Công cụ
Bạn cũng có thể tăng đường kính của một ống đồng mềm và đàn hồi theo cách thủ công bằng cách kéo nó lên một trống hình nón có kích thước phù hợp.
Tuy nhiên, rất khó để có được một chiếc chuông có hình dạng chính xác theo cách thủ công như vậy. Tường có thể có độ dày không đồng đều, làm cho các bức tường mỏng hơn bị kéo căng ra quá nhiều và bức tường dày hơn thì không thể giãn ra được. Lực tác dụng của một người cũng không đồng đều, do đó, đường ống có thể bị uốn cong trong quá trình hoạt động và trống có thể bị lệch, do đó ổ cắm sẽ không đối xứng và bị lệch.
Để làm cho việc tháo rời gọn gàng và tạo thành một ổ cắm có hình dạng mong muốn từ mép của đường ống, điều này có thể đảm bảo thêm sự kết nối đáng tin cậy của các phần tử kết cấu, nhiều công cụ khác nhau được sử dụng.
Expander
Đây là một cơ chế thủ công, trong đó việc làm lóa được thực hiện bằng cách tác dụng lực đơn giản, giống như việc sử dụng trống hình nón. Bộ mở rộng bao gồm hai tay cầm và một bộ mở rộng - một phần tử hình nón trượt được lắp vào đường ống. Khi tiếp xúc với các đòn bẩy, các bộ phận của bộ giãn nở sẽ phân ra theo các hướng khác nhau, kéo dài đường ống.

Bộ mở rộng không tốn kém và cho phép bạn hoàn thành công việc một cách nhanh chóng và không tốn nhiều công sức. Tuy nhiên, rất khó để có được một kết quả định tính bằng cách sử dụng công cụ này. Các bức tường bị kéo căng không đều, các đoạn mỏng hơn có thể bị vỡ.
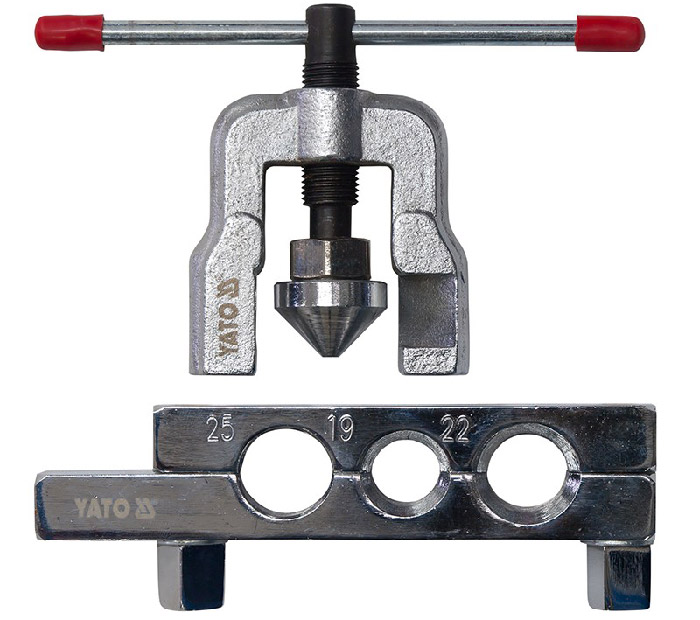
máy loe hình nón
Đây là một bộ nhỏ gồm hai công cụ: một khuôn và một công cụ làm loe.
Ma trận là một vise với một số lỗ hình trụ, được mở rộng từ trên xuống 45⁰. Kích thước lỗ tương ứng với đường kính ống tiêu chuẩn.
Máy rải bao gồm:
- vỏ có hướng dẫn,
- máy mở rộng hình nón,
- cơ chế kiểm soát,
- vít điện.
