Jaké elektrody svařit 2mm profilovou trubku.
Při výběru elektrod pro elektrické svařování se řídí tloušťkou obrobků, která přímo souvisí s jejich průměrem.
Potřebné údaje lze získat z tabulek na obalu nebo si rozměry určete sami, protože průměr elektrody přibližně odpovídá tloušťce stěny při hodnotách nepřesahujících 4 mm.
Volba svařovacího režimu a typu elektrod
Proud procházející elektrodami přímo souvisí s jejich průměrem, jeho hodnota je obvykle uvedena na obalu. Jeho hodnotu lze navíc nastavit z tabulek nebo přibližně určit výpočtem na základě skutečnosti, že 1 mm. tloušťka elektrody vyžaduje proud 30 ampér.
Existují čtyři hlavní typy elektrod v závislosti na potahovém materiálu:
- Kyselé (A). Vyznačují se vysokým obsahem železa a manganu, kovová elektroda přechází do svaru ve formě malých kapiček za vzniku kapalné lázně, při ztuhnutí se struska snadno odděluje. Při práci vede příliš vysoká teplota oblouku k podříznutí, šev je velmi náchylný k prasklinám - to omezuje použití tohoto typu.
- Celulózový (C). Kromě celulózy obsahuje kompozice feromanganové rudy a mastek, které při zahřívání zcela vyhoří a tvoří ochranný plyn, zatímco šev nemá struskový povlak. Elektroda jde do švu se středními a velkými kapkami a vytváří hrubou nerovnou strukturu s četnými rozstřiky.
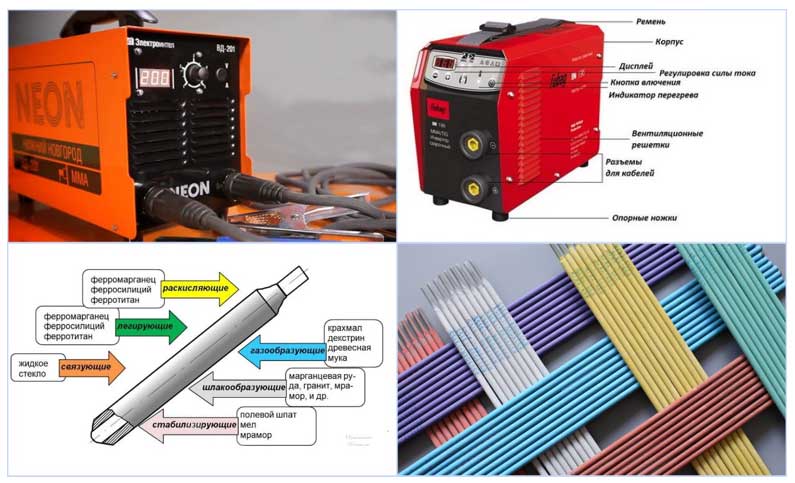
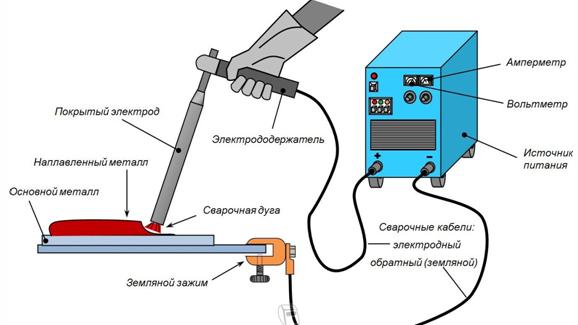
Rýže. 10 Vzhled elektrického obloukového aparátu a elektrody
Rutil (P). Povlak sestává převážně z oxidu titaničitého nebo ilmenitu, elektrodový kov přechází do svarové lázně středními a malými kapkami s malým množstvím rozstřiku a vytvořením rovnoměrného kvalitního švu. Struskový povlak má porézní strukturu a lze jej snadno oddělit od švu.
Pro elektrické svařování slitin nízkouhlíkových ocelí, ze kterých se vyrábí tvarové trubky, se nejčastěji používají dobré elektrody značek UONI-13/55, MP-3, ANO-4, pro svařování nerezové oceli lze použít OK 63.34.

