Chuẩn bị hàn đồng với nhôm, đồng thau, thép không gỉ, sắt
Giai đoạn chuẩn bị, bao gồm việc mua các thiết bị, vật liệu, thiết bị bảo vệ cá nhân cần thiết và chính quy trình hàn.
Có hai cách để hàn đồng với đồng: nhiệt độ cao và nhiệt độ thấp. Đầu tiên liên quan đến việc nung nóng kim loại đến 900 ° C, nó được sử dụng cho các đường ống có tải trọng áp suất hoặc nhiệt độ cao. Đối với hàn nhiệt độ cao, vật liệu dành cho việc này được sử dụng: thuốc hàn cứng ở dạng que (điểm nóng chảy của chất hàn khoảng 900 ° C) và thông lượng cacbua.
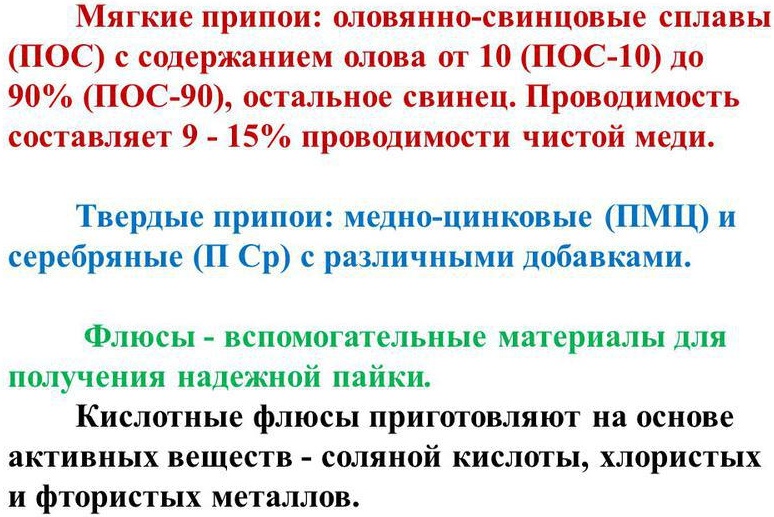
Để hàn đồng bằng phương pháp nhiệt độ thấp, cần phải nung kim loại đến 600 ° C (thường là 300–380 ° C), có thể đạt được trong điều kiện trong nước. Đối với quy trình này, thuốc hàn mềm được sử dụng để hàn đồng và đồng thau ở dạng dây hoặc thanh có tiết diện lên đến 3 mm và thông lượng dễ chảy hơn. Hàn là hợp kim của thiếc, trên 97%, với các kim loại khác: đồng, selen, bạc, antimon.
Chất trợ dung để làm gì? Chỉ có thể hàn chính xác ống đồng bằng chất trợ dung - một chế phẩm dạng bột nhão đặc biệt (với kẽm clorua), được áp dụng cho bề mặt của các đoạn ống được nối với một dải rộng. Nó thực hiện một số chức năng:
- ngăn cản quá trình oxy hóa kim loại bằng cách loại bỏ oxy;
- cải thiện độ bám dính của vật hàn với đồng;
- là chỉ số cho biết kim loại đã đủ nóng, báo hiệu khi nào cần mang thuốc hàn và đồng hàn;
- thúc đẩy sự lan tỏa đồng đều của chất hàn trên mối nối.
Kỹ thuật an toàn. Mặc dù quy trình này đơn giản nhưng các ống đồng phải được hàn tuân thủ các quy tắc an toàn. Nguy hiểm khi bị bỏng không chỉ là ngọn lửa của bản thân đầu đốt, mà còn là kim loại bị nung nóng. Đồng dẫn nhiệt tốt, do đó, trong quá trình hoạt động, không chỉ khu vực đặt vật hàn và vật hàn được đốt nóng, mà toàn bộ đường ống và nó nguội từ từ. Nếu cần thiết phải hàn các ống đồng chưa được lắp sẵn vào hệ thống đường ống, thì việc chuẩn bị bao gồm đặt chúng trên các giá đỡ không cháy, nơi chúng có thể nguội trong thời gian dài. Trước khi chạm vào kim loại hàn khỏi vị trí của nó, bạn nên đợi cho đến khi nó nguội hẳn.