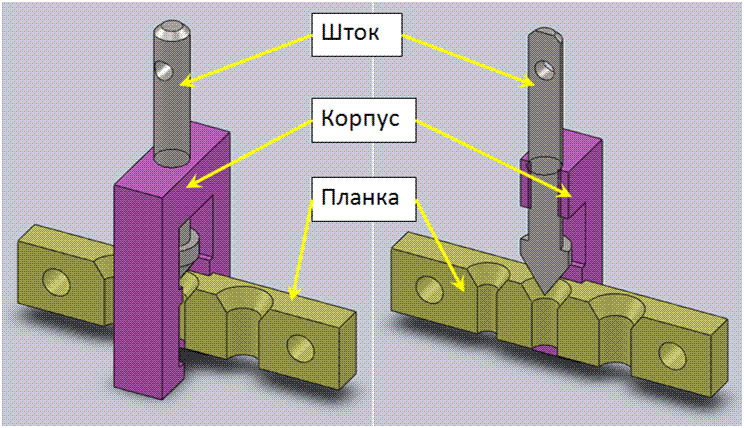
Khi vít nguồn, dẫn động cơ cấu điều khiển, được quay, bộ giãn nở dần dần được vặn vào mép ống, mở rộng nó. Các thanh dẫn đảm bảo sự bất biến của vị trí tương đối của ống và bộ mở rộng, do đó không có biến dạng và có được một ổ cắm đều và gọn gàng.
Pháo sáng cơ học
Công cụ này tương tự như công cụ trước, nhưng cơ thể làm việc của nó không phải là một hình nón, mà là một bộ con lăn. Các con lăn không giãn ra mà lăn theo thành ống, giãn nở đều và nhỏ dần, nhờ đó kim loại có cùng độ dày trên toàn bộ bề mặt loe, và ổ cắm gọn gàng, đối xứng.
Pháo sáng điều khiển bằng điện
Một máy mở rộng như vậy được dẫn động bằng điện bên cạnh máy mở rộng cơ học, do đó công việc mở rộng đường ống được thực hiện nhanh hơn và ít lao động hơn.
Khi nào cần làm bùng phát ống phanh?
Thông qua các đường ống phanh, như đã nói ở trên, dầu phanh áp suất cao được cung cấp cho tất cả các phần tử của hệ thống. Khi công suất của các ống như vậy suy giảm, toàn bộ hệ thống bắt đầu hoạt động kém hiệu quả, đặc biệt, dẫn đến quãng đường phanh tăng lên đáng kể. Thực tế là các phần tử của hệ thống phanh, bao gồm cả các ống, yêu cầu chẩn đoán (và, có thể, sửa chữa) có thể được chỉ ra bởi các tính năng đặc trưng sau:
- sự xuất hiện của âm thanh bên ngoài và chuyển động rung khi bạn nhấn bàn đạp phanh;
- chuyển động tự do của bàn đạp phanh khi được nhấn;
- rò rỉ dầu phanh, dẫn đến giảm áp suất và dẫn đến phanh kém hiệu quả và má phanh bị mòn nhiều;
- lái xe sang một bên khi phanh (tình trạng này, mặc dù là một dấu hiệu gián tiếp, cũng có thể cho thấy rằng các ống phanh cần được sửa chữa).

Ống phanh cũ trong tình trạng khủng khiếp nên được thay thế khẩn cấp, ngay cả khi không có rò rỉ.
Tuy nhiên, dấu hiệu chính cho thấy các ống phanh không thực hiện đầy đủ chức năng của chúng và bắt buộc phải loe là quãng đường phanh tăng lên. Các nguyên nhân phổ biến nhất làm giảm hiệu suất của ống phanh là:
- vi phạm trong thiết kế của các đầu lục giác mà các ống đó được trang bị;
- sự suy giảm chất lượng và độ tin cậy của các kết nối ren, sự xâm nhập của chất độn chuồng hoặc chất lỏng đóng cặn vào chúng.
Những trục trặc như vậy, ảnh hưởng tiêu cực đến tình trạng kỹ thuật của các bộ phận riêng lẻ của hệ thống phanh, làm giảm đáng kể hiệu quả hoạt động của hệ thống phanh. Đó là lý do tại sao các chuyên gia và nhà sản xuất ô tô khuyên bạn nên chẩn đoán nó sáu tháng một lần. Nếu bạn bị ràng buộc với số km, thì quy trình như vậy phải được thực hiện sau mỗi 50.000 km và các ống cao su, bất kể tình trạng kỹ thuật của chúng, phải được thay thế sau mỗi 125 nghìn km của xe.
