Com doblegar barres d'armadura, xapes, etc. sense una eina especial
Si ja heu començat una revisió important amb les vostres pròpies mans, independentment d'on es dugui a terme: a casa o a un apartament, haureu d'estar preparat per a moltes proves.
En particular, poden sorgir una sèrie de problemes que són molt difícils de resoldre sense l'experiència adequada i l'equip especial. Per exemple, no tothom sap com doblegar una xapa de metall, armadura, perfil, cantonada, etc. tot obtenint bons resultats. En aquest article, intentarem respondre a les preguntes "inflexibles", mentre ens en sortirem amb un mínim d'eines.
Com doblegar una xapa de metall, galvanitzat, perfil
Molt sovint, quan es munten estructures metàl·liques, cal no només tallar xapes d'acer, sinó també donar-los una forma corbada.
Podeu fer-ho a casa, sense gastar diners en serveis de tercers. Per exemple, com doblegar una làmina de metall? Per fer-ho, necessitem un martell de fusta o de goma, pinces, una taula.
Si s'espera una curvatura de 90 graus, aquest conjunt d'eines hauria de ser suficient. La làmina simplement penja de la vora de la taula, després de la qual cosa s'aconsegueix la curvatura desitjada mitjançant un cop uniforme a la zona del corbat.
Com doblegar una canonada sense preescalfar
És possible doblegar el tub de perfil vostè mateix, sense preescalfar-lo, tant amb farciment com sense. No cal omplir amb tubs de sorra o colofonia, l'alçada del perfil dels quals no supera els 10 mm.
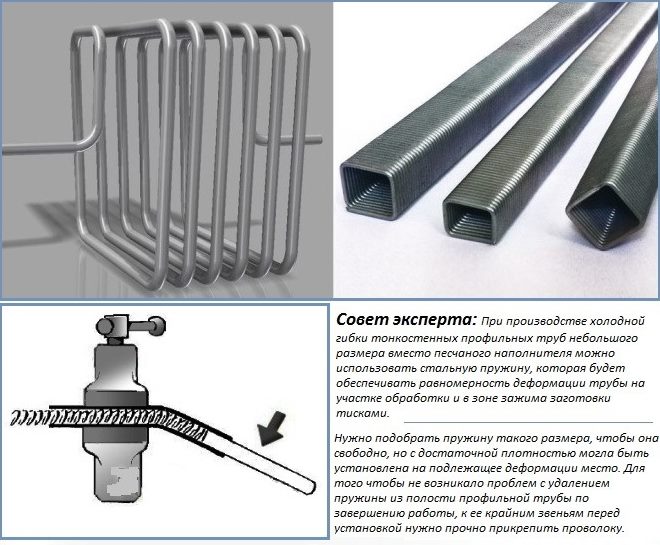
Hi ha una altra tècnica que implica l'ús d'una molla amb una bobina densa de bobines en lloc d'un farciment, que s'insereix a la cavitat interna de la canonada professional i protegeix les parets del producte de la deformació, així com dels canvis excessius en el seu gruix. durant el procés de plegat.

El disseny d'una dobladora de tubs elemental és senzill i assequible per a l'autoproducció.
Per a aquells que necessiten doblegar tubs de perfil amb les seves pròpies mans, sense escalfar-los abans, podeu utilitzar el vídeo d'entrenament i les següents recomanacions senzilles.
- És possible obtenir la corba necessària a les canonades de perfil mitjançant els dispositius més senzills: un vici, mandrils, plaques de flexió.
- Podeu utilitzar una dobladora de tubs manual per a productes amb un perfil rodó. En aquest dispositiu, cal tornar a fer els corrons de treball, la forma de la cavitat en la qual ha de correspondre al perfil de la canonada.
- Podeu doblegar les canonades de la manera més eficient i precisa amb una màquina formadora de rotlles, que podeu comprar o fabricar vosaltres mateixos.
