Typy kovoplastových trubek pro zásobování vodou
Všechny kovoplastové trubky jsou podmíněně rozděleny do dvou typů podle typu složení produktu:
- prvky označené PEX (zesítěný polyethylen);
- Trubky PE-RT (tepelně odolný polymer).
Všechny produkty PEX se zesíťovanými molekulárními řetězci jsou dále klasifikovány takto:
- PEX-A. Mají maximální krok firmwaru 85 %. Extrémně pevné a elastické.
- PEX-B. Stupeň firmwaru 65 %. Vrstvy se zpracovávají pomocí silanu. Trubky jsou méně elastické, což znamená, že přípustné ohyby jsou omezeny.
- PEX-C. Hlavní výhodou takové trubky je příznivá cena. Produkty PEX-C jsou ideální pro rovné jízdy bez nutnosti ohýbání materiálu.
Existují trubky PEX-D. Jejich výroba byla omezena, protože výrobky nemohou konkurovat pokročilejším modelům.
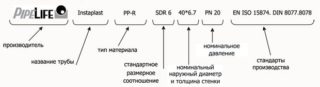
Všechny trubky bez výjimky jsou označeny speciálním označením. Píše se v tomto pořadí:
- výrobce;
- certifikát nebo GOST, podle kterého jsou výrobky vyráběny;
- druh materiálu a způsob šití (PP-R, PE-R, PE-X);
- průměr výrobku plus tloušťka jeho stěny (průřez je uveden v mm, ve vzácných případech v palcích);
- jmenovitý tlak v barech;
- druh dopravovaného média (vodovodní potrubí není vhodné pro posílání agresivních látek skrz ně);
- číslo šarže a datum výroby produktu.
Všechna označení jsou na trubce aplikována kontinuálním způsobem.
Montáž a připojení
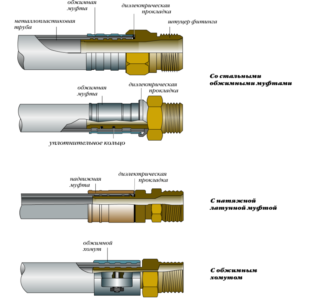
Při instalaci systému vytápění / zásobování vodou může velitel spojit potrubí dvěma způsoby:
- pomocí lisovacích tvarovek;
- pomocí šroubového kompresního šroubení.
Práce s použitím lisu se provádí následovně:
- odřízněte požadovaný kus tuby speciálními nůžkami;
- pomocí kalibrátoru se z připraveného prvku (jeden z jeho konců) odřízne vnitřní zkosení;
- totéž se provádí na vnější straně potrubí;
- kalibrátor zarovná možná zmačkaná místa v lumen produktu;
- zasuňte stopku lisovací tvarovky na doraz;
- vložte pouzdro do lisu a snižte jeho rukojeti až na doraz.
Tento způsob připojení kov-polymerových trubek je považován za nejspolehlivější.
Pokud master používá šroubovací šroubení, spojení dvou prvků probíhá v následujícím pořadí:
odřízněte požadovanou část produktu;
odstraňte vnitřní a vnější zkosení;
na připravený konec je namontován krimpovací kroužek a utahovací matice;
konec druhé trubky je zaražen do spojovacího prvku;
utáhněte kompresní kroužek a utahovací matici k armatuře až na doraz, aby zakrýval kroužek; zde je důležité nevyvíjet kritické úsilí, abychom nepřetrhli vlákno; spoj lze utěsnit kouřovou páskou.
Montáž kovoplastových trubek svépomocí
Instalace kovoplastových trubek může být provedena ručně. Neexistuje žádný zásadní rozdíl od instalace plastu. Instalace systémů z PE-X nebo polypropylenu nevyžaduje drahé nástroje nebo zařízení.
Potřebné nástroje a materiály
Pro řezání a odizolování trubek budete potřebovat speciální řezačku trubek nebo brusku, kulatý pilník.
Pro svařování polypropylenu budete potřebovat speciální páječku s tryskami (viz foto):
Pro montáž systému pomocí kování - dva nastavitelné klíče a lisovací kleště (ruční mechanický lis).
