nghĩa là gì mà không sử dụng các chất mài mòn?
- Valery, Moscow - Làm thế nào để rèn một con dao từ ổ trục bằng chính đôi tay của bạn?
- Stanislav, Voronezh - Thiết bị nào được sử dụng để sản xuất ống dẫn khí bằng thép mạ kẽm?
Kiến thức cơ bản về chuỗi
Khi ống dẫn khí được kết nối với hệ thống cấp nước, các ren ống hình trụ được cuộn hoặc cắt. Các phần cuối của đường ống được kết hợp với các yếu tố đặc biệt. 2 lọn tóc cuối cùng của sợi chỉ hình trụ được gọi là lọn tóc. Đường chạy cho phép cố định phần tử khớp nối trên sản phẩm dạng ống. Điều này đảm bảo độ kín của kết nối với con dấu.
Để ngắt kết nối đã kết nối, chẳng hạn như đường ống sưởi ấm mà không cần cắt, bạn cần phải sử dụng một kéo. Nó bao gồm một đai ốc khóa, một phần tử khớp nối, một sợi dài. Nó có chiều dài như vậy có thể dễ dàng cuộn dây phần khớp nối, khóa.
Để tiết kiệm nguyên liệu, các sản phẩm có thành mỏng được sử dụng trong cung cấp khí đốt và các khu phức hợp khác. Chúng được cuộn vào. Độ dày của thành ống phải lớn hơn so với khi tạo ren trên ống nước.

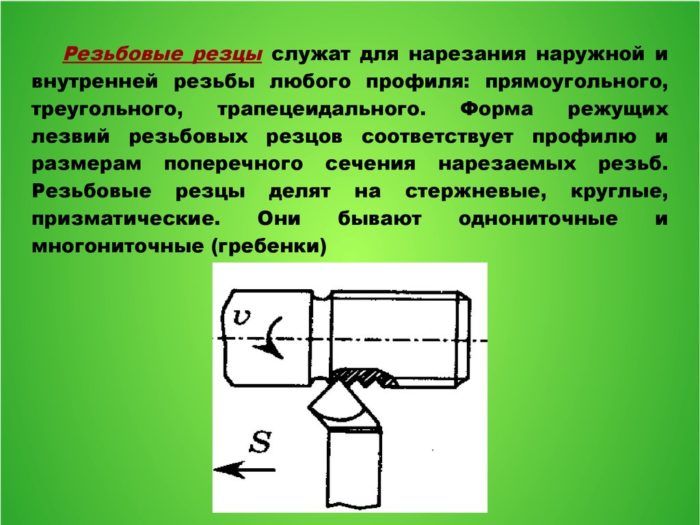
Kỹ thuật cắt trên một bộ phận kim loại
Bề mặt xoắn do dao cắt tạo thành được gọi là ren. Nó cung cấp các nhiệm vụ quan trọng - với sự trợ giúp của nó, các phần tử của các bộ phận có thể di chuyển tương đối với nhau, khớp hoặc làm kín đáng kể các mối nối trong các thiết bị cơ khí khác nhau.
Để hiểu cách cắt ren trên máy tiện, bạn cần tuân theo quy trình tiện ren - nó khá đơn giản và dễ hiểu. Máy cắt được cố định trong giá đỡ của máy tiện. Nó chuyển động đều dọc theo trục của phần quay. Đầu nhọn của dụng cụ cắt một đường xoắn ốc trên bề mặt của chi tiết.
Để cài đặt và hướng dẫn dụng cụ cắt đúng cách, một mẫu đặc biệt được sử dụng, được đặt phía trên trống. Dao cắt được đặt dọc theo đường tâm của máy. Theo khoảng cách kết quả, nó được xác định cách thực hiện ren chính xác.
Cắt có đặc điểm riêng của nó:
- quá trình hình thành luồng có một số đặc điểm;
- vật liệu mà từ đó bộ phận được tạo ra sẽ đặt góc cào của dao cắt;
- giá trị của góc phụ thuộc vào độ nhớt, độ cứng và độ giòn của kim loại;
- mặt phẳng của máy cắt ở các góc phía sau không được cọ xát vào các rãnh cắt;
- chủ đề nội bộ được cắt trong các lỗ đã được khoan hoặc đã khoan sẵn.
Đối với mỗi vật liệu được gia công, một số công cụ cắt kim loại nhất định được thiết kế. Đối với phôi thép, dao cắt được sử dụng, các tấm được làm bằng hợp kim cứng T15K6, T14K8, T15K6, T30K4. Đối với phôi gang, người ta sử dụng dụng cụ cắt có chèn cacbua VK4, V2K, VK6M, VK3M.
luồn chỉ bằng vòi cách cắt chỉ bằng tay
Cách cắt ren bằng thiết bị tạo ren đã được mô tả trước đó. Thiết bị ren khác rất nhiều so với thiết bị vòi, nhưng nguyên tắc ren của cả hai công cụ vẫn giống nhau.
Vòi là một công cụ tiện và gia công kim loại, về hình dạng của nó phần nào gợi nhớ đến một thanh dài. Bên trong thanh này có các bộ phận cắt, với sự trợ giúp của chỉ được cắt bằng tay.

