Kết nối ống kim loại
Không kém phần thường xuyên, khi đặt thông tin liên lạc, ống kim loại cũng được sử dụng. Trong số này, phổ biến nhất là gang và kim loại.
Để hàn một ống đồng, bạn cần mua một công cụ đặc biệt - thuốc hàn. Nó được làm từ kim loại nóng chảy mềm như thiếc, đồng thau, ... Thuốc hàn ở dạng thanh kim loại (vật liệu hàn cứng để hàn ở nhiệt độ cao) hoặc dây mịn (để hàn ở nhiệt độ lên đến 459 độ).
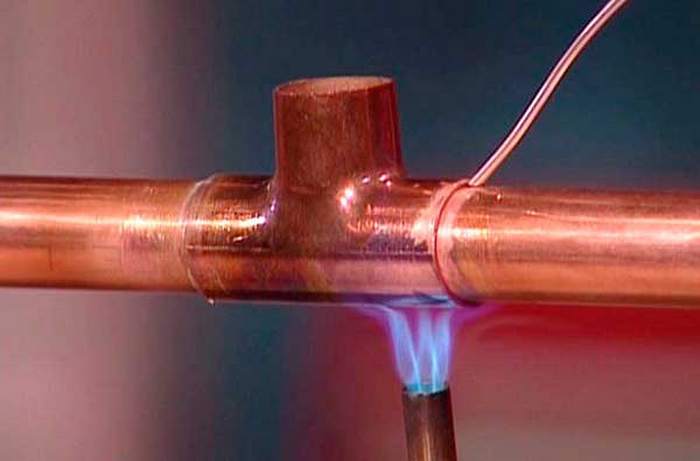
Kết nối của các ống đồng bằng cách hàn trông như thế này:
- Các phần cần thiết của tuba bị cắt bỏ;
- Với sự trợ giúp của dụng cụ mở rộng đường ống, ống gang sẽ mở rộng từ một đầu (trong tương lai, việc mở rộng như vậy sẽ đóng vai trò của một ổ cắm);
- Hai ống được tẩy dầu mỡ và xử lý bằng một loại keo đặc biệt để kết nối chất lượng cao của chất hàn với đồng;
- Sau đó, bạn cần sử dụng thuốc hàn để hàn.
- Vì vậy, chúng tôi xử lý các mối nối của hai đường ống bằng một đầu đốt cho đến khi chất hàn nóng chảy.
- Sau khi kết nối xong các ống đồng, bạn cần loại bỏ vết hàn bằng giẻ khô và để các phần tử nguội hoàn toàn.
- Để tạo đường rẽ, các phụ kiện đồng đặc biệt được sử dụng, được hàn theo cách tương tự.
Chúng tôi tham gia gang

Ống gang ngày nay ít được sử dụng hơn, tuy nhiên, chúng cũng có quyền sống. Việc kết nối các ống gang thường được thực hiện trong một ổ cắm. Công nghệ trông như thế này:
- Phần cuối mở rộng của đường ống được làm sạch và tẩy dầu mỡ hoàn toàn;
- Đầu mỏng của ống cũng được lắp vào đó, cũng không có chất béo;
- Bây giờ không gian trống trong ổ cắm được lấp đầy với pull với tỷ lệ 1/3 của toàn bộ diện tích có sẵn, để sau này tow không vào hệ thống;
- Sau đó, khoảng trống còn lại được lấp đầy bằng xi măng amiăng, lưu huỳnh, chất trám trét hoặc xi măng giãn nở. Chờ khô hoàn toàn. Đây là cách hai ống gang được nối với nhau.
Ngoài ra, có thể nối các ống gang với sự trợ giúp của các phụ kiện có cấu hình khác nhau. Vì vậy, các phụ kiện, yên xe, khớp nối, v.v. được sử dụng.
Hàn gang với các điện cực làm từ đồng
Hàn bằng điện cực làm bằng đồng được sử dụng trong mọi trường hợp không yêu cầu độ bền cao của mối hàn. Đồng, giống như niken, không tạo hợp chất với cacbon, nhưng thực tế nó không hòa tan trong sắt. Do đó, đường nối lắng đọng không đồng nhất; bao gồm pha sắt cacbon cao làm tăng độ cứng nằm trong đế đồng.
