تحضير لحام النحاس بالألمنيوم والنحاس والفولاذ المقاوم للصدأ والحديد
الفترة التحضيرية ، والتي تشمل شراء الأجهزة والمواد الضرورية ومعدات الحماية الشخصية وإجراء اللحام نفسه.
هناك طريقتان لتوصيل النحاس بالنحاس: درجة حرارة عالية ودرجة حرارة منخفضة. الأول يتضمن تسخين المعدن إلى 900 درجة مئوية ، ويتم استخدامه لخطوط الأنابيب ذات الضغط العالي أو الإجهاد الحراري. بالنسبة للحام بدرجة حرارة عالية ، يتم استخدام المواد المخصصة لذلك: اللحام الصلب على شكل قضبان (نقطة انصهار هذا اللحام حوالي 900 درجة مئوية) وتدفق الكربيد.
من أجل لحام النحاس باستخدام طريقة درجات الحرارة المنخفضة ، يكفي تسخين المعدن إلى 600 درجة مئوية (عادة 300-380 درجة مئوية) ، وهو ما يمكن تحقيقه في الظروف المنزلية. بالنسبة لهذا الإجراء ، يتم استخدام اللحام اللين في لحام النحاس والنحاس الأصفر على شكل سلك أو قضيب بقطع عرضي يصل إلى 3 مم وتدفق أكثر قابلية للانصهار. اللحيم سبيكة من القصدير ، أكثر من 97٪ ، مع معادن أخرى: النحاس ، والسيلينيوم ، والفضة ، والأنتيمون.
ما هو التدفق الصحيح لحام الأنابيب النحاسية ممكن فقط مع التدفق - تركيبة خاصة تشبه العجينة (مع كلوريد الزنك) ، والتي يتم تطبيقها على سطح أقسام الأنابيب ليتم ربطها بشريط عريض. يؤدي عدة وظائف:
- يمنع عملية أكسدة المعدن عن طريق إزالة الأكسجين ؛
- يحسن التصاق اللحام بالنحاس ؛
- هو مؤشر على التسخين الكافي للمعادن ، ويشير إلى وقت إحضار النحاس اللحام ؛
- يعزز الانتشار المنتظم للحام فوق المفصل.
هندسة السلامة. على الرغم من بساطة العملية ، يجب لحام الأنابيب النحاسية وفقًا لقواعد السلامة. لا تكمن خطورة الحروق في شعلة الموقد نفسها فحسب ، بل تكمن أيضًا في المعدن الساخن. يقوم النحاس بتوصيل الحرارة بشكل جيد ، لذلك ، أثناء التشغيل ، لا يقتصر الأمر على المنطقة التي يوضع عليها اللحام ويتم تسخين اللحام ، ولكن الأنبوب بأكمله ، ويبرد ببطء. إذا كان من الضروري لحام الأنابيب النحاسية التي لم يتم دمجها بعد في نظام الأنابيب ، فإن التحضير يشمل وضعها على دعامات غير قابلة للاشتعال حيث يمكن أن تبرد لفترة طويلة. قبل لمس المعدن الملحوم من مكانه ، يجب الانتظار حتى يبرد تمامًا.

الخطر المباشر هو اللهب المكشوف للموقد ، لذلك تحتاج إلى شراء أداة مناسبة للعمل بها: ويفضل أن يكون ذلك باستخدام فوهة متحركة على خرطوم طويل
سلامة لحام النحاس
يجب أن يؤخذ في الاعتبار أن الموصلية الحرارية للنحاس عالية جدًا ، ونتيجة لذلك ، لا يوصى بلحام الأجزاء وإمساكها بأيدي دون حماية ، على الأرجح سيؤدي ذلك إلى حروق. يتم الاحتفاظ بالتفاصيل الأقصر من 30 سم حصريًا بملقط أو في قفازات واقية. إذا انخفض التدفق أثناء عملية اللحام على الأجزاء العارية من الجسم ، فمن الضروري غسله على الفور بالماء والصابون ، لأنه بالإضافة إلى الحرارة ، يمكن الحصول على حرق كيميائي.
بالنسبة لأي عمل به نيران مكشوفة ومعدن ساخن ، بالإضافة إلى تدفق يحتوي على حمض ، فإن الملابس الاصطناعية غير مرغوب فيها ، لأن مثل هذا النسيج يشتعل ويذوب بشكل أسرع من غيره. تأكد من التهوية أثناء التشغيل ، فالدخان الناتج عن التدفق المحترق ضار.