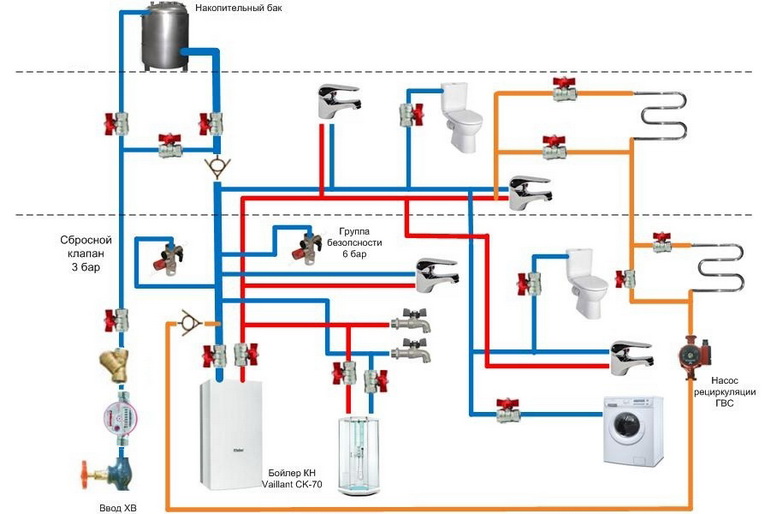
Výkresy a schémata
Jakákoli práce musí začínat výkresem nebo diagramem. Nejprve nakreslete rozvržení vodovodního systému, spočítejte množství všech materiálů a teprve poté je kupte. To pomůže nekupovat příliš mnoho a položit kabeláž nejoptimálnějším způsobem.
Montážní technika
Před instalací je nutné řezat obrobky požadované velikosti, vyčistit otřepy.
Svěrné šroubení se připojuje k obrobku velmi jednoduše:
- odšroubovaná krimpovací matice se nasadí na obrobek;
- obrobek je vložen do tvarovky;
- matice se dotahuje rukou; poté utáhněte klíči asi o otáčku a čtvrt.
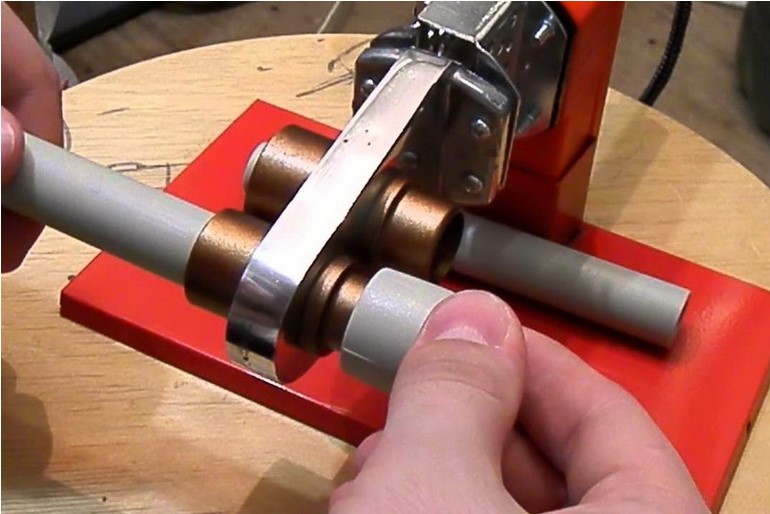
Lisovací tvarovky se montují následovně:
- nasaďte objímku na konec obrobku, vložte vnitřní vložku do obrobku, dokud se nezastaví;
- vložte tvarovku s obrobkem do lisovacích kleští a stiskněte rukojeti lisu až na doraz. Na objímce budou jasné otisky z lisovacích svorek.
Pracovní postup
Před difuzním svařováním pečlivě otřete konec obrobku od prachu, nečistot, písku, otřepů a odmastěte alkoholem.
Požadovaná tryska je instalována na svařovacím stroji, teplota ohřevu je nastavena na 260 ° C. Pájka se zahřívá cca 6-8 minut, poté si sama udržuje požadovanou teplotu.
Požadovaná tvarovka a konec obrobku se vloží do trysek, zahřejí se po dobu 6 sekund pro průměr trubky 20 mm, pro průměr 25 mm - 7 sekund, pro průměr 32 mm - 8 sekund.
Velmi rychle zasuňte obrobek do tvarovky až na doraz, stiskněte jej po dobu alespoň 10 sekund. Poté se spoj po dobu 7-8-10 minut nedotýká - plast se nechá vychladnout a polymerovat.
