كيفية ثني الأنابيب البلاستيكية باستخدام بندر الأنابيب
في عملية تجميع خط الأنابيب ، غالبًا ما يكون من الضروري ثني الأنبوب. إذا تم استخدام المنتجات المعدنية والبلاستيكية للتثبيت ، فإن هذا العمل ليس بالمهمة الصعبة للغاية. البلاستيك المعدني مادة بلاستيكية ، ولكن عند العمل بها ، يجب تطبيق عدد من القواعد. سنكتشف كيفية ثني الأنابيب المعدنية والبلاستيكية.
غالبًا ما يستخدم البلاستيك المعدني لتركيب الأنظمة الهندسية للمباني السكنية. هذه المادة مناسبة لتركيب أنظمة السباكة والتهوية والتدفئة. لا يعد ثني الأنابيب المعدنية البلاستيكية بأيديهم مهمة صعبة للغاية ، ومع ذلك ، إذا تم تنفيذ هذا العمل بشكل غير صحيح ، فقد يؤدي ذلك إلى فشل المنتج بسبب التشوه.
ثني الأنابيب هو عملية يتغير خلالها موضع المحور المركزي للمنتج. في هذه الحالة ، يتم إنشاء إجهاد شد على الجدار الخارجي ، ويتم إنشاء إجهاد انضغاطي على الجدار الداخلي.
يجب ثني الأنبوب مع الحفاظ على نصف قطر الانحناء الأمثل. يعتمد هذا المؤشر على:
- حجم الأنبوب
- نسبة القطر الداخلي والخارجي.
ما هي التركيبات المستخدمة؟
ليس من الصعب ثني الأنبوب يدويًا في المنزل ، ولكن في نفس الوقت ، فإن خطر إفساد قطعة العمل كبير جدًا. لذلك ، من الضروري استخدام بندر الأنابيب للأنابيب المعدنية والبلاستيكية. هذا الجهاز:
- ميكانيكي؛
- مع محرك هيدروليكي
- الكهروميكانيكية.
يتيح لك استخدام ثني الأنابيب ثني المعدن والبلاستيك دون تلف. مزايا استخدام المعدات:
- خطر منخفض للغاية لإفساد قطعة العمل ؛
- استخدام بسيط
- القدرة على الانحناء للمنتجات ذات الأحجام المختلفة.
هيدروليكي
يعتبر النموذج الهيدروليكي أغلى بكثير من بندر الأنبوب الزنبركي ، لكن التعامل معه أسهل بكثير. تم تجهيز هذا الطراز بمضخة مدمجة ، وبفضل ذلك ليس من الضروري بذل جهد بدني كبير للانحناء.
يتميز بندر الأنبوب بغطاء معدني متين يوفر الحماية للجزء الهيدروليكي من الجهاز. يتحكم المشغل في تشغيل الجهاز باستخدام رافعة. هناك نماذج لثني الأنابيب بإطار مفتوح أو مغلق.
تم تجهيز الموديلات باهظة الثمن من ثنيات الأنابيب بمضخة هيدروليكية كهربائية ، وخيارات أرخص لها محرك هيدروليكي يدوي. الخيار الثاني مناسب لأنه يمكن استخدامه دون الاتصال بمصدر طاقة.
نسخة أخرى من آلة ثني الأنابيب تسمى القوس والنشاب. هناك ثلاثة أنواع من هذه الأجهزة:
- لف؛
- تشغيل في؛
- المرجعي.
عند استخدام جهاز من النوع الأول ، يتم ضغط الجزء المثني على بكرة ذات حجم معين. كلما زاد قطر بكرة العمل ، زاد نصف قطر الانحناء. عند تشغيل الجهاز ، تبدأ الأسطوانة في الدوران ، ولف الجزء المثني من الأنبوب المعدني والبلاستيك حتى يتم الحصول على درجة الانحناء المطلوبة.
يتم تثبيت ثلاث بكرات في معدات من هذا النوع ، إحداها تقوم بالتثبيت ، وهو الذي يمارس الضغط على الأنبوب ويخلق ثنيًا. البكرتان الأخريان تدعمان. يتم استخدام معدات من هذا النوع إذا كان من الضروري ثني منتج بلاستيكي معدني كبير الحجم.
لذا ، قبل البدء في تجميع خط الأنابيب ، عليك أن تتعلم كيفية ثني أنبوب بلاستيكي معدني في المنزل. لأداء هذا العمل ، يجدر استخدام بندر أنبوب زنبركي بسيط.
