Indhold
-
slide 1
Elev: Plekhanov A.G.
Gruppe: ZOSb-0901
Foredragsholder: Goncharov V.S. -
slide 2
-
slide 3
Kemiske metoder til spildevandsbehandling omfatter neutralisering, oxidation og reduktion. De bruges til at fjerne opløselige stoffer og i lukkede vandforsyningssystemer. Kemisk rensning udføres nogle gange som en indledende til biologisk rensning eller efter den som en metode til efterbehandling af spildevand.
G
-
slide 4
Spildevand, der indeholder mineralsyrer eller baser, neutraliseres, før det udledes i vandområder eller inden det anvendes i teknologiske processer. Vand med pH = 6,5 ... 8,5 betragtes som praktisk talt neutralt.
Neutralisering kan udføres på forskellige måder: ved at blande surt og basisk spildevand, tilsætte reagenser, filtrere surt vand gennem neutraliserende materialer, absorbere sure gasser med basisk vand eller absorbere ammoniak med surt vand. Der kan dannes nedbør under neutraliseringsprocessen. -
slide 5
Biokemiske metoder bruges til at rense husholdnings- og industrispildevand fra mange opløste organiske og nogle uorganiske (sulfidbrinte, sulfider, ammoniak, nitritter) stoffer. Oprensningsprocessen er baseret på mikroorganismers evne til at bruge disse stoffer til ernæring i livets proces, da organiske stoffer er en kulstofkilde for mikroorganismer.
-
slide 6
6.3.2. Oxidation af spildevandsforurenende stoffer
Følgende oxidationsmidler anvendes til spildevandsrensning; gasformigt og flydende klor, klordioxid, calciumchlorat, calcium- og natriumhypochloritter, kaliumpermanganat, kaliumdichromat, hydrogenperoxid, atmosfærisk oxygen, peroxo-svovlsyrer, ozon, pyrolusit mv.
Under oxidationsprocessen passerer giftige forurenende stoffer indeholdt i spildevand, som et resultat af kemiske reaktioner, over i mindre giftige, som fjernes fra vandet. -
Slide 7
Reduktive spildevandsbehandlingsmetoder bruges til at fjerne kviksølv, krom og arsenforbindelser fra spildevand.
Under rensningsprocessen reduceres uorganiske kviksølvforbindelser til metallisk kviksølv, som adskilles fra vandet ved bundfældning, filtrering eller flotation. For at reducere kviksølv og dets forbindelser anvendes jernsulfid, natriumborhydrid, natriumhydrosulfit, hydrazin, jernpulver, hydrogensulfid og aluminiumpulver.
Den mest almindelige måde at fjerne arsen fra spildevand på er at udfælde det i form af tungtopløselige forbindelser med svovldioxid. -
Slide 8
At fjerne forbindelser af kviksølv, krom, cadmium, zink, bly, kobber, nikkel, arsen og andre stoffer fra spildevand, de mest almindelige reagensbehandlingsmetoder, hvis essens er at omdanne vandopløselige stoffer til uopløselige stoffer ved tilsætning af forskellige reagenser , efterfulgt af deres adskillelse fra vand i form af nedbør.
Calcium- og natriumhydroxider, natriumcarbonat, natriumsulfider og forskelligt affald bruges som reagenser til fjernelse af tungmetalioner fra spildevand. -
Slide 9
Kendte aerobe og anaerobe metoder til biokemisk spildevandsrensning. Den aerobe metode er baseret på brugen af aerobe grupper af organismer, hvis levetid kræver en konstant tilførsel af ilt og en temperatur på 20...40°C. Ved aerob behandling dyrkes mikroorganismer i aktiveret slam eller biofilm. Anaerobe oprensningsmetoder forløber uden iltadgang; de bruges hovedsageligt til neutralisering af sedimenter.