Mối nguy hiểm trước mắt là ngọn lửa bùng phát của đầu đốt, vì vậy bạn cần mua một dụng cụ thuận tiện để làm việc: tốt nhất là có vòi di động trên một ống dài
An toàn hàn đồng
Cần lưu ý rằng khả năng dẫn nhiệt của đồng rất cao, do đó, không nên hàn các bộ phận, cầm trên tay mà không được bảo vệ, rất có thể điều này sẽ dẫn đến bỏng. Các chi tiết ngắn hơn 30 cm chỉ được giữ bằng kẹp hoặc đeo găng tay bảo vệ. Nếu trong quá trình hàn, chất chảy rơi xuống các bộ phận trần của cơ thể, cần phải rửa sạch ngay bằng xà phòng và nước, vì ngoài nhiệt còn có thể gây bỏng hóa chất.
Đối với bất kỳ công việc nào tiếp xúc với lửa trần và kim loại nóng, cũng như chất trợ dung có chứa axit, quần áo tổng hợp là không mong muốn, vì loại vải này bốc cháy và tan chảy nhanh hơn nhiều so với những loại vải khác. Đảm bảo thông gió trong quá trình hoạt động, khói từ cháy thông ra có hại.
Nếu hoàn toàn không có kỹ năng hàn, bạn nên thực hành trên các mảnh vụn của đường ống hoặc dây điện trước khi thực hiện công việc có trách nhiệm. Có rất ít khó khăn trong công việc này, và 2-3 lần, theo quy luật, là đủ để học tất cả các kỹ thuật cơ bản. Nếu hệ thống ống nước đang được lắp ráp, bạn nên lắp ráp trước trên sàn trước khi đưa mọi thứ vào vị trí. Sau khi lắp ráp và hàn, hệ thống nên được rửa kỹ bằng nước nóng và sạch để loại bỏ các phần thông lượng và chất hàn từ bên trong đường ống.
Hệ thống ống nước hoặc hệ thống sưởi làm bằng ống đồng đắt tiền, nhưng chúng rất chắc chắn và bền.Vì đồng có tính dẫn nhiệt cao, chống ăn mòn và kháng khuẩn tốt nên đường ống làm bằng đồng có hiệu quả và độ bền cao. Hàn đồng tại nhà không khó: một khớp nối ổ cắm được đưa vào các đường ống, sau đó hàn kín đường nối. Thay vì sử dụng ổ cắm, đôi khi phần cuối của một đường ống được mở rộng và một đường ống khác được lắp vào đó. Kết nối như vậy thuận tiện ở chỗ không yêu cầu phụ kiện và tuổi thọ sử dụng bằng với tuổi thọ của chính các đường ống.
Vật liệu và thiết bị cần thiết thiếc và những thứ khác
Các công cụ sau được yêu cầu để làm việc với ống đồng:
- máy cắt ống, cưa sắt hoặc máy mài có đĩa mỏng;
- người làm vát;
- bộ mở rộng đường ống (máy dãn nở);
- Thông lượng hàn;
- chất hàn;
- mỏ hàn đồng, ví dụ, mỏ hàn propan để hàn ống đồng;
- găng tay cao su;
- khăn ăn giấy.
Để cắt ống, người ta sử dụng máy cắt ống với nhiều kích cỡ khác nhau. Các mẫu lớn hơn có bán kính quay vòng lớn, chúng không thuận tiện khi sử dụng ở những nơi khó tiếp cận, vì vậy nếu có nhu cầu cắt bỏ một phần trên nguồn cấp nước đã lắp đặt xong, hãy sử dụng máy cắt ống nhỏ. Bạn có thể cắt đường ống bằng cưa sắt hoặc máy mài với đĩa mỏng, nhưng đường cắt tốt hơn chỉ có thể đạt được bằng máy cắt ống.
Sau khi đường ống được cắt, các gờ được làm sạch. Điều này là cần thiết để không có sự xoáy của dòng chất lỏng trong hệ thống. Khi không có chướng ngại vật, nguồn cung cấp nước không bị căng thẳng và hoạt động như một chiếc đồng hồ.
Trước khi hàn đồng, các đầu ống được đánh bóng bằng giấy nhám hạt mịn, có thể mua ở các cửa hàng đồ kim khí. Cả hai bề mặt đều được làm sạch, chuẩn bị cho quá trình hàn. Đôi khi cho những mục đích này, người ta sử dụng chổi nhỏ, đường kính của nó là Ø 22 mm, chúng phù hợp với hầu hết tất cả các đường ống. Để tuốt, chân bàn chải được lắp vào tuốc nơ vít hoặc máy khoan, nhờ đó quá trình này được thực hiện nhanh hơn và tốt hơn.