إذا لم تكن هناك مهارات لحام على الإطلاق ، فمن المستحسن التدرب على قصاصات الأنابيب أو الأسلاك قبل القيام بعمل مسؤول. هناك القليل من الصعوبات في هذا العمل ، وكقاعدة عامة ، 2-3 مرات كافية لتعلم جميع التقنيات الأساسية. في حالة تجميع نظام السباكة ، يوصى بتجميعه مسبقًا على الأرض قبل وضع كل شيء في مكانه. بعد التجميع واللحام ، يجب شطف النظام جيدًا بالماء النظيف الساخن لإزالة أجزاء التدفق واللحام من داخل الأنابيب.
أنظمة السباكة أو التدفئة المصنوعة من الأنابيب النحاسية باهظة الثمن ، لكنها قوية ومتينة.نظرًا لأن النحاس لديه موصلية حرارية عالية ، وخصائص جيدة ضد التآكل ومضادة للجراثيم ، فإن خط الأنابيب المصنوع منه فعال ومتين. ليس من الصعب لحام النحاس في المنزل: يتم وضع وصلة توصيل على الأنابيب ، ثم يتم إغلاق التماس. بدلاً من استخدام المقبس ، يتم أحيانًا توسيع طرف أحد الأنابيب وإدخال آخر فيه. هذا الاتصال مناسب لأنه لا يتطلب تركيبات ، وعمر الخدمة يساوي عمر الأنابيب نفسها.
المواد والأجهزة اللازمة من الصفيح وغيرها
الأدوات التالية مطلوبة للعمل مع الأنابيب النحاسية:
- قاطع مواسير أو منشار أو مطحنة بقرص رفيع ؛
- بيفيلر.
- موسع الأنابيب (موسع) ؛
- تدفق لحام؛
- جندى.
- لحام الحديد للنحاس ، على سبيل المثال ، مشعل البروبان لحام الأنابيب النحاسية ؛
- قفازات مطاطية
- المناديل الورقية.
لقطع الأنبوب ، يتم استخدام قواطع مواسير بأحجام مختلفة. العينات الأكبر حجمًا لها نصف قطر دوران كبير ، وهي غير ملائمة للاستخدام في الأماكن التي يصعب الوصول إليها ، لذلك إذا كانت هناك حاجة لقطع جزء من مصدر مياه مركب نهائي ، فاستخدم قاطع أنابيب صغير. يمكنك قطع الأنبوب بمنشار أو مطحنة بقرص رفيع ، ولكن لا يمكن الحصول على قطع أفضل إلا باستخدام قاطع الأنابيب.
بعد قطع الأنبوب ، يتم تنظيف الحواف. هذا ضروري حتى لا يكون هناك دوامات لتدفق السوائل في النظام. عندما لا تكون هناك عوائق ، فإن إمدادات المياه لا تعاني من الإجهاد وتعمل مثل الساعة.
قبل لحام النحاس ، يتم تلميع أطراف الأنبوب بورق الصنفرة الناعم الحبيبات ، والذي يمكن شراؤه من متاجر الأجهزة. يتم تنظيف كلا السطحين استعدادًا للحام ، وأحيانًا يتم استخدام فرش صغيرة لهذه الأغراض ، يبلغ قطرها 22 مم ، وتناسب جميع الأنابيب تقريبًا. للتجريد ، يتم إدخال ساق الفرشاة في مفك البراغي أو المثقاب ، حيث تتم العملية بشكل أسرع وأفضل.
يتم تطبيق التدفق على السطح الخارجي النظيف والأملس - وهو تركيبة تمنع أكسدة النحاس.
تُستخدم القفازات المطاطية لحماية اليدين ، لأنه عند قطع النحاس والأزيز ، تتشكل العديد من العناصر المعدنية الصغيرة التي تلتصق بالجلد مثل الشظايا.بالإضافة إلى ذلك ، عند تنظيف السطح باستخدام المثقاب ، تمضغ الفرشاة الدوارة قفازات القماش.
من أجل لحام النحاس بشكل صحيح ، يجب ألا يغيب عن البال أنه لا ينبغي أن يمر أكثر من نصف ساعة من لحظة تجريد وتطبيق التدفق إلى اللحام ، وإلا يجب تكرار التجريد مرة أخرى. إذا تم تطبيق التدفق بفرشاة ، فلا يجب أن تبقى شعيرات أو شعيرات منه على السطح - وإلا لن يكون التوصيل محكمًا ، وبعد إمداد المياه ، سوف يتسرب خط الأنابيب.