Một vòi có thể được sử dụng cho nhiều việc hơn là chỉ cắt các sợi chỉ mới. Với công cụ này, bạn cũng có thể khôi phục luồng, làm cho nó ở dạng "mới".
Theo nguyên lý hoạt động, vòi là thủ công và máy. Vòi máy được cố định trên máy tiện và quá trình tạo ren xảy ra ở chế độ tự động.
Làm thế nào để chọn loại vòi?
Để luồn dây thủ công, trước tiên bạn cần chọn đúng loại vòi. Việc lựa chọn vòi cho luồng phụ thuộc chủ yếu vào:
- bước ren;
- Hồ sơ;
- Các hình thức kết nối phân luồng;
- Lòng khoan dung;
Ngoài ra, việc lựa chọn một vòi cụ thể cũng bị ảnh hưởng bởi vật liệu sản xuất các bộ phận mà trên đó ren sẽ được cắt. Sự lựa chọn chính của một vòi, trước hết, phụ thuộc vào đường kính của chỉ được cắt.
Luồn bằng một vòi bằng tay
Phân luồng bằng một vòi xảy ra như sau. Phần cần ren được cố định trong vise hoặc thiết bị khác. Điều chính là bộ phận được cố định chắc chắn trong thiết bị, vì khi luồn dây bằng vòi, bạn sẽ cần phải nỗ lực rất nhiều.

Sau đó, một lỗ được khoan vào bộ phận để luồn dây bằng vòi, tùy thuộc vào loại ren - mù hoặc xuyên. Đường kính của lỗ khoan phải nhỏ hơn một chút so với đường kính của các bộ phận cắt của vòi.
Đảm bảo vát mép trên của lỗ khai thác. Sau đó, một vòi được lấy và lắp vào một lỗ đã khoan, lỗ này phải được đặt trong một ống kính có vát lên.
Luồn bằng vòi được thực hiện theo chiều kim đồng hồ, mọi lúc, nhấn vòi vào lỗ. Cần ấn vòi êm, không giật không cần thiết, vặn dần dần, như vậy cho đến khi thu được sợi sạch và đều.