Một chất trợ dung được áp dụng cho bề mặt bên ngoài đã được làm sạch, làm nhẵn - một chế phẩm có tác dụng ngăn chặn quá trình oxy hóa của đồng.
Găng tay cao su dùng để bảo vệ tay, vì khi cắt đồng và gờ, nhiều phần tử kim loại nhỏ hình thành dính vào da như mảnh vụn, ngoài ra khi làm sạch bề mặt bằng máy khoan, bàn chải quay sẽ làm rách găng tay.
Để hàn đồng đúng cách, phải lưu ý rằng không quá nửa giờ kể từ thời điểm tước và áp dụng chất trợ dung để hàn, nếu không, phải lặp lại việc tước đồng một lần nữa. Nếu chất trợ dung được thi công bằng bàn chải thì không được lưu lại lông cứng hay sợi lông nào trên bề mặt - nếu không thì mối nối sẽ không chặt và sau khi cấp nước, đường ống sẽ bị rò rỉ.
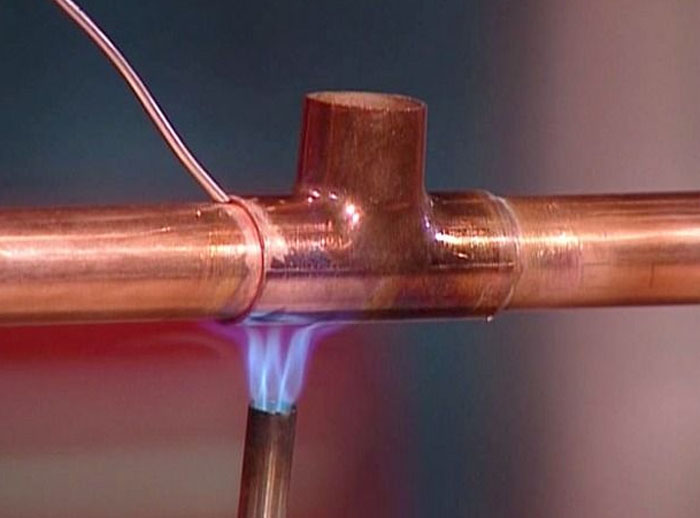
Sau khi đưa ống vào ổ cắm, cặn thông lượng không được loại bỏ hoàn toàn bằng khăn ăn, nó vẫn còn trên kết nối ở dạng cạnh 1–2 mm và khi hàn, vật hàn bị kéo vào trong - hiệu ứng mao dẫn là được kích hoạt. Đầu tiên, mối nối được làm nóng bằng một đầu đốt, trong khi hơi ẩm giữa các bức tường được bốc hơi. Sau đó, đem đốt lại lần thứ hai, dần dần đồng nóng lên, và từ thông có vẻ như thiếc. Tại thời điểm này, vật hàn được đặt ở mặt trước, quá trình hàn xảy ra, trong khi hợp kim nóng chảy chảy xuống phía sai, đông đặc trong quá trình chuyển động. Các phần nhô ra bằng kim loại thừa hình thành từ bên dưới được tự tách ra. Có nhiều cách để hàn đồng.
Chuẩn bị hàn đồng với nhôm, đồng thau, thép không gỉ, sắt
Giai đoạn chuẩn bị, bao gồm việc mua các thiết bị, vật liệu, thiết bị bảo vệ cá nhân cần thiết và chính quy trình hàn.
Có hai cách để hàn đồng với đồng: nhiệt độ cao và nhiệt độ thấp. Đầu tiên liên quan đến việc nung nóng kim loại đến 900 ° C, nó được sử dụng cho các đường ống có tải trọng áp suất hoặc nhiệt độ cao. Đối với hàn nhiệt độ cao, vật liệu dành cho việc này được sử dụng: thuốc hàn cứng ở dạng que (điểm nóng chảy của chất hàn khoảng 900 ° C) và thông lượng cacbua.
Để hàn đồng bằng phương pháp nhiệt độ thấp, cần phải nung kim loại đến 600 ° C (thường là 300–380 ° C), có thể đạt được trong điều kiện trong nước. Đối với quy trình này, thuốc hàn mềm được sử dụng để hàn đồng và đồng thau ở dạng dây hoặc thanh có tiết diện lên đến 3 mm và thông lượng dễ chảy hơn.Hàn là hợp kim của thiếc, trên 97%, với các kim loại khác: đồng, selen, bạc, antimon.
