Cách sơn đường ống mạ kẽm bằng tay của chính bạn
Sau khi quyết định sơn một đường ống mạ kẽm bằng tay của chính bạn, trước tiên hãy đọc kỹ tất cả các giai đoạn của quy trình. Kết quả sẽ làm hài lòng trong nhiều năm, với điều kiện đáp ứng tất cả các yêu cầu về chuẩn bị đường ống và sơn.
Chuẩn bị bề mặt đường ống
Trước đây, các chuyên gia khuyến cáo để sản phẩm chịu được một năm tiếp xúc với khí quyển rồi mới sơn. Yêu cầu này là do quá trình tự nhiên của quá trình oxy hóa kẽm và sự hình thành của cái gọi là "gỉ trắng". Với sự ra đời của các chế phẩm tạo màu hiện đại, nhu cầu làm lão hóa đường ống đã không còn nữa.

Thông thường, thành phẩm làm bằng thép mạ kẽm rời băng tải nhà máy trong chất bôi trơn bảo vệ đặc biệt. Lớp này bảo vệ lớp mạ kẽm khỏi tiếp xúc nhanh với môi trường, nhưng trước khi sơn, để lớp sơn không bị bong tróc thì phải tẩy bằng dung dịch kiềm. Dung dịch phải được tráng kỹ bằng nước và để khô hoàn toàn.
Quy trình sơn
Trước khi sơn, để nâng cao độ bám dính của lớp kẽm với sơn, nên xử lý bề mặt ống bằng một lớp sơn lót chuyên dụng. Một số thợ thủ công khuyên bạn nên làm sạch lớp kẽm bằng bất kỳ chất mài mòn nào, chẳng hạn như giấy nhám. Nhưng cần nhớ rằng làm theo cách này sản phẩm sẽ mất đi tính chất bảo vệ của kẽm.
Sau khi chọn loại sơn phù hợp với các khuyến nghị và điều kiện hoạt động trong tương lai của đường ống, sau khi lớp sơn lót đã khô hoàn toàn, bạn cần tiến hành sơn chính nó. Thuận tiện nhất là thi công bằng súng phun, nhưng bạn cũng có thể dùng cọ hoặc con lăn nhỏ. Sau khi sơn lớp đầu tiên, để sơn khô trong thời gian quy định của nhà sản xuất. Sau đó sơn lớp thứ hai và để khô lại. Sau đó, ống mạ kẽm đã sẵn sàng để lắp đặt và sử dụng.
Video tô màu
Để có hình ảnh trực quan hơn về việc sơn ống mạ kẽm, bạn nên làm quen với video sơn (tấm tôn được sơn trong video, nhưng không có sự khác biệt về công nghệ). Nó trình bày chi tiết quy trình với các hướng dẫn từng bước, đưa ra các khuyến nghị sẽ giúp bạn thực hiện công việc tốt nhất có thể và xem xét những sai lầm điển hình của người mới bắt đầu.
Kết luận, tôi muốn lưu ý rằng ống kim loại bằng thép mạ kẽm được các nhà xây dựng khu vực tư nhân ưa chuộng do độ tin cậy và chi phí thấp. Sau khi xem qua bài viết về cách chọn sơn và sơn đường ống, bạn có thể kéo dài tuổi thọ của nó trong nhiều năm.
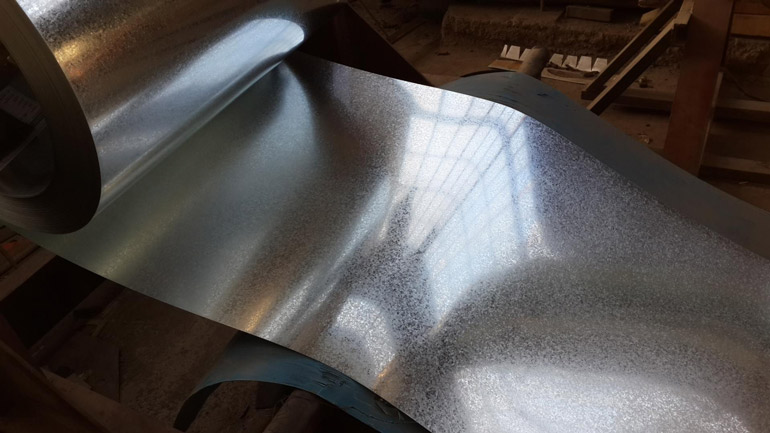
Thép mạ kẽm là gì
Trong sản xuất các sản phẩm xây dựng, người ta thường phủ lên tấm thép một lớp kẽm mỏng. Điều này làm tăng tuổi thọ của sản phẩm do khả năng chống ăn mòn và môi trường xâm thực. Thép cuộn mạ kẽm được sử dụng để sản xuất vật liệu lợp mái và hàng rào, hệ thống cấp nước và nhiều lĩnh vực khác.
Cách phân biệt thép không gỉ và thép mạ kẽm
Không giống như mạ kẽm, thép không gỉ là một hợp kim với việc bổ sung crom. Tấm thép không gỉ không được tráng phủ, bề mặt và màu cắt của nó đồng nhất, thường là màu xỉn. Thép mạ kẽm, trong quá trình sơn phủ, được bao phủ bởi các hoa văn kết tinh đặc trưng, hoặc có bề mặt gương với một màu xanh lam.
Nếu thép không gỉ được xử lý để tráng gương, bạn sẽ có thể tìm ra chính xác thứ ở phía trước bằng phản ứng hóa học. Axit clohydric nên được nhỏ vào mép của tấm thép. Tương tác với kẽm, hydro clorua tạo ra các đốm sủi bọt trên bề mặt.Ngoài ra, hợp kim crom không có từ tính, nếu nam châm được gắn vào một tấm thép, nó có thể được mạ kẽm.
Các loại và sự khác biệt của màu sắc
Trong số vô vàn các loại sơn khác nhau, cần phải nhớ rằng không phải loại sơn nào cũng phù hợp với công việc kim loại, những bề mặt như vậy được coi là loại sơn khó sử dụng nhất. Theo những ưu điểm của chúng, thuốc nhuộm bột polyme có thể được gọi là lý tưởng. Chúng được kết hợp hoàn hảo với kim loại, bền, chống mài mòn. Nhưng chúng có một nhược điểm lớn - quá trình tạo màu chỉ có thể thực hiện được với sự trợ giúp của thiết bị đặc biệt.