-
Slide 10
Metoder til termisk spildevandsbehandling
Termiske metoder neutraliserer spildevand indeholdende
mineralsalte af calcium, magnesium, natrium osv., samt organiske stoffer
stva.Sådant spildevand kan neutraliseres:
- koncentration af spildevand med efterfølgende frigivelse af opløsningen
aktive stoffer;
— oxidation af organiske stoffer i nærværelse af en katalysator;
— oxidation i flydende fase af organiske stoffer;
- bortskaffelse af brand.
Se alle dias
Elektromekanisk bearbejdning
Essensen af elektromekanisk bearbejdning ligger i det faktum, at en strøm med høj effekt og lav spænding føres gennem værktøjets og arbejdsemnets kontaktflade. Fremspringene af overfladelagets mikroruheder udsættes for stærk opvarmning og under værktøjets kraft deformeres og udglattes, og overfladelaget styrkes på grund af den hurtige fjernelse af varme ind i hovedparten af metallet og hurtig afkøling. I dette tilfælde er opvarmning til fasetransformationstemperaturer en nødvendig betingelse for hærdning af bearbejdningstilstande.
Hærdningseffekten opnås på grund af, at der opnås ultrahurtige opvarmnings- og afkølingshastigheder, og der opnås en høj grad af kornforfining.
Elektromekanisk behandling er kendetegnet ved følgende funktioner:
- termisk og kraftpåvirkning på overfladelaget udføres samtidigt;
- varmeafgivelse i kontaktzonen mellem værktøjet og emnet er en konsekvens af virkningen af to varmekilder - ekstern og intern;
- den termiske cyklus (opvarmning, opbevaring og afkøling) er meget kort og måles i brøkdele af et sekund.
Der er forskellige måder at tilføre elektrisk strøm til kontaktpunktet mellem værktøjet og emnet (fig. 2).
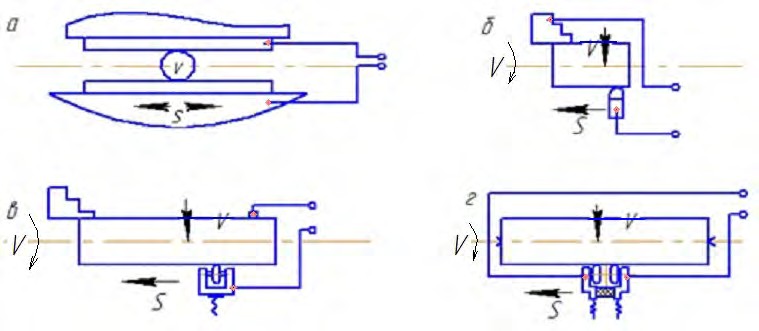
Figur 2 - Måder at levere elektrisk strøm på: a - gennem en fast kontakt; b - gennem roterende udstyrselementer; ind - gennem rullen; d - gennem dobbeltvalser
Hver af de nuværende leveringsmetoder har sine egne fordele og ulemper. Afhængigt af formålet og typen af udstyr til elektromekanisk bearbejdning kan drejning, fræsning, boring og andre metalskærende maskiner anvendes. Der er følgende former for elektromekanisk hærdning.
Hård hærdningstilstand, som indebærer en høj overfladestrømtæthed (700...1500 A/mm²), lav bearbejdningshastighed (0,5...5 m/min) og lave krav til ruhedsparametre. Der dannes fint dispergeret martensit i overfladelaget, og der er ingen væsentlige plastiske deformationer.
Den gennemsnitlige forstærkningstilstand udføres ved en overfladestrømtæthed på 800 A / mm² og er karakteriseret ved tilstedeværelsen af en ferritisk-martensitisk struktur og betydelige deformationer af overfladelaget. Behandlingshastigheder er omtrent lig med eller lidt højere end hastighederne i hård tilstand.
Efterbehandlingstilstanden er karakteriseret ved fravær af fasetransformationer, lav overfladestrømtæthed og høje behandlingshastigheder (10..120 m/min). Anvendes til overfladehærdning. Dette opnår høj ydeevne.
Optimale måder for elektromekanisk hærdning gør det muligt at opnå ikke kun de nødvendige ruhedsparametre, men også at opnå en komplet struktur af overfladelaget med øget slidstyrke.