Chất trợ dung để làm gì? Chỉ có thể hàn chính xác ống đồng bằng chất trợ dung - một chế phẩm dạng bột nhão đặc biệt (với kẽm clorua), được áp dụng cho bề mặt của các đoạn ống được nối với một dải rộng. Nó thực hiện một số chức năng:
- ngăn cản quá trình oxy hóa kim loại bằng cách loại bỏ oxy;
- cải thiện độ bám dính của vật hàn với đồng;
- là chỉ số cho biết kim loại đã đủ nóng, báo hiệu khi nào cần mang thuốc hàn và đồng hàn;
- thúc đẩy sự lan tỏa đồng đều của chất hàn trên mối nối.
Kỹ thuật an toàn. Mặc dù quy trình này đơn giản nhưng các ống đồng phải được hàn tuân thủ các quy tắc an toàn. Nguy hiểm khi bị bỏng không chỉ là ngọn lửa của bản thân đầu đốt, mà còn là kim loại bị nung nóng. Đồng dẫn nhiệt tốt, do đó, trong quá trình hoạt động, không chỉ khu vực đặt vật hàn và vật hàn được đốt nóng, mà toàn bộ đường ống và nó nguội từ từ. Nếu cần thiết phải hàn các ống đồng chưa được lắp sẵn vào hệ thống đường ống, thì việc chuẩn bị bao gồm đặt chúng trên các giá đỡ không cháy, nơi chúng có thể nguội trong thời gian dài. Trước khi chạm vào kim loại hàn khỏi vị trí của nó, bạn nên đợi cho đến khi nó nguội hẳn.
Mối nguy hiểm trước mắt là ngọn lửa bùng phát của đầu đốt, vì vậy bạn cần mua một dụng cụ thuận tiện để làm việc: tốt nhất là có vòi di động trên một ống dài
Những gì cần thiết để hàn ống đồng
Việc hàn ống đồng không khó thực hiện bằng tay của bạn, không cần thiết bị đắt tiền và bất kỳ vật liệu đặc biệt nào. Để thực hiện đúng cách, bạn sẽ cần các thiết bị sau.
Một đầu đốt, do đó vật hàn và đoạn ống nối với nhau sẽ được đốt nóng. Theo quy luật, khí propan được cung cấp cho một đầu đốt như vậy, áp suất của nó được điều chỉnh bởi một bộ giảm hàn.
Dụng cụ đặc biệt để cắt ống đồng. Vì các sản phẩm làm bằng kim loại này rất mềm, nên chúng cần được cắt nhẹ nhàng để không làm nhăn các bức tường. Máy cắt ống có nhiều mẫu mã khác nhau được cung cấp trên thị trường hiện đại, khác nhau cả về chức năng và khả năng kỹ thuật của chúng.
Điều quan trọng là thiết kế các mô hình riêng lẻ của các thiết bị này cho phép chúng được sử dụng ngay cả khi làm việc ở những nơi khó tiếp cận.
Dụng cụ mở rộng ống là một thiết bị cho phép bạn mở rộng đường kính của một ống đồng, cần thiết để hàn tốt hơn. Trong các hệ thống khác nhau được lắp từ ống đồng, các phần tử của cùng một phần được sử dụng và để kết nối chúng một cách chất lượng, cần phải tăng một chút đường kính của một trong các phần tử được kết nối
Đó là vấn đề này mà một thiết bị như một thiết bị mở rộng đường ống giải quyết.
Bộ loe ống đồng
Thiết bị vát mép đầu ống đồng. Sau khi cắt, các đường gờ vẫn còn ở các đầu của các bộ phận, điều này có thể cản trở việc có được kết nối chất lượng cao và đáng tin cậy. Để loại bỏ chúng và tạo cho các đầu ống có cấu hình cần thiết, một máy vát mép được sử dụng trước khi hàn. Có hai loại thiết bị vát mép chính trên thị trường hiện nay: được đặt trong một thân tròn và được làm dưới dạng bút chì. Tiện lợi hơn khi sử dụng nhưng cũng đắt tiền hơn là các thiết bị tròn có thể gia công ống đồng mềm có đường kính không quá 36 mm.
Để chuẩn bị đúng cách các ống đồng để hàn, cần phải loại bỏ tất cả các tạp chất và ôxít khỏi bề mặt của chúng. Đối với những mục đích này, bàn chải và bàn chải được sử dụng, lông bàn chải được làm bằng dây thép.