Quina és la complexitat de la flexió del perfil
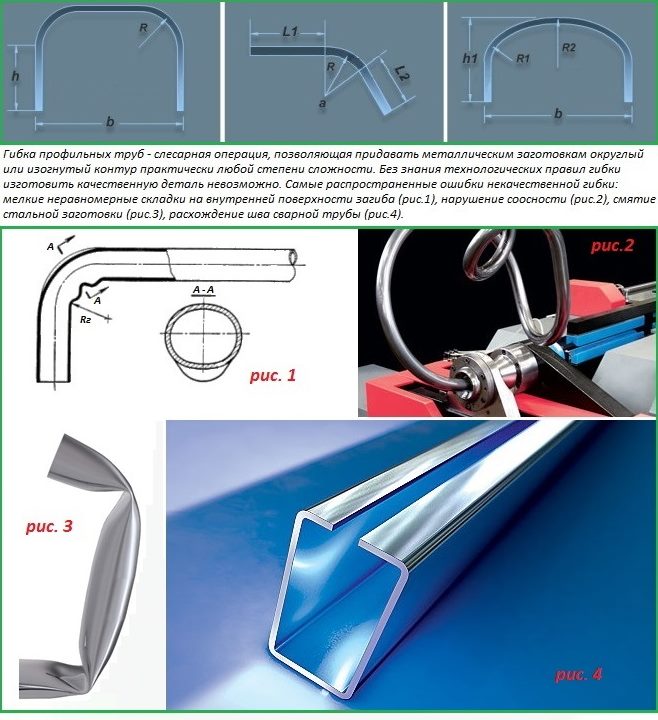
L'essència de doblegar el metall laminat, independentment de la forma del seu perfil, és que els tubs de perfil tinguin una corba parcial o completa. Aquesta operació tecnològica es realitza de dues maneres: actuant sobre la canonada doblegada només per pressió o escalfant addicionalment la secció de la canonada a la zona de la qual es realitza la corba. Durant la flexió, dues forces actuen simultàniament sobre un tub metàl·lic:
- força de compressió (des de l'interior de la corba);
- força de tracció (des de la part exterior de la secció doblegada).
És l'impacte d'aquestes forces multidireccionals el que causa dificultats característiques del procés de flexió de qualsevol canonada de perfil.
- Els segments del material de la canonada, que canvien de forma durant el procés de flexió, poden perdre la coaxialitat de la seva ubicació, la qual cosa fa que les seccions individuals de la canonada estiguin ubicades en diferents plans;
- La paret de la canonada, situada a la part exterior del revolt i sotmesa a tensió, pot no suportar la càrrega i esclatar.
- La paret interior de la canonada, sotmesa a compressió, pot quedar coberta de plecs que s'assemblen a ondulacions.
Característiques tècniques dels tubs de perfil
Per evitar que això passi, cal tenir en compte no només les característiques del material de la canonada, sinó també els seus paràmetres geomètrics: dimensions de la secció, gruix de la paret, radi al qual cal doblegar. El coneixement de l'anterior us permetrà triar la tecnologia adequada i doblegar correctament el tub corrugat sense aixafar-lo i sense obtenir una superfície ondulada.
Mètodes industrials de flexió en fred

Segons el diàmetre de l'element i la quantitat de treball, es poden utilitzar eines manuals (dobladores de tubs) o dispositius amb accionament electromecànic.
Els principals mètodes industrials de plegat en fred són:
- Mètode de bobinat. Aquesta tècnica permet doblegar una canonada amb una secció transversal d'entre 1,0 i 4,26 cm en diferents plans. Per mantenir la forma de la secció, s'utilitzen mandrils compostos o de varetes: taps de calibratge.
- Amb un gir. Aquest mètode és adequat per doblegar elements tubulars amb un diàmetre de no més de 15 cm. En aquest cas, el gruix de la paret hauria de ser impressionant. L'essència del mètode: un corró de rodet es mou al voltant d'un corró de flexió estàtic d'una mida determinada. Pressiona la canonada i la doblega.
- Corró. Aquest mètode us permet doblegar la peça en espiral o anell. Als rodets, l'element es mou per corrons i adquireix la curvatura especificada per la posició dels rodets.
- Dibuix. El mètode és adequat per doblegar productes sense costures de parets primes. Per a la flexió, es fa una plantilla a partir d'un element tubular d'un diàmetre més gran. A continuació, la plantilla s'enrosca a la matriu i es fixa amb una pinça. A causa de la rotació de la plantilla, la peça de treball s'estira a través de la matriu i es doblega.
- Per estirament. Aquesta tècnica minimitza el risc de deformacions metàl·liques. Per fer-ho, la peça es fixa a les vores, s'estira i es doblega al mateix temps mitjançant l'ús d'una plantilla de flexió.
- Sobre suports. Normalment, s'utilitzen dos suports sobre els quals es col·loca la peça. Quan els suports es dobleguen, giren al voltant del seu eix. La plantilla està connectada a la vareta de tal manera que la força s'aplica al centre de la peça. El mètode és adequat per doblegar productes tubulars amb un diàmetre de no més de 35,1 cm L'equip permet doblegar directament al lloc de construcció.
- Amb pressió hidrostàtica a l'interior. Per fer-ho, s'injecta líquid a l'element tubular. Els endolls s'instal·len als extrems. A causa de les tensions resultants, el metall arriba a un estat gairebé plàstic. A continuació, es porta una plantilla al lloc de flexió i la peça es doblega.
- Amb empenta. El mètode és adequat per doblegar elements amb un diàmetre de tres polzades. La peça de treball s'empeny a través d'una matriu fixa i mòbil. A causa del desplaçament de les matrius entre si, és possible ajustar la curvatura de la corba. Amb aquesta tècnica, una peça es pot doblegar diverses vegades en diferents plans.