بعد إدخال الأنبوب في المقبس ، لا تتم إزالة بقايا التدفق بالكامل بمنديل ، وتبقى على الوصلة على شكل حافة من 1-2 مم ، وعند اللحام ، يتم سحب اللحام إلى الداخل - يكون التأثير الشعري أثار. أولاً ، يتم تسخين المفصل بموقد ، بينما يتم تبخير الرطوبة بين الجدران. ثم يتم إحضار الموقد للمرة الثانية ، ثم يسخن النحاس تدريجيًا ، ويأخذ التدفق مظهرًا من الصفيح. في هذه اللحظة ، يتم وضع اللحام على الجانب الأمامي ، ويحدث اللحام ، بينما تتدفق السبيكة المنصهرة إلى الجانب الخطأ ، وتتصلب في عملية الحركة. يتم فصل الأجزاء المعدنية الزائدة المتكونة من الأسفل عن نفسها. هناك طرق عديدة لحام النحاس.
تحضير لحام النحاس بالألمنيوم والنحاس والفولاذ المقاوم للصدأ والحديد
الفترة التحضيرية ، والتي تشمل شراء الأجهزة والمواد الضرورية ومعدات الحماية الشخصية وإجراء اللحام نفسه.
هناك طريقتان لتوصيل النحاس بالنحاس: درجة حرارة عالية ودرجة حرارة منخفضة. الأول يتضمن تسخين المعدن إلى 900 درجة مئوية ، ويتم استخدامه لخطوط الأنابيب ذات الضغط العالي أو الإجهاد الحراري. بالنسبة للحام بدرجة حرارة عالية ، يتم استخدام المواد المخصصة لذلك: اللحام الصلب على شكل قضبان (نقطة انصهار هذا اللحام حوالي 900 درجة مئوية) وتدفق الكربيد.
من أجل لحام النحاس باستخدام طريقة درجات الحرارة المنخفضة ، يكفي تسخين المعدن إلى 600 درجة مئوية (عادة 300-380 درجة مئوية) ، وهو ما يمكن تحقيقه في الظروف المنزلية. بالنسبة لهذا الإجراء ، يتم استخدام اللحام اللين في لحام النحاس والنحاس الأصفر على شكل سلك أو قضيب بقطع عرضي يصل إلى 3 مم وتدفق أكثر قابلية للانصهار.اللحيم سبيكة من القصدير ، أكثر من 97٪ ، مع معادن أخرى: النحاس ، والسيلينيوم ، والفضة ، والأنتيمون.
ما هو التدفق الصحيح لحام الأنابيب النحاسية ممكن فقط مع التدفق - تركيبة خاصة تشبه العجينة (مع كلوريد الزنك) ، والتي يتم تطبيقها على سطح أقسام الأنابيب ليتم ربطها بشريط عريض. يؤدي عدة وظائف:
- يمنع عملية أكسدة المعدن عن طريق إزالة الأكسجين ؛
- يحسن التصاق اللحام بالنحاس ؛
- هو مؤشر على التسخين الكافي للمعادن ، ويشير إلى وقت إحضار النحاس اللحام ؛
- يعزز الانتشار المنتظم للحام فوق المفصل.
هندسة السلامة. على الرغم من بساطة العملية ، يجب لحام الأنابيب النحاسية وفقًا لقواعد السلامة. لا تكمن خطورة الحروق في شعلة الموقد نفسها فحسب ، بل تكمن أيضًا في المعدن الساخن. يقوم النحاس بتوصيل الحرارة بشكل جيد ، لذلك ، أثناء التشغيل ، لا يقتصر الأمر على المنطقة التي يوضع عليها اللحام ويتم تسخين اللحام ، ولكن الأنبوب بأكمله ، ويبرد ببطء. إذا كان من الضروري لحام الأنابيب النحاسية التي لم يتم دمجها بعد في نظام الأنابيب ، فإن التحضير يشمل وضعها على دعامات غير قابلة للاشتعال حيث يمكن أن تبرد لفترة طويلة. قبل لمس المعدن الملحوم من مكانه ، يجب الانتظار حتى يبرد تمامًا.
الخطر المباشر هو اللهب المكشوف للموقد ، لذلك تحتاج إلى شراء أداة مناسبة للعمل بها: ويفضل أن يكون ذلك باستخدام فوهة متحركة على خرطوم طويل
ما هو مطلوب لحام الأنابيب النحاسية
لحام الأنابيب النحاسية ، الذي ليس من الصعب القيام به بيديك ، لا يتطلب معدات باهظة الثمن وأي مواد خاصة. من أجل تنفيذه بشكل صحيح ، ستحتاج إلى الأجهزة التالية.