Điện cực đồng-sắt OZCH-2, OZCH-6 được làm từ một thanh đồng có lớp phủ canxi florua, trong đó 50% bột sắt được thêm vào. Các điện cực này được sử dụng để hàn các vết nứt trên áo nước của lốc máy, đầu lốc máy, ... Vết nứt được khoan ở các đầu và cắt một góc 70-90 ° cho 2/3 chiều dày của chi tiết. Các cạnh của vết nứt được làm sạch cẩn thận, vì dấu vết của rỉ sét, dầu và các chất bẩn khác gây ra độ rỗng của đường nối. Hàn được thực hiện với hồ quang ngắn ở dòng điện một chiều có phân cực ngược có ngắt quãng để làm nguội chi tiết đến nhiệt độ 50-60 ° C. Để có được đường may chặt chẽ hơn, các đoạn 40-60 mm được rèn ngay sau khi hàn. Lớp lắng đọng với các điện cực OZCH là đồng bão hòa với sắt xen kẽ với thép cứng có độ cứng cao. Trên đường viền của đường may, các khu tẩy trắng nằm trong các phần riêng biệt. Mặc dù có độ cứng khá cao, đường may có thể được gia công bằng dụng cụ cacbua. Điện cực đồng-niken MNP-2 là thanh làm bằng kim loại monel (28% đồng, 2,5% sắt, 1,5% mangan, phần còn lại là niken). Niken của các điện cực này không tạo hợp chất với cacbon nên mối hàn thu được có độ cứng thấp, vùng gang nguội hầu như không có, vùng gang cứng có độ cứng thấp, có thể dễ dàng giảm bớt bằng cách tôi luyện một chút.Ngoài ra, ít lỗ rỗng và vết nứt hình thành trong đường may, dễ gia công hơn nhưng độ bền thấp. Do đó, điện cực đồng-niken thường được sử dụng kết hợp với điện cực đồng-sắt. Lớp đầu tiên và lớp cuối cùng được áp dụng với các điện cực đồng-niken (để đảm bảo mật độ trong lớp đầu tiên và cải thiện quá trình xử lý ở lớp cuối cùng), phần còn lại được hợp nhất với các điện cực đồng-sắt. Bề mặt với điện cực đồng-niken được thực hiện theo cách tương tự như với điện cực đồng-sắt.
Đối với hàn nguội và tạo bề mặt gang (nghĩa là hàn và tạo bề mặt được thực hiện mà không cần gia nhiệt trước) bằng các điện cực đặc biệt, điển hình là thực hiện quá trình với nhiệt đầu vào tối thiểu ở các hạt ngắn dài 25-60 mm với sự làm mát của từng hạt chồng lên nhau. không khí đến nhiệt độ không quá 60 ° C. Đôi khi nên rèn từng con lăn bằng những nhát búa nhẹ.
Ứng suất hàn phát sinh trong kết cấu do quá trình gia nhiệt có thể được loại bỏ gần như hoàn toàn nếu các biến dạng dẻo bổ sung được tạo ra trong mối hàn và vùng ảnh hưởng nhiệt. Điều này có thể đạt được bằng cách rèn các đường nối. Rèn được thực hiện trong quá trình làm nguội kim loại ở nhiệt độ 450 ° C trở lên, hoặc từ 150 ° C trở xuống. Trong khoảng nhiệt độ 400–200 ° C, do tính dẻo của kim loại giảm trong quá trình rèn, có thể hình thành các vết rách. Theo quy định, không cần gia nhiệt đặc biệt cho mối hàn để rèn. Thổi được thực hiện bằng tay với búa nặng 0,6-1,2 kg với đầu tròn hoặc búa khí nén với một nỗ lực nhỏ để thay đổi mẫu đường may. Trong hàn nhiều lớp, mỗi lớp được rèn, ngoại trừ lớp đầu tiên, trong đó các vết nứt và bề mặt có thể xảy ra do va đập. Kỹ thuật này rất hiệu quả để giảm ứng suất khi hàn các vết nứt và đóng các mối hàn trong đường viền cứng của các bộ phận và cụm lắp ghép bằng thép kết cấu và gang.
Việc rèn mối hàn cũng góp phần làm tăng độ bền mỏi của kết cấu.
Lượt xem:
152
Gang xám
Gang xám được sử dụng rộng rãi trong cơ khí chế tạo. Nó có tên từ màu xám của vết nứt, do sự hiện diện của cacbon tự do ở dạng than chì trong cấu trúc gang. Theo loại cơ sở kim loại, gang xám là lêlitic, lêlitic-ferit và ferit.