Pel que fa a l'ús de mandrils, l'endoll més senzill per a canonades amb una secció transversal de no més de 3,2 cm pot ser un cable d'acer. Un extrem d'aquest cable està fixat al mànec. L'altre extrem està connectat al cable per tirar cap al lumen. En aquest cas, el diàmetre del tap de calibratge hauria de ser lleugerament més petit que la secció transversal del producte tubular, uns 0,1-0,5 mm.
Durant l'ús de taps de calibratge, es poden produir rascades i osques no desitjades a la superfície interior de la peça de treball. Això sol passar quan es dobleguen productes d'acer inoxidable. Per protegir-se d'aquestes conseqüències indesitjables, heu de triar el material de suro adequat, a més d'utilitzar lubricant i netejar a fons la superfície.
Característiques de flexió de canonades

Tots els mètodes de flexió de peces es poden dividir en manuals i mecànics, així com calents i freds.De vegades, el procés de flexió va acompanyat de conseqüències no desitjades per al producte tubular, que tenen un impacte significatiu en el funcionament posterior de l'element. El grau de manifestació d'aquestes conseqüències depèn del material del qual està feta la canonada, el seu diàmetre, el radi de flexió i el mètode pel qual es va realitzar el procediment de flexió.
Les conseqüències negatives de la flexió inclouen els punts següents:
- Reducció del gruix de la paret de la peça de treball situada al llarg del radi exterior de la corba.
- La formació de plecs i plecs a la paret, que es troba al llarg del radi interior de la corba.
- Canvi de la configuració de la secció (reduint la mida del lumen i la seva forma - ovalització).
- Canvi del radi de flexió a causa de l'efecte molla del material.
L'inconvenient més comú de la flexió és un canvi en la configuració de la secció i el gruix de la paret. A causa de les tensions del metall, la paret exterior es fa més fina a la corba, mentre que la paret interior, per contra, s'espesseix. Això provoca un debilitament notable de l'element tubular. Aquest fenomen és perillós per ruptura de la paret exterior de la canonada, ja que és aquesta la que està sotmesa a una major pressió del medi transportat.
L'ovalització també debilita significativament la peça de treball. Aquest fenomen és especialment perillós quan es doblega una canonada dissenyada per transportar una substància en condicions de càrrega pulsatòria. Si aquests elements s'utilitzen com a estructures de construcció, l'ovalització afectarà l'aspecte de l'element. Per això, en el procés de flexió, s'esforcen per minimitzar aquests fenòmens tant com sigui possible.
Si es formen plecs a la paret interior a causa de l'engrossiment del material, no només comportaran una disminució de la secció transversal, sinó que també crearan resistència al flux en moviment. Això al seu torn augmenta la probabilitat de corrosió. A més, la capacitat de càrrega de l'element tubular estructural disminuirà.
Eines per doblegar tubs
La qüestió de com doblegar una canonada sense un doblador de canonades no causarà dificultats si utilitzeu els dispositius més senzills per realitzar aquesta operació. Podeu realitzar el plegat en fred de canonades amb els següents dispositius.
- En els casos en què cal doblegar un tub tou (d'alumini) o d'acer amb una alçada de perfil no superior a 10 mm, s'utilitza una placa horitzontal amb forats, en la qual s'insereixen topes: passadors de metall. Amb l'ajuda d'aquests pins, els productes es dobleguen segons els paràmetres requerits. Aquest mètode té dos greus inconvenients: la poca precisió de flexió, així com el fet que quan s'utilitza, cal aplicar un esforç físic important.
- Els productes amb una alçada de perfil de 25 mm es dobleguen millor amb accessoris de rodets. La canonada es fixa de forma segura en un vici i s'aplica una força a la part que s'ha de doblegar amb un corró especial. Aquest dispositiu permet obtenir una millor corba, però també requereix l'aplicació d'un esforç físic.

Opció, com diuen, amb pressa. La palanca llarga d'aquest dispositiu extremadament senzill us permet fer front a canonades bastant gruixudes.