Tự làm với thuốc nhuộm acrylic, alkyd và vinyl. Khi chọn sơn để sơn phủ nhà, không nên quá tiết kiệm chi phí cho một sản phẩm sơn mà hãy lựa chọn theo đúng khuyến cáo của các bác sĩ chuyên khoa.
Acrylic
Sơn acrylic cho kim loại xuất hiện cách đây không lâu nhưng đã nhanh chóng được mọi người biết đến. Lớp sơn này bền, không phai màu và chống ăn mòn tốt do có thành phần là dung môi hữu cơ và các chất phụ gia đặc biệt. Không bị nứt theo thời gian, không hỗ trợ quá trình đốt cháy, chịu được nhiệt độ cao.

Giá thành của sơn acrylic cũng rất hấp dẫn. Ngoài ra, rất tiện lợi khi làm việc với nó - nếu nó dính trên da cho đến khi khô hoàn toàn, sơn sẽ được rửa sạch bằng nước. Thân thiện với môi trường và không có mùi hóa chất đặc trưng cho phép bạn sử dụng trong nhà có trẻ nhỏ.
Alkyd
Sơn alkyd được kết hợp tốt với các bề mặt mạ kẽm. Không giống như dầu, chúng bảo vệ khỏi rỉ sét và vết nứt. Chúng có tốc độ khô và độ bám dính tốt. Chúng cho một màu bóng dày đặc. Chúng tương đối rẻ.

Nhược điểm bao gồm dễ cháy và khả năng chịu nhiệt kém dưới ánh nắng trực tiếp
Điều quan trọng là làm việc với chúng ở khu vực thông gió tốt, vì khói của chúng rất độc. Ngoài ra, theo thời gian, các hợp chất alkyd phản ứng với lớp kẽm, và làm giảm các đặc tính bảo vệ của nó.
Men vinyl
Nhược điểm đáng kể duy nhất của men vinyl là giá thành cao. Chúng có đặc tính bao phủ tuyệt vời, dễ thi công, có khả năng chống ăn mòn và sự tấn công của hóa chất. Chúng tạo thành một lớp phủ chống nước và thời tiết, chịu được sự thay đổi nhiệt độ từ -60 ℃ đến + 100 / + 130 ℃.
Kết nối ống mạ kẽm bằng hàn hàn
Từ các ví dụ trên, có thể thấy rằng hàn bằng điện cực và mỏ hàn khí dẫn đến phá hủy lớp bảo vệ kẽm, và nếu nó có thể được phục hồi từ bên ngoài bằng một số cách hiệu quả, thì bề mặt bên trong không được bảo vệ.
Dựa trên những thiếu sót của hai phương pháp kết nối các sản phẩm với quá trình mạ kẽm, một phương án trung gian đã được phát triển để kết hợp những phẩm chất tích cực của chúng - phương pháp hàn. Bản chất của nó nằm ở chỗ, khi hàn người ta sử dụng đầu đốt gas với nhiệt độ cháy thấp hơn hồ quang điện, phụ gia không gỉ và chất trợ dung bảo vệ bề mặt kẽm tại điểm tiếp xúc với ngọn lửa và xung quanh đường hàn.
Chúng tôi sẽ xem xét công nghệ thực hiện các công việc hàn và hàn sử dụng vật liệu của nhà cung cấp sản phẩm của Pháp cho thị trường nội địa Castolin là một ví dụ.
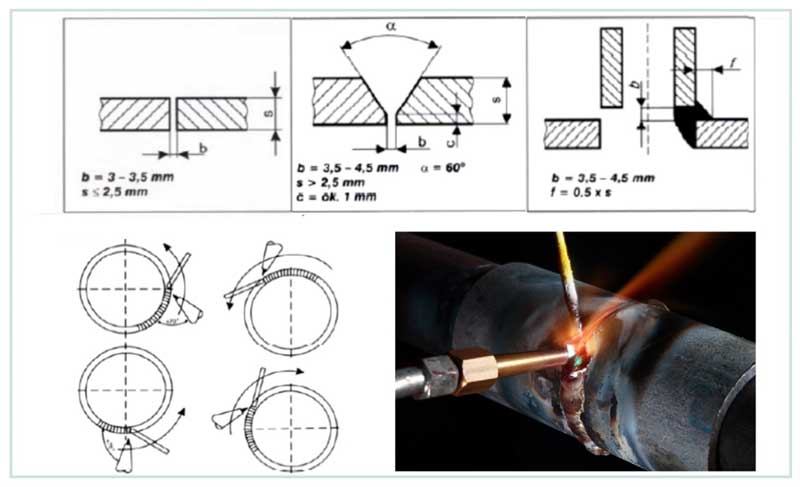
Cơm. 15 Dung sai hàn và vị trí mỏ hàn
Chuẩn bị và hàn
Để nối các bộ phận mạ kẽm, các loại hàn Castolin khác nhau (18, 18F, 18MF, 18 XFC) được sử dụng, đắt nhất trong số đó là Castolin 18XFC 2.0 mm trên cơ sở đồng kẽm (57% đồng và 42% kẽm) với việc bổ sung bạc (1%) có nhiệt độ nóng chảy 870 - 895º C. Những chất hàn như vậy được sử dụng để hàn cường độ cao thép hợp kim và không hợp kim, vật liệu mạ kẽm, hàn các bộ phận đồng và niken, chất tương tự trong nước của Castolin 18XFC là L -57. Các giai đoạn chính của công việc chuẩn bị trước khi hàn và thực hiện:
- Chuẩn bị đường ống để đấu nối. Nếu chiều dày thành nhỏ hơn 2,5 mm thì sử dụng mối nối đối đầu, đối với các giá trị lớn hơn 2,5 mm thì sử dụng gia công chữ V. Góc nghiêng của các đầu được gia công là 60 độ có được bằng cách loại bỏ cơ học của lớp bằng cách mài, phay hoặc thủ công bằng máy mài, giấy nhám hoặc giũa.