تعد المعدات المهنية ذات المحرك الهيدروليكي باهظة الثمن وليس من المنطقي شرائها لأداء العمل لمرة واحدة.
يتيح لك استخدام بندر الأنبوب الزنبركي ثني المنتجات المعدنية والبلاستيكية بأسرع ما يمكن وببساطة.
المتطلبات القياسية لنصف قطر الانحناء
عند ثني عناصر الأنابيب ، يجب ألا تغير جدرانها ملفها الجانبي ، المقطع العرضي والإنتاجية (التغيير في القطر الداخلي) - يتم تحقيق ذلك بسبب نصف قطر دوران معين ، والذي تحدده المعايير.
عند تحديد الحدود الدنيا للتقريب ، يتم أخذ طرق الحصول عليها في الاعتبار - يتم توفير أفضل المؤشرات الهبوطية بواسطة ثني مواسير مغزل مع تقنية اللف والمعالجة الحرارية ، مما يجعل من الممكن تقليل حجم الدائرة.
يعتمد المؤشر أيضًا على مادة التصنيع وأبعاد المنتج: القطر الخارجي (Dn) وسمك الجدار (S) ، كما توضح الجداول طول المقطع المستقيم ، وهو أمر ضروري للحصول على القيم المحددة.
عند العمل ، من المهم معرفة أبعاد الجزء الذي يتم الحصول على قيم نصف القطر هذه - يتم حسابها بجمع أطوال قسمين مستقيمين وقوس محسوب باستخدام صيغة خاصة
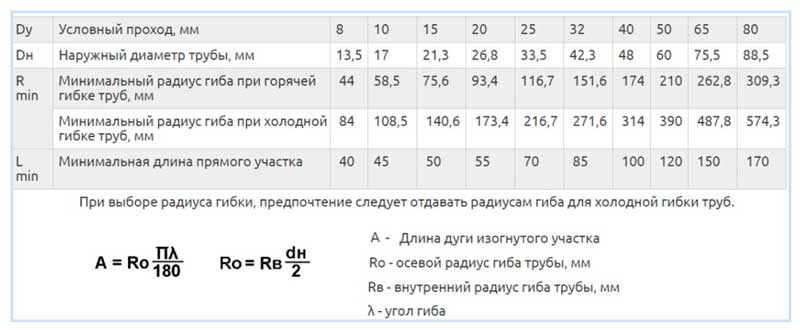
أرز. 2 الحد الأدنى لنصف قطر ثني الأنابيب لخطوط الأنابيب الفولاذية وحساب طول القوس
البيانات الواردة في الجداول تضمن ، وفقًا لمعايير الأبعاد ، القطع الناقص GOST المطلوب والبيضاوي حتى 12.5٪.
وفقًا لـ GOST 17365-71V لخطوط الأنابيب للبيئات العدوانية ، يشار إلى الحد الأدنى لنصف قطر ثني الأنبوب التالي:
- للعناصر ذات القطر الخارجي D حتى 20 مم. - لا تقل عن 2.5 د ؛
- عند D ، أكثر من 20 ملم. يجب ألا يقل نصف القطر عن 3.5 د.
في هذه الحالة ، يجب ألا يتجاوز رقيق الحوائط في منطقة الانحناء 20٪ للصلب و 25٪ للألمنيوم.
مزايا المكونات الهيدروليكية للتطبيق
في العديد من وحدات ثني الأنابيب اليدوية وجميع وحدات ثني الأنابيب الصناعية تقريبًا ، يتم استخدام محرك هيدروليكي ، والذي يتمتع بالمزايا التالية على المسمار الميكانيكي:
- إمداد محرك الأقراص غير المتدرج للمنتج المنحني ؛
- القدرة على تطوير قوى ثابتة كبيرة في حركة ترددية ، غير قابلة للتحقيق عند استخدام المحركات الكهربائية فقط ؛
- أبعاد صغيرة للوحدات الرئيسية ؛
- السرعه العاليه؛
- الموثوقية والمتانة.
- عدم وجود عقد فرك والتشحيم الجيد.