Các tính năng thực thi
Có thể cần phải mở rộng ống làm bằng đồng nếu:
- đầu cắt của ống phải có cấu hình yêu cầu;
- phần cuối của sản phẩm phải được chuẩn bị để kết nối bằng cách sử dụng khớp nối (trong trường hợp này, sử dụng loe, chúng điều chỉnh các thông số hình học của ống như đường kính trong, góc uốn, v.v.);
- cần phải chuẩn bị các đầu của ống đồng để kết nối chúng bằng cách hàn.

Đường ống được cắt theo chiều dài bằng một công cụ đặc biệt - máy cắt ống. cho ống đồng hoặc nhôm
Để làm nổi một ống đồng có chất lượng bằng các dụng cụ và đồ đạc đặc biệt, bạn phải thực hiện các bước sau.
- Phần cuối của ống, đầu nối của ống phải được thực hiện, được làm sạch cẩn thận.
- Một ống tay áo đặc biệt được đặt ở phần cuối bị tước.
- Sử dụng một dụng cụ hoặc vật cố định đặc biệt, phần cuối của ống được làm loe cho đến khi góc giãn nở của nó là 45 °.
- Sau khi kết thúc quy trình, phần cuối của sản phẩm được lấy ra khỏi thiết bị cố định. Sau đó, bạn có thể bắt đầu kết nối ngay lập tức.

Máy doa - thiết bị để tước các đầu của ống đồng
Nếu đồng là cần thiết để kết nối nó bằng cách hàn, thì trình tự các hành động để thực hiện quy trình như vậy sẽ như thế này.
- Bề mặt của phần cuối của ống được làm loe được làm sạch kỹ lưỡng (tốt nhất là sử dụng bàn chải chuyên dụng cho việc này).
- Sử dụng một thiết bị đặc biệt, đầu ống đồng được mở rộng đến mức có thể đưa đầu ống khác vào trong và đồng thời duy trì khe hở 0,124 mm giữa các phần tử được kết nối. Đương nhiên, điều này đòi hỏi phải sử dụng một công cụ đo lường.
- Trên bề mặt bên trong của đoạn ống, vốn đã được loe ra, một lớp từ thông được áp dụng trong một lớp đồng nhất, điều này là cần thiết để đảm bảo hình thành một kết nối chặt chẽ và đáng tin cậy.
- Đầu của phần tử kết nối thứ hai được đưa vào phần loe đến độ sâu bằng đường kính của ống.
- Sử dụng lò đốt khí, mỏ hàn điện hoặc đèn hàn, vị trí kết nối trong tương lai được nung nóng cho đến thời điểm khi chất hàn bắt đầu nóng chảy.
- Chất hàn nóng chảy lấp đầy tất cả các khoảng trống giữa các cạnh của các ống đồng được kết nối, kết quả là kết nối chặt chẽ và đáng tin cậy được hình thành.
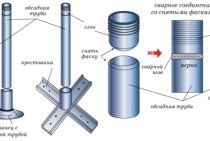
Mở rộng đường ống
Việc tăng đường kính của sản phẩm là cần thiết khi thực hiện kết nối không có khớp nối của các phần tử đường ống, ví dụ, hàn ống mao dẫn của ống đồng. Việc mở rộng kết quả cho phép bạn chèn một đường ống vào một đường ống khác.
Dụng cụ làm loe đơn giản nhất là một hình nón thông thường được vặn vào một đường ống cố định, mở rộng cạnh của nó.
Mô hình cải tiến được trang bị một bánh cóc, cho phép bạn điều chỉnh lực, do đó, các bức tường được bảo vệ khỏi bị vỡ. Ngoài ra, việc mở rộng đường ống được thực hiện bởi một bộ giãn nở, cơ thể làm việc của nó có một số đoạn, khi các tay cầm được nén, bắt đầu phân kỳ, kéo dài đường ống.
do đó, các bức tường được bảo vệ khỏi bị vỡ. Ngoài ra, việc mở rộng đường ống được thực hiện bởi một bộ giãn nở, cơ thể làm việc của nó có một số đoạn, khi các tay cầm được nén, bắt đầu phân kỳ, kéo dài đường ống.
