Způsoby spojování polypropylenových trubek
Pokud je úkolem vybavit vytápění plastovými trubkami o malém průměru (do 63 mm), v praxi existují dva způsoby připojení těchto trubek:
- hrdlové svařování - v tomto případě je jeden předem roztažený konec trubky umístěn do druhého;
- hrdlové svařování - zde jsou konce dvou prvků navzájem spojeny pomocí spojky.
V případě spojování trubek s velkým průměrem (od 63 mm) se uchýlí k použití svařování na tupo. Tento způsob instalace nevyžaduje další spojovací prvky při zachování vynikajícího stupně fixace potrubí. Lze použít i armatury vhodné velikosti (návlekové svařování). V přítomnosti trubek o průměru 40 mm je výhodnější použít ruční svařování, ale větší prvky se obvykle spojují pomocí speciálního zařízení, které se předem vyrovná.
Bezprostředně před zahájením instalace topného systému se vyplatí ještě jednou pečlivě zvážit celý proces montáže potrubí. Vyhnete se tak nechtěným nuancím v době provozu, které ovlivňují kvalitu konečné montáže topného systému.
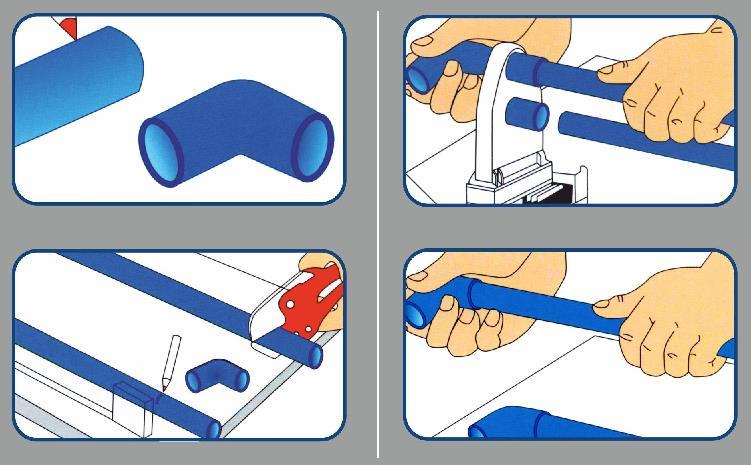
Schéma procesu spojování polypropylenových trubek
Zde uvádíme hlavní nuance, jak připojit plastové topné trubky:
- Optimální doba ohřevu páječky je 5 sekund.
- Doporučená teplota tání polypropylenu je 270°C. Tohoto parametru lze dosáhnout pomocí speciálního přepínače nainstalovaného na svařovacím stroji.
- Je třeba poznamenat, že technologie spojování potrubí topného systému se bude lišit v závislosti na místě a ročním období. Takže při teplotách pod nulou nebo při venkovní instalaci topné konstrukce je třeba mírně zvýšit dobu ohřevu trubky páječky nebo zvýšit teplotu, aby se polypropylenové výrobky roztavily.
- V případě spojování trubek většího průměru se mírně prodlouží i doba tavení materiálu.
- Doporučená doba vzájemného upevnění prvků velkého průměru po zahřátí je 30 sekund nebo více.
Dále musíte ve skutečnosti podrobně zvážit technologii pájení trubek vyrobených z polypropylenu:
- Po dosažení požadované teploty se současně nasazují trysky páječky na polypropylenové trubky - pro vnější a vnitřní rozměr průřezu trubek - a ohřívají se spojovacími díly (spojka, trubka).
- V okamžiku procesu ohřevu se na topných tělesech tvoří „světlice“.
- V důsledku procesu ohřevu jsou obě části vyjmuty z trysek a vzájemně spojeny rovnoměrným jemným tlakem na ně z obou stran směrem k sobě a upevněním v této poloze. Jakékoli rotace a zbytečné pohyby při spojování prvků jsou nepřijatelné, protože to může narušit výsledný šev.
