Đặc điểm của hàn ống kẽm
Quyết định dùng điện cực để nấu mạ, chọn nhãn hiệu mong muốn dựa trên các điều kiện hoạt động của sản phẩm được hàn trong quá trình sử dụng tiếp theo. Hàn không khác với hàn thông thường, ngoại trừ một số sắc thái:
- Nhiệt độ tác động lên lớp kẽm dẫn đến sự cháy của lớp kẽm và tạo thành khí độc, do đó, trong quá trình hàn phải tuân theo các biện pháp phòng ngừa an toàn - sử dụng thông gió dòng chảy và bảo vệ cơ quan hô hấp khỏi khí.
- Trước khi tiến hành công việc, nên tiến hành hàn thử trên các đoạn ống ngắn để lựa chọn điện cực và chế độ cung cấp điện tối ưu.
- Để đốt hết kẽm, cần phải bổ sung năng lượng, do đó dòng điện trên máy hàn được đặt nhiều hơn 10% so với khi hàn thép không tráng.
- Đường may tốt hơn thu được khi sử dụng điện cực rutil (điều này ai cũng biết), khi hàn bằng điện cực có lớp phủ cơ bản, kẽm càng làm giảm chất lượng của đường may, làm cho các mép mép của nó bị rách và không đồng đều. Do đó, khuyến cáo rằng trước khi hàn với các điện cực với lớp phủ chính, hãy chuẩn bị vị trí của mối nối tương lai - loại bỏ lớp phủ kẽm bằng axit hoặc vật liệu mài mòn.

Cơm. 13 Xử lý bề mặt bằng sơn kẽm để chống ăn mòn
Tính năng của hàn
Bản đồ công nghệ trực tiếp hàn ống mạ kẽm đưa ra các thông số nhất định về công việc và quy trình làm việc, các thông số này phải tuân theo các quy định. Quá trình hàn phải cung cấp các đặc tính nhất định, mục đích của việc này là ngăn ngừa hư hỏng bề mặt của lớp mạ kẽm trong quá trình hàn công nghệ. Do đó, hàn điện ống mạ kẽm liên quan đến việc áp dụng một chất trợ dung đặc biệt lên bề mặt của lớp mạ kẽm. Điều này sẽ ngăn chặn hiện tượng cháy kẽm tại thời điểm hàn.
 Hàn ống mạ kẽm
Hàn ống mạ kẽm
Theo quy trình hàn ống mạ kẽm, liên doanh quy định các bước sau:
- Tại nơi hàn, một hợp chất trợ dung được áp dụng, có trạng thái công nghệ nhớt lỏng.
- Trong quá trình hàn, kết nối thông lượng đi vào một cấu trúc khác, trong khi nóng chảy xảy ra và từ thông không tạo ra sản phẩm cháy, cũng không bay hơi, nhưng hàn ống mạ kẽm có hại cho sức khỏe, nếu không sử dụng các thiết bị bảo vệ đặc biệt cho người vận hành thiết bị hàn.
- Khi kết thúc quá trình hàn công nghệ, sẽ có được một đường may hoàn toàn đồng đều và chắc chắn ở chỗ nối. Bề mặt được bảo vệ hoàn toàn khỏi sự xuất hiện của các quá trình ăn mòn trong tương lai.
https://youtube.com/watch?v=QFoiF2vXzVE
Làm thế nào để hàn ống bằng hàn điện một cách chính xác hướng dẫn từng bước
Lựa chọn điện cực Đa dạng các mối hàn và mối nối ốngLàm việc sơ bộ với các bộ phận Quy trình hànCác tính chất của hàn điệnLắp ráp các mối nốiLàm việc với các mối nối quay và cố địnhKiểm tra độ tin cậy của mối nối Quy tắc an toàn khi làm việc với máy hàn
Trong quá trình vệ sinh nhà cửa, thường có những trường hợp phải xây dựng một số loại kết cấu từ các đường ống hoặc thanh profile thông thường. Thông thường, các loại ống nhựa nhẹ và dễ lắp đặt, cũng như các sản phẩm thép có ren xiết được sử dụng cho những mục đích này. Tuy nhiên, trong bài viết này chúng ta sẽ xem xét cách hàn đúng đường ống cho hệ thống sưởi hoặc các hệ thống cần thiết khác trong nhà của bạn, bởi vì các tùy chọn nêu trên không phải lúc nào cũng được chấp nhận và phù hợp.
Lựa chọn điện cực
Điều đầu tiên bạn cần thực hiện công việc hàn trên đường ống sưởi ấm hoặc các cấu trúc khác là điện cực. Không chỉ độ tin cậy của các mối hàn thu được và độ kín của hệ thống, mà cả quá trình thực hiện công việc cũng sẽ phụ thuộc vào chất lượng của vật tư tiêu hao này.
Điện cực được hiểu là một thanh thép mỏng được phủ một lớp sơn đặc biệt, cho phép tạo ra hồ quang ổn định trong quá trình hàn điện ống, tham gia vào quá trình hình thành mối hàn, đồng thời chống oxi hóa kim loại.
Theo loại lõi, có các điện cực như vậy:
- Với tâm không nóng chảy. Vật liệu cho các sản phẩm đó là than chì, than điện hoặc vonfram.