Trykrestspændinger i overfladelaget på grund af deformationskræfter virker forstærkende på forskellige typer brudbelastninger. Hærdning af overfladelagene øger deres korrosionsbestandighed. Dette forklares ikke kun af den høje grad af hærdning, den specielle struktur og spredning af overfladelaget, men også af kombinationen af gunstige fysiske og mekaniske egenskaber af dette lag.
I forbindelse med stigningen i driftsegenskaber tilrådes det at anvende elektromekanisk hærdning til en lang række dele, der arbejder under forskellige slidfriktionsforhold.
Magnetisk slibende behandling
Essensen af magnetisk-slibende bearbejdning er den slibende fjernelse af kvoten ved at skabe et magnetfelt direkte i skærezonen fra en ekstern kilde.Følgende bruges som slibende værktøjer: magnetiske slibende pulvere, slibende suspensioner, magnetiske rheologiske væsker.
Bevægelsen af et metalemne i et magnetfelt ledsages af udseendet af induktionsstrømme i en vekslende retning i det under gentagen magnetiseringsvending.
Slibende skæring med pålæggelse af disse fænomener har en række funktioner. Som et resultat af virkningen af magnetiske og elektroplastiske effekter ændres styrkeegenskaberne for det forarbejdede materiale, hovedsageligt i det nære overfladelag. De kræfter, der kræves til skæring og plastisk udglatning af den bearbejdede overflade, reduceres; forholdene lettes for dannelsen af en overflade med små ruhedsparametre og med et øget lejeareal.
Den elektriske ladning af den behandlede overflade forstærker elektrokemiske fænomener. Dette forklarer den høje effektivitet af brugen af kemisk og overfladeaktive skærevæsker i processerne til magnetisk slibebehandling sammenlignet med traditionelle typer slibebearbejdning.
De mekaniske egenskaber ved magnetisk slibende behandling er:
- kontinuerlig kontakt af pulveret med den behandlede overflade, hvilket gør det muligt at øge nøjagtigheden af geometriske dimensioner og form, samt at reducere cykliske belastninger på systemet "maskine - armatur - værktøj - del";
- fraværet af en stiv fastgørelse af slibekornet i bundtet bidrager til den spontane nivellering af skæreværktøjet i forhold til overfladen, der skal behandles;
- evnen til at kontrollere værktøjets stivhed giver dig mulighed for at justere fjernelse af metal fra formningsoverfladen;
- fraværet af friktion af bindemidlet på overfladen af produktet reducerer signifikant temperaturen i slibebehandlingszonen og ruheden Ra fra 1,25 ... 0,32 til 0,08 ... 0,01.
Magnetisk slibepulver bruges i magnetiske slibebehandlingsprocesser. Det magnetiske felt skabes ved hjælp af specielle magnetiske induktorer. På den aktive overflade af magnetiske induktorer og i arbejdsgabet holdes pulveret af magnetfeltets kræfter og pulverets friktionskræfter mod overfladen af induktoren. De kræfter, der kræves til slibende skæring, skabes på grund af komprimeringen af pulvermediet i arbejdsområdet af magnetiske kræfter og afstandstryk. Friktionskræfterne i pulverets kontakt med emnet skaber yderligere tryk i pulvermediet og ved dets grænser.
Skemaer for magnetisk-slibende behandling er vist i figur 3.