أرز. 10 طريقة الانحناء لقطع الشغل المعدنية الفولاذية
هيكل الأنابيب المعدنية والبلاستيكية
أساس الأنبوب المعدني البلاستيكي هو طبقة من البولي إيثيلين. إنه هو الذي يوفر القوة العالية لمثل هذه المنتجات ، بحيث يمكن للأنبوب أداء وظيفة تحمل. بمساعدة التركيبة اللاصقة ، يتم توصيل رقائق الألومنيوم بطبقة البولي إيثيلين ، والتي عند استخدام الأنبوب ، ستمنع انتشار الأكسجين. حواف الأنبوب ملحومة من طرف إلى طرف بالليزر. تصبح درجة حرارة التمدد الخطي للأنابيب المنتجة بهذه الطريقة قابلة للمقارنة مع درجة حرارة الأنابيب المعدنية. يتم تنفيذ وظائف الحماية والتزيين بواسطة الطبقة الخارجية من اللون الأبيض ، وهي البولي إيثيلين.
وبالتالي ، فإن الأنبوب المعدني البلاستيكي عبارة عن هيكل يتكون من الطبقات التالية:
- طبقة البولي ايثيلين،
- طبقة من الغراء
- رقائق الألومنيوم،
- طبقة أخرى من اللاصق
- الطبقة الخارجية من البولي ايثيلين.
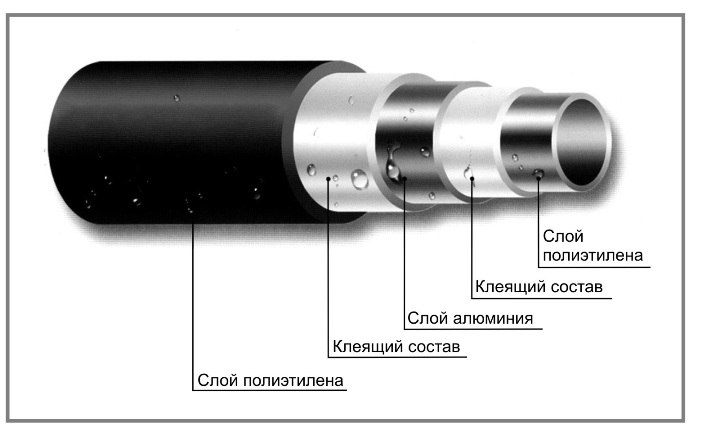
هيكل الأنبوب المعدني البلاستيكي
يضمن البناء الفريد متعدد الطبقات لهذه المنتجات عمر خدمة طويل. يسمح لك البولي إيثيلين المتصالب ، الذي يشكل الطبقة الداخلية ، بإنشاء المستوى الضروري من نعومة السطح الداخلي وحماية الأنبوب من المقياس والرواسب الأخرى ، وبالتالي يظل القطر الداخلي للأنبوب المعدني والبلاستيك دون تغيير في ظل التشغيل العادي الظروف. بفضل طبقتين من البوليمر ، فإن قلب الألومنيوم محمي بشكل موثوق به من تشكيل أزواج كلفانية مع عناصر خطوط أنابيب من النحاس والصلب. بالإضافة إلى ذلك ، تعمل طبقات البولي إيثيلين على تقليل التوصيل الحراري للأنابيب وشدة تكوين المكثفات على سطحها.
طرق ثني تشكيل جانبي معدني مربع
ثني ملف تعريف مقطع مربع أو مستطيل ، على الرغم من استخدامه في الصناعة ، إلا أن المظهر الجانبي المعدني المنحني أكثر طلبًا في الحياة اليومية.عند إنشاء أرضيات الدفيئة ، يلزم وجود ملف تعريف مقوس ، والذي يمكن إجراؤه باستخدام جهاز بسيط. يتمثل مبدأ تشغيل هذا الجهاز في دحرجة فارغة من خلال نظام من ثلاث لفات دوارة ، اثنتان خارجيتان ثابتتان ، والثالث يتحرك في الاتجاه الطولي ، مع تحديد زاوية الانحناء.
إذا كان من الضروري الحصول على نصف قطر أصغر للانحناء في شكل مستطيل ، فاستخدم التسخين الحراري للملف المعدني باستخدام موقد اللحام أو موقد الغاز مع تأثير مادي متزامن.

أرز. 6 ينحني الرافعة في التركيبات اليدوية
خصائص المنتجات المعدنية والبلاستيكية
الخصائص التقنية الرئيسية
- يبلغ سمك جدار الأنبوب الذي يبلغ قطره 16 مم 2 مم ، والأنبوب الذي يبلغ قطره 20 مم 2.25 مم. في نفس الوقت ، تكون طبقة الألمنيوم في هذه المنتجات 0.2 مم و 0.24 مم على التوالي.