- Lựa chọn ngọn lửa. Đối với mục đích sử dụng trong gia đình, đường kính vòi đốt từ 1 - 2 mm là khá đủ, với ngọn lửa này có thể hàn các ống có đường kính đến 250 mm với độ dày thành ống từ 2 - 6 mm. Để xác định chính xác kích thước của đầu phun để hàn, hãy lấy đường kính của nó nhỏ hơn một kích thước so với đường hàn tiêu chuẩn thông thường.
- Điều chỉnh ngọn lửa. Chế phẩm axetylen-oxy với lượng oxy dư được sử dụng - trong trường hợp này, các oxit silic được hình thành để ngăn cản sự bay hơi của kẽm. Ngọn lửa không liên tục góp phần làm quá nhiệt và bốc hơi kẽm ở các khu vực tiếp giáp với đường nối, vì vậy việc điều chỉnh chính xác là rất quan trọng - ngọn lửa đốt phải đồng đều.
- kỹ thuật hàn. Để nối hai cạnh, kỹ thuật hàn "tay trái" được sử dụng, trong đó vật hàn ở phía trước ngọn lửa, đầu đốt phải có góc nghiêng từ 15 đến 30 độ khi lấp đầy đường nối, nếu đường hàn nấu chảy được thực hiện , góc được đặt thành 70 đến 75 độ. Chiều rộng của khe hở giữa các bộ phận, chiều dày hoặc chiều cao của cốt thép được chọn phù hợp với Hình 15.

Cơm. 16 Hàn mạ kẽm
Ứng dụng Flux
Trước khi sơn phủ bề mặt, các sản phẩm mạ kẽm phải được xử lý bằng chất trợ dung Castolin 18, chúng phủ bề mặt bên ngoài và bên trong của các bộ phận được gắn bằng một dải rộng ít nhất 20 mm tính từ cuối. Ngoài việc bảo vệ kẽm, nóng chảy ở 416º C, khỏi sự bay hơi xảy ra ở 906º C, màu sắc của thông lượng báo hiệu bắt đầu hàn.
Với độ dày của tường lên đến 4 mm, sử dụng đường nối một lần, khi kết thúc công việc, bề mặt bên ngoài được làm sạch bằng bàn chải không gỉ và bề mặt bên trong được rửa sạch bằng nước sau 24 giờ.
Có được phép hàn ống mạ kẽm không và các tính năng của nó
Vấn đề chính trong việc hàn đường ống thép mạ kẽm là sự hiện diện của lớp phủ ngăn quá trình nhiệt hạch. Vì điểm sôi của kẽm là 906º C và mối hàn được nung nóng đến 1200º C, kẽm sẽ cháy hết trong quá trình hàn và chỉ sau đó thép được nối lại. Thực hiện công việc hàn với thép mạ kẽm có các tính năng sau:
- Những thợ hàn có ít kinh nghiệm không phải lúc nào cũng có thể hàn đều vỏ kẽm và có được đường may đều - để không tạo ra các vấn đề khác, trước khi hàn, dễ dàng hơn để loại bỏ lớp bảo vệ của lớp phủ bằng máy mài có đĩa kim loại, dũa hoặc giấy nhám. Hóa chất cũng được sử dụng cho việc này - lớp mạ có thể được loại bỏ bằng cách sử dụng các dung dịch axit clohydric, nitric và sulfuric.
- Khói kẽm gây hại đáng kể cho sức khỏe con người, có vị ngọt, do đó, cần tuân thủ các yêu cầu sau của quy định an toàn (TB) trước khi thực hiện công việc hàn. Cần cung cấp cho nơi làm việc thông gió dòng chảy, theo quy định về an toàn, thợ hàn bị cấm làm việc và sử dụng các phương tiện bảo vệ đường hô hấp khỏi sự xâm nhập của khói kẽm.
- Các phương pháp hàn tiêu chuẩn dẫn đến hư hỏng lớp kẽm, trong khi đường nối vẫn không được bảo vệ và khả năng chống ăn mòn tổng thể của toàn bộ kết cấu hàn bị giảm đáng kể. Để bảo vệ đường nối tiếp theo, tốt hơn là sử dụng các hợp chất mạ kẽm lạnh có chứa kẽm tương tự, công nghệ và vật liệu được mô tả ở trên.
- Đôi khi, do kẽm bay hơi dữ dội, bề mặt của ống được bao phủ bởi các vết nứt nhỏ, để ngăn chặn ảnh hưởng này, người ta sử dụng chất trợ dung. Mục đích chính của chất trợ dung hàn là cách ly bề mặt đường hàn khỏi sự tiếp cận của oxy, ổn định sự cháy của hồ quang, tạo mối hàn và pha tạp để làm giàu mối nối đường hàn với kim loại.
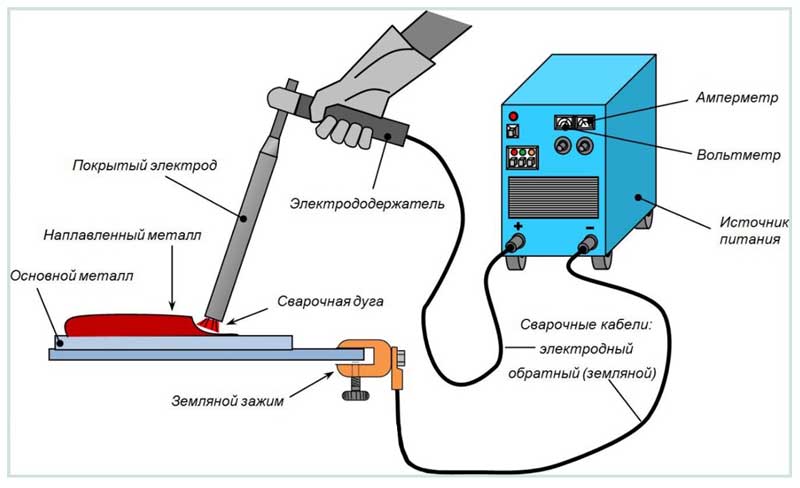
Cơm. 7 Hàn hồ quang điện
Lựa chọn điện cực
Quá trình hàn ống mạ kẽm khác với quá trình hàn kim loại đen. Đặc điểm công nghệ của công trình là giảm thời gian hàn đồng thời tăng cường độ dòng điện của quá trình. Các điện cực phủ Rutile cho phép đạt được điều này.