Hàn ống đồng thường được thực hiện với vật hàn cứng, có thể là nhiệt độ cao và thấp. Vật hàn nhiệt độ cao là dây đồng có chứa khoảng 6% phốt pho trong thành phần của nó.Loại dây như vậy nóng chảy ở nhiệt độ 700 độ, trong khi đối với loại nhiệt độ thấp (dây thiếc), 350 độ là đủ.
Công nghệ hàn ống đồng liên quan đến việc sử dụng các chất trợ dung và bột nhão đặc biệt thực hiện chức năng bảo vệ. Các chất trợ dung như vậy không chỉ bảo vệ đường nối đã hình thành khỏi sự hình thành của bọt khí trong đó, mà còn cải thiện đáng kể độ bám dính của vật liệu hàn với vật liệu ống.
Ngoài chất trợ dung, thuốc hàn và các yếu tố cơ bản khác, sẽ cần các dụng cụ bổ sung để hàn ống đồng, có thể tìm thấy ở mọi xưởng hoặc ga ra. Để hàn hoặc hàn các sản phẩm bằng đồng, hãy chuẩn bị thêm:
- điểm đánh dấu thông thường;
- cò quay;
- mức độ xây dựng;
- một bàn chải nhỏ với lông cứng;
- cây búa.
Trước khi bắt đầu công việc, việc quyết định cách hàn ống đồng cũng rất quan trọng. Có thể có hai lựa chọn chính: hàn đồng (ít được sử dụng hơn) và sử dụng hàn mềm
Khi giải quyết vấn đề này, điều quan trọng là phải tiến hành từ thực tế là có các yêu cầu đối với việc sử dụng một hoặc một loại vật liệu hàn khác. Vì vậy, thuốc hàn cứng được sử dụng để hàn các bộ phận làm lạnh và máy điều hòa không khí. Trong tất cả các trường hợp khác (hệ thống cấp nước, hệ thống sưởi, v.v.), dây thiếc có thể được sử dụng. Nhưng dù chọn công nghệ nào đi chăng nữa, cần nhớ rằng thông lượng là cần thiết trong mọi trường hợp.

Chổi quét bề mặt bên trong của ống đồng trước khi hàn
Quy tắc hàn đồng
Khi cần hàn một sản phẩm bằng đồng hoặc một sản phẩm có chứa các thành phần đồng, không thể đưa ra câu trả lời rõ ràng là làm thế nào và cách tốt nhất để làm điều này là gì. Việc lựa chọn phương pháp và công cụ phụ thuộc vào nhiều yếu tố, chẳng hạn như kích thước và trọng lượng của các bộ phận, thành phần của chúng. Tải trọng mà các sản phẩm đã được hàn phải chịu cũng được tính đến. Có một số phương pháp hàn, và tốt hơn là bạn nên biết tất cả chúng để chọn phương pháp phù hợp nhất nếu cần.
Hàn các bộ phận lớn
Đề án hàn mao dẫn của đồng.
Nếu bạn cần hàn các bộ phận lớn hoặc lớn mà không thể nung nóng đến nhiệt độ mong muốn bằng mỏ hàn, thì hãy sử dụng mỏ hàn và mỏ hàn đồng. Chất trợ dung trong trường hợp này là hàn the. Độ bền của chất hàn đồng-phốt pho cao hơn so với chất hàn thiếc tiêu chuẩn.
Một lớp mỏng chất trợ dung được áp dụng cho đường ống hoặc dây được làm sạch bằng cơ học. Sau đó, một khớp nối được đưa vào đường ống, cũng được làm sạch bằng cơ học. Sử dụng một đầu đốt gas, mối nối được đốt nóng cho đến khi đồng phủ thông lượng thay đổi màu sắc. Chất trợ dung phải có màu bạc, sau đó bạn có thể thêm thuốc hàn. Chất hàn nóng chảy ngay lập tức và thâm nhập vào khe hở giữa ống và khớp nối. Khi những giọt chất hàn bắt đầu còn sót lại trên bề mặt ống, chất hàn sẽ bị loại bỏ.
Không làm nóng đường ống vì điều này không góp phần làm xuất hiện hiệu ứng mao dẫn lớn hơn. Ngược lại, đồng bị nung nóng thành màu đen thì ít hàn hơn. Nếu kim loại bắt đầu đen lại, nên ngừng đun.
Dây hàn hoặc dây điện
Thuốc hàn clorua kẽm không nên được sử dụng để hàn dây đồng mỏng vì nó sẽ phá hủy đồng. Nếu không có sẵn chất trợ dung, trong trường hợp này, bạn có thể hòa tan một viên aspirin trong 10 - 20 ml nước.