- 1 متر طولي من أنبوب 16 مم يزن 115 جرام وأنبوب 20 مم يزن 170 جرام.
- 1 متر طولي من أنبوب قطره 16 ملم يحتوي على 0.113 لتر سائل ، وأنبوب 20 ملم يحتوي 0.201 لتر.
- معامل التمدد للأنابيب المعدنية والبلاستيكية هو 0.26x10-4 لكل 1 درجة.
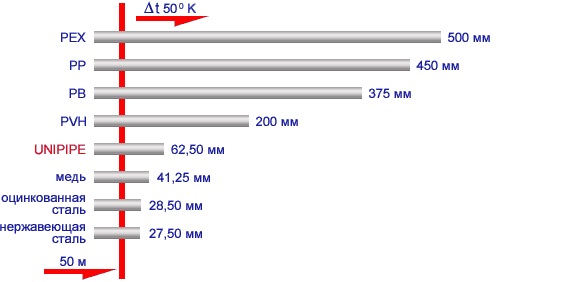
التمدد الحراري للبلاستيك المعدني أقل بمقدار 10 من أنابيب PEX
- معامل خشونة السطح هو 0.07.
- تتميز هذه الأنابيب بمعامل توصيل حراري يساوي 0.43 واط / م * كلفن.
- الوصلات اللاصقة والملحومة مع الألمنيوم 70 و 57 نيوتن / مم على التوالي.
- مع التمزق المستعرض ، سيكون مؤشر القوة 2880 هـ.
- الحد الأدنى لنصف قطر الانحناء لأنبوب 16 مم باليد هو 80 مم ، وأنبوب 20 مم هو 45 مم.
- يتميز انتشار الأكسجين أثناء تشغيل هذه المنتجات بمؤشر يساوي 0 جم / م 3.
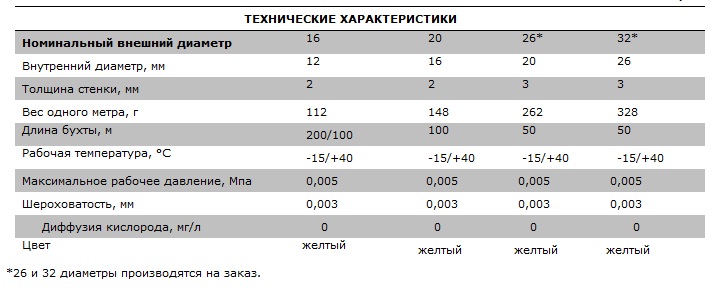
الخصائص التقنية للأنابيب بأقطار مختلفة
درجة الحرارة والضغط المسموح بهما
يجب تحديد الضغط الذي يمكن أن تتحمله الأنابيب المصنوعة من المعدن والبلاستيك بشكل منفصل:
تتراوح درجة حرارة التشغيل بين 0-95 درجة عند ضغط 10 بار في خط الأنابيب. تقتصر درجة حرارة التشغيل على 0 و 25 درجة إذا تم توفير السائل تحت ضغط 25 بار.
- الحد الأقصى لضغط العمل عند عتبة درجة الحرارة العليا لوسط العمل هو 10 بار.
- انتهاك سلامة خط الأنابيب عند درجة حرارة متوسطة داخل الأنبوب 20 درجة 94 بار.

الظروف التي يكون فيها عمر خدمة الأنابيب هو الحد الأقصى
إذا ظلت درجة الحرارة والضغط دون تغيير ، فإن العمر التشغيلي للأنابيب المعدنية والبلاستيكية هو:
- لمدة ساعة عند t = 20 درجة وضغط أدنى 5.71 ميجا باسكال ،
- لمدة 1 ساعة عند t = 95 درجة مع ضغط أدنى 3.3 ميجا باسكال ،
- لمدة 100 ساعة عند t = 95 درجة مع ضغط أدنى قدره 2.93 ميجا باسكال ،
- لمدة 1000 ساعة عند t = 95 درجة مع ضغط أدنى 2.57 ميجا باسكال.
تجدر الإشارة إلى مقاومة درجات الحرارة المرتفعة التي تمتلكها الأنابيب المعدنية والبلاستيكية: تظل خصائص المنتجات مستقرة حتى مع التسخين قصير المدى إلى 110 درجة.