Postup prací si můžete podrobně prohlédnout na našem videu:
Montážní vlastnosti
Pokud po zalisování lisovacími kleštěmi nezůstanou na objímce žádné zřetelné prstencové stopy z kleští, je třeba spojení odříznout a sestavit pomocí nové tvarovky a nového obrobku. Na poškozenou špičku trubky nelze namontovat novou tvarovku.
Ohýbání polyetylenových přířezů se provádí pomocí ohýbačky trubek nebo stroje Volnov. Obrobek můžete ohýbat ručně - ale poloměr ohybu je velký.
Každých 0,5-0,8 m musí být potrubí upevněno ve speciálních sponách - to pomůže udržet jeho tvar.
Kontrola instalatérství
Po sestavení celého systému je nutné jej naplnit vodou ze sítě, vypustit vzduch a zkontrolovat všechny spoje. Všechny spojovací uzly můžete zabalit do toaletního papíru - na něm budou velmi jasně viditelné kapky vlhkosti.
Specifikace
 Kovoplastové výrobky se liší v těchto technických vlastnostech:
Kovoplastové výrobky se liší v těchto technických vlastnostech:
- nízká úroveň tepelné vodivosti - 1300krát nižší než u mědi a 175krát nižší než u oceli;
- tloušťka stěny 2 mm nebo více, v závislosti na velikosti kovoplastového vodovodního potrubí (sekce);
- dobrá antistatika - žádné vedení bludných proudů;
- hmotnost běžného metru výrobku o průměru 16 mm. - 115 gr.;
- průchodnost - 0,113 l / lineární metr pro produkt o průřezu 16 mm;
- pevnost při příčném přetržení - 2880 n;
- koeficient drsnosti vnitřních stěn - 0,07;
- index roztažnosti kov-plast je 0,26x10-4 za ºs;
- minimální povolený ohyb výrobku je od 45 mm.
Montáž kovoplastových trubek
Pokyny krok za krokem s fotografií
- Připravte trubky a nástroje - řezejte kov-plast podle schématu instalace, vyberte armatury. Pro spojení jsou ideální kompresní nebo lisovací tvarovky. Montážní nástroj:
- pila na železo nebo speciální nůžky na trubky;
- kalibrátor kráječe;
- měřicí páska nebo svinovací metr;
- nůž;
- klíč.
- Zpracujte části potrubí pomocí kalibrátoru.
- Odstraňte matici a kroužek z tvarovky a nasaďte je na obrobenou část trubky. Po zpracování by měl být řez rovný, hladký, bez otřepů. K tomu použijte kulatý pilník.
- Nasaďte na trubku tvarovku a vyrovnejte ji s tvarovkou na tvarovce.
- Nasaďte dříve odstraněnou matici a upínací kroužek na armaturu, utáhněte, dokud neuslyšíte specifické praskání. Kontrolujte napnutí matice - příliš velké zatížení může strhnout závity a pak bude potřeba kompletní výměna spoje.

Pružiny a další způsoby ohýbání trubek
Často se trubky ohýbají, aby se využil povrch, který vede teplo.
Zde je několik metod: Ruční ohýbání.
- Ohýbání trubek.
- Pružina pro ohýbání.
Ruční ohýbání trubek je nejdostupnější způsob, který zahrnuje následující kroky:
Jemně ohněte trubku na poloměr ohybu ne více než 20 stupňů.
- Ohněte jej opět o něco výše.
- Proveďte takové ohyby několikrát (asi 15), dokud se trubka neotočí do požadovaného úhlu.
Stejnými hladkými a přesnými pohyby můžete trubku narovnat.
Maria Korol, odbornice
Kovoplastová trubka je pomocí pružiny nebo drátu zcela rovnoměrně a přesně ohnuta:
Umístěte pružinu nebo drát dovnitř trubky.
- Ohněte trubku rukama do požadovaného úhlu.
- Opatrně odstraňte pružinu nebo drát.
Typické chyby při instalaci kovoplastových trubek
Důsledkem nesprávných činností během instalace je odtlakování nebo netěsnost ve spojích. Nejčastější chybou je přílišné utažení matice šroubení, což má za následek stržení závitů nebo prasknutí trubky. Další častou chybou je šmírování na specializovaném nástroji, jako je úkosovačka a kalibrátor. To často vede k poškození těsnících kroužků, což nezlepší kvalitu spoje. Zároveň je možné kontrolovat úroveň těsnosti a pevnosti spoje, zjišťovat netěsnosti a vady tlakovou zkouškou.