- Připojené prvky by měly být drženy po dobu 30 sekund pro spolehlivější přilnutí částí topného systému. Nutno dodat, že ráfek musí být rovný po celé délce spoje.
Po úplném vychladnutí jsou spojené díly připraveny k použití.
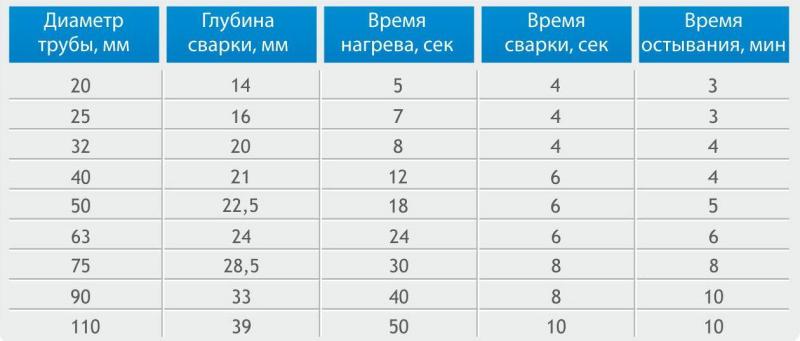
Parametry svařovacího procesu
Způsoby spojování trubek z kovoplastu a PEX trubek
Kovoplastové prvky a PEX trubky se často spojují stejným způsobem. Zde podrobně popíšeme technologii instalace tepelné trubky z výše uvedených materiálů.
Spojení kov-plastových trubek se provádí dvěma způsoby:
- pomocí kompresních fitinků;
- pomocí lisovacích tvarovek (tlaková zkouška topných trubek).
Spojení potrubí se svěrnými šroubeními
Tento typ kování je pohodlnější k použití. Svěrné šroubení lze také použít k montáži systémů zásobování studenou vodou. Montáž potrubí, které vede teplou vodu, provádějí stavebníci také pomocí zmíněných tvarovek.
Při montáži výše uvedených potrubí není potřeba speciální zařízení na sešívání kovoplastu a polypropylenu. Ke spojení částí trubek k sobě potřebujete pouze klíče a zahradnické nůžky.
Topné články jsou připojeny podle následujícího algoritmu akcí:
- Zpočátku se na konec trubky z dokovací strany umístí přítlačná matice.
- Dále by se měl za matici nasadit dělený kroužek, přičemž okraj kroužku musí být umístěn ve vzdálenosti 1 mm vzhledem k řezu trubky.
- Poté se trubka zatlačí až na doraz a upevní se na armaturu. V tomto případě není nutné srážení hran trubky.
- Lisovací matice se instaluje pomocí klíčů.

Díly kompresní armatury a postup montáže
Při utahování matice se nedoporučuje vyvíjet nadměrnou sílu, protože je vysoká pravděpodobnost přeříznutí trubky.
Dokování trubek pomocí lisovacích tvarovek
Lisovací tvarovky pro kovoplastové trubky, stejně jako zesíťovaný polypropylen, umožňují spolehlivé připojení částí topného systému. Bohužel takovou stavbu nelze v budoucnu oddělit. Chcete-li provést instalaci tímto způsobem, budete muset použít speciální lisovací nástroj.
Chcete-li připojit výše uvedená topná tělesa pomocí armatur, měli byste postupovat podle následujících pokynů:
- Na konec trubky je třeba nasadit upínací závitové pouzdro.
- Poté se do trubky umístí expandér s požadovaným průřezem až na doraz.
- Rukojeti expandéru jsou k sobě pomalu připojeny a v této poloze na krátkou dobu fixovány.
- Montážní vsuvka se vkládá do trubky. Díky svému jedinečnému molekulárnímu složení se trubky smrští, což pomůže pevně připevnit tvarovku k trubce.