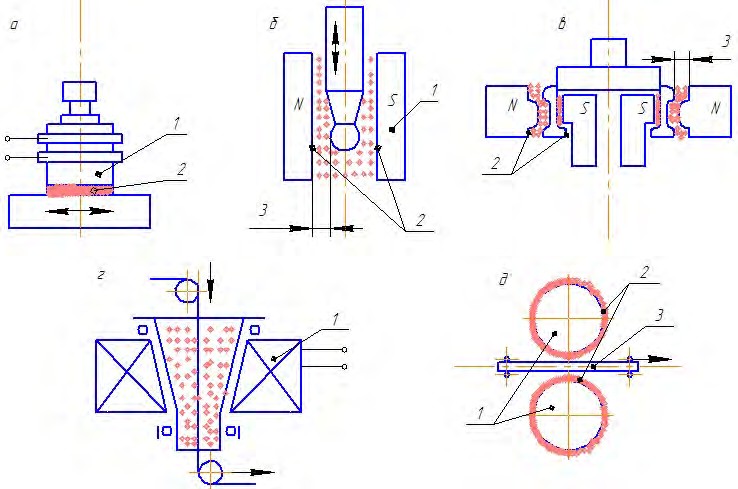
Figur 3 - Skemaer af magnetisk-slibende pulverbehandling: a - flade overflader; b - ydre cylindriske omdrejningsflader med pulver i arbejdsområdet; c - formet ydre og indre overflader med pulver i arbejdsspalterne; g - ledning ved at trække gennem en roterende tragt; e - arkmateriale; 1- magnetisk induktor; 2 - aktiv overflade; 3 - arbejdsgab
Magnetisk-slibende behandling udføres på specialiserede maskiner udstyret med specielt teknologisk udstyr til MAO. Maskinernes design forudsætter tilstedeværelsen af drev til arbejds- og hjælpebevægelser, en magnetisk induktor, en pulverbeholder med en dispenser, en anordning til rengøring af arbejdsområdet fra affaldspulver.
Magnetisk slibende pulverbehandling bruges til efterbehandling af teknologiske operationer til polering af overflader, rensning af dem fra oxid og kemiske film, fjernelse af små grater, afrunding af kanter, efterbehandling og hærdning af skære- og stanseværktøjer.
Visninger:
277
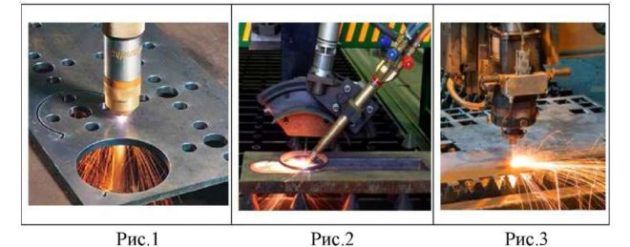
Skæremetode
Metalskæring er en af de metoder, der giver dig mulighed for at behandle elementer mekanisk på forskellige typer enheder. Det sværeste er at arbejde med farvede varianter af materiale, der er svære at deformere. Tidligere blev plasmabehandling brugt til at skære dem. Men med laserens fremkomst har denne metode mistet sin relevans.
 Metalskæringsmuligheder
Metalskæringsmuligheder
I øjeblikket anvendes en fiberlaser, som gør det muligt at bearbejde materialet på andre måder, for eksempel ved boring eller gravering. Der er flere typer metalskæring:
- drejning;
- boring;
- høvling;
- fræsning;
- slibning.
Principper for drejning og boring. Når du drejer en del, ændres dens størrelse praktisk talt ikke. Drejning involverer bearbejdning på en drejebænk eller andre typer enheder, herunder boring og slibning.
 Parametre for de vigtigste typer metalskæring
Parametre for de vigtigste typer metalskæring
Boring bruges til at skabe et hul, der ændrer udseendet af en del. Denne mekaniske metode kan udføres på enhver enhed. Hovedbetingelsen er tilstedeværelsen af en boremaskine og en skruestik, hvori emnet er installeret.
Høvle detaljer. Høvling udføres på en specialhøvl udstyret med en fræser. Kompleksiteten af denne type bearbejdning ligger i behovet for nøjagtige beregninger af tomgangs- og arbejdsslag, der gør det muligt for fræseren at komme ind og ud af arbejdsemnet.