Bảng 1. Gang xám, các tính chất và ứng dụng chính của chúng
| nhãn hiệu | σv MPa | HB | Thuộc tính và ứng dụng |
| SC10 | 275 | 139-274 | Các vật đúc chịu trách nhiệm thấp với độ dày thành lên đến 15 mm (vỏ, nắp, vỏ, v.v.), các bộ phận không bắt buộc phải có đặc tính cường độ - bình, phụ kiện, khung, chảo, bộ phận trang trí, cột tòa nhà lớn, nền móng phiến đá |
| MF15 | 314 | 160-224 | Vật đúc chịu lực thấp với độ dày thành từ 10 - 30 mm (đường ống, thân van, van ở áp suất lên đến 20 MPa, v.v.), các bộ phận thân tải nhẹ, tấm động cơ phụ, đòn bẩy, ròng rọc, bánh đà, dầu và thùng chứa chất làm mát, vỏ bộ lọc, mặt bích, nắp, nhông xích |
| MF18 | 354 | 167-224 | Vật đúc có trách nhiệm với độ dày thành 10 - 20 mm (ròng rọc, bánh răng, giường, thước cặp, v.v.) |
| MF20 | 397 | 167-236 | Các vật đúc quan trọng với độ dày thành lên đến 30 mm (khối xi lanh, piston, trống phanh, toa xe, v.v.), để sản xuất các bộ phận cơ thể cơ bản tăng cường độ bền và chống mài mòn, các bộ phận yêu cầu độ kín ở áp suất lên đến 8 MPa (80 kgf / cm2), vỏ, hộp số, phụ kiện, bộ cân bằng, mặt che, tay áo, toa xe, xi lanh, máy bơm, ống cuốn, phụ kiện, máy nén |
| MF25 | 450 | 176-245 | Các vật đúc quan trọng với độ dày thành lên đến 40 mm (khuôn dập, vòng piston, v.v.), để sản xuất các bộ phận cơ thể cơ bản tăng cường độ bền và chống mài mòn, các bộ phận phải tăng yêu cầu về độ kín |
| SC3O | 490 | 177-250 | Các vật đúc quan trọng với độ dày thành lên đến 60 mm (piston, ống lót diesel, khung, khuôn, v.v.), để sản xuất giá đỡ, bàn trượt và thước cặp, các bộ phận cứng bề mặt, xi lanh, vỏ máy bơm, động cơ diesel và động cơ đốt trong, vòng piston, trục khuỷu và trục cam |
| MF35 MF45 | 540 | 193-264 | Các vật đúc chịu tải cao có trách nhiệm với độ dày thành lên đến 100 mm (trục khuỷu nhỏ, các bộ phận của động cơ hơi nước, v.v.) của các bộ phận có yêu cầu về độ kín ở áp suất lớn hơn 8 MPa |
Graphit có tính chất cơ học thấp. Nó vi phạm tính toàn vẹn của cơ sở kim loại. Nằm giữa các hạt của nền kim loại, than chì làm suy yếu liên kết giữa chúng. Do đó gang xám có độ bền kéo kém và độ dẻo, dai rất thấp. Các tạp chất graphit càng lớn và thẳng thì cơ tính của gang càng kém. Độ cứng của gang xám, cũng như khả năng chịu nén của nó gần bằng thép, có cấu tạo giống như cơ sở kim loại của gang.
Graphit cũng có một số ảnh hưởng tích cực đến các tính chất của gang, đặc biệt, nó làm tăng khả năng chống mài mòn, hoạt động tương tự như bôi trơn, tăng khả năng gia công, vì nó làm cho phoi giòn, giúp giảm rung động của sản phẩm và giảm co ngót trong quá trình sản xuất vật đúc. .
Các tính chất cơ học của gang xám có thể được cải thiện bằng cách phân phối đều các lớp graphit mịn trong quá trình đúc. Điều này đạt được bằng cách xử lý - sửa đổi đặc biệt, khi các chất phụ gia được đưa vào sắt lỏng trước khi đúc, tạo thành các trung tâm graphit bổ sung, dẫn đến graphit mịn. Gang với than chì như vậy được gọi là biến tính. Nó khác với gang xám thông thường ở độ bền kéo cao hơn, nhưng độ dẻo và độ dai của nó không cải thiện trong quá trình sửa đổi.
Theo GOST 1412-85, các chữ cái SCh trong ký hiệu của cấp gang có nghĩa là - gang xám. Hình có hai chữ số tương ứng với độ bền kéo σv MPa. Tiêu chuẩn bình thường hóa độ bền kéo của gang xám σv = 274 ÷ 637 MPa, độ cứng - 143 ÷ 637 HB và thành phần hóa học.
Các tính chất chính của gang xám và ứng dụng của nó được trình bày trong bảng 1.
Thiết bị van
Hai loại van có thể được lắp đặt trên hệ thống ống nước và hệ thống sưởi:
- quả bóng;
- van.
Phần tử làm việc của van bi là một viên bi nằm bên trong thân. Quả bóng có một lỗ xuyên qua. Nếu van mở, thì quả cầu bị lỗ quay về phía dòng nước. Ở vị trí đóng, quả cầu quay xuống nước với một bên bị điếc. Việc xoay phần tử khóa được thực hiện với sự trợ giúp của một tay cầm.

Thiết bị van bi
Phần tử đóng ngắt của van van là van có miếng đệm, nằm trên trục xoay, được hạ xuống và nâng lên bằng cách xoay tay gạt.
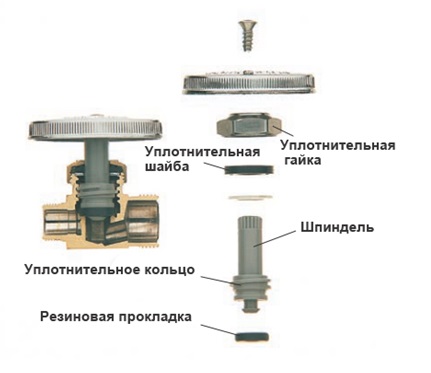
Van van thiết bị
Van bi, không giống như một thiết bị van, là một van đóng và không thể được sử dụng để điều chỉnh lưu lượng chất lỏng. Van bi không thể được sửa chữa và trong trường hợp có trục trặc trong hoạt động của thiết bị, cần phải thay thế hoàn toàn van bi.
Ưu điểm của ống gang dẻo
Trong một số trường hợp, ống gang siêu bền được sử dụng để cấp nước là không thể thiếu vì chúng có các tính chất và đặc điểm sau:
- Khả năng chịu áp suất chất lỏng trong hệ thống lên đến 1.6 MPa trở lên.