- Trubka je bezpečně nalisována na tvarovku pomocí ručního nebo hydraulického lisu.

Lisování speciálním nástrojem
Vlastnosti instalace polypropylenových trubek
Instalace přídavného zařízení
Při instalaci polypropylenových trubek je nutné vzít v úvahu faktor tepelné roztažnosti
To je důležité u topných systémů a teplovodních potrubí. K tomu je nutné instalovat kompenzátory na propylenové trubky.
Hlavní funkce kompenzátorů:
- Absorpce teplotních změn a silných tlakových rázů v systému vytápění a zásobování vodou.
- Zachování integrity celého systému.
- Zvýšení spolehlivosti plastového potrubí.
Kompenzátory můžete rozlišit také podle materiálu, ze kterého jsou vyrobeny.
Můžete použít kovové kompenzátory, jsou to:
- axiální vlnovcové kompenzátory KSO;
- kompenzátory vlnovcové svodiče přepětí;
- smykové kompenzátory (KSS);
- rotační kompenzátory (KSP);
- univerzální kompenzátory (KSU).
Univerzální dilatační spáry se obvykle instalují na malé konstrukce.
Existují zařízení s pružným spojením z elastických materiálů. Nejčastěji se používají struktury ve tvaru U a L, stejně jako kompenzátory ve tvaru smyčky a "hadi".

Kompenzátory: ve tvaru smyčky (vlevo) a ve tvaru U (vpravo)
Závitové spojení s kovovými trubkami (americké)
Spojování plastových trubek závitovým způsobem neposkytuje velkou pevnost spoje. V tomto případě poskytuje svařování prvků tohoto designu větší těsnost. Pokud se z nějakého důvodu nelze vyhnout závitovému spojení, pak jsou americké ženy pro polypropylenové trubky docela vhodné.
Jedná se o speciální odnímatelné kombinované kování, které má na jedné straně kovový závit a na druhé polypropylenovou základnu. Jednak bude přišroubován ke kovu a jednak přivařen k plastu.
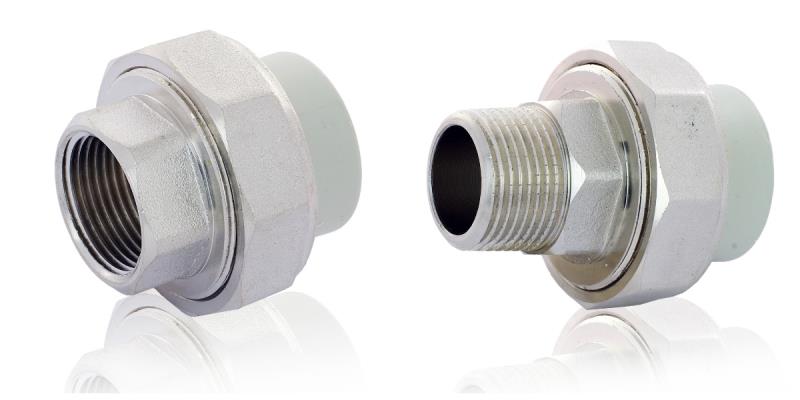
American lze použít vícekrát
Použití přírub
Takové spojení se provádí pomocí přechodových pouzder přivařených na koncích nebo převlečné ocelové příruby (profilové a hladké) se závitem na jedné straně. Jsou instalovány bez svařování. Mezi výhody patří vysoká spolehlivost spojů, které vydrží vysoké teploty a tlaky až 16 atm. Připojení lze provést na potrubí různých průměrů od 2 do 120 cm.
Dokování začíná natažením příruby na trubku a nasazením pryžového těsnění. Instaluje se ve vzdálenosti nejvýše 10 mm od konce. Příruba se přesune na těsnění, další potrubí se připraví stejným způsobem
Šrouby jsou pečlivě utaženy, aby plast nepraskl.