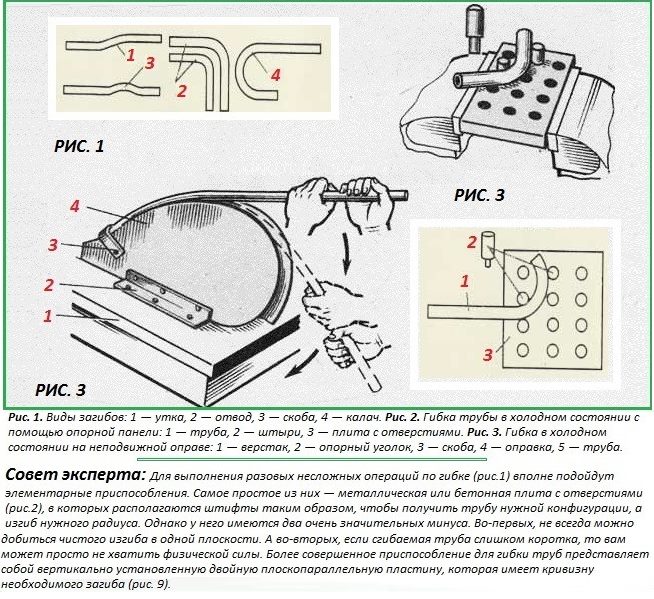
Els dispositius elementals ajudaran a fer una corba de tub d'una sola vegada
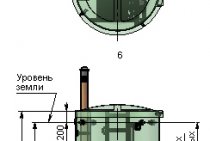
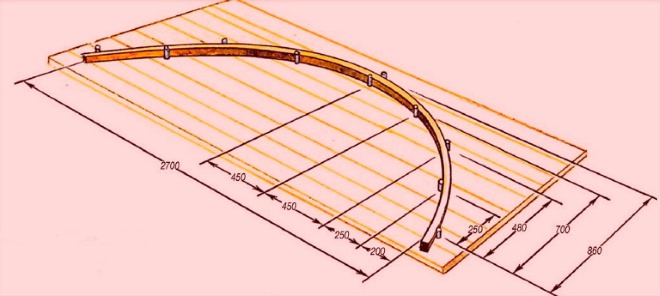
Per formar una corba amb un gran radi de curvatura en tubs corrugats d'acer o alumini, s'utilitzen plantilles arrodonides fixes, a les quals es munten pinces especials per fixar el producte. En aquest dispositiu, la canonada també es doblega manualment, amb força col·locant-la a la ranura de la plantilla, la forma de la qual correspon exactament al radi de flexió requerit.

La fusta contraxapada i les grapes metàl·liques són tot el que necessiteu per fer una plantilla de flexió
placa de flexió
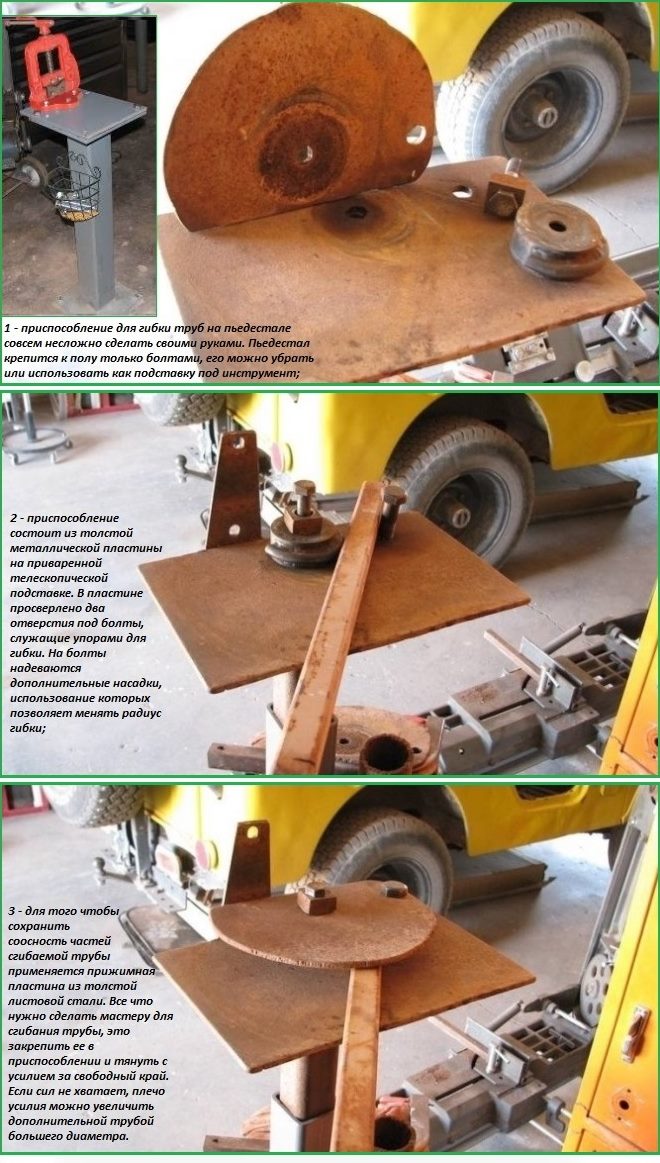
Per doblegar eficaçment canonades d'acer o d'alumini a casa, podeu fer una placa de flexió millorada seguint les directrius següents.