- Khả năng chống chịu tốt với sự thay đổi của độ ẩm và sự thay đổi đột ngột của nhiệt độ.
- Chống ăn mòn.
- Khả năng chống hư hỏng cơ học.
- Sức mạnh.
- Nhựa.
- Dễ dàng cài đặt.
- Tuổi thọ dài - lên đến 100 năm.
Ngoài ra, ngoài các tính chất cơ lý tuyệt vời, ống cống gang dẻo còn thân thiện với môi trường:
- nước đi qua các đường ống như vậy vẫn hoàn toàn vô hại và phù hợp để tiêu dùng, vì nó không bị ô nhiễm bởi bất kỳ tạp chất lạ nào;
- khi hết tuổi thọ, các đường ống có thể được xử lý hoàn toàn mà không gây hại đến môi trường.
Kết nối ống nhựa và gang
Làm thế nào để kết nối ống gang với nhựa? Tất cả phụ thuộc vào lý do thúc đẩy đến bước này. Và đây không nhất thiết phải là sự thay thế (mở rộng) của một đường gang.
Một trong những tình huống có thể xảy ra là xảy ra tình huống khẩn cấp tại ngã ba nhựa - gang hiện hữu.
Ban đầu, người ta cho rằng kết nối của ống gang với nhựa sẽ không chịu tác động ngoại lực (nhiệt độ hoặc ảnh hưởng cơ học). Nói một cách đơn giản, rò rỉ xảy ra do sự giảm áp (độ kín bị hỏng) của mối nối.
Rò rỉ có thể xảy ra do:
- Búa nước, cực kỳ hiếm.
- Thay đổi nhiệt độ đột ngột (ví dụ, khi tắt / mở nước nóng hoặc chuyển từ nước lạnh sang nước nóng).
Trong trường hợp thứ hai, nguyên nhân của vấn đề nằm ở hệ số giãn nở khác nhau của gang và nhựa, cũng như ở một phụ kiện kém chất lượng (bộ chuyển đổi cống từ gang sang nhựa). Sau này có thể phát triển một vết nứt vì gang không giãn nở đều như nhựa. Ngoài ra, khớp nối có thể chỉ đơn giản là bung ra (dây buộc yếu đi).
Để giải quyết vấn đề phát sinh, bạn sẽ phải thay thế bộ phận bị mòn (chuyển từ gang sang nhựa) hoặc siết chặt bộ phận “tự lăn”. Cần lưu ý rằng các phụ kiện hiện đại chất lượng cao được bảo vệ khỏi cuộn dây tự phát. Ngoài ra, bạn có thể sử dụng uốn nếp các sản phẩm như vậy. Đó là lý do tại sao tốt hơn là không nên tiết kiệm vào các phụ kiện.
Ống nối bằng polypropylene, được thiết kế để kết nối ống nhựa và kim loại
Một kịch bản khác là cần phải kéo dài đường dây gang. Cơ hội để tiết kiệm tiền bằng cách hoàn thành hệ thống dây điện bằng nhựa xung quanh căn hộ, được kết nối với cửa nâng bằng gang hiện có, có thể đẩy cùng một bước. Tuy nhiên, nếu vẫn còn vết bám kim loại, vấn đề sẽ không được loại bỏ hoàn toàn - có khả năng cao rò rỉ tại mối nối (quá trình chuyển đổi nước thải từ nhựa sang gang).
Vì việc gắn các hệ thống "gang-nhựa" đã được đưa vào sử dụng từ lâu, trên thị trường hiện đại, bạn có thể tìm thấy một bộ phận như một vòng bít cao su chuyển tiếp (đường kính tiêu chuẩn).
Làm thế nào để thực tế liên kết kim loại với nhựa
Việc lựa chọn phương pháp kết nối ống phụ thuộc vào loại ống gang có sẵn:
- ống gang đúc không ổ cắm;
- ống có ổ cắm.
Trong trường hợp thứ hai, một người dùng bình thường (không được đào tạo đặc biệt) sẽ có thể gắn các phần tử riêng lẻ. Nếu không (ổ cắm bị hỏng hoặc không tồn tại), bạn sẽ phải sử dụng khớp nối báo chí có thiết kế cụ thể - ở một đầu có một ổ cắm (kết nối với đường nhựa) và đầu kia là một sợi cắt để kết nối với một đầu gang. Bạn có thể tự lắp ống nhựa vào ống gang nếu mua trước:
- bộ chuyển đổi cho ống cống bằng gang hoặc ống nối máy ép;
- vật liệu niêm phong, có thể được sử dụng kéo hoặc băng teflon;
- cờ lê (hai cái).
Các giai đoạn của một kết nối như vậy có thể được mô tả như sau:
- Tháo khớp nối hiện có (khớp nối trượt gang) ở vị trí dự kiến đưa đường nhựa. Ngoài ra, bạn có thể đơn giản cắt bỏ ống gang bằng máy mài.
- Trên đầu kim loại đã chuẩn bị, cắt chỉ, bôi trơn chỗ này bằng dầu (dầu đặc).