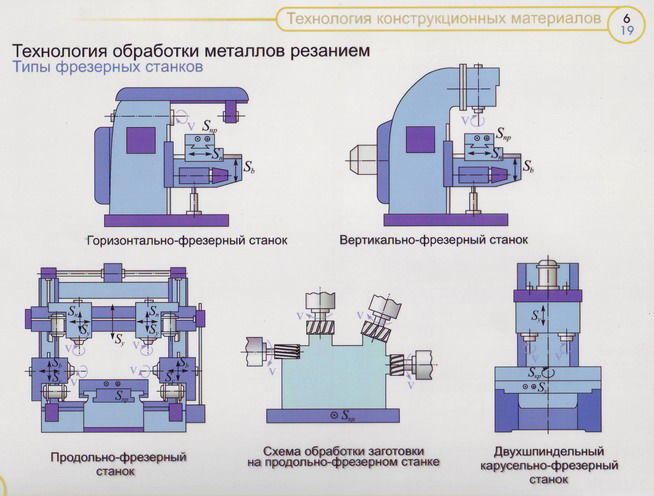
Metoder til fræsning og slibning. Fræsning er en kompleks mekanisk metode, der udføres på en vandret fræsemaskine. Emnet fastgøres på arbejdsfladen og bearbejdes derefter ved hjælp af en fræser, der virker på emnet i en vinkel.
Metalslibning er det sidste trin, som giver dig mulighed for at give delens overflade den nødvendige glathed og fjerne det overskydende lag. Slibning kræver ikke specielle enheder. Det endelige udseende af delen kan gives uafhængigt ved hjælp af en slibeskive. Under produktionsforhold anvendes slibemaskiner til disse formål. Cylindriske dele bearbejdes ved rotation bevægelser med lige og cirkulære foder. I tilfælde af et fladt emne udføres metalslibning kun i fremadgående retning.
Relateret video: Præcisionsmetalbearbejdning
https://youtube.com/watch?v=ZyqCmfg8aBQ
Et udvalg af spørgsmål
- Mikhail, Lipetsk — Hvilke skiver til metalskæring skal bruges?
- Ivan, Moskva - Hvad er GOST for metalvalset stålplade?
- Maksim, Tver — Hvad er de bedste stativer til opbevaring af valsede metalprodukter?
- Vladimir, Novosibirsk — Hvad betyder ultralydsbehandling af metaller uden brug af slibende stoffer?
- Valery, Moskva - Hvordan smeder man en kniv fra et leje med egne hænder?
- Stanislav, Voronezh — Hvilket udstyr bruges til produktion af galvaniserede stålluftkanaler?
Generelle egenskaber ved antimikrobielle midler
Væsentlig
antallet af menneskelige sygdomme forårsaget
bakterier, vira, svampe, spiroketter og
også nogle helminths. Stoffer
som neutraliserer patogener
miljø eller i kroppen
mennesker kaldes antimikrobielle
midler.
Farmakologisk
effekten af stoffer i denne gruppe er
bakteriostatisk (evnen
stoppe med at vokse og formere sig
mikroorganismer) eller bakteriedræbende
(egenskab til at neutralisere mikroorganismer).
Antimikrobiel
midlerne er opdelt i to grupper:
JEG.
Antiseptisk og desinficerende
faciliteter.
stoffer,
udviser ikke selektiv antimikrobiel aktivitet
virker og har betydelig toksicitet
for en person.
Antiseptisk
midler kan føre til døden
eller stoppe med at vokse og udvikle sig
mikroorganismer på kroppens overflade
menneske (hud eller slimhinder).
Desinfektion
betyder at neutralisere patogener
mikroorganismer i miljøet, deres
bruges til rumbehandling
linned, fade, medicinske instrumenter,
udstyr, patientplejeartikler.
Klassifikation
antiseptisk og desinfektionsmiddel
midler
JEG.
Antiseptisk og desinficerende
midler af uorganisk natur
1.
Halogener (halogenider)
1.1.
Præparater indeholdende klor - klor
kalk, kloramin B, klorhexidin
digluconat, chlorantoin, natriumhypochlorit
1.2.
Præparater indeholdende jod - jodopløsning
alkohol, iodonat, iodoform
(triiodmethan), Lugols opløsning, jod-dicerin,
iodinol, povidon-jod (betadin)
2.