Tlakové zkoušky vodovodního potrubí
Hlavní součástí tlakové zkoušečky je hydraulické čerpadlo, které nastavuje tlak potřebný pro správnou zkoušku. Existují dva typy tlakových nádob:
- Ruční - slouží ke kontrole přívodu vody malého rozsahu.
- Elektrické nářadí je snadno ovladatelné, spolehlivé, odolné, ale drahé. Proto se používá pouze pro odbornou instalaci.
Cena trubek z kovoplastu
Náklady na výrobky se liší v závislosti na výrobci a průměru. Průměrné ceny potrubí pro vodovodní potrubí z kovoplastu v Moskva:
| Výrobce | Země | Cena m/lineární ($) |
| Valtec | Rusko, Itálie | od 1.5 |
| Oventrop | Německo | od 1.2 |
| Henko | Belgie | od 0.8 |
| Nanoplast | Rusko | od 0.7 |
| Comap | Francie | od 1.6 |
Ceny jsou uvedeny za trubky o průměru 16 mm. Čím větší je průřez výrobku, tím vyšší jsou jeho náklady na běžný metr. Ceny se navíc mohou mírně lišit v závislosti na regionu prodeje.
Pokrok nám postupně zjednodušuje život a usnadňuje práci. S příchodem všech druhů moderních odolných plastů se začaly používat pro potrubí, změnily se také způsoby instalace vodovodních systémů v našem bydlení - nyní můžeme snadno provést instalaci sami bez složitého vybavení a specialistů. Éra ocelových potrubí skončila.
Vítáme našeho pravidelného čtenáře! V tomto článku budeme hovořit o tom, jaké jsou kovoplastové trubky pro instalatérské práce - nejlepší materiál pro domácí vodovodní systémy.
Výhody a nevýhody
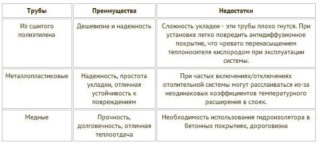
Důležité pozitivní aspekty kov-polymerových produktů jsou:
- ideální hladkost vnitřních stěn, která zabraňuje zanášení systému;
- trvanlivost - životnost kov-polymerové vícevrstvé trubky pro zásobování horkou vodou je asi 50 let;
- inertnost vůči korozi a agresivnímu prostředí;
- dobrá plasticita;
- nízká hmotnost, která usnadňuje přepravu výrobků a jejich instalaci;
- jednoduchá instalace systémů zásobování studenou nebo teplou vodou, které nevyžadují složité nástroje;
- zvukově izolační vlastnosti - přeprava vody těmito systémy je téměř neslyšitelná;
- estetika.
S jejich pozitivními vlastnostmi nejsou trubky vyrobené z kov-plastu bez nevýhod. Hlavní nevýhodou jsou rozdílné koeficienty roztažnosti polymeru a kovové vrstvy při rozdílech teplot. V důsledku toho se spoje mohou časem uvolnit, což vede k netěsnostem.
Trubky se bojí slunce, takže se používají pro pokládku vnitřní komunikace v bytě, lázeňském domě, venkovském domě. Sluneční světlo vyvolává zahřívání a další roztahování trubice.Studená voda zároveň způsobuje smršťování polymeru. Kolísání teplot je pro takový materiál nežádoucí.
Výkonové charakteristiky trubek z kovoplastu
Životnost plastových trubek
Kov-plast se vyznačuje zvýšenou odolností proti korozi, inertností vůči většině aktivních chemických a biologických látek. Výrobky tohoto typu mají při zahřívání snížený koeficient roztažnosti, takže jsou méně náchylné k deformaci než jiné analogy. Výrobci poskytují záruku na instalované produkty:
- při teplotě 95 C˚ - záruční doba je 25 let;
- při teplotě 20 C˚ - záruční doba je 50 let.