Điện cực Rutile
Điện cực Rutile là điện cực có lớp phủ bao gồm oxit titan với các tạp chất của aluminosilicat và cacbonat.
Ưu điểm của điện cực phủ rutile:
- sự hiện diện của oxit titan tạo điều kiện thuận lợi cho quá trình đánh lửa của điện cực khi bắt đầu làm việc hoặc khi nó bị suy giảm trong quá trình làm việc;
- đặc tính của hồ quang hàn giúp cho đường hàn có chất lượng cao, không bị chảy, nứt, có khả năng chống mài mòn cao;
- sự bắn tung tóe của kim loại tối thiểu làm giảm sự mất kim loại nóng chảy.
Sự hiện diện của bột sắt trong lớp phủ rutil làm giảm mức độ hợp kim của thép, làm tăng độ bền của mối nối.
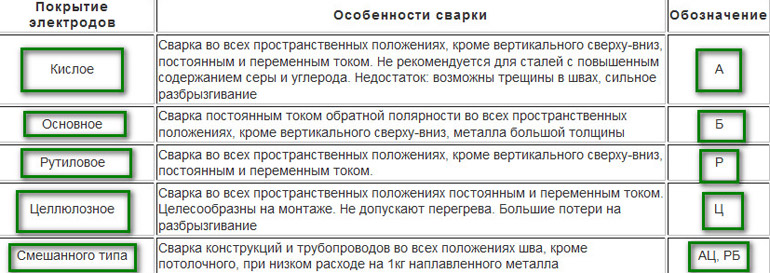
Giải thích và chỉ định các điện cực
Điện cực cơ bản
Các điện cực phủ cơ bản được sử dụng để hàn các ống thép hợp kim thấp có thành dày. Sơn tĩnh điện ở đây có thành phần phức tạp gồm các hợp chất ferroalloys, canxi florua, magie.
Quá trình nấu nướng đi kèm với việc giải phóng các ôxít cacbon, giúp bảo vệ kim loại nóng chảy khỏi tác hại của ôxy và hydro trong khí quyển.
Sự khác biệt giữa ống mạ kẽm và ống thông thường
Khoảng 60% kẽm chiết xuất từ ruột trái đất của ngành công nghiệp khai thác được sử dụng trong sản xuất các sản phẩm cán mạ kẽm, 20% khác được sử dụng để mạ các kết cấu kim loại (trường hợp ô tô và thiết bị công nghiệp, vật liệu xây dựng), các bộ phận máy móc và các cơ chế.
Sự khác biệt giữa thép kết cấu và các kim loại không bị ăn mòn (thiếc, nhôm, chì, kẽm) là sau này, khi bị oxy hóa trong không khí, tạo thành một oxit, ở dạng màng bảo vệ, trở thành một rào cản đối với sự tiếp cận của oxi với kim loại. Do đó, bộ phim ngăn chặn quá trình oxy hóa tiếp tục và bảo vệ kim loại khỏi bị ăn mòn. Sắt, không giống như kim loại màu và hợp kim, trong quá trình ăn mòn tạo thành một hydroxit lỏng có khối lượng lớn, kết quả là oxy tự do xâm nhập vào bề mặt của nó và quá trình oxy hóa tiếp tục.
Bản chất của công nghệ này nằm ở chỗ, theo quan điểm điện hóa, sắt tạo thành một cặp điện hóa với kẽm, trong đó kẽm hoạt động hơn sẽ tham gia vào tương tác ăn mòn với oxy trước, khiến sắt ở trạng thái thụ động hóa học. Tương tự như vậy, sự ăn mòn của sắt có thể được tăng tốc đáng kể nếu thiếc, là một nguyên tố thụ động hơn trong cặp mạ với sắt, được phủ lên bề mặt của nó và vỏ của nó bị hư hỏng.
Ống kim loại của bất kỳ loại thép nào đều được mạ kẽm, không chỉ bao phủ bên ngoài mà còn cả bề mặt bên trong của chúng, trong khi chất lượng cao nhất và lớp đồng nhất đạt được trong các sản phẩm được cán liền mạch. Nhiều công nghệ khác nhau được sử dụng để ứng dụng kẽm, có thể được sử dụng không chỉ ở quy mô công nghiệp mà còn được sử dụng trong sản xuất tư nhân nhỏ - nhiều công ty thương mại đang tham gia vào việc mạ kẽm theo yêu cầu của các bộ phận thép.
Mẹo lựa chọn
Khi chọn một hoặc một loại sơn khác, trước hết, bạn nên chú ý đến các chức năng mà đường ống sẽ thực hiện. Nếu nó được thiết kế cho một cống lạnh, điều quan trọng hơn là phải tính đến các đặc tính chống ăn mòn
Đối với đường ống chịu nhiệt nước nóng. Thời hạn sử dụng phải bình thường, vì sau khi chúng hết hạn, thành phần của sơn bắt đầu sụp đổ.
giá xấp xỉ
Chi phí chính xác của sơn phụ thuộc vào nhiều thông số, chẳng hạn như nhà sản xuất, khối lượng đóng gói, nơi mua và các sắc thái khác. Bảng dưới đây cho thấy giá sơn gần đúng:
| Loại sơn | Giá mỗi kg, chà |
| Acrylic | 250-650 |
| Alkyd | 150-450 |
| Vinyl | 350-1000 |
Khi mua, hãy chú ý đến đề cập đến khả năng tương thích của loại vật liệu này với bề mặt kẽm trên bao bì với sơn. Không phải tất cả các loại sơn đều thích hợp để làm việc với mạ kẽm
Mục đích và phạm vi
Ống định hình được sử dụng trong các lĩnh vực khác nhau.Khi chỉ có các sản phẩm như vậy xuất hiện, hướng ứng dụng chính là đặt các phương tiện liên lạc để vận chuyển các phương tiện thể khí, chất lỏng. Ngày nay, khu vực sử dụng các sản phẩm như vậy đã mở rộng đáng kể. Chúng được sử dụng trong việc xây dựng các cấu trúc khác nhau: tòa nhà, hàng rào, v.v.