- Với tâm nóng chảy. Trong trường hợp này, lõi là một sợi dây, độ dày của nó phụ thuộc vào kiểu hàn.
Đối với vỏ bên ngoài, rất nhiều điện cực được tìm thấy trên thị trường nên được chia thành nhiều nhóm.
Vì vậy, phạm vi bảo hiểm có thể là:
- Xenlulozơ (loại C). Các sản phẩm này chủ yếu được sử dụng cho công việc hàn với các đường ống có tiết diện lớn. Ví dụ, đối với việc lắp đặt các đường ống vận chuyển khí đốt hoặc nước.
- Axit Rutile (RA). Các điện cực như vậy là tối ưu để hàn các ống kim loại để sưởi ấm hoặc hệ thống ống nước. Trong trường hợp này, mối hàn được bao phủ bởi một lớp xỉ nhỏ, dễ dàng loại bỏ bằng cách gõ nhẹ.
- Rutile (RR). Loại điện cực này giúp ta có được đường hàn rất chính xác và xỉ hình thành trong quá trình hoạt động rất dễ dàng được loại bỏ. Chủ yếu các điện cực như vậy được sử dụng ở những vị trí của các mối nối góc hoặc khi hàn lớp thứ hai hoặc thứ ba.
- Xenlulozơ Rutile (RC). Các điện cực như vậy có thể thực hiện hàn hoàn toàn ở bất kỳ mặt phẳng nào. Đặc biệt, chúng được sử dụng rất tích cực để tạo ra một đường may dọc dài.
- Cơ bản (B)
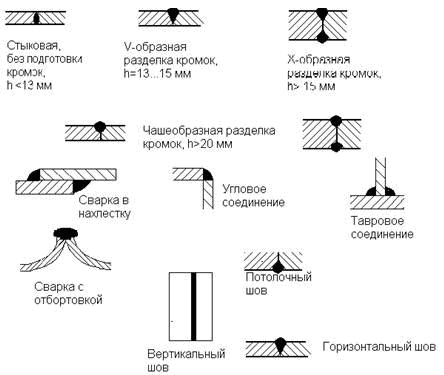
Các loại mối hàn và mối nối
Hàn ống thép được thực hiện bằng máy hàn theo phương pháp nung chảy. Máy hàn tạo ra dòng điện một chiều từ dòng điện xoay chiều và bằng hồ quang điện, làm nóng một khu vực cục bộ của \ u200b \ u200b sản phẩm đến nhiệt độ mong muốn. Sự tạo thành hồ quang điện xảy ra trên thanh kim loại (điện cực). Nơi hồ quang hoạt động, một bầu khí quyển đặc biệt được hình thành, khi kim loại nóng chảy, không cho phép nó bị oxy hóa. Nhờ đường hàn chất lượng cao, rò rỉ hoàn toàn bị loại trừ vì mối nối được hàn kín.
Có nhiều cách để khâu. Lựa chọn phương pháp nào phụ thuộc vào độ dày của ống và vật liệu làm ra chúng. Các loại đường nối chính:
- ở Kim Ngưu;
- mông;
- chồng chéo lên nhau;
- góc cạnh.
Điều quan trọng là phải xem xét vị trí của các đường ống trong mối quan hệ với nhau:
- đường may đáy. Trong quá trình hàn, điện cực được đặt trên các phần tử cần kết nối. Với phương pháp này, người thợ hàn có thể nhìn rõ tất cả các vùng được hàn nên phương pháp này là tiện lợi nhất.
- Đường may trần. Điện cực được đặt dưới phần tử cần hàn. Trong trường hợp này, người vận hành đưa tay lên và giữ nó trên đầu, vì vậy phương pháp này chỉ được sử dụng khi sửa chữa hoặc khi thay thế một đoạn ống bị biến dạng. Khi sắp xếp một hệ thống mới, nó không được sử dụng.
- đường may dọc. Phương pháp kết nối này được sử dụng nếu 2 đường ống nằm ngang. Người thợ hàn di chuyển điện cực lên xuống và từ dưới lên trên (theo hướng thẳng đứng).
- Đường may ngang. Thường thì các kết nối ngang làm cho việc lắp đặt hệ thống sưởi và hệ thống ống nước. Trong trường hợp này, hai ống ở vị trí thẳng đứng.
Có thể hàn ống mạ kẽm không
Các quy tắc lắp ráp đường ống được xác định bởi GOSTs. Tuy nhiên, các yêu cầu tiêu chuẩn không phù hợp để làm việc với ống mạ kẽm. Lớp kẽm bảo vệ sôi ở nhiệt độ 906 độ C. Tuy nhiên, đế phải được làm nóng đến 1200 độ.Do đó, các đổi mới đã được đưa ra, theo đó hai cách khả thi để giải quyết vấn đề đã được chỉ ra:
- Hàn sử dụng chất trợ dung. Chế phẩm không được chứa các thành phần hòa tan trong nước.
- Giảm thời gian hàn. Như vậy kẽm sẽ không có thời gian để bay hơi. Để hoàn thành công việc nhanh hơn, bạn cần tăng nhiệt độ bằng cách sử dụng bộ điều chỉnh hiện tại.
Người thợ hàn lựa chọn phương pháp tùy theo tình huống, yêu cầu kỹ thuật.