الموقد ، والذي بسببه سيتم تسخين اللحام وقسم الأنابيب حيث سيتم توصيلهما. كقاعدة عامة ، يتم توفير غاز البروبان لمثل هذا الموقد ، حيث يتم تنظيم ضغطه بواسطة مخفض اللحام.
أداة خاصة لقطع الأنابيب النحاسية. نظرًا لأن المنتجات المصنوعة من هذا المعدن ناعمة جدًا ، فيجب قطعها بلطف بدرجة كافية حتى لا تتسبب في تجعد الجدران. يتم تقديم قواطع الأنابيب من طرز مختلفة في السوق الحديثة ، والتي تختلف في وظائفها وقدراتها التقنية.
يسمح تصميم النماذج الفردية لهذه الأجهزة ، وهو أمر مهم ، باستخدامها حتى للعمل في الأماكن التي يصعب الوصول إليها.
موسع الأنبوب هو جهاز يسمح لك بتوسيع قطر الأنبوب النحاسي ، وهو أمر ضروري من أجل لحام أفضل. في الأنظمة المختلفة المركبة من الأنابيب النحاسية ، يتم استخدام عناصر من نفس القسم ، ولكي يتم توصيلها نوعيًا ، من الضروري زيادة قطر أحد العناصر المتصلة بشكل طفيف
هذه هي المشكلة التي يحلها جهاز مثل موسع الأنابيب.
طقم حرق الأنابيب النحاسية
جهاز لشطف نهايات الأنابيب النحاسية. بعد التشذيب ، تبقى نتوءات على أطراف الأجزاء ، مما قد يتداخل مع الحصول على اتصال موثوق وعالي الجودة. لإزالتها وإعطاء نهايات الأنابيب التكوين المطلوب ، يتم استخدام مشطوف الحواف قبل اللحام. هناك نوعان رئيسيان من أجهزة الشطب في السوق اليوم: توضع في جسم دائري ومصنوعة على شكل قلم رصاص. أكثر ملاءمة للاستخدام ، ولكن أيضًا أكثر تكلفة ، هي الأجهزة المستديرة التي يمكنها معالجة الأنابيب النحاسية اللينة التي لا يزيد قطرها عن 36 مم.
لإعداد الأنابيب النحاسية للحام بشكل صحيح ، من الضروري إزالة جميع الشوائب والأكاسيد من سطحها. لهذه الأغراض ، يتم استخدام الفرشاة والفرش ، حيث يتم تصنيع شعيراتها من الأسلاك الفولاذية.
عادة ما يتم عمل لحام الأنابيب النحاسية باستخدام اللحام الصلب ، والذي يمكن أن يكون مرتفعًا ومنخفضًا في درجات الحرارة. اللحام عالي الحرارة عبارة عن سلك نحاسي يحتوي على حوالي 6٪ من الفوسفور في تركيبته.يذوب مثل هذا السلك عند درجة حرارة 700 درجة ، بينما بالنسبة لنوع درجة الحرارة المنخفضة (سلك القصدير) ، 350 درجة كافية.
تتضمن تقنية لحام الأنابيب النحاسية استخدام تدفقات ومعاجين خاصة تؤدي وظيفة وقائية. لا تحمي مثل هذه التدفقات التماس المتشكل من تكوين فقاعات الهواء فيه فحسب ، بل تعمل أيضًا على تحسين التصاق اللحام بمادة الأنبوب بشكل كبير.
بالإضافة إلى التدفق واللحام والعناصر الأساسية الأخرى ، ستكون هناك حاجة إلى أدوات إضافية لحام الأنابيب النحاسية ، والتي يمكن العثور عليها في كل ورشة عمل أو مرآب. لحام أو لحام المنتجات النحاسية ، قم أيضًا بإعداد:
- علامة عادية
- الروليت.
- مستوى البناء
- فرشاة صغيرة ذات شعيرات صلبة ؛
- شاكوش.
قبل بدء العمل ، من المهم أيضًا تحديد كيفية لحام الأنابيب النحاسية. يمكن أن يكون هناك خياران رئيسيان: لحام النحاس (أقل استخدامًا) واستخدام لحام ناعم
عند حل هذه المشكلة ، من المهم أن ننطلق من حقيقة أن هناك متطلبات لاستخدام نوع أو آخر من اللحام. لذلك ، يتم استخدام الجنود الصلبين في لحام عناصر وحدات التبريد ومكيفات الهواء. في جميع الحالات الأخرى (أنظمة إمدادات المياه ، وأنظمة التدفئة ، وما إلى ذلك) ، يمكن استخدام سلك القصدير. ولكن مهما كانت التكنولوجيا التي يتم اختيارها ، يجب أن نتذكر أن التدفق ضروري على أي حال.