 Přírubové připojení plastových trubek
Přírubové připojení plastových trubek
Svařování polypropylenové trubky s tvarovkami
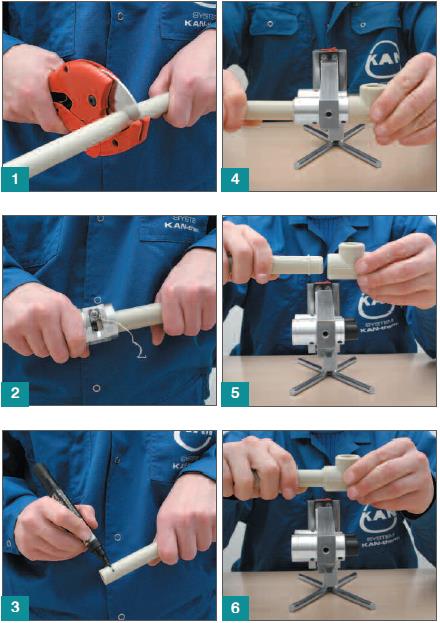
Hlavní fáze:
- příprava potřebného nástroje.
- plánování potrubí.
- řezání trubek.
- svařování trubek a tvarovek.
Tvarovky a příslušenství se obvykle připevňují na plastové trubky svařováním. To bude vyžadovat speciální páječku s několika tryskami, které jsou vhodné pro průměry potrubí a tvarovek. Před zahájením svařování bude nutné vyčistit prostor, kde do něj armatura vstupuje. K tomu je hliníková fólie odstraněna, pokud je použita trubka s hliníkovou vrstvou.
Pájení polypropylenové trubky s tvarovkou
Poté se armatury pro polypropylenové trubky a samotná trubka rovnoměrně zahřejí páječkou s příslušnou tryskou a vzájemně se spojí.
Při lepení potrubních dílů a tvarovek je třeba zabránit rotaci dílů. Pájení prvků musí být v době jejich ochlazování bezpečně upevněno. V opačném případě nebude spojení těsné a během provozu bude unikat.
U kombinovaného připojení s kovovým vodovodním potrubím bude vyžadován jiný způsob připojení, včetně svařování a závitového připojení. Obvykle je takové kombinované připojení vyžadováno při připojování instalatérského zařízení.
Nejprve před zahájením práce vypněte stoupačky a vypusťte vodu v systému. Poté se demontuje starý vodovod.
Pro urychlení demontáže starého vodovodu můžete jednoduše použít brusku - rozřezat staré kovové trubky na kusy.
Proces pájení je podrobně zobrazen ve videu níže.
Po ukončení demontážních prací je nutné demontovat staré ventily, vyčistit kabelem část vodovodního řadu vedoucí do stoupačky a přistoupit k montáži nového ventilu. To pomůže vyhnout se zablokování přívodu vody na této staré části přívodu vody.
Před instalací je nutné nasadit filtr na směšovač. Prodloužíte tím životnost pračky, kterou lze v tomto místě napojit na vodovodní řád.
Po tom všem můžete nainstalovat kombinovanou armaturu. Kovová část se závitem je připevněna ke směšovači a plastová část je přivařena k trubkám.
Svařování a montáž samostatné části potrubního systému
Při pájení vodovodního řadu z polypropylenu se vždy snaží instalovat jednotlivé úseky vodovodu na místo s velkým volným prostorem a ve vhodné výšce. K tomu budete potřebovat základní nástroje, perokresbu a správné pořadí prací.
Obvykle je nejobtížnější strana pro pájení umístěna na stěně se dvěma rohovými tvarovkami, takže se nejprve přivaří a upevní sponami nebo objímkami hmoždinek. Poté se z rohových tvarovek provádí další instalace liniových úseků a pokračuje se pájením přímo u stěn.Pro snadnou instalaci je nutné předem zajistit místo pro instalaci páječky na stojan nebo uspořádat její zavěšení.