- Lau sạch các sợi chỉ, vật liệu làm kín gió xung quanh nó và bôi trơn bằng keo silicon.
- Vặn vít trên khớp nối máy ép - thao tác được khuyến nghị thực hiện bằng tay, không sử dụng chìa khóa. Nếu không, có thể xảy ra hư hỏng cơ học đối với bộ phận. Ống nối phải được vặn chặt sau khi hệ thống được đổ đầy nước (bằng cách này sẽ có thể tránh rò rỉ và không tự kẹp chặt ống nối).
https://youtube.com/watch?v=39fa3je7waI
XEM VIDEO
Nếu bạn có kế hoạch xây dựng một chính sưởi ấm hoặc cung cấp nước nóng, bạn nên sử dụng bộ chuyển đổi đặc biệt (ống bọc chuyển tiếp từ gang sang nhựa), có miếng đệm cao su làm kín. Một giải pháp thay thế là sử dụng một ống bọc bằng đồng thau tách đôi, có phần tử PVC.
Cuối cùng, điều đáng nói là tốt hơn hết bạn nên thay thế hệ thống dây điện bên trong bằng nhựa trước, không cần chờ trường hợp khẩn cấp. Rốt cuộc, cấu trúc nhựa ít yêu cầu hơn (không cần bảo dưỡng), và hoạt động của nó không kèm theo sự xuất hiện của mùi khó chịu. Chỉ một người am hiểu mới có thể nối ống gang với ống nhựa!
Các trục trặc có thể xảy ra và cách loại bỏ chúng
Thiết bị cần được sửa chữa nếu:
- van không ngắt nước. Nguyên nhân của sự cố có thể là:
- độ mòn của miếng đệm làm kín dùng như một thiết bị khóa;
- ngắt kết nối của van ngắt khỏi trục chính;
- trục chính gấp khúc;
- sự nhiễm bẩn của van với cặn bẩn có trong nước;
Nếu trục chính bị cong hoặc van bị ngắt kết nối, ống lót cần được thay thế.
- rò rỉ hoặc van nhỏ giọt. Những lý do chính gây ra sự cố như vậy có thể là:
- sự hình thành của một vết nứt trên thân của thiết bị;
- không có hoặc không đủ số lượng đóng gói tuyến.
Thay thế miếng đệm và làm sạch vỏ
Để tự tay sửa van khi miếng đệm bị mòn, bạn sẽ cần những dụng cụ và vật liệu sau:
- cờ lê;
- một miếng cao su ống nước;
- kéo;
- cái kìm;
- dao;
- chỉ lanh hoặc vật liệu làm kín khác.
Cần có cao su và kéo để tự làm miếng đệm. Nếu bạn biết miếng đệm nào được lắp trên trục chính, thì bạn có thể mua thành phẩm tại một cửa hàng bán ống nước.
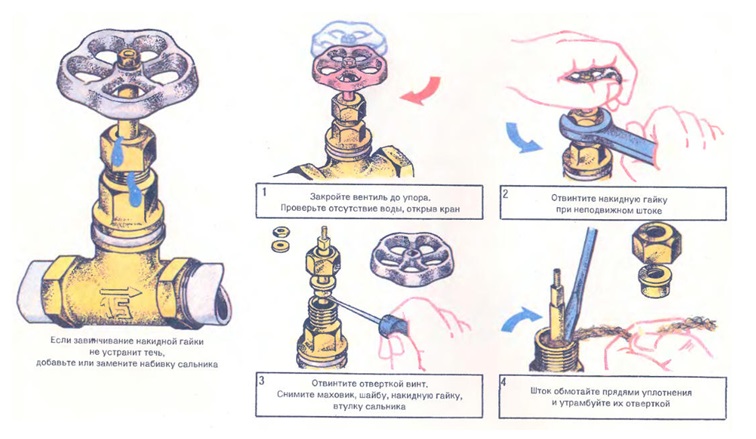
Các miếng đệm được thay thế như sau:
- sử dụng cờ lê điều chỉnh cần vặn hộp cẩu cố định trục van;

Tháo van để thay thế miếng đệm
- kìm tháo đai ốc cố định miếng đệm;
- máy giặt và miếng đệm bị hỏng được tháo ra;
- một miếng cao su được cắt ra, kích thước của chúng lớn hơn một chút so với kích thước của van;
- một lỗ được tạo ra ở trung tâm của miếng cao su đã cắt;
- cao su được gắn trên van và cố định bằng đai ốc;
- cao su thừa được cắt bằng kéo xung quanh van. Các miếng đệm hoàn thiện phải hoàn toàn phù hợp với kích thước của van;

Gắn một miếng đệm mới vào trục chính
- sử dụng một con dao, thân van được làm sạch. Bạn nên cẩn thận loại bỏ tất cả các cặn bẩn không chỉ trong vỏ thiết bị, mà còn trong kết nối ren;
Nếu không thể làm sạch vỏ bằng tác động cơ học thì có thể sử dụng dầu hỏa hoặc chất lỏng WD-40.
- hộp cẩu lắp trên ren;
- kết nối được niêm phong, sau đó thiết bị có thể được cố định hoàn toàn.