Ống định hình được sử dụng trong xây dựng cầu, các đối tượng yêu cầu sử dụng cốt thép bền. Sản phẩm đục lỗ sẵn được sử dụng trong sản xuất đồ nội thất. Với sự trợ giúp của các ống định hình với các đặc điểm khác nhau, các cấu trúc kim loại có độ phức tạp bất kỳ được tạo ra. Do những ưu điểm như sức bền, dễ gia công, các sản phẩm này được sử dụng trong đóng tàu và các ngành công nghiệp nặng khác.
Giai đoạn cuối cùng và quá trình xử lý tiếp theo của khớp
Ống mạ kẽm hàn có đường nối không được bảo vệ khỏi ăn mòn; khi hàn bằng đầu đốt khí, một phần đáng kể lớp mạ xung quanh mối nối bị cháy - tất cả điều này dẫn đến khả năng chống ăn mòn của mối nối kém. Trước và sau khi hàn, xử lý và làm nhẵn đường may bằng vật liệu mài mòn, các phương pháp sau được sử dụng để chống ăn mòn:
- Khi hàn bằng đầu đốt khí, sử dụng các thanh làm bằng vật liệu không gỉ chống ăn mòn (kẽm-cadmium, đồng thau).
- Để bảo vệ bề mặt bên ngoài, người ta sử dụng phương pháp phun kẽm nhiệt hoặc phủ các vật liệu chứa kẽm dưới dạng sơn.
Cần lưu ý rằng các phương pháp này có hiệu quả trong trường hợp sử dụng đường ống mạ kẽm để cung cấp khí đốt, nếu đường ống hàn được lắp đặt trong hệ thống sưởi thì lớp kẽm đã cháy hết từ bên trong không còn bảo vệ bề mặt của nó nữa, và sự ăn mòn sẽ xảy ra khá nhanh. Vì vậy, khi sử dụng ống kẽm để sưởi ấm, nó sử dụng các phương pháp hiện đại khác để kết nối chúng bằng cách sử dụng phụ kiện nối.

Cơm. 14 Các bộ phận hàn giáp với bề mặt kim loại kẽm - ngoại hình
Lợi ích của ống khói mạ kẽm
Kẽm bảo vệ tự động biến một đường ống kim loại thông thường thành một vật liệu chất lượng cao và đáng tin cậy có thể chống lại sự ăn mòn trong một thời gian rất dài. Ống khói làm bằng ống mạ kẽm được sử dụng trong nhiều điều kiện hoạt động khác nhau - hệ thống sưởi và lò sưởi tự trị, nhà ở nông thôn nhỏ, phòng tắm và phòng xông hơi khô.
Nguyên liệu thô được sử dụng làm nguyên liệu ban đầu trong sản xuất ống mạ kẽm là thép tấm thông thường, có độ mềm dẻo phù hợp. Thoạt nhìn, có vẻ như đây là một sản phẩm bằng thiếc, nhưng ấn tượng này là đánh lừa - kim loại được xử lý đúng cách có những đặc điểm hoàn toàn khác.

Ống khói mạ kẽm có nhiều ưu điểm:
- Bảo vệ đáng tin cậy của đường ống chống lại sự ăn mòn và các axit khác nhau;
- Khởi động hệ thống nhanh và ổn định lực kéo;
- Cài đặt đơn giản và nhanh chóng của một ống khói mô-đun, đạt được thông qua một sơ đồ kết nối đường ống đặc biệt;
- Thiết kế đơn giản, cho phép bạn tự lắp ráp ống khói;
- Tính linh hoạt, nhờ đó bạn có thể kết nối ống khói với nhiều nguồn nhiệt khác nhau;
- Dễ sửa chữa - một bộ phận bị hư hỏng có thể dễ dàng được thay thế bằng bộ phận mới mà không cần tháo rời hoàn toàn ống khói;
- An toàn cháy nổ (tuy nhiên, để đạt được điều đó, trong quá trình lắp đặt cần đảm bảo rằng không có sự tiếp xúc trực tiếp của ống khói với các vật liệu dễ cháy).
Ống khói thường được dẫn lên mái hoặc tường của tòa nhà. Trong trường hợp sau, ống khói phải được cách nhiệt để không gặp sự cố trong quá trình vận hành.
Lựa chọn điện cực
 Như đã đề cập, quá trình hàn đi kèm với việc giải phóng năng lượng nhiệt, vì vậy kẽm bắt đầu bay hơi nhanh chóng. Có nhiều khả năng kim loại này sẽ đi vào vũng hàn và trộn với thép.
Như đã đề cập, quá trình hàn đi kèm với việc giải phóng năng lượng nhiệt, vì vậy kẽm bắt đầu bay hơi nhanh chóng. Có nhiều khả năng kim loại này sẽ đi vào vũng hàn và trộn với thép.
Và điều này sẽ dẫn đến sự hình thành các lỗ rỗng và vết nứt ở mức độ kết tinh của thép, và kết quả là làm giảm chất lượng mối nối của các sản phẩm được ghép nối. Vì vậy, yêu cầu chính để hàn ống mạ kẽm là loại bỏ lớp kẽm ở khu vực mối nối.
Nếu không thể loại bỏ lớp phủ bảo vệ, thì các điện cực đặc biệt được sử dụng để kết nối các đường ống mạ kẽm. Về nguyên tắc, việc hàn một sản phẩm mạ kẽm thực tế không khác gì quá trình nối thép thông thường. Nhưng có một số sắc thái.
Thứ nhất, bản thân điện cực hàn là một thanh kim loại được sơn tĩnh điện. Nó là loại lớp bột ảnh hưởng đến kim loại nào có thể hàn được.