فرش لنزع السطح الداخلي لأنبوب نحاسي قبل اللحام
قواعد لحام النحاس
عندما يكون من الضروري لحام منتج نحاسي أو منتج يحتوي على مكونات نحاسية ، فمن المستحيل إعطاء إجابة لا لبس فيها حول كيفية وما هي أفضل طريقة للقيام بذلك. يعتمد اختيار الطريقة والأدوات على العديد من العوامل ، مثل حجم ووزن الأجزاء وتكوينها. يؤخذ في الاعتبار أيضًا الحمل الذي يجب أن تتعرض له المنتجات الملحومة بالفعل. هناك العديد من طرق اللحام ، ومن الأفضل معرفتها جميعًا لاختيار الطريقة الأنسب إذا لزم الأمر.
لحام أجزاء كبيرة
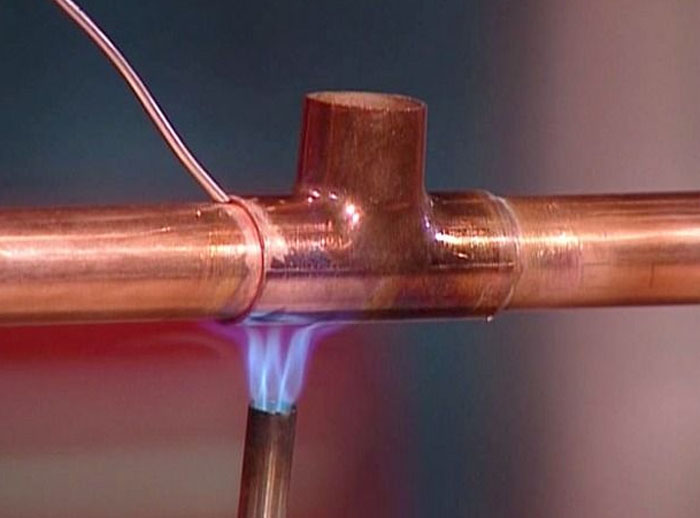
مخطط لحام النحاس الشعري.
إذا كنت بحاجة إلى لحام أجزاء ضخمة أو كبيرة لا يمكن تسخينها إلى درجة الحرارة المطلوبة باستخدام مكواة لحام ، يتم استخدام شعلة ولحام نحاسي. التدفق في هذه الحالة هو البورق. قوة لحام النحاس والفوسفور أعلى من تلك المستخدمة في لحام القصدير القياسي.
يتم تطبيق طبقة رقيقة من التدفق على الأنبوب أو السلك الذي يتم تنظيفه ميكانيكيًا. بعد ذلك ، يتم تثبيت الأنبوب على الأنبوب ، ويتم تنظيفه ميكانيكيًا أيضًا. باستخدام موقد غاز ، يتم تسخين الوصلة حتى يتغير لون النحاس المطلي بالصهر. يجب أن يصبح التدفق فضي اللون ، وبعد ذلك يمكنك إضافة اللحام. يذوب اللحام على الفور ويخترق الفجوة بين الأنبوب والتركيب. عندما تبدأ قطرات اللحام بالبقاء على سطح الأنابيب ، تتم إزالة اللحام.
لا تفرط في تسخين الأنابيب ، لأن هذا لا يساهم في ظهور تأثير شعري أكبر. على العكس من ذلك ، فإن النحاس المسخن إلى السواد يكون أقل قابلية للحام. إذا بدأ المعدن في اسوداد ، يجب إيقاف التسخين.
أسلاك أو أسلاك اللحام
لا ينبغي استخدام اللحام القائم على كلوريد الزنك في لحام الأسلاك النحاسية الرقيقة حيث إنه سيدمر النحاس. إذا لم يتوفر تدفق ، في هذه الحالة يمكنك إذابة قرص الأسبرين في 10-20 مل من الماء.
مخطط لحام النحاس في بيئة غاز خامل.