Sơ đồ hàn đồng trong môi trường khí trơ.
Dây đồng hoặc các bộ phận làm bằng dây có nhiều đoạn khác nhau có thể dễ dàng nung nóng đến nhiệt độ mong muốn bằng cách sử dụng mỏ hàn. Chế độ nhiệt độ phải là chế độ mà tại đó chất hàn nóng chảy, thiếc hoặc chì-thiếc, và quá trình hàn cũng được thực hiện bởi nó. Chất trợ dung phải chứa hoặc được làm từ nhựa thông, có thể sử dụng dầu hàn hoặc thậm chí chính nhựa thông.
Bề mặt của dây được làm sạch bụi bẩn và màng oxit, sau đó các bộ phận được đóng hộp.Quá trình này bao gồm việc phủ một lớp mỏng chất trợ dung hoặc nhựa thông lên đồng đã được nung nóng, sau đó chất hàn được phân bố trên bề mặt càng đồng đều càng tốt bằng mỏ hàn. Các bộ phận cần kết nối được kết nối và làm nóng lại bằng mỏ hàn cho đến khi chất hàn đã đông đặc bắt đầu nóng chảy trở lại. Khi điều này xảy ra, mỏ hàn được lấy ra và mối nối nguội đi.
Các bộ phận có thể được kẹp vào nhau sao cho khoảng cách giữa chúng là 1-2 mm. Thông lượng được áp dụng cho các bộ phận và được đốt nóng. Chất hàn được đưa đến khe hở giữa các bộ phận nóng, sẽ nóng chảy và lấp đầy khe hở. Nhiệt độ nóng chảy của vật hàn để hàn theo cách này phải thấp hơn nhiệt độ nóng chảy của đồng, để các chi tiết không bị biến dạng. Phần nguội bớt, sau đó được rửa bằng nước và hoàn thành, nếu cần, bằng giấy nhám cho đến khi mịn và đồng nhất.
Đĩa hàn hoặc lỗ hàn bằng đồng
Khi hàn các món ăn, sử dụng thiếc nguyên chất, nhiệt độ nóng chảy cao hơn nhiệt độ nóng chảy của thiếc hoặc vật hàn có chứa chì. Đôi khi, để hàn các bộ phận lớn, người ta sử dụng bàn là hàn búa, đốt nóng trên ngọn lửa trần bằng lò đốt khí hoặc đèn hàn. Trong tương lai, mọi thứ đều diễn ra theo sơ đồ tiêu chuẩn: làm sạch, tẩy và đóng hộp thiếc, nối các bộ phận và làm nóng bằng mỏ hàn. Đối với mỏ hàn này là tiện lợi hàn thiếc nguyên chất.
Theo quy luật, từ bên trong, khớp nối có một đường viền ngăn không cho nó luồn qua đường ống. Nó có thể được loại bỏ bằng giũa thô nếu phụ kiện cần được đẩy lên đường ống xa hơn dự định và lỗ không cần thiết phải được bịt kín theo cách này.
Các tính năng của hàn với vật hàn mềm và cứng
Kết nối ống đồng có một số tính năng đặc trưng. Chúng đặc biệt rõ rệt khi sử dụng các vật liệu khác nhau.
Quá trình hàn các liên kết bằng thuốc hàn nóng chảy được thực hiện ở nhiệt độ 175–315ᵒC. Hàn với các chế phẩm rắn được thực hiện khi mối nối được nung nóng đến nhiệt độ 650–815ᵒC.
Hàn mềm dùng để hàn ống đồng có đường kính trong đến 22 mm và hợp kim cứng có đường kính từ 22 mm trở lên.
 Lính mềm và hàn - Mô tả
Lính mềm và hàn - Mô tả
Với sự gia nhiệt vừa đủ, lớp chất trợ dung được áp dụng sẽ sôi. Khi nấu chảy chất hàn mềm, một giọt nóng chảy được hình thành, đóng vai trò quan trọng trong việc kết nối bền chặt các đường ống. Dòng sôi đẩy thành phần nóng chảy ra khỏi không gian chung. Dưới tác dụng của lực mao dẫn, hợp kim hàn được hút vào mối nối khi nó nguội đi.
Khi hàn bằng vật hàn cứng, một miếng kim loại mềm mỏng được chèn vào giữa các phần tử cần hàn. Các bộ phận kết nối được cố định chắc chắn và an toàn bằng miếng đệm dẫn hướng.