Trong trường hợp hàn ống mạ kẽm, các điện cực được sử dụng với lớp phủ rutil hoặc với lớp phủ cơ bản. Loại thứ nhất được sử dụng nếu ống được làm bằng thép cacbon (ví dụ, thép 20), loại thứ hai nếu chúng được làm bằng thép hợp kim thấp (C345).
Lớp phủ Rutile
 Các điện cực tráng Rutile được sử dụng. Rutile là một khoáng chất ở dạng oxit titan. Nó được sử dụng trong sơn tĩnh điện ở dạng cô đặc với hàm lượng hơn 50%. Thành phần này cũng bao gồm các aluminosilicat và cacbonat.
Các điện cực tráng Rutile được sử dụng. Rutile là một khoáng chất ở dạng oxit titan. Nó được sử dụng trong sơn tĩnh điện ở dạng cô đặc với hàm lượng hơn 50%. Thành phần này cũng bao gồm các aluminosilicat và cacbonat.
Xỉ thu được trong quá trình hàn có độ kiềm cao nên kim loại của mối nối có các chỉ tiêu như độ bền va đập cao và tăng khả năng bảo vệ chống nứt do nóng.
Yêu cầu duy nhất đối với điện cực rutil để hàn ống mạ kẽm là làm khô chúng trong một giờ ở nhiệt độ +200 ° C trước khi bắt đầu quy trình. Nhưng bạn có thể sử dụng vật tư tiêu hao chỉ sau một ngày.
Lớp phủ cơ bản
 Có thể sử dụng các điện cực phủ cơ bản. Lớp bột này có công thức phức tạp, bao gồm một số lượng lớn các chất hóa học khác nhau: magiê, canxi, florit và ferroalloys.
Có thể sử dụng các điện cực phủ cơ bản. Lớp bột này có công thức phức tạp, bao gồm một số lượng lớn các chất hóa học khác nhau: magiê, canxi, florit và ferroalloys.
Khi đốt cháy bên trong vùng hàn, bột sẽ giải phóng carbon dioxide và carbon monoxide, bảo vệ kim loại nóng chảy khỏi tác dụng của oxy và hydro. Hai điều cuối cùng làm giảm chất lượng hàn. Thông thường, các điện cực này được sử dụng để hàn đường ống dẫn từ các đường ống có thành dày.
Ưu điểm và nhược điểm
Những phẩm chất tích cực của sản phẩm hồ sơ:
- cường độ cao;
- dễ xử lý;
- khả năng hoàn thiện thiết kế bằng cách uốn cong;
- trọng lượng tương đối thấp do khoang bên trong;
- tính phổ quát;
- một loạt các giống;
- tuổi thọ lâu dài (30-50 năm);
- độ dẫn nhiệt thấp;
- khả năng chống tăng áp lực bên trong sản phẩm cao hơn, cũng như búa nước;
- Khi sử dụng các sản phẩm mạ kẽm làm cốt thép trong quá trình xây dựng các tòa nhà, sẽ làm giảm áp lực lên nền, điều này là do ống kim loại chịu một phần tải trọng đáng kể;
- khả năng hoạt động trong điều kiện khắc nghiệt.
Một ưu điểm khác của việc mạ kẽm là không cần xử lý thêm. Để kéo dài tuổi thọ, lớp phủ bảo vệ hiện có là đủ. Có một số hạn chế đối với sản phẩm này. Vì vậy, họ lưu ý rằng một mức giá cao hơn so với các sản phẩm tương tự làm bằng kim loại đen. Ngoài ra, các sản phẩm tráng kẽm rất dễ bị hư hỏng cơ học. Nếu tính toàn vẹn của lớp bảo vệ bị vi phạm, tuổi thọ của cấu trúc của các đường ống như vậy sẽ giảm đáng kể.
Các loại ống khói và phụ kiện mạ kẽm
Có hai loại ống được sử dụng để trang bị cho ống khói:
- Mạch đơn;
- Mạch kép.
Các mục sau đây nên được bao gồm với một ống khói như vậy:
- Tees;
- bộ điều hợp;
- Khớp nối;
- các cửa sập sửa đổi;
- Van khử ẩm;
- Hỗ trợ gắn kết cấu trúc gần các bề mặt thẳng đứng.

Hệ thống đơn giản được sử dụng thành công trong các tòa nhà chỉ hoạt động vào mùa hè (nhà tắm nông thôn hoặc nhà nhỏ).Việc lắp ráp một ống khói một mạch khá đơn giản và nằm trong khả năng của một chủ nhân tốt, nhưng thiết kế hoàn thiện có một nhược điểm nghiêm trọng - mức độ ngưng tụ quá cao.
Ống gas mạ kẽm một mạch không phù hợp với những lựa chọn hệ thống đi ra ngoài không khí mà không có lớp cách nhiệt - điều này dẫn đến việc đường ống bị phá hủy nhanh chóng do sự xuất hiện tích cực của hơi ẩm và lâu nóng lên vào mùa đông. Một thiết kế như vậy chỉ có thể được sử dụng tạm thời - ví dụ, khi xây dựng một ngôi nhà mới cần phải được sưởi ấm ít nhất bằng cách nào đó, và các giải pháp nghiêm túc vẫn chưa thể được thực hiện.

Ống khói làm bằng ống mạ kẽm hai mạch ngoài hiệu suất cao còn có chất lượng thị giác tốt, điều này đạt được nhờ một lớp phủ đặc biệt được sử dụng để gia công hầu hết các bộ phận kim loại.
Ống khói mạch kép có một số ưu điểm:
- Độ tin cậy cao;
- Nâng cao hiệu quả của thiết bị sưởi ấm;
- Bảo vệ chống lại sự xuất hiện của nước ngưng;
- Khả năng làm việc ở nhiệt độ lên đến 450 độ;
- khiếu thẩm mỹ.
Sự kết luận
Khi chọn một ống khói hoặc các yếu tố cần thiết cho việc lắp đặt của nó, cần phải tính đến đường kính của các đường ống để cấu trúc có thể dễ dàng lắp ráp. Ngoài ra, khi lựa chọn một thiết kế, cần phải xem xét tất cả các đặc điểm của nó và tính đến chúng trong quá trình lắp đặt. Một ống khói mạ kẽm được lắp đặt đúng cách sẽ thực hiện các chức năng được giao với chất lượng cao.