يمكن تسخين الأسلاك النحاسية أو الأجزاء المصنوعة من الأسلاك من أقسام مختلفة بسهولة إلى درجة الحرارة المرغوبة باستخدام مكواة لحام. يجب أن يكون نظام درجة الحرارة هو النظام الذي يذوب فيه اللحام أو القصدير أو القصدير الرصاصي ، كما يتم إجراء اللحام بواسطته. يجب أن تحتوي التدفقات على الصنوبري أو تكون مصنوعة من الصنوبري أو زيت اللحام أو حتى الصنوبري نفسه يمكن استخدامه.
يتم تنظيف سطح السلك من الأوساخ والأكسيد ، وبعد ذلك يتم تغليف الأجزاء.تتضمن هذه العملية تطبيق طبقة رقيقة من التدفق أو الصنوبري على النحاس الساخن ، ثم اللحام ، الذي يتم توزيعه على السطح بالتساوي قدر الإمكان باستخدام مكواة اللحام. يتم توصيل الأجزاء التي يجب توصيلها وتسخينها مرة أخرى باستخدام مكواة لحام حتى يبدأ اللحام المتصلب بالفعل في الذوبان مرة أخرى. عندما يحدث هذا ، تتم إزالة مكواة اللحام ويبرد المفصل.
يمكن تثبيت الأجزاء في نائب بحيث تكون المسافة بينهما 1-2 مم. يتم تطبيق الجريان على الأجزاء وتسخينها. يتم إحضار اللحام إلى الفجوة بين الأجزاء الساخنة ، والتي سوف تذوب وتملأ الفجوة. يجب أن تكون درجة حرارة انصهار اللحام بهذه الطريقة أقل من درجة حرارة انصهار النحاس حتى لا تتشوه الأجزاء. يبرد الجزء ، ثم يغسل بالماء وينتهي ، إذا لزم الأمر ، بورق الصنفرة حتى يصبح ناعمًا وموحدًا.
أطباق اللحام أو لحام الثقوب في النحاس
عند استخدام أطباق اللحام ، يتم استخدام القصدير النقي ، وتكون درجة انصهاره أعلى من تلك الخاصة بالقصدير أو اللحام المحتوي على الرصاص. في بعض الأحيان ، من أجل لحام أجزاء كبيرة ، يتم استخدام مكاوي اللحام بالمطرقة ، وتسخينها على نار مفتوحة بموقد غاز أو موقد اللحام. في المستقبل ، يحدث كل شيء وفقًا للمخطط القياسي: التنظيف ، والتدفق والتعليب ، وربط الأجزاء والتدفئة باستخدام مكواة لحام. بالنسبة لمكواة اللحام هذه ، يكون لحام القصدير النقي مناسبًا.
من الداخل ، يكون للتركيب ، كقاعدة عامة ، حدود تمنعه من المرور عبر الأنبوب. يمكن إزالته بملف خشن إذا احتاج التركيب إلى دفعه على الأنبوب أبعد مما هو مقصود ويجب لحام الفتحة غير الضرورية بهذه الطريقة.
ملامح اللحام مع جنود لينة وصلبة
توصيل الأنابيب النحاسية لديه عدد من السمات المميزة. يتم تمييزها بشكل خاص عند استخدام مواد مختلفة.
يتم لحام وصلات اللحام القابلة للانصهار عند درجة حرارة 175-315 درجة مئوية. يتم اللحام بالتركيبات الصلبة عند تسخين الوصلة إلى درجة حرارة 650-815 درجة مئوية.
يستخدم اللحام الناعم في لحام الأنابيب النحاسية بقطر داخلي يصل إلى 22 مم ، والسبائك الصلبة التي يبلغ قطرها 22 مم أو أكثر.
 الجنود الليّنون والمحمومون - الوصف
الجنود الليّنون والمحمومون - الوصف
مع التسخين الكافي ، تغلي طبقة التدفق المطبقة. عند ذوبان اللحام الناعم ، يتم تشكيل قطرة منصهرة ، والتي تلعب دورًا مهمًا في الاتصال القوي للأنابيب. يدفع تدفق الغليان التركيبة المنصهرة خارج مساحة المفصل. تحت تأثير القوى الشعرية ، يتم سحب سبيكة اللحام في المفصل أثناء تبريدها.
عند اللحام بالجنود الصلبة ، يتم إدخال وسادة رقيقة من المعدن الناعم بين العناصر المراد لحامها. يتم تثبيت الأجزاء المتصلة بشكل آمن وثابت بحشية توجيه.
تتيح لك تقنية بسيطة لحام الأنابيب النحاسية وتوافر جميع المواد القيام بهذا العمل بنفسك في المنزل.