- El paper d'aquesta placa el juga un panell, que està tallat en xapa de gran gruix.
- El panell, fet d'aquesta manera, està soldat al bastidor, que s'instal·la sobre un pedestal especial.
- Es fan dos forats al panell, necessaris per a la instal·lació de cargols que serveixen de topes per a la canonada de perfil.
- S'instal·la un broquet especial en un dels cargols de parada, amb l'ajuda del qual s'ajusta el radi de flexió.
- Per garantir l'alineació de les seccions de canonades adjacents a la corba, es col·loca una placa metàl·lica per sobre de la peça, fixada amb cargols.
Esquema del suport per doblegar tubs de perfil
El principi de fabricació d'un senzill dispositiu de flexió casolà
Corbat del mandril
Per doblegar productes de canonades de perfil a casa, l'alçada de la paret dels quals no supera els 25 mm, es pot fer un mandril especial. Per a aquests propòsits, és millor utilitzar un banc de treball general, a la superfície del qual hi haurà prou espai per a aquest dispositiu. Per seleccionar la ubicació òptima de l'element que fixa la canonada flexible, sovint es fan forats situats en un extrem del banc de treball. Una plantilla especial s'encarrega d'assegurar el radi de flexió requerit de la canonada corrugada, que es pot fer amb fusta contraxapada gruixuda o una cantonada metàl·lica si la fareu servir sovint.

Doblar una canonada de perfil amb un mandril
Aplicació de plegat de perfils
Per descomptat, si teniu una gran quantitat de treball en doblegar canonades de perfil, és millor fer una màquina especial per a això, els dibuixos de la qual són fàcils de trobar a Internet. No analitzarem aquesta qüestió aquí, ja que es tracta amb més detall en els articles dels enllaços següents.

Una de les moltes opcions per a una dobladora de perfils casolana
No podeu prescindir d'aquesta màquina, fins i tot si necessiteu doblegar canonades amb una secció de perfil gran. Els principals cossos de treball d'aquesta màquina, que es caracteritza per una àmplia versatilitat, són tres rotlles, dos dels quals es fixen immòbils i, canviant la posició del tercer, s'ajusta el radi de flexió del producte. Com a accionament per a aquest dispositiu, s'utilitza una cadena i un mànec girat per l'operador.
Protecció ovalada

Els principals mètodes de flexió en fred d'una canonada galvanitzada proporcionen mesures que permeten doblegar la peça, conservant al màxim la forma de la seva secció transversal. Normalment, això es fa d'una d'aquestes dues maneres:
- Ús de mesures per preservar la forma de la secció des de l'interior (ús d'un limitador intern).
- Utilitzant un tope extern per evitar l'expansió de les parets laterals.
Els materials rígids com a farciment conserven millor la seva forma, de manera que s'utilitzen més sovint. Però a causa de l'ús de farcits elàstics, hi ha menys estirament de la superfície exterior de la corba.
La necessitat de comptabilitat de perfil
La categoria de laminació de tubs de perfil inclou productes que tenen una forma de secció transversal diferent: rodona, quadrada, ovalada o plana ovalada. Malgrat aquesta diversitat, per a la construcció d'un hivernacle o una marquesina, s'utilitzen principalment rectangulars o. Això es deu al fet que és molt més fàcil muntar el recobriment exterior a les seves parets planes.
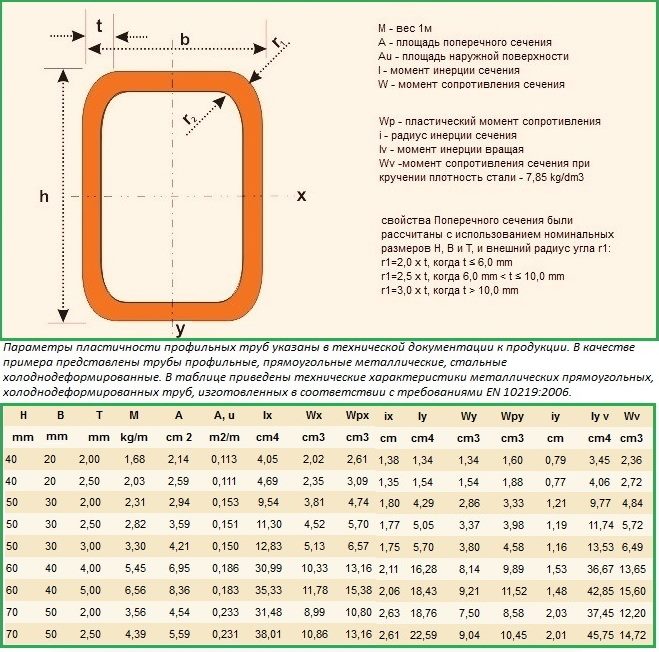
La gamma de tubs de perfil moderns és molt diversa. Els seus paràmetres geomètrics, els principals dels quals són l'àrea de la secció transversal i el gruix de la paret, determinen les capacitats plàstiques del producte. Aquest últim caracteritza aquest indicador com el radi de curvatura mínim admissible. Aquest paràmetre us permet determinar fins a quin radi mínim es pot doblegar la canonada perquè no es faci malbé.