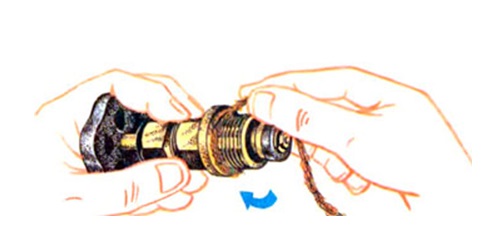
Niêm phong bằng chỉ lanh
Việc sửa chữa van phải được thực hiện khi nguồn cấp nước (hệ thống sưởi) bị ngắt.
Thay thế bao bì tuyến
Nếu van vòi bị rò rỉ, thì trong hầu hết các trường hợp, vấn đề là do không có hoặc bít kín quá mức của đệm lót. Để sửa chữa, bạn sẽ cần:
- một cờ lê hoặc cờ lê điều chỉnh có kích thước thích hợp;
- tuyến đóng gói;
- dao hoặc tuốc nơ vít đầu dẹt để làm kín.
Trong trường hợp này, bạn có thể tự sửa van theo sơ đồ sau:
- ngắt nguồn cấp nước của hệ thống;
- tháo tay xoay;
- tháo đai ốc cố định.Khi nới lỏng cố định, nên giữ trục chính ở một vị trí;
- tháo vòng đệm giữ chặt bao bì;
- sử dụng dao hoặc tuốc nơ vít để loại bỏ bao bì cũ;
Quy trình thay thế đệm lót để loại bỏ rò rỉ
- áp dụng và giả mạo vật liệu niêm phong mới;
- lắp ráp vòi theo thứ tự ngược lại.
Quá trình thay thế gioăng và đệm lót được mô tả chi tiết trong video.
https://youtube.com/watch?v=r7a44zQX2oo
Sửa chữa vết nứt
Nếu van bị rò rỉ và nguyên nhân rò rỉ là một vết nứt trên thân van, thì bạn có thể:
- thay thế hoàn toàn van;
- đóng vết nứt bằng vật liệu đặc biệt.
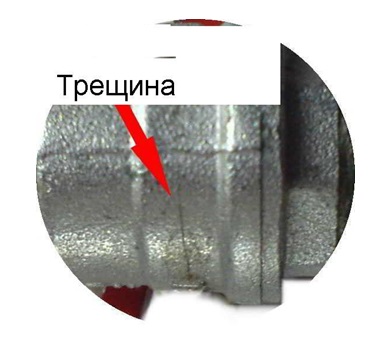
Vết nứt trên thân van
Trong số các vật liệu được sử dụng để làm kín các vết nứt, người ta có thể phân biệt một phương tiện để hàn nguội.

Phương tiện hàn kim loại nguội
Trên bao bì có ghi rõ hướng dẫn sử dụng sản phẩm. Mô hình sử dụng chung như sau:
- nơi cần sửa chữa vết nứt được làm sạch bụi bẩn và tẩy dầu mỡ bằng axeton;
- thành phần được chuẩn bị cho ứng dụng;
- hỗn hợp hoàn thiện được bôi lên vết nứt và phân bố đều trên bề mặt;
Đối với cường độ hàn, nên áp dụng hỗn hợp trên một diện tích lớn hơn vết nứt mà chính nó chiếm.
- Dự kiến sẽ làm khô hoàn toàn chế phẩm, sau đó có thể làm sạch và sơn vị trí hàn.

Phương pháp sử dụng hàn nguội để sửa chữa vết nứt
Nhờ đó, bạn có thể tự mình loại bỏ các vấn đề về van thường gặp nhất. Nếu công việc sửa chữa được thực hiện không giúp khắc phục được tình hình, thì van phải được thay thế.
Hợp chất gang và nhựa
Quá trình thay thế cống hiện nay sử dụng vật liệu cao cấp hơn gang. Trong trường hợp này, bạn sẽ cần kết nối bộ phận của hệ thống với một đường ống gang chung. Thông thường, việc thực hiện độc lập được thực hiện bằng cách chèn một sản phẩm này vào một sản phẩm khác, sau đó là trám bít bằng vữa xi măng.
Cách tiếp cận này không thể được gọi là đáng tin cậy, vì có nguy cơ biến dạng dẻo và rò rỉ. Cần phải hết sức cẩn thận khi nối ống nhựa và ống gang, vì phản ứng với nhiệt của hai vật liệu là khá khác nhau (để biết thêm chi tiết: ""). Tất cả điều này có thể phủ nhận việc niêm phong. Một tác hại khác đối với mối nối như vậy là định kỳ xảy ra rung và chấn động trong hệ thống cống rãnh.


Trong trường hợp không có ổ cắm, việc lắp ráp được thực hiện với hai bộ điều hợp. Đầu tiên, đường ống được làm sạch bụi bẩn và rỉ sét, sau đó, đầu tiên ống gang được trang bị một bộ chuyển đổi cao su và sau đó là một bộ chuyển đổi bằng nhựa. Đối với ống nhựa, nó được đưa vào bên trong bộ chuyển đổi nhựa.