فيديو ذو صلة: لحام مواسير نحاسية "تجربتي"
مجموعة مختارة من الأسئلة
- ميخائيل ، ليبيتسك - ما هي الأقراص المستخدمة في قطع المعادن؟
- إيفان ، موسكو - ما هو GOST للصفائح المعدنية المدلفنة؟
- Maksim ، Tver - ما هي أفضل رفوف لتخزين المنتجات المعدنية المدرفلة؟
- فلاديمير ، نوفوسيبيرسك - ماذا تعني المعالجة بالموجات فوق الصوتية للمعادن دون استخدام مواد كاشطة؟
- فاليري ، موسكو - كيف تصنع سكينًا من المحمل بيديك؟
- ستانيسلاف ، فورونيج - ما هي المعدات المستخدمة لإنتاج مجاري الهواء الفولاذية المجلفنة؟
عملية اللحام
يتكون من إجراء عمليات متسلسلة:
- يتم قطع الأنبوب إلى شرائح من الأبعاد المطلوبة ، والتي يتم تمييزها للراحة - الإمداد أو الإرجاع ؛
- تتم إزالة الشطب من الحافة.
- يتم تنظيف الحواف بمقدار 2 سم: خارجي على الأنبوب ، وكذلك داخلي في المقبس ؛
- يتم تطبيق التدفق بشريط على طول الأسطح النظيفة (الخارجية والداخلية) ؛
- يتم تجميع الاتصال: يتم إدخال الأنبوب في المقبس ؛
- تتم إزالة التدفق الزائد بمنشفة ورقية ، ولكن ليس تمامًا - تُترك حافة من 1-2 مم ؛
- يتم إشعال الموقد ، يتم إحضار اللهب إلى المفترق ؛
- يتم تسخين السطح لمدة 10-15 ثانية إلى درجة حرارة معينة - يجب أن يكتسب التدفق لونًا من القصدير ؛
- يتم وضع اللحام أعلى المفصل ، عند تسخينه ، سيتم سحبه في المفصل ، وينتشر على طول التماس ، ويملأه.
إذا لم يتم تنظيف مفصل المفصل من الشعيرات أو الغبار ، ونتيجة لذلك تسرب اللحام الملحوم لأنبوب الماء النحاسي ، يمكن استعادة الضيق بإحدى الطريقتين التاليتين:
باستخدام مكواة لحام
- يتم تنظيف السطح ومعالجته بحمض الفوسفوريك وتسخينه باستخدام مكواة لحام ، ويتم تطبيق القصدير ؛
- باستخدام شعلة: يتم تطبيق التدفق على السطح النظيف ، والتسخين ، ووضع اللحام ، والصهر.
كيفية لحام النحاس بشعلة غاز
يمكنك لحام الأنبوب النحاسي كما يلي:
- نظف منطقة اللحام بمبرد ناعم أو ورق صنفرة أو فرشاة معدنية.
- سحق الصنوبري ورش مكان اللحام.
- سخني الأنبوب فوق لهب غاز حتى يذوب الصنوبري.
- ضع اللحام POS-30 أو 40 وقم بإذابه باستخدام مكواة لحام ، وتوزيعه على السطح.
في الحياة اليومية ، تتم معالجة معالجة النحاس ليس فقط عندما يكون من الضروري لحام الأنابيب النحاسية للتدفئة أو السباكة ، ولكن أيضًا في إصلاح السيارات ، إذا ظهر صدع أو تسرب في رادياتير السيارة. في هذه الحالة ، يتم إجراء لحام المشعاع النحاسي بيديك. بدلاً من الموقد الغازي ، يستخدم سائقي السيارات مكواة لحام كهربائية بقوة 250 واط للأنابيب النحاسية. لتجريد النحاس ، يتم استخدام ورق صنفرة أو فرشاة معدنية ، ولحام القصدير أو الصنوبري أو حمض الفوسفوريك يستخدم كحامض لحام.
لحام الحديد في المنزل
لحام النحاس بمكواة اللحام أسهل من استخدام الشعلة. الإجراء كالتالي:
- يتم تنظيف سطح المبرد بورق صنفرة ناعم الحبيبات أو فرشاة.
- يتم وضع بضع قطرات من الحمض بالتساوي على حواف المنطقة المتضررة.
- يتم تسخين الكراك باستخدام مكواة لحام كهربائية ، ويتم إحضار جندى. ذاب ، القصدير يملأ الحفرة.
أنابيب نحاسية ذاتية اللحام للتدفئة أو إمدادات المياه ، وإصلاح الشقوق في المشعات هي عملية تقنية بسيطة يمكن إجراؤها في المنزل باستخدام مجموعة صغيرة من الأدوات.