Eviteu els errors comuns que provoquen danys a les peces de treball
Per determinar aquest paràmetre d'una canonada o un perfil rectangular com el radi de flexió mínim, n'hi ha prou amb conèixer l'alçada del seu perfil. Si voleu doblegar una canonada de perfil amb una secció transversal en forma de rectangle o quadrat, s'han de seguir les recomanacions següents.
- Els tubs l'alçada del perfil dels quals no superi els 20 mm es poden doblegar en seccions la longitud dels quals superi un valor igual a 2,5xh (h és l'alçada del perfil).
- Els productes l'alçada del perfil dels quals superi els 20 mm es poden doblegar amb èxit en seccions la longitud de les quals correspongui a 3,5xh o més.
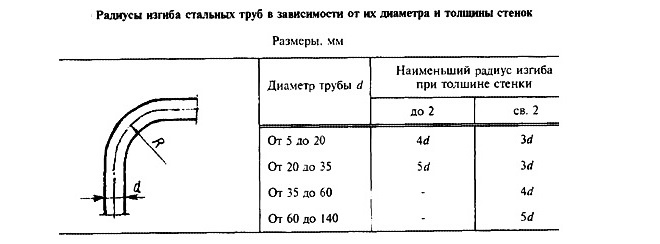
Ràdios de flexió mínims per a canonades d'acer
Aquestes recomanacions seran útils per a aquells que van a doblegar canonades de perfil amb les seves pròpies mans per fer-ne bastidors, marquesines i diverses estructures de marc. En aquest cas, però, s'ha de tenir en compte que la possibilitat de flexió de canonades d'alta qualitat també es veu afectada pel gruix de la seva paret. Els productes amb un gruix de paret inferior a 2 mm no s'han de doblegar en absolut i, si cal crear-ne estructures, utilitzeu juntes soldades.
A casa, es poden doblegar canonades professionals, que estan fetes d'acers al carboni o de baix aliatge, només tenint en compte determinats matisos. Aquestes canonades, després de doblegar-se, poden tornar a remuntar i tornar al seu estat original, de manera que les estructures acabades s'han de tornar a instal·lar segons la plantilla. El valor de retorn elàstic es caracteritza per un paràmetre de tubs de perfil com el moment plàstic de resistència - Wp. Aquest paràmetre s'indica a la documentació adjunta (com més baix sigui, menys saltaran les canonades professionals durant la seva flexió).
Dobladores de tubs per a productes de perfil i rodons
Els dobladors de canonades per a canonades d'acer i coure són:
- manual,
- mecànica.
A més, la pertinença a un tipus manual o mecànic determina tant les característiques de disseny de la dobladora de tubs com el seu rendiment.
Dispositius manuals
El doblador manual de tubs consta de:
- llit,
- transportador,
- element de subjecció.
La canonada es carrega en un transportador, format per corrons connectats per una transmissió de cadena, i és pressionat pel corró superior (o inferior), que prem sobre la cara corresponent del producte. En girar el mànec dels corrons d'alimentació, és possible avançar el segment mesurat per la zona de pressió i, com a resultat, doblegar el tub de perfil o un producte rodó similar.
Tanmateix, el procés manual té els seus propis matisos. En primer lloc, encara podeu doblegar la canonada de perfil amb les vostres pròpies mans, però per aconseguir el resultat, heu de fer un esforç important. En segon lloc, les dobladores manuals de tubs són adequades per processar només lots petits de productes.
Aparells mecànics
L'aparell mecànic ens salva de la necessitat de gastar la nostra força en doblegar el tub de perfil fins al radi desitjat. De fet, en una dobladora de tubs mecànica, tant el transportador com l'element de subjecció no funcionen per la força muscular de l'operador, sinó per un motor elèctric i un accionament hidràulic.
En aquest cas, l'esquema de funcionament del dispositiu es manté sense canvis. És a dir, com en el primer cas, omplim la cinta transportadora amb un tub, creem una força de subjecció al pla del producte a doblegar (on cal doblegar el tub de perfil fins i tot abans que la secció de mesura comenci a moure's al llarg del transportador) i engegueu el dispositiu a la xarxa. Com a resultat, la canonada passa per la zona del corró de pressió i canvia la seva curvatura. El procés de flexió manual i mecànica es comentarà amb més detall a continuació.