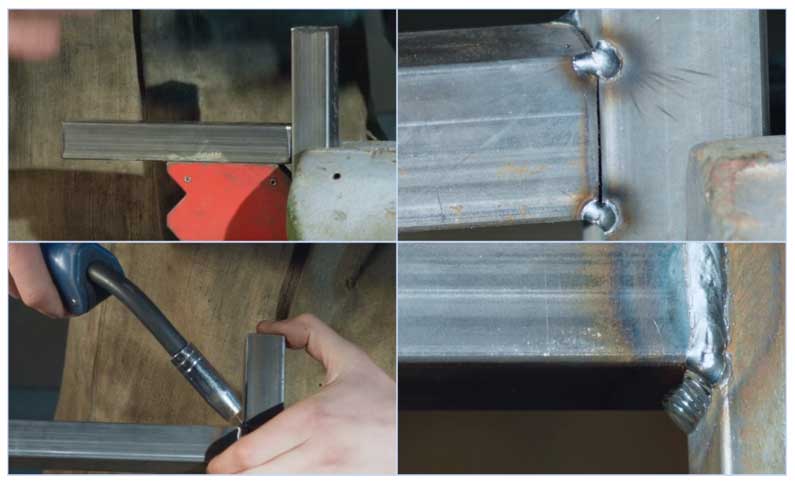
Obr.11 Svařování tenkostěnných trubek
Příprava na práci
Spojení profilových trubek bez svařování se provádí hlavně pomocí specializovaných svorek a šroubů. V průběhu času se upevňovací prvky uvolňují, takže při péči o výrobek je nutné neustále kontrolovat pevnost konstrukce. Pro snížení problémů během provozu se k sestavení konstrukce používá svařování.
Pro získání pevného svaru je nutné připravit povrch trubky. Pro tohle:
části potrubí jsou řezány na požadovanou délku;

Použití brusky na řezání trubek
Doporučuje se řezat trubky speciálními nástroji, například pilkou, která vám umožní provést řez co nejrovnoměrněji.
- pokud je nutné spojovat prvky pod úhlem, pak se trubky navzájem pečlivě upraví tak, aby mezery byly co nejmenší. Tím se zvýší kvalita svaru a v důsledku toho i spolehlivost hotového výrobku;
- místa, kde se má nacházet svar, se očistí od rzi, otřepů a jiných cizích usazenin. Jakékoli zahrnutí negativně ovlivňuje pevnost švu. Čištění lze provést jednoduchým kovovým kartáčem nebo specializovaným zařízením, jako je bruska.

Příprava povrchu před svařováním
Obloukové svařování
Ruční obloukové svařování je široce používáno ve všech odvětvích národního hospodářství a v každodenním životě pro spojování prvků kovových konstrukcí. Jeho charakteristické vlastnosti ve srovnání s jinými typy svarových spojů jsou:
- Relativně nízká cena svařovacího stroje a spotřebního materiálu, kterým jsou elektrody.
- Získání vysoce kvalitních svarových spojů běžných jakostí kovů, včetně nerezových slitin.
- Schopnost provádět svářečské práce na mnoha těžko dostupných místech - to je usnadněno nízkou hmotností a snadným připojením zařízení k elektřině.

Rýže. 7 Svařování tenké profilové trubky - typ švů
Provádění práce pomocí svařování elektrickým obloukem se skládá z následujících kroků:
- Konce trubek jsou připraveny pro svařování, k tomu jsou očištěny od rzi, načež jsou polotovary nastaveny na požadovanou vzdálenost, aby se šev naplnil kovem z roztavené elektrody, často se k tomu používají speciální zařízení.
- Svařovací stroj se zapne, nastaví se požadovaný proud podle vestavěného indikátoru, elektroda se vloží do držáku připojeného ke svařovacímu stroji, druhý konec se upevní na trubku.
- Poloha svařovaných dílů vůči sobě je fixována bodovým svařováním (cvočky), po kterém se provádí elektrické svařování pomocí ochranného oděvu, masky a rukavic svářeče.
- Na konci práce se vodní kámen srazí a šev se vyčistí kovovým kartáčem.
Poloautomatické svařování kovů inertním plynem (MIG)
Díky moderním technologiím je možné svařovat profilové výrobky tím nejjednodušším způsobem v domácích podmínkách, což nevyžaduje mnoho zkušeností a dlouholeté školení svářeče.