شاهد الفيديو
يعتبر لحام النحاس في المنزل من صلاحيات كل رجل.
أدوات ومواد لحام النحاس
- قاطع الأنابيب؛
- بيفيلر.
- موسع الأنابيب
- صوف معدني
- ملزمة؛
- كماشة؛
- ملاقيط؛
- لحام حديد؛
- جندى.
- تدفق؛
- البورق.
- زيت اللحام
- الموقد الغازي.
رسم تخطيطي لآلة اللحام الكهربائي.
مطلوب قاطع مواسير لقطع الأنابيب حسب الطول. مبدأ تشغيل قواطع الأنابيب هو نفسه ، على الرغم من وجود الكثير من الطرز للبيع. يتم تثبيت أنبوب القطع بين البكرات والشفرة ، ثم يتم تدوير قاطع الأنبوب حوله ، مما يؤدي إلى شد البرغي السفلي بمقدار ثلث دورة. للحصول على حافة ناعمة ، يتم تثبيت الأنبوب بشكل عمودي تمامًا على الأداة. عادة ما يتم قطع الأنبوب في 5-6 لفات. باستخدام موقد الغاز ، من الممكن إجراء لحام النحاس بدرجة حرارة منخفضة ، حيث لا تتجاوز درجة حرارته 450 درجة. ليست كل تصميمات الشعلة المتوفرة تجارياً مناسبة للحام.
قبل اختيار موقد لحام النحاس ، يجب الانتباه إلى التعليمات ، لأن تلك الشعلات التي تبدأ بإشعال الشواية ليست مناسبة لهذا الغرض. كيفية لحام النحاس بشكل صحيح؟ تحتاج إلى القيام بذلك باستخدام مكواة لحام أو موقد لهب ضيق
سوف يقوم هذا الموقد بتسخين الأنبوب في غضون ثوانٍ ، وستستمر خرطوشة الغاز لفترة طويلة مع الاستخدام الاقتصادي. عند اختيار الموقد ، تحتاج إلى إلقاء نظرة على تكوين الغاز في الاسطوانة. كقاعدة عامة ، هذا خليط من البروبان والبيوتان ، ولكن كلما زاد محتوى البيوتان ، ارتفعت درجة حرارة اللهب.
يستخدم الصوف المعدني لتنظيف النحاس قبل العمل بشعلة ومكواة لحام. يقوم بضغط نهاية الأنبوب أو السلك بإحكام ويقوم بعدة حركات دورانية بجهد. هذا يكفي للسلك ، ويجب أيضًا تنظيف الأنبوب من الداخل. يمكن تنظيف الأنابيب الضيقة (التركيبات) بفرش خاصة مصممة لهذا الغرض ، بينما يُمنع تمامًا استخدام ورق الصنفرة ، وخاصة الكسور الكبيرة ، وحتى الملف. النحاس معدن ناعم ، وعند استخدام ورق الصنفرة ، تظل مكونات ورق الصنفرة على السطح ، مما يمنع الالتصاق والترابط الجيد.
مخطط اللحام النقطي للنحاس.
يمكن شراء اللحام ملفوف لسهولة الاستخدام. هذا سلك من الصفيح يبلغ قطره حوالي 3 مم
يُنصح بالاهتمام بغياب الرصاص في اللحام ، والذي يجب الإشارة إليه بنقش خاص على الملف. عنصر مهم في اللحام هو التدفق ، الذي يبلل المعدن الأساسي (النحاس في هذه الحالة) قبل اللحام ، ويخترق جميع الشعيرات الدموية
ينتشر التدفق فوق السطح تحت تأثير القوى الشعرية. قبل اللحام بشكل صحيح ، يجب أن يكون السطح نظيفًا تمامًا وخاليًا من الأكاسيد. لن يكون التماس قويًا إلا إذا كانت المكونات محمية من الأكسجين الموجود في الهواء. يزيد استخدام التدفق من التصاق اللحام على قدم المساواة مع التنظيف الميكانيكي للأسطح.
عند استخدام التدفق ، لا يهم كثيرًا ما إذا كان لحام الرصاص أو غير الرصاص ، فالنوعان قابلان للتبادل. تدفقات لحام الفولاذ المقاوم للصدأ بالنحاس غير مناسبة للاستخدام مع النحاس. يمكن أيضًا استخدام الصنوبري العادي ، ولكن قد تكون هناك مشاكل في تطبيقه.