Lăn bằng các công cụ được mô tả ở trên là cách dễ nhất, nhưng chất lượng của ống bọc tạo ra còn lâu mới hoàn hảo.
Độ loe chất lượng cao nhất đạt được khi sử dụng dụng cụ có thân làm việc là hình nón lệch tâm. Khi xoay tay cầm, cũng được trang bị cơ cấu an toàn, hình nón bắt đầu lăn dọc theo thành bên trong của ống, làm giảm độ dày và uốn cong mép. Phần mở rộng kết quả có chất lượng cao.
Các thiết bị như vậy chủ yếu được sử dụng cho các đường ống làm bằng kim loại mềm. Ống thép cũng có thể được mở rộng, nhưng quá trình này đòi hỏi nỗ lực đáng kể khi nguội. Do đó, người ta mong muốn làm nóng trước các đường ống như vậy, sau đó làm nóng bằng dụng cụ cầm tay sẽ trở nên dễ dàng hơn nhiều.
YÊU CẦU
1. Thiết bị hiệu chuẩn bộ mở rộng, bao gồm một phần thân có kênh trung tâm, các ren để kết nối với thiết bị thoát nước và phần lõm trên bề mặt bên ngoài, trong đó các con lăn được đặt, gắn trên các trục và được làm ở dạng hình trụ có các cạnh, các đầu trên của các trục được chế tạo với khả năng chuyển động hạn chế ra bên ngoài, trong khoang hình khuyên được hình thành giữa hai phần thân có một piston hình khuyên nạp lò xo được gắn với khả năng chuyển động dọc trục, và khoang dưới piston của piston hình khuyên được thông với nhau. với kênh trung tâm, có đặc điểm là các trục được trang bị các đầu lăng trụ ở trên và dưới, được lắp vào thân với khả năng hạn chế chuyển động dọc lên trên và chuyển động hướng tâm ra ngoài dưới tác dụng của lực đẩy và bề mặt nghiêng của piston, được lò xo chịu tải xuống dưới và được định cấu hình cho chuyển động dọc hạn chế lên trên, tương tác với đầu dưới của trục, trục trung tâm của mỗi trục thứ hai nằm trong mặt phẳng tương ứng, song song với trục của thân, trong khi thân được tạo với bề mặt nghiêng cho các đầu lăng trụ trên tương ứng của trục, và rãnh trung tâm của thân bên dưới piston được cung cấp một thu hẹp công nghệ.
2. Thiết bị theo điểm 1, có đặc điểm là các đầu lăng trụ của trục được làm đối xứng về trục trung tâm của chúng.
3. Thiết bị theo điểm 1 hoặc điểm 2, có đặc điểm là các trục được đặt trong vỏ sao cho đỉnh của mỗi trục bị dịch chuyển dọc theo chu vi về phía trước trong quá trình quay của thiết bị so với mặt dưới của trục xe.
4. Thiết bị theo điểm 1 hoặc điểm 2, có đặc điểm là các trục tại điểm tiếp xúc với các con lăn được trang bị các miếng chèn chịu mài mòn.
5. Thiết bị theo điểm 3, có đặc điểm là các trục tại điểm tiếp xúc với các con lăn được trang bị các miếng chèn chịu mài mòn.
6. Thiết bị theo điểm 1 hoặc điểm 2, có đặc điểm là các trục được cung cấp các hốc dọc đóng bên để bôi trơn.
7. Thiết bị theo điểm 3, có đặc điểm là các trục được cung cấp các khoang dọc kín bên để bôi trơn.
8. Thiết bị theo điểm 5, có đặc điểm là các trục được cung cấp các khoang dọc kín bên để bôi trơn.
9. Thiết bị theo điểm 6, có đặc điểm là các trục được cung cấp một rãnh hình trụ thông với các khoang kín bên cạnh và được đổ đầy dầu mỡ, và trong rãnh trung tâm có một lò xo pít-tông được nạp vào đầu đối diện của hình trụ. kênh.
10. Thiết bị theo điểm 7, có đặc điểm là các trục được cung cấp một rãnh hình trụ thông với các khoang kín bên cạnh và được đổ đầy mỡ, và trong rãnh trung tâm có một lò xo pít-tông được nạp vào đầu đối diện của hình trụ. kênh.