Kỹ thuật hàn ống đồng đơn giản và sự sẵn có của mọi vật liệu cho phép bạn tự làm công việc này tại nhà.
Video liên quan: Hàn ống đồng "kinh nghiệm của tôi"
Tuyển tập các câu hỏi
- Mikhail, Lipetsk - Nên dùng loại đĩa nào để cắt kim loại?
- Ivan, Moscow - GOST của thép tấm cán kim loại là gì?
- Maksim, Tver - Giá kệ nào tốt nhất để lưu trữ các sản phẩm kim loại cán?
- Vladimir, Novosibirsk - Xử lý kim loại bằng sóng siêu âm có nghĩa là gì mà không sử dụng các chất mài mòn?
- Valery, Moscow - Làm thế nào để rèn một con dao từ ổ trục bằng chính đôi tay của bạn?
- Stanislav, Voronezh - Thiết bị nào được sử dụng để sản xuất ống dẫn khí bằng thép mạ kẽm?
quá trình hàn
Nó bao gồm thực hiện các hoạt động tuần tự:
- ống được cắt thành các đoạn có kích thước yêu cầu, được đánh dấu để thuận tiện - cung cấp hoặc trả lại;
- vát mép được loại bỏ khỏi mép;
- các cạnh được làm sạch bằng 2 cm: bên ngoài trên đường ống, cũng như bên trong ổ cắm;
- thông lượng được áp dụng với một dải dọc theo các bề mặt đã được làm sạch (bên ngoài và bên trong);
- kết nối được lắp ráp: đường ống được đưa vào ổ cắm;
- lượng dư thừa được loại bỏ bằng khăn giấy, nhưng không hoàn toàn - còn lại một cạnh 1-2 mm;
- đầu đốt được đánh lửa, ngọn lửa được đưa đến chỗ tiếp giáp;
- bề mặt được làm nóng trong 10-15 giây đến một nhiệt độ nhất định - chất trợ dung sẽ có màu thiếc;
- thuốc hàn được đặt lên trên mối nối, khi nung nóng sẽ bị hút vào trong mối nối, trải dọc theo đường nối, lấp đầy.
Nếu mối nối của mối nối chưa được làm sạch lông bàn chải hoặc bụi bẩn và kết quả là đường hàn của ống nước đồng bị rò rỉ, thì có thể khôi phục độ kín bằng một trong hai phương pháp:
Sử dụng mỏ hàn
- bề mặt được làm sạch, xử lý bằng axit photphoric, nung nóng bằng mỏ hàn, thiếc được áp dụng;
- sử dụng mỏ hàn: chất trợ dung được áp dụng cho bề mặt đã được làm sạch, nung nóng, đặt chất hàn, nấu chảy.
Cách hàn đồng bằng đèn khò
Bạn có thể hàn ống đồng như sau:
- Làm sạch khu vực hàn bằng giũa mịn, giấy nhám hoặc bàn chải kim loại.
- Nghiền nhựa thông và rắc vào chỗ hàn.
- Đun nóng ống trên ngọn lửa gas cho đến khi nhựa thông nóng chảy.
- Đặt thuốc hàn POS-30 hoặc 40 và nấu chảy bằng mỏ hàn, phân phối nó trên bề mặt.
Trong cuộc sống hàng ngày, việc gia công đồng không chỉ gặp phải khi hàn ống đồng sưởi ấm hay ống nước mà còn trong sửa chữa ô tô, nếu trên bộ tản nhiệt ô tô xuất hiện vết nứt hoặc rò rỉ. Trong trường hợp này, hãy tự thực hiện việc hàn bộ tản nhiệt bằng đồng. Thay vì đốt gas, những người lái xe máy sử dụng mỏ hàn điện 250 W cực mạnh cho các ống đồng. Để tước đồng, người ta sử dụng giấy nhám hoặc bàn chải kim loại, còn để hàn thiếc, nhựa thông hoặc axit orthophosphoric được sử dụng làm axit hàn.
Hàn bằng mỏ hàn tại nhà
Hàn đồng bằng mỏ hàn dễ hơn dùng mỏ hàn. Thủ tục như sau:
- Bề mặt của bộ tản nhiệt được làm sạch bằng giấy nhám hoặc bàn chải loại mịn.
- Nhỏ vài giọt axit đều lên mép vùng bị tổn thương.
- Vết nứt được làm nóng bằng mỏ hàn điện, thuốc hàn được mang lại. Nóng chảy, thiếc lấp đầy lỗ.