Nó là gì
Ống định hình mạ kẽm được sản xuất bằng các phương pháp khác nhau. Điều hợp nhất chúng là sự cần thiết phải tạo thành các khoảng trống kim loại. Trong trường hợp này, phương pháp biến dạng nguội hoặc nóng được sử dụng. Chúng khác nhau về nhiệt độ vật liệu. Với quá trình tạo hình nóng, quy trình được thực hiện dễ dàng hơn, vì kim loại được nung nóng tốt được đặc trưng bởi tính dẻo. Khi sử dụng phương pháp khác, nguy cơ phá vỡ tính toàn vẹn của sản phẩm tại các nếp gấp sẽ tăng lên.
Trong sản xuất, các loại vật liệu khác nhau được sử dụng. Thép cacbon cao là phổ biến. Đây là loại kim loại có nhiều nhựa nhất, do đó đảm bảo chất lượng cao của sản phẩm profile. Sau khi kết thúc quá trình sản xuất, các khoảng trắng phải được phủ một lớp chế phẩm chứa kẽm. Trong trường hợp này, bề mặt được bão hòa bằng kẽm.
Để bảo vệ đường ống khỏi bị ăn mòn trong tương lai, các phương pháp khác nhau được sử dụng:
- Sau khi đúc, các sản phẩm được làm sạch, cho phép bạn loại bỏ các khuyết tật nhỏ nhất. Sau đó, chúng được nhúng vào một bình chứa với dung dịch chứa kẽm lỏng. Độ dày của lớp bảo vệ có thể thay đổi tùy theo mục đích sử dụng của sản phẩm. Thông số này được xác định bằng số lần ngâm trong bể kẽm nóng chảy.
- Trong sản xuất ống kim loại, tấm mạ kẽm được sử dụng. Trong quá trình sản xuất, lớp phủ bảo vệ có thể bị biến dạng, ví dụ như trong quá trình hàn. Những khu vực này nếu không được xử lý bằng dung dịch chứa kẽm, đường ống sẽ nhanh chóng bị rỉ sét, giảm tuổi thọ.
Có một lựa chọn thay thế - phương pháp mạ kẽm lạnh. Trong trường hợp này, thiết bị đặc biệt được sử dụng, với sự trợ giúp của lớp phủ bảo vệ được áp dụng cho các phôi kim loại. Việc mạ kẽm bằng công nghệ này cũng có thể được thực hiện thủ công. Phương pháp này dựa trên nguyên lý tương tác của các phân tử của 2 kim loại dưới tác dụng của dòng điện. Nhờ đó, lớp sơn bảo vệ bám chắc vào bề mặt kim loại.
Tôi có cần sơn kim loại mạ kẽm không
Lớp kẽm trên bề mặt thép phản ứng chậm, nhưng với môi trường bên ngoài. Các tấm thép trong quá trình sản xuất ống phải chịu áp lực cán, cắt, hàn các mối nối. Những bộ phận này trở nên dễ bị hư hỏng hơn, làm giảm tuổi thọ của toàn bộ đường ống. Phủ một lớp sơn giúp tăng độ bền, mang lại vẻ thẩm mỹ
Nhưng có một số sắc thái quan trọng cần xem xét để tránh những sai lầm khó chịu làm giảm mọi nỗ lực xuống con số không.
Thành phần sơn phải đáp ứng những yêu cầu nào
Ở vĩ độ trung bình và bắc, điều kiện thời tiết ảnh hưởng đặc biệt mạnh đến lớp phủ, vì vậy điều quan trọng là phải bảo đảm các cấu kiện của tòa nhà bằng tất cả các phương tiện sẵn có. Khi chọn sơn cho ống mạ kẽm cho cống, điều quan trọng là phải tính đến một số yêu cầu đối với nó.
Sơn phải cung cấp:
- Bảo vệ đáng tin cậy khỏi các yếu tố môi trường.
- Chống nắng phai.
- Kết dính tốt với lớp kẽm.
- Chịu được độ ẩm và nhiệt độ khắc nghiệt.
- Nhanh khô và dễ thi công.
Các yêu cầu này đặc biệt liên quan đến các đường ống được thiết kế để lắp đặt ngoài trời. Các thành phần sơn cho thép sẽ cung cấp sự bảo vệ và một vẻ ngoài hấp dẫn.
Phương pháp gắn đế
Điều quan trọng là phải kết nối đúng cách các ống thép mạ kẽm với nhau. Nếu công nghệ buộc không được tuân thủ, tính toàn vẹn của lớp phủ bảo vệ sẽ bị vi phạm
Phương pháp neo đậu trong quá trình lắp đặt hệ thống đường ống, kết cấu kim loại:
- Các yếu tố kết nối đặc biệt: phụ kiện, hệ thống càng cua. Tùy chọn này phù hợp với các kết cấu nhẹ. Kết nối các phần tử cho phép bạn duy trì tính toàn vẹn của quá trình mạ kẽm. Đồng thời, chúng quấn quanh sản phẩm từ mọi phía, được cố định bằng dây buộc.
- Vòng cổ, ống nhánh có mặt bích. Các dây buộc này được sử dụng khi lắp đặt các đường ống tròn, được thiết kế cho các tải trọng khác nhau. Kẹp được sử dụng trong quá trình lắp đặt sản phẩm ở bất kỳ khu vực nào. Ống có mặt bích được lắp đặt khi kết nối ống sóng với bề mặt phẳng, chẳng hạn như trần nhà, sàn nhà, v.v.
Khi lựa chọn các phần tử kết nối, các đặc tính của giao tiếp được tính đến. Quan trọng nhất là hình dạng và kích thước của mặt cắt. Các phụ kiện phải được lựa chọn để trong tương lai có thể tạo ra khoảng cách tối thiểu giữa bề mặt bên ngoài của ống gấp nếp và thành bên trong của phần tử kết nối.
Ống cách nhiệt mạ kẽm được sử dụng ở đâu?