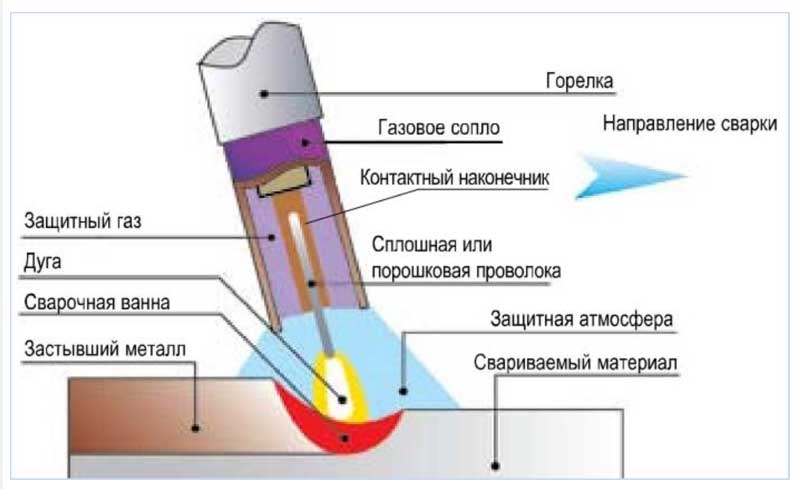
Rýže. 8 Jak MIG funguje
Poloautomatické svařování inertním plynem (MIG) je evolučním krokem ve vývoji konvenčního obloukového svařování, ve srovnání s ním má následující výhody:
- Místo elektrody se do svarové lázně přes hořák automaticky přivádí speciální drát o průměru 0,6 až 1,2 mm, navinutý do cívek - to automatizuje proces a zkracuje dobu výměny elektrod.
- Spolu s drátem je do hořáku přiváděn přes svařovací manžetu inertní plyn (nejčastěji směs oxidu uhličitého a argonu) - tím se zabrání vzniku strusky a zlepší se kvalita svaru.
Díky této technologii má poloautomatické svařování oproti strojům pro svařování elektrickým obloukem následující výhody:
- Umožňuje svařovat tenké obrobky o tloušťce 0,5 mm.
- Vaří ocel, nerez, litinu, hliník a neželezné kovy.
- Při provádění práce nevzniká žádná struska a prakticky žádný kouř - to je méně škodlivé pro zdraví, zlepšuje kvalitu švu ve srovnání s metodami elektrického oblouku.
Mezi nevýhody MIG patří objemnost (je potřeba masivní plynová láhev a systém přívodu drátu k hořáku) a nemožnost práce v silném větru, který vyfukuje plyn mimo svařovací zónu.
Rýže. 9 Svařování tenkostěnných profilových trubek v prostředí inertního plynu
Svařovací technika
Svařování rámu z profilové trubky lze provádět některým z následujících typů:
- plyn;
- elektrický oblouk.
Svařování plynem
Plynové svařování se vyrábí roztavením kovu a vyplněním prázdného prostoru přísadou.
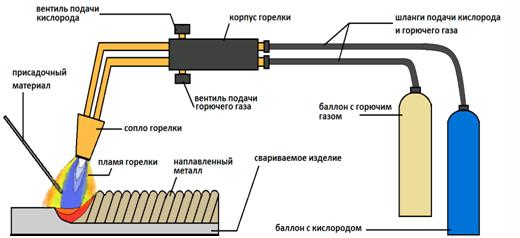
Technologie svařování plynem
Pro svařování plynem budete potřebovat:
- speciální svařovací stroj se sadou hrotů pro hořák;
- válec s kyslíkem;
- láhev s hořlavým plynem (nejčastěji se používá acetylén);
- přídavný drát (požaduje se, aby drát byl vyroben ze stejného materiálu jako svařované trubky);
- svařovací prášek (tavidlo), který snižuje oxidaci kovu a chrání šev. Tavidlo se nanáší na povrch trubky před začátkem svařování;
- prvky individuální ochrany svářeče (maska).
Při svařování plynem je nutné přísně dodržovat bezpečnostní opatření, protože použité plyny jsou výbušné.