11. Thiết bị theo điểm 8, có đặc điểm là các trục được cung cấp một rãnh hình trụ thông với các khoang kín bên cạnh và được đổ đầy dầu mỡ, và trong rãnh trung tâm có một lò xo pít-tông được nạp vào đầu đối diện của hình trụ. kênh.
Dụng cụ và đồ đạc
Để làm bùng phát các ống làm bằng đồng bằng tay của chính bạn, các công cụ đặc biệt được sử dụng. Các thiết bị như vậy có thể có cả ổ đĩa bằng tay và bằng điện. Chúng được sử dụng để lắp đặt hệ thống điều hòa không khí, cấp nước và sưởi ấm. Các công cụ được trang bị ổ điện thường kết hợp nhiều chức năng: với sự trợ giúp của chúng, bạn không chỉ có thể mở rộng ống đồng mà còn có thể uốn cong nó theo góc mong muốn.
Bất kỳ thiết bị nào được sử dụng để giãn nở ống làm bằng đồng đều hoạt động trên nguyên tắc biến dạng dẻo, vì vậy điều quan trọng là nó phải xử lý quá trình đó cẩn thận nhất có thể, không vi phạm tính đồng nhất của cấu trúc vật liệu, duy trì sự đồng nhất của độ dày thành của sản phẩm, cũng như độ nhẵn của bề mặt bên trong của chúng
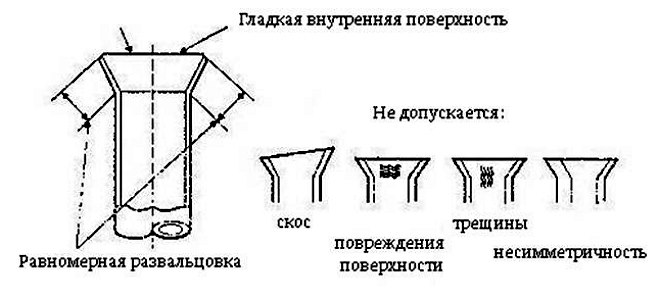
Sơ đồ điều chỉnh đúng và các ví dụ về hoạt động được thực hiện không chính xác
Vật mẫu
Đây là loại trống hình nón được làm bằng hợp kim kim loại cứng hơn đồng. Ưu điểm của một thiết bị như vậy là giá rẻ và dễ sử dụng. Trong khi đó, việc sử dụng nó có thể đi kèm với việc các thành của sản phẩm bằng đồng bị vỡ, dẫn đến chất lượng độ loe thấp.

Với thiết bị đơn giản nhất này, bạn có thể làm bùng phát một ống, nhưng không cần phải nói về bất kỳ chất lượng công việc nào
Pháo sáng cơ học
Cơ quan làm việc chính của thiết bị này là một con lăn bằng hợp kim cứng, lăn dọc theo cạnh của ống đồng, mang lại cho thiết bị này cấu hình yêu cầu sau này. Việc sử dụng bộ giãn nở cơ học có thể thực hiện biến dạng đồng nhất của phần đã xử lý của ống, để tạo thành các bức tường có cùng độ dày ở cuối với chất lượng cao của bề mặt bên trong của chúng.

Các dụng cụ cầm tay có thể cung cấp độ loe chất lượng cao và tốc độ làm việc tốt
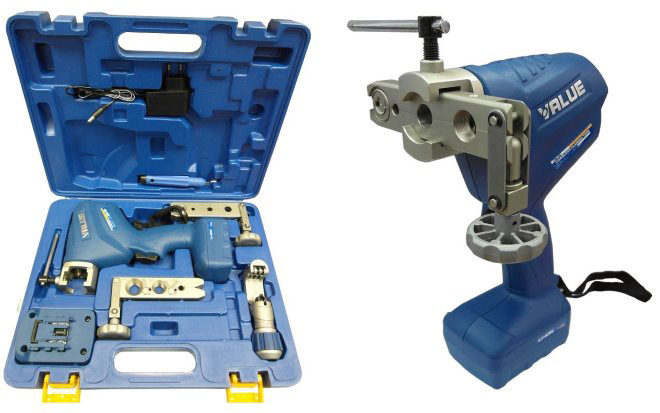
Pháo sáng điều khiển bằng điện
Một thiết bị như vậy với toàn bộ các đầu phun có thể thay thế cho nhau, có tất cả các ưu điểm của một công cụ cơ khí, cho phép bạn làm bùng các ống đồng với năng suất cao hơn và ít lao động hơn. Có lẽ nhược điểm duy nhất của máy loe điện là giá thành khá cao.