Phạm vi của ống PPU mạ kẽm để vận chuyển vật liệu lỏng, khí và vật liệu rời được quy định bởi GOST 30732-2006, thiết lập các thông số sau của phương tiện vận chuyển:
- Áp suất làm việc trong hệ thống cấp nước và hơi - không quá 16 bar. (ATM.).
- Nhiệt độ danh nghĩa của chất mang lên đến + 140º C, nhiệt độ của chất lỏng đi qua có thể tăng lên + 150º C nếu hệ thống sưởi hoạt động ở chế độ +70 - + 150º C, đặt ở nhiệt độ ngoài trời dưới -35º C trong phần châu Âu của Nga, ở Siberia và Viễn Đông.
Đường ống PPU với lớp cách nhiệt mạ kẽm là một sản phẩm được thiết kế để đặt bề mặt của thông tin liên lạc nhiệt; khi được đặt dưới lòng đất, nó được kéo trong các đoạn kênh và đường hầm, các lĩnh vực ứng dụng chính của nó:
Ngành công nghiệp dầu mỏ và khí đốt. Các đường ống có lớp phủ bọt polyurethane trong vỏ được sử dụng để đặt nền đường ống dẫn dầu và khí đốt; trong khí hậu của miền Viễn Bắc, lớp cách nhiệt ngăn cản sự làm mát quá mức của các sản phẩm dầu và khí đốt, làm giảm tính di động của chúng.
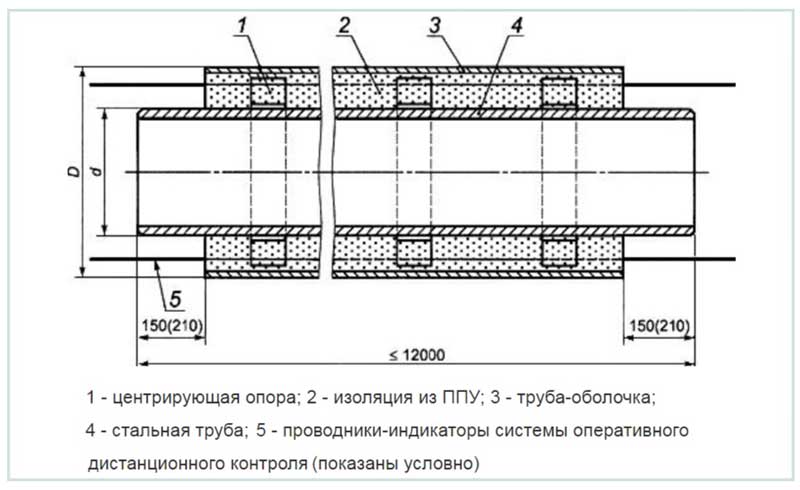
Cơm. Vỏ bọc 3 PPU - thiết kế ống theo GOST 30732-2006
- Công nghiệp hóa chất và thực phẩm. Trong quá trình sản xuất hóa chất và thực phẩm, thông qua đường ống cách nhiệt, các thành phần được nung ở nhiệt độ cao, là một phần của quy trình công nghệ, được đưa vào các thùng chứa và bể chứa, vừa giảm thất thoát nhiệt lại giảm giá thành sản phẩm.
- Khối cầu xã. Ống PPU là loại ống chính cho hệ thống cấp nước nóng và sưởi ấm tòa nhà, việc sử dụng chúng cho phép bạn bảo vệ đường ống làm mát và do đó, tiết kiệm đáng kể nguồn nhiệt để làm nóng nước.
- Kinh tế hộ gia đình.Trong cuộc sống hàng ngày, các đường ống nhà máy có lớp cách nhiệt PPU làm sẵn và vỏ bọc mạ kẽm để cấp nước nóng rất hiếm khi được sử dụng - chúng phải được đặt bên ngoài trên bề mặt, điều này không thể chấp nhận được trên các lô đất riêng lẻ. Một trong những tùy chọn để sử dụng là lắp đặt làm vật liệu cách nhiệt cho ống khói đã hoàn thành.
Ngoài ra, vỏ cách điện trượt và đúc sẵn của nhiều loại khác nhau có các phần tử khóa, được lắp đặt theo nguyên tắc vỏ, được làm bằng thép mạ kẽm, lĩnh vực ứng dụng của chúng:
- Hệ thống kỹ thuật nội bộ - đường ống cấp nước nóng và lạnh, sưởi ấm, trục thông gió.
- Cách ly các ống khói của bếp và lò sưởi với môi trường và ở những nơi đi qua các vách ngăn trần và tường, mái nhà.
- Bố trí các tuyến nhiệt trong các hầm và bộ thu nhiệt kín.
- Cách ly các bộ phận hở của máy và cơ cấu có nhiệt độ cao tiếp xúc để tránh bị bỏng.

Cơm. 4 Thông số kích thước của ống PPU và vỏ thép cách điện
Vấn đề nối ống kẽm bằng hàn
Có ba mặt của vấn đề hàn kim loại mạ kẽm. Thứ nhất là kẽm nếu công nhân hít phải có thể gây ngừng hô hấp. Nhiệt độ hàn của thép dao động khoảng 1200 độ. Trong trường hợp này, lớp mạ kẽm bắt đầu bay hơi ở nhiệt độ trên 900 độ một chút.
Nếu công việc hàn được thực hiện trong nhà, thì cần phải đảm bảo thông gió hiệu quả.
Vấn đề thứ hai là sự hiện diện của kẽm nóng chảy làm giảm chất lượng của khớp. Kẽm được trộn với hợp kim cơ bản, nhúng vào mạng tinh thể và làm suy yếu nó. Sự bay hơi mạnh của lớp mạ kẽm gây ra sự hình thành bong bóng, lỗ hổng và sự không đồng nhất của mối hàn.
Có vẻ như bằng cách loại bỏ lớp mạ ở đường giao nhau, có thể kết nối các đường ống một cách an toàn và hiệu quả. Tuy nhiên, vấn đề thứ ba nằm ở đây - việc loại bỏ lớp mạ cục bộ dẫn đến sự mài mòn nhanh chóng của liên lạc tại các điểm giao nhau.