Com doblegar una canonada sense preescalfar
És possible doblegar el tub de perfil vostè mateix, sense preescalfar-lo, tant amb farciment com sense. No cal omplir amb tubs de sorra o colofonia, l'alçada del perfil dels quals no supera els 10 mm.
Els matisos de la flexió de canonades de parets primes de petita mida
Hi ha una altra tècnica que implica l'ús d'una molla amb una bobina densa de bobines en lloc d'un farciment, que s'insereix a la cavitat interna de la canonada professional i protegeix les parets del producte de la deformació, així com dels canvis excessius en el seu gruix. durant el procés de plegat.
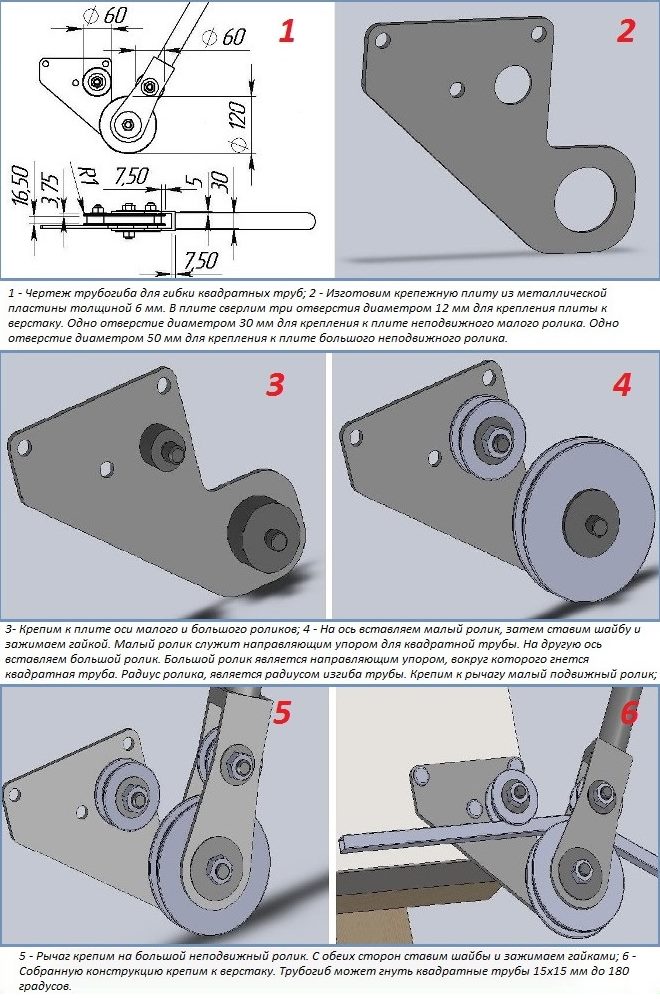
Dibuix i detalls d'una dobladora de tubs mecànica per a tubs de perfil
El disseny d'una dobladora de tubs elemental és senzill i assequible per a l'autoproducció.
Per a aquells que necessiten doblegar tubs de perfil amb les seves pròpies mans, sense escalfar-los abans, podeu utilitzar el vídeo d'entrenament i les següents recomanacions senzilles.
- És possible obtenir la corba necessària a les canonades de perfil mitjançant els dispositius més senzills: un vici, mandrils, plaques de flexió.
- Es pot utilitzar per a productes amb un perfil rodó.En aquest dispositiu, cal tornar a fer els corrons de treball, la forma de la cavitat en la qual ha de correspondre al perfil de la canonada.
- Podeu doblegar les canonades de la manera més eficient i precisa amb l'ajuda de les quals podeu comprar o fer vosaltres mateixos.
Com doblegar una làmina de metall recta
Si la peça de treball és relativament petita, podeu utilitzar un vici, en el qual, amb l'ajuda de dues barres d'embolcall, podeu fixar fermament la xapa de metall i només després doblegar-la amb un martell. Si cal, el punt de flexió es pot escalfar amb un cremador de gas, però aquest mètode no és aplicable als productes galvanitzats.
doblegant una xapa de metall
Si estem parlant d'una làmina metàl·lica fina, el procediment de flexió es pot simplificar significativament.
Per fer-ho, al lloc de la corba, el metall està "ratllat" (utilitzem una regla o un regle metàl·lic, com a tallador: una peça punxeguda d'una fulla de serra per a metall). El metall tallat a la meitat del gruix posteriorment es doblega fàcilment al llarg de la línia traçada. Podem dir que gairebé vam descobrir com doblegar una làmina de metall.
Doblem galvanitzat
Com doblegar l'acer galvanitzat?
Pot ser una xapa de metall galvanitzat o un producte acabat, per exemple, un perfil. La xapa es doblega de la mateixa manera que quan es doblega qualsevol altra xapa metàl·lica. Com doblegar un perfil? Haureu de tractar amb ell. Per obtenir un gran radi de curvatura d'un perfil quadrat o rectangular, podeu utilitzar el mètode següent: omplim el perfil amb sorra fina, obstruïm els dos forats amb estaques de fusta i només després d'això, tocant suaument amb un mall, el dobleguem. .