Tự hàn ống đồng để sưởi ấm hoặc cấp nước, sửa chữa các vết nứt trên bộ tản nhiệt là một quy trình công nghệ đơn giản có thể được thực hiện tại nhà với một bộ công cụ nhỏ.
XEM VIDEO
Việc hàn đồng tại nhà nằm trong khả năng của mỗi người.
Dụng cụ và vật liệu để hàn đồng
- máy cắt ống;
- người làm vát;
- dụng cụ mở rộng đường ống;
- len kim loại;
- vise;
- cái kìm;
- cái nhíp;
- mỏ hàn;
- chất hàn;
- tuôn ra;
- hàn the;
- dầu hàn;
- đầu đốt gas.
Sơ đồ cấu tạo một máy hàn điện.
Cần có một máy cắt ống để cắt ống theo chiều dài. Nguyên lý hoạt động của máy cắt ống là giống nhau, mặc dù có rất nhiều mẫu mã được bày bán. Ống để cắt nó được kẹp giữa các con lăn và lưỡi cắt, sau đó dao cắt ống được quay xung quanh, siết chặt bu lông dưới cùng một phần ba vòng. Để có được một cạnh nhẵn, ống được giữ vuông góc với dụng cụ. Đường ống thường được cắt thành 5-6 lượt. Có thể sản xuất đồng ở nhiệt độ thấp bằng đầu đốt khí, vì nhiệt độ của nó không vượt quá 450 °. Không phải tất cả các thiết kế mỏ hàn có sẵn trên thị trường đều phù hợp để hàn.
Trước khi chọn một đầu đốt để hàn đồng, bạn cần chú ý đến các hướng dẫn, vì những đầu đốt bắt đầu bằng đánh lửa của món nướng không thích hợp cho mục đích này. Làm thế nào để hàn đồng một cách chính xác? Bạn cần làm điều này bằng mỏ hàn hoặc đầu đốt có ngọn lửa hẹp
Đầu đốt như vậy sẽ làm nóng đường ống chỉ trong vài giây, và hộp gas sẽ tồn tại lâu dài với hiệu quả sử dụng tiết kiệm. Khi chọn đầu đốt, bạn cần xem thành phần của khí trong xi lanh. Theo quy luật, đây là hỗn hợp của propan và butan, nhưng hàm lượng butan càng cao thì nhiệt độ ngọn lửa càng cao.
Len kim loại được sử dụng để làm sạch đồng trước khi làm việc với mỏ hàn và mỏ hàn. Nó nén chặt phần cuối của đường ống hoặc dây và thực hiện một số chuyển động quay với nỗ lực. Điều này là đủ cho dây và đường ống cũng nên được làm sạch từ bên trong. Các ống hẹp (phụ kiện) có thể được làm sạch bằng bàn chải đặc biệt được thiết kế cho việc này, trong khi nghiêm cấm sử dụng giấy nhám, đặc biệt là các ống phân đoạn lớn, và thậm chí nhiều hơn nữa là một tệp. Đồng là kim loại mềm, khi sử dụng giấy nhám, các thành phần của giấy nhám sẽ lưu lại trên bề mặt, ngăn cản sự bám dính và liên kết tốt.
Đề án hàn điểm của đồng.
Hàn có thể được mua cuộn lại để dễ sử dụng. Đây là một dây thiếc có đường kính khoảng 3mm
Nên chú ý đến việc không có chì trong vật hàn, cần được ghi rõ bằng dòng chữ đặc biệt trên cuộn dây. Một thành phần quan trọng đối với quá trình hàn là chất trợ dung, làm chảy kim loại cơ bản (trong trường hợp này là đồng) trước khi hàn, thâm nhập vào tất cả các mao quản
Thông lượng lan truyền trên bề mặt dưới tác dụng của lực mao dẫn. Trước khi hàn chính xác, bề mặt phải hoàn toàn sạch và không có ôxít. Đường may sẽ chỉ chắc chắn nếu các bộ phận được bảo vệ khỏi oxy có trong không khí. Việc sử dụng chất trợ dung làm tăng độ bám dính của vật hàn ngang bằng với việc làm sạch bề mặt bằng cơ học.
Khi sử dụng chất trợ dung, không thực sự quan trọng nếu đó là chất hàn không chì hay không chì, những loại này có thể thay thế cho nhau. Chất trợ dung để hàn thép không gỉ không thích hợp để sử dụng với đồng. Nhựa thông thông thường cũng có thể được sử dụng, nhưng có thể có vấn đề với ứng dụng của nó.