Cách hàn gang với kim loại bằng hàn điện

31.12.2018
Khi tiến hành công việc sửa chữa, các tình huống phát sinh khi cần kết nối các kim loại khác nhau. Gang có thể hàn với thép được không? Có, nhưng những người có kinh nghiệm có thể làm được.
Hợp kim gang có đặc điểm là có hàm lượng cacbon cao, khi cháy hết thì cấu trúc của kim loại sẽ thay đổi. Mối nối được hàn ở chế độ nhiệt độ thấp, lên đến 120 ° C. Ngược lại, thép cần được nung nóng mạnh.
Để kết nối các bộ phận bằng gang với các hợp kim đen khác, công nghệ lớp đệm đã được phát triển. Lớp phủ niken cung cấp liên kết mạnh mẽ của các kim loại khác nhau.
Công nghệ hàn gang với điện cực tiêu hao thép
Có một số cách để hàn gang, chúng được sử dụng để nối hợp kim gang với các kim loại khác:
- Nóng - trước khi ghép các bộ phận, các lò nung được làm nóng trước hoàn toàn đến 600 ° C. Chỉ được phép sưởi bằng đèn hàn trong khu vực làm việc (gang trở nên đỏ thẫm). Được sử dụng cho các kết nối an toàn.
- Bán nóng, tốt cho các hợp kim đúc. Các bộ phận được nối được nung nóng một phần hoặc hoàn toàn đến 200–300 ° C.
- Lạnh - các bộ phận được kết nối mà không có nhiệt, nó được sử dụng cho lớp phủ - các đường nối làm việc trong quá trình nén.
Việc nối kim loại bằng cách hàn điện thủ công liên quan đến việc chuẩn bị sơ bộ bề mặt. Gang hợp kim xốp và hút dầu tốt. Tẩy vết bẩn thôi chưa đủ, phải lau cho sạch một lớp, nếu không đường may sẽ trở nên lỏng lẻo.
Làm thế nào thép được hàn với gang:
Đầu tiên bạn cần chọn các thông số hiện tại. Nếu máy hàn chỉ hoạt động ở chế độ không đổi, hãy chuyển đổi Cực sang ngược lại. Cần tính đến chỉ số hở mạch (hiệu điện thế giữa hai cực không có hồ quang) trị số cho phép đến 54 V. Chỉ được phép làm việc với dòng điện xoay chiều có mạch hở 54 V.
Hàn được thực hiện theo từng đoạn nhỏ, các con lăn được làm dài không quá 3 cm, đầu tiên, gang được lắng đọng, sau đó một phần thép được hàn vào lớp đệm.
Các đường nối có thành dày được hàn thành nhiều lớp, mỗi lớp được rèn trước khi áp dụng lớp tiếp theo
Nó được làm vuông góc với đầu tiên - đây là cách đạt được độ bền của kết nối.
Sau khi ghép hợp kim gang với thép bằng phương pháp nóng và nửa nóng, cần quan sát chế độ làm nguội của vùng tạo bề mặt. Đường may được làm nóng định kỳ để nguội dần
Khi làm nguội đột ngột, hợp kim gang bị nứt do ứng suất bên trong.
Lựa chọn điện cực
Sử dụng những cái đặc biệt có:
- đánh lửa dễ dàng khi khởi động;
- khả năng thâm nhập thấp;
- tỷ lệ lắng đọng cao;
- độ cứng của hạt kết quả.
Thương hiệu Nga:
- TsCh-4 - đa chức năng với lớp phủ xenlulo được phân biệt bởi quá trình đốt cháy ổn định, bề mặt tốt;
- OZCH-2, OZCH-25 - được sử dụng để hàn các phần tử có thành mỏng, chúng không cháy qua kim loại ở độ sâu lớn;
- MNP-2, OZZHN-2 chỉ được sử dụng để nối nóng các bộ phận bằng gang với kim loại.
Được nhập khẩu, sử dụng cho các đường nối quan trọng:
- Zeller 866, Zeller 855 - phổ thông, chúng nấu gang với sắt mà không cần làm nóng trước;
- Ficast NiFe - tạo kết nối hoạt động ổn định trong việc uốn, xoắn.
Quan trọng!
Trước khi làm việc, điều quan trọng là phải làm khô các điện cực tốt, làm ấm chúng, chúng được làm nóng từ 160 đến 300 ° C. Nhưng chỉ một vài miếng được lấy từ gói - khi sấy lại và làm nóng, lớp phủ sẽ vỡ vụn
Ứng dụng của hàn hồ quang argon
Việc sử dụng các điện cực chịu lửa và dây phụ bằng đồng-niken mang lại một kết quả tốt.
Làm thế nào thép được hàn với gang (một số khuyến nghị):
- Phụ gia được chọn tùy theo loại kim loại và loại gang. Dây thông lượng dựa trên niken thường được lựa chọn nhiều hơn, lớp phủ đầu tiên được loại bỏ nó.
- Argon được sử dụng như một bầu khí quyển bảo vệ, nó giúp bảo vệ đường nối khỏi quá trình oxy hóa.
- Điện cực vonfram chịu lửa được chọn để làm việc.