Sau khi thực hiện một số lần với vòi theo chiều kim đồng hồ, vòi sẽ được quay lại theo hướng ngược lại, do đó loại bỏ các vụn kim loại tích tụ.
Trong quá trình luồn dây cần làm nguội vòi kịp thời, nếu không dụng cụ dễ bị hỏng. Nếu cắt một sợi nhôm, thì vòi được làm nguội bằng dầu hỏa, nếu cắt một đoạn bằng đồng, thì bằng nhựa thông; khi cắt sợi thép, tốt nhất là làm mát vòi bằng nhũ tương.
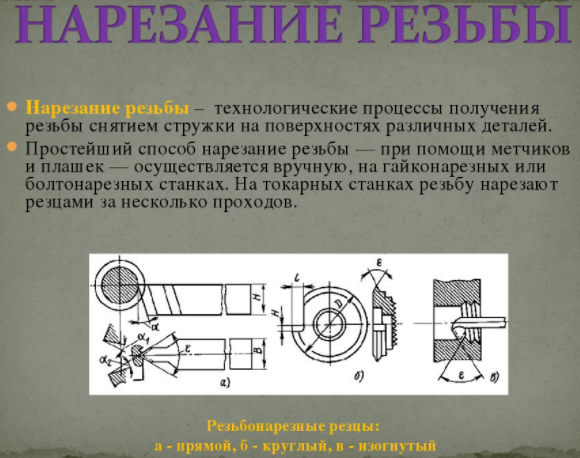
Các loại và đặc tính của máy cắt
Dụng cụ tiện kim loại bao gồm một giá đỡ và một đầu gia công. Chất lượng của các bộ phận chế biến phụ thuộc trực tiếp vào các yếu tố này. Giá đỡ có tiết diện hình chữ nhật hoặc hình vuông. Với sự trợ giúp của nó, máy cắt được cố định trên máy tiện.
Đầu công tác xử lý các chi tiết. Nó được tạo thành từ nhiều mặt phẳng và cạnh cắt khác nhau. Góc mài của đầu được xác định bởi vật liệu mà từ đó chi tiết được tạo ra.
Ren ngoài và ren trong được cắt bằng các loại máy cắt ren khác nhau.
 Máy cắt chỉ
Máy cắt chỉ
Được sử dụng nhiều nhất trong số chúng:
- gậy;
- hình lăng trụ;
- vòng.
Máy cắt que bao gồm một thanh có đầu làm việc. Những loại này có nhiều cấu hình khác nhau. Chịu mài mòn nhất là máy cắt, mà các cạnh làm việc bằng hợp kim cứng được hàn. Chúng không cần đảo thường xuyên vì chúng vẫn sắc nét trong một thời gian dài.
Máy cắt lăng trụ chỉ được sử dụng để gia công mặt ngoài của phôi. Ưu điểm của chúng so với thanh là khả năng gia công các bề mặt lớn. Nhưng chúng nên được mài thường xuyên hơn.
Máy cắt tròn được sử dụng trong quá trình cắt ren trong và ren ngoài. Những công cụ này rất dễ sử dụng, diện tích sử dụng khá rộng. Máy cắt tròn cho phép nhiều cuộn lại.
 Máy cắt ren tròn
Máy cắt ren tròn
Theo sự khác biệt về thiết kế, dụng cụ cắt kim loại được chia thành một số loại:
- thẳng;
- cong cong;
- uốn cong;
- vẽ.
Đầu của bất kỳ dụng cụ có ren nào là đầu tròn hoặc vát mép. Biên dạng chỉ được tạo thành bởi một máy cắt có cấu hình thích hợp. Với các dụng cụ cắt có dạng uốn cong, một đường ren được cắt trên bề mặt của mẫu trống.
Máy cắt thẳng hiếm khi được sử dụng ở đây.Chỉ bên trong bộ phận được tạo bằng máy cắt cong, đôi khi là thẳng, được cố định trong một giá đỡ đặc biệt.
Máy cắt được chia thành các loại:
- làm bằng thép hợp kim tốc độ cao;
- với các tấm hợp kim cứng được hàn vào phần tử làm việc;
- cắt các phần đính kèm với các hạt dao nhiều cạnh có thể thay thế được cố định trên đầu.
Theo hướng của ren vít, các công cụ được phân biệt thành bên phải và bên trái. Khi làm việc, nguồn cấp dữ liệu đầu tiên đi từ trái sang phải, nguồn cấp dữ liệu thứ hai - nguồn cấp dữ liệu đi sang trái. Những cái phù hợp được sử dụng thường xuyên hơn.
Chúng tôi cắt sợi bằng khuôn
Đặc thù
Tiện ren được phát minh cách đây hai thế kỷ khi máy tiện trục vít lần đầu tiên xuất hiện ở Anh. Nhà phát minh G. Maudsley đã khám phá ra một phương pháp áp dụng các sợi chỉ chính xác và phát minh ra một thiết bị đo nó (micromet) với độ chính xác 0,0001 inch.

Cũng trong khoảng thời gian này, kỹ sư cơ khí D. Whitworth đã tạo ra cấu hình ren vít đầu tiên và đề xuất một hệ thống các tiêu chuẩn của nó. Kể từ đó, phát minh mang tên ông - khắc Whitworth. Nó hình thành cơ sở cho các tiêu chuẩn quốc gia khác nhau.

Đặc điểm chính của tiện ren là công cụ để thực hiện nó phải được làm bằng vật liệu có độ cứng lớn hơn phần tử được cắt, và để sản xuất công cụ này, phải sử dụng các thiết kế có phần tử cứng hơn trong thành phần.
Ngày nay, có vô số lựa chọn để luồn ống.
Điều quan trọng là chọn một trong những điều đó là cần thiết. Một kết quả tốt được đảm bảo nếu sử dụng vật liệu và công cụ chất lượng cao trong quá trình thực hiện công việc, tuân thủ các hướng dẫn cũng như công nghệ cắt
Khi phân luồng, tốt nhất là sử dụng một công cụ chất lượng, vì một lựa chọn rẻ tiền không có khả năng tồn tại lâu.

Bây giờ hầu hết các hệ thống đường ống được làm bằng nhựa. Thường cần phải gắn chặt các cấu trúc bằng cách sử dụng các phần tử kết nối bằng nhựa và kim loại. Trong lĩnh vực nội địa, những dây buộc như vậy là một giải pháp khá phổ biến, chúng được gọi là kết hợp. Trong các hệ thống thông tin liên lạc hiện đại, một trong những loại ống nhựa hoặc kim loại thường được sử dụng theo truyền thống. Tuy nhiên, trong một số trường hợp, nên sử dụng kết hợp các thiết kế.


Các ống có đường kính đến 40 mm được nối bằng phương pháp ren. Kết nối mặt bích được sử dụng cho các đường ống có đường kính lớn hơn, nơi không thể siết ren.

Việc kết nối ống polypropylene với ống kim loại được thực hiện bằng cách sử dụng các phụ kiện được thiết kế đặc biệt cho việc này. Chúng là các kết nối, một mặt có sợi kim loại và mặt kia có ống bọc nhựa. Nhiều kết nối kết hợp được thực hiện với các phụ kiện phức tạp đặc biệt.