Per doblegar un perfil en forma d'U (això, en principi, també s'aplica a l'obtenció de làmines de forma corba), cal utilitzar addicionalment una forma d'objecte, la curvatura del qual correspon a la part acabada. Per facilitar el procés de plegat, es poden tallar elements triangulars al perfil.
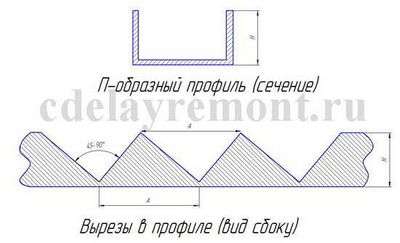
A continuació, el producte a doblegar s'"embolica" al voltant de l'objecte mitjançant un cop uniforme amb un martell.
Important! Perquè el plec sigui el més uniforme i correcte possible, els cops de martell han de ser lleugers i estar el més a prop possible els uns dels altres. Com doblegar el galvanitzat més fàcil? Amb una esmoladora, fem un o dos talls a la zona del corbat (per tant, l'estructura es debilita temporalment), dobleguem el producte i després soldem el corbat.
Aquest enfocament és important d'utilitzar quan es dobleguen tubs perfilats i productes de forma metàl·lica complexa. Recordeu que és impossible escalfar l'acer galvanitzat per simplificar la curvatura!
Potser una de les tasques més difícils a les quals s'enfronta la gent que està pensant en com doblar la cantonada. Per aconseguir un producte sòlid, hauràs de suar, tocant de manera uniforme i lent la superfície de la cantonada, arquejant-la gradualment.
Es recomana utilitzar un cremador de gas, que pot escalfar el revolt. Ho podeu fer més fàcil: utilitzeu un molinet com en el cas descrit anteriorment amb un producte galvanitzat. És encara més fàcil comprar un producte ja corbat, aleshores la pregunta "com doblegar una cantonada" desapareixerà per si sola.
Com doblegar barres d'armadura
A casa, és molt possible doblegar el reforç, però depèn molt de les vostres dades físiques i del diàmetre de la vareta metàl·lica.
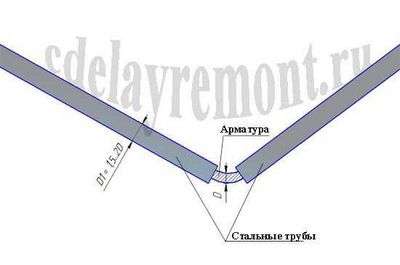
Com doblegar les barres d'armadura? Per fer-ho, necessitem dues peces de tubs d'acer, el diàmetre de les quals és superior al diàmetre de la vareta doblegada. Com més llarga sigui la longitud d'aquestes canonades, més fàcil serà doblegar el reforç (augment de força a causa de la palanca). Per doblegar el reforç només cal introduir-lo en dos tubs i, fixant un dels tubs (prement-lo amb el peu o recolzant-lo entre els pals), agafant el segon com a palanca, reforçar la curvatura desitjada.
Això és tot!
Doblat de metalls amb eines flexibles
En prémer la línia, amb l'ajuda d'un xiuxiueig, es mou al llarg de la línia dibuixada, de manera que els retalls arriben aproximadament a la meitat del gruix de la làmina. El full plegat s'ha de col·locar sobre una enclusa o qualsevol altra peça de metall pesada i plana.
Necessites una cantonada metàl·lica per fer la corba del metall tallat.
Doblegueu el llençol en angle, fixeu-lo en una bossa o col·loqueu-lo a la vora d'una superfície en angle recte de manera que la ranura quedi plana a la vora i continuï corbant-se i ajudant el martell.
Com més profund sigui el canal, més fàcil serà girar el full. Per facilitar aquest procés, us recomanem que cerqueu ajuda a algú.
Inclou:
- amic
- relativament
- algú que coneixes
- col·lega.
Com aconseguir un anell de metall?
Quan la xapa metàl·lica està recoberta, no està en angle sinó en un anell, podeu fer-ho tocant la superfície de la làmina amb un martell. Utilitzeu línies sobre línies clares paral·leles a les línies.
A partir dels impactes, la xapa canviarà de forma cada cop més, centrant-se més a prop a les vores de la xapa, ja que el radi del cercle ha de ser el mateix en totes les direccions.
Quan s'ha acabat el corbat, les vores de les fulles s'han acabat fins al final, podeu connectar-les amb un rebló o cervesa. Quan hàgiu acabat aquesta operació, netegeu la forma de l'anell resultant.