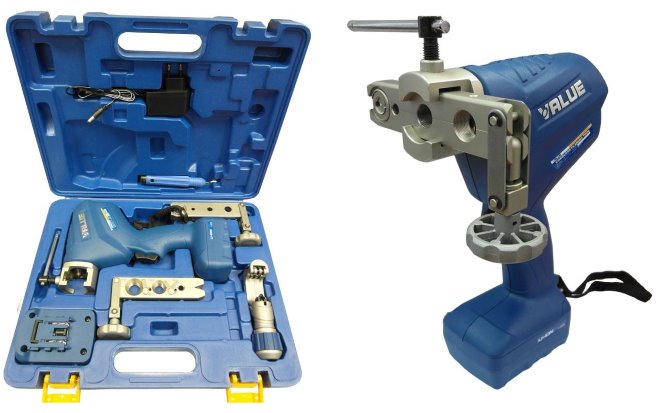
Pin của chiếc máy loe này kéo dài khoảng 100 lần hoạt động.
Expander
Một thiết bị thủ công như vậy, hoạt động trên nguyên tắc của cơ chế đòn bẩy, cho phép bạn làm bùng phát phần cuối của ống trong một chuyển động. Có thiết kế đơn giản, một thiết bị như vậy cũng có một số nhược điểm đáng kể, trong đó đáng kể nhất là không thể kiểm soát độ dày thành phôi. Vì vậy, việc sử dụng một máy giãn nở, thường được những người làm công việc đốt bằng tay của họ lựa chọn, không đảm bảo một kết quả chất lượng cao.
Nhận một chiếc chuông hình nón
Để hiểu công nghệ của quá trình, chúng ta có thể lấy ví dụ về việc mở rộng ống đồng. Trình tự công việc như sau:
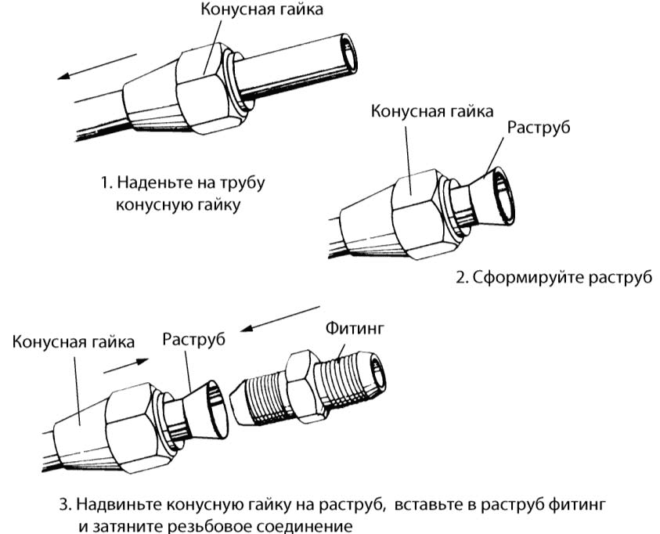 Sơ đồ hoạt động của chuông hình nón
Sơ đồ hoạt động của chuông hình nón
- Đường ống được cắt gọt cẩn thận. Đối với loe chất lượng cao, góc giữa mặt cuối và mặt phẳng phải là 90 độ.
- Xử lý kim loại của bộ phận làm việc bao gồm làm sạch và loại bỏ các gờ và ôxít.
- Một tay áo có ren được đặt trên ống.
- Phôi được kẹp trên giường trong lỗ chiếu nghỉ có đường kính thích hợp. Phần cuối của đường ống (phần làm việc) nên nhô ra một vài mm so với giường.
- Vặn vít, tựa phần hình nón loe vào phần cuối và tạo áp lực cho đến khi độ biến dạng của phần này đạt đến giới hạn - một phần váy được vát một góc 45 độ sẽ được hình thành.