- Đối với công việc với các yếu tố thành mỏng, thợ hàn có kinh nghiệm sử dụng các miếng gang mỏng nhỏ thay vì dây.
- Đối với các kết nối chỉ chịu tải tĩnh (nén), có thể sử dụng hợp kim niken. Chúng bám dính tốt với tất cả các loại thép.
Những điểm quan trọng của quá trình hàn gang thép
- Công việc được thực hiện ở một vị trí thấp.
- Con lăn được thực hiện nhanh chóng mà không tạo ra một vũng chảy rộng.
- Gang xám nấu kém hơn, phải nung nóng, sau đó lắng một lớp chứa niken. Khi đó kết nối sẽ mạnh mẽ.
- Với thép hợp kim, gang tạo thành một đường nối lỏng lẻo; nó phải được rèn tốt.
- Cần phải nấu đường may đều, không có dao động mạnh với người giữ.
Cách hàn gang với kim loại bằng hàn điện Liên kết đến ấn phẩm chính
Chúng tôi tham gia polypropylene

Phương pháp kết nối polypropylene hoàn toàn phụ thuộc vào đường kính của sản phẩm. Vì vậy, các ống có đường kính lên đến 63 mm được nối bằng hàn ổ cắm hoặc vào ổ cắm. Các ống có đường kính lớn hơn được nối bằng hàn đối đầu.Đồng thời, cần nhớ rằng với sự trợ giúp của mỏ hàn thủ công, chỉ có thể thực hiện hàn đối với các ống có đường kính đến 40 mm. Các phần tử lớn được hàn trên thiết bị định tâm chuyên nghiệp.
Nhiệt độ hàn của ống polypropylene là 220-230 độ.
Công nghệ hàn trông như thế này:
- Các đường ống được cắt thành các đoạn mong muốn;
- Các cạnh của polyme được tẩy dầu mỡ hoàn toàn;
- Một dấu được áp dụng cho cạnh của đoạn tiếp theo, chiều dài của nó sẽ vượt quá độ sâu của ổ cắm 2 mm;
- Cả hai đầu của sản phẩm được nối đều tiếp xúc với mỏ hàn (ống được lắp vào vòi phun, và ổ cắm được lắp trên đó);
- Các phần tử được làm ấm trong 3-5 giây được nối với nhau để dừng lại và hoàn toàn nguội đi.
Ống PP cũng có thể được nối bằng cách sử dụng phụ kiện nén.
Kết nối ống gang trơn
Đường ống có thể được tạo ra không chỉ với các ống ổ cắm bằng gang: việc sử dụng các kết cấu trơn thường được thực hiện. Làm thế nào để kết nối một ống gang với một ống thép trong trường hợp này? Ở đây bạn sẽ cần sự hiện diện của các thiết bị khác nhau để kết nối: trước hết, chúng ta đang nói về khớp nối, yên ngựa, thánh giá, khúc cua. Tùy chọn nào sẽ phù hợp nhất được xác định bởi đường kính của đường ống và loại cầu nối.
Thông thường, các khớp nối cho một ống gang của một trong các loại được sử dụng cho việc này:
- Hình trụ. Thích hợp để kết nối các đường ống có cùng đường kính. Thông thường, một phụ kiện như vậy được trang bị một sợi.
- Hai xi lanh. Chúng được sử dụng trong trường hợp đường kính của các đường ống được kết nối khác nhau. Ngoài ra còn có một sợi bên trong khớp nối như vậy.
- Futorki. Ống nối này được trang bị cả ren trong và ren ngoài, chủ yếu được sử dụng trong hệ thống sưởi.
Bộ ly hợp rất dễ sử dụng. Bước đầu tiên là đánh dấu, trong đó mức độ ngâm của từng đường ống bên trong ống nối được xác định
Trong trường hợp này, điều quan trọng là phải đạt được kết nối của các đầu chính xác ở trung tâm của khớp nối. Bịt kín mối nối giữa hai loại keo đặc biệt
Thường thì đường ống có một góc đặt nhất định, hoặc các nhánh. Trong trường hợp này, các phụ kiện khác đến để giải cứu. Bạn có thể kết nối các ống cống bằng gang ở một góc bằng cách sử dụng các đoạn uốn cong. Về hình thức, đây là những đoạn ống có góc uốn nhất định (10, 15, 30, 60 và 90 độ).

Cũng có thể kết nối ống gang và thép với các thiết bị như vậy:
-
Tee
. Cho phép kết nối ba đường ống dẫn cùng một lúc. Thông thường nó được đặt ở một nơi mà cống rãnh. -
Thánh giá
. Cho phép kết nối bốn đường ống cùng một lúc. -
Yên xe
. Nó được sử dụng trong trường hợp khi một đường ống có đường kính nhỏ hơn được nối với đường dây chính. Thông thường, theo cách này, các thiết bị cố định đường ống dẫn nước độc lập được kết nối với nhau.
Các đầu của các thiết bị này có thể được trang bị ổ cắm hoặc phần thẳng. Việc làm kín các mối nối được thực hiện với các chất làm kín và kéo khác nhau.