Nejlepší výrobci kovoplastových trubek
Níže jsou uvedeni nejlepší výrobci kovoplastových trubek:
- Henco (Henko), belgická korporace. Jejich trubky jsou jedním z multifunkčních, modernizovaných a vysoce spolehlivých produktů dostupných na dnešním trhu;
- Oventrop - výrobce plastových trubek Oventrop je jedním z největších inovátorů řešících staré problémy vytápění a zásobování vodou;
- pex. Molekulárně síťovaný polyetylen je vhodný jak pro systémy zásobování vodou (teplá a studená), "teplé podlahy", tak pro centrální vytápění;
- Rehau. Výrobky Rehau jsou vysoce kvalitní a odolné, což je hlavní výhoda při výběru materiálu pro instalatérské a topenářské práce;
- Unipipe. Trubkové konstrukce Unipipe jsou známé svou atraktivní cenou a spolehlivým výkonem, takže použití těchto produktů bude ekonomické a bezpečné.
- Valtec. Trubky vyráběné společností Valtec splňují všechny druhy požadavků na výstavbu a instalaci vodovodních a topenářských systémů a představují vysoce kvalitní produkt.
Jakou teplotu a tlak vydrží plastové trubky
Trubka vyrobená z kovoplastu má ve srovnání s jinými typy materiálů řadu výhod:
- Odolává vysokému teplotnímu zatížení až do 95 C˚.
- Pracovní tlak od 10 atm.
- Difúze kyslíku 0 g/m³ za den.
Předpisy a certifikáty
U nás je trh zaplněn zbožím od různých výrobců kovo-plastových trubek. Většina firem garantuje kvalitu, ale každá společnost klade spotřebitelům podmínku: dodržovat tovární pokyny.
V Rusku existují dokumenty pro kontrolu kvality kovoplastových trubek:
- SP 41-102-98 - pravidla pro navrhování a instalaci kovoplastových potrubí pro topné systémy;
- SP 40-103-98 - pravidla pro návrh a instalaci přívodu teplé a studené vody.
Označení potrubí
Čísla, písmena a další označení na povrchu kovové plastové trubky skrývají produktová data. Výrobci mají právo uvést svá označení v označení, ale hlavní údaje musí obsahovat následující informace:
- jméno výrobce;
- osvědčení o shodě;
- druhy polyethylenu (PP-R - polypropylen, PE-R - polyethylen, PE-X - síťovaný polyethylen);
- průměr trubky a nutně tloušťka stěny;
- jmenovitý tlak při teplotě obsahu +20 stupňů;
- pak existují znaky, které dávají jasně najevo, zda je tato trubka vhodná pro vodu, která se bude používat k pití;
- poslední nápis na dýmce udává šarži a datum výroby.
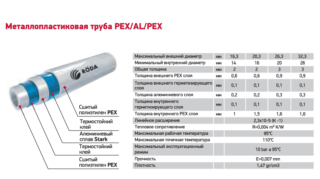
Technické vlastnosti kovoplastových trubek
Za prvé, trubky pro zásobování vodou a vytápění vyrobené z kov-plastu se vyznačují vynikající pevností, která je dosažena správným sledem vrstev plastu a kovu. Za druhé, takové trubky odolávají vysokému tlaku a teplotě.
Níže jsou uvedeny specifické specifikace pro trubky různých průměrů.
| Název indikátoru/Průměr (mm) | 16 | 20 | 26 |
| Materiál vnitřní vrstvy | PEX-B | ||
| Materiál vnější vrstvy | PEX-B | ||
| Vnitřní průměr, (mm) | 16 | 20 | 26 |
| Tloušťka hliníkové vrstvy (mm) | 0,23 | 0,23 | 0,23 |
| Délka cívky (m) | 100 | 100 | 100 |
| Hmotnost 1 běžného metru trubky (kg/m) | 0,115 | 0,14 | 0,25 |
| Teplota při provozním tlaku 10 bar | 0-95 | 0-95 | 0-95 |
| Teplota při provozním tlaku 25 bar | 0-25 | 0-25 | 0-25 |
| Maximální krátkodobá zátěž | 130 | 130 | 130 |
| Maximální tlak při t=20C, bar | 94 | 73 | 86 |
| Deformace trubky při ohřevu na teplotu (120-3С) během (60 + 1),% | 0,81 | 0,81 | 0,81 |
| Drsnost | 0,006 | 0,006 | 0,006 |
| Největší možný rádius při ručním ohýbání mm | 80 | 100 | 130 |
| Největší možný rádius při ohýbání ohýbačkou trubek, mm | 45 | 60 | 95 |