- Phôi được lấy ra khỏi khung, ống bọc được chuyển đến mép đã gia công.
Để gia công côn trên phôi dễ dàng hơn, tốt hơn nên phủ chất bôi trơn lên bề mặt làm việc.Di chuyển vít qua lại, dần dần đạt được kết quả mong muốn - điều này sẽ giúp tránh kim loại có thể bị vỡ ở khu vực biến dạng.
Làm việc với trình mở rộng thủ công có thuật toán hành động của riêng nó:
 Cách sử dụng dụng cụ mở rộng đường ống thủ công
Cách sử dụng dụng cụ mở rộng đường ống thủ công
- Phần cuối của phôi được gắn trên đầu có đường kính phù hợp cho đến khi dừng lại (có một số đường kính).
- Trong khi giữ tay cầm cố định, tay cầm di động được di chuyển xung quanh chu vi, do đó làm lan rộng các hàm của đầu. Công việc được thực hiện không có bạo lực, để không làm vỡ đường ống.
- Sau khi có được sự mở rộng của đường kính, phôi được lấy ra khỏi dụng cụ.
- Kiểm tra sự dễ dàng đi vào của đường ống thứ hai vào ổ cắm kết quả.
Mẹo chọn công cụ
Làm nổi một ống đồng, do vật liệu của nó có độ dẻo cao, không khó. Tuy nhiên, để đạt được chất lượng cao của hoạt động công nghệ như vậy, chỉ nên sử dụng một công cụ chuyên dụng. Thực hiện bùng phát bằng cách sử dụng các thiết bị đơn giản nhất, bao gồm khoảng trống và thiết bị mở rộng, có thể đi kèm với một số hậu quả tiêu cực.
- Các thành ống, nếu chúng có độ dày nhỏ, sẽ bị kẹt.
- Các vết nứt có thể xảy ra trong thành ống sẽ bị ảnh hưởng bởi một thiết bị như vậy.
- Trong trường hợp này, thực tế không thể đạt được độ dày đồng nhất của thành ống, điều này cuối cùng sẽ ảnh hưởng đến độ tin cậy của mối nối được hình thành.

Trong một thiết bị đặc biệt, ống đồng được cố định thẳng góc và biến dạng xảy ra chính xác dọc theo hình nón
Trong khi đó, việc sử dụng các thiết bị được thiết kế đặc biệt để thực hiện bùng phát có những ưu điểm sau.
- Do sự biến dạng dần dần (được thực hiện từng bước đối với mỗi lần đi qua của con lăn chạy dao) của thành ống, trên thực tế đã loại trừ sự xuất hiện của các vết nứt trong đó.
- Độ dày thành ống đồng đều đạt được, ngay cả khi ban đầu thông số này không đồng nhất.
- Bề mặt bên trong của ống sau khi loe trở nên nhẵn và đồng đều hoàn hảo.
Ngoài ra, việc sử dụng một thiết bị đặc biệt cho phép bạn làm bùng phát phần cuối của ống một cách nhanh chóng và hiệu quả, ngay cả đối với những người chưa bao giờ tự tay thực hiện quy trình như vậy.

Bộ loe có thể bao gồm: loe lệch tâm, mũi doa, dao cắt ống, dụng cụ mở rộng ống và lò xo uốn ống
Để việc làm loe được thực hiện hiệu quả, cần đặc biệt chú ý đến việc lựa chọn dụng cụ. Trong trường hợp này, cần phải tính đến các thông số như:
- đặc điểm của vật liệu làm ống, đặc biệt là mức độ dẻo của nó;
- đường kính trong của sản phẩm;
- đường kính ngoài của nó;
- độ sâu loe ra;
- khoảng cách mà sản phẩm sẽ nhô ra trên phần làm việc của dụng cụ;
- khoảng cách giữa các tâm của các lỗ bên trong của các ống đồng (nếu thiết bị được chọn cho phép bạn làm bùng phát nhiều sản phẩm cùng một lúc);
- độ dày thành phôi;
- sự cần thiết phải tạo rãnh trên phần đã gia công của ống đồng;
- sự hiện diện của các đường nối trên bề mặt của phôi.