Spojení potrubí pomocí svařování plynem lze provést 2 způsoby:
- zleva doprava. Přísada se dodává po zahřátí hořákem, který umožňuje svařování trubek o tloušťce větší než 5 mm. Šev není zcela rovnoměrný a vyžaduje další zdokonalení.Tímto způsobem je brána svařena z profilové trubky a dalších trojrozměrných konstrukcí;
- zprava doleva. Přísada je přiváděna před hořák, což vám umožňuje získat nejrovnoměrnější šev. Používá se hlavně pro trubky o tloušťce menší než 5 mm, jako jsou svařovací profilové trubkové nosníky, zahradní lavice a tak dále.
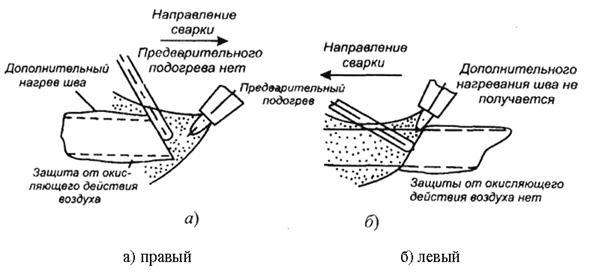
Dostupné způsoby vytvoření svaru
Po úplném vychladnutí se doporučuje šev vyčistit a chránit před korozí.
Plynové svařování se používá ke spojování profilových trubek vyrobených z neželezných kovů (mosaz, hliník, měď atd.).
Výhody plynového svařování jsou:
- jednoduchost. Svařování konstrukce s plynovým hořákem nevyžaduje speciální znalosti a dovednosti;
- dostupnost. Potřebné komponenty (plyny) lze bez větších potíží zakoupit;
- není potřeba silný zdroj elektrického proudu.
Obloukové svařování
Obloukové svařování se používá při spojování profilů ze železných kovů, tj. oceli.
Svařování elektrickým obloukem se provádí pomocí:
- svářečka;
- elektrody.
Technologie obloukového svařování
Výběr elektrod a požadovaného proudu pro svařování se provádí na základě tloušťky kovu profilové trubky.
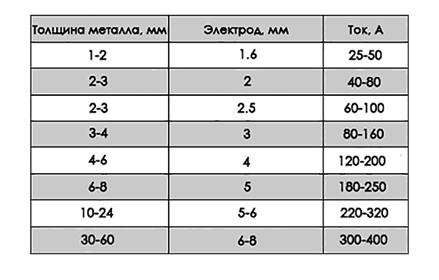
Tabulka poměru svařovaného kovu a použitých elektrod
V tabulce jsou uvedeny doporučené parametry elektrod. Abyste se ujistili, že je elektroda vybrána správně, je nutné provést zkušební šev na malých částech potrubí.
Síla proudu ovlivňuje i kvalitu svaru. Aby byl šev co nejpevnější, je nutné dosáhnout co nejvyšší síly proudu.
Svařování profilové trubky s invertorem se provádí v následujícím pořadí:
- svařované úseky profilových trubek jsou bezpečně upevněny, aby se zabránilo jejich deformaci a posunutí. K tomu můžete použít jak speciální zařízení, tak improvizované nástroje;
- na 4-5 bodech se provádí bodové svařování (svařování), které umožňuje předběžné spojení dílů;

Počáteční fáze konstrukčního svařování
- kontroluje se správnost návrhu. Pokud je to nutné, pomocí kladiva se vady opraví;
- spoj je nakonec svařen. Současně se doporučuje sledovat rychlost pohybu elektrody, aby kov trubek měl čas úplně se roztavit a zároveň neklesat uvnitř profilu.
Profilové trubky o tloušťce větší než 5 mm se doporučuje svařovat v několika fázích, aby se dosáhlo silného spoje. V tomto případě se svařování provádí v opačných směrech vůči sobě navzájem.
Po dokončení svařování musí být konstrukce ochlazena, aby se zabránilo deformaci profilové trubky.
Hotový šev se čistí speciálními nástroji, například úhlovou bruskou.

Zpracování švu vrtačkou
Místo svařování vyžaduje vysoce kvalitní ochranu před vlivy prostředí, protože kov vystavený vysokým teplotám několikrát rychleji rezaví.
Více o obloukovém svařování se můžete dozvědět z videa.
Veškeré svářečské práce musí být prováděny za dodržení bezpečnostních opatření a za použití prostředků na ochranu svářeče. Výběr způsobu svařování závisí na materiálu, ze kterého jsou profilové trubky vyrobeny, a také na dostupném zařízení.