Oxidationsmidler - hydrogenperoxidopløsning
(brintoverilte) fortyndet og
koncentreret kaliumpermanganat,
benzoyl pe-hydroxid (hydroxy 5, 10)
3.
Syrer og baser - borsyre,
benzoesyre, ammoniakopløsning,
natriumtetraborat (borax)
4.
Tungmetalsalte - kviksølvdichlorid
(sublimat), sølvnitrat, collargol,
protargol, zinksulfat, dermatol,
xeroform
II.
Antiseptisk og desinficerende
midler af organisk oprindelse
1.
Phenoler - ren phenol (carbolsyre),
birketjære, resorcinol, tricresol,
polycresulen (vagothyl)
2.
Tjære og harpiks - ichthyol (ichthammol), vinizol
3.
Farvestoffer - strålende grøn,
methylenblåt, etacridin-lactat
(rivanol)
4.
Nitrofuranderivater - furatsilin
(Nitrofural), furoplast, furagin
(furazidin)
5.
Aldehyder og alkoholer - ethylalkohol,
formaldehyd (formalin), Lysoform
6.
Rengøringsmidler - grøn sæbe, Zerigel,
etonium, decamethoxin (septefril),
miramistin.
II.
Kemoterapeutiske lægemidler.
stoffer,
som giver selektive
antimikrobiel aktivitet, udviser
bred vifte af terapeutiske
deres handlinger bruges til at behandle og
forebyggelse af infektionssygdomme.
Generel beskrivelse af den teknologiske proces
Bearbejdning af emner kan udføres på to måder:
- tryk (uden fjernelse af spåner);
- skæring (med spånfjernelse).
I det første tilfælde får materialet den ønskede form og volumen af værktøjets kraft, for eksempel smedning. I det andet tilfælde fjernes overfladelag (godtgørelse) fra det, for eksempel fræsning, høvling, slibning.
Bearbejdning af metaller er et af stadierne for at opnå et færdigt produkt fra et emne og kræver foreløbig udarbejdelse af et teknologisk kort, der angiver de nødvendige dimensioner og nøjagtighedsklasser. Ud fra det teknologiske kort tegnes en tegning af det færdige materiale, som også angiver dimensioner og nøjagtighedsklasser.
https://youtube.com/watch?v=WmTQqaIKFNc
Vibrerende mekanisk skæring
Vibrationsoverlejret bearbejdning bliver mere og mere udbredt. Der er to retninger for vibrationspåvirkning. Den første retning er forbundet med dæmpning af ugunstige vibrationer under bearbejdning, som forårsager et fald i overfladekvalitet, bearbejdningsnøjagtighed og værktøjslevetid. Denne retning er af særlig betydning ved skæring af svært skærebare materialer.
Den anden retning er forbundet med opnåelsen af en positiv effekt i processen med at pålægge vibrationer. Brugen af vibrerende skæring giver effektiv spånbrydning, samt en væsentlig forbedring af bearbejdeligheden af en række materialer.
De generelle fysiske træk ved skæring med vibration er:
- kortsigtet periodisk stigning i skærehastigheden;
- variabel cyklisk belastning på det deformerbare materiale;
- reduktion af friktionskræfter på værktøjets kontaktflader med spåner og emne;
- øget effektivitet af kølemiddelpåføring.
I aktionsretningen kan vibrationer være aksiale, radiale eller tangentielle.
Skæring med aksiale vibrationer bruges til spånbrydning. Hovedtrækkene ved vibrerende skæring med aksiale svingninger er en stor ændring i tilspændinger (snittykkelse) i en cyklus af værktøjssvingninger, samt en væsentlig ændring i arbejdsskæringsvinklerne. I alle tilfælde, når der drejes, falder sliddybden af fræsernes forside overflade.
Den mest effektive anvendelse af aksial vibrationsskæring er ved boring, hvor betingelserne for knusning og fjernelse af spåner er væsentligt forbedret.Ved konventionel boring, i færd med at bevæge sig langs den spiralformede rille, sætter spånerne fast og danner periodisk propper, hvilket gør det nødvendigt at stoppe og trække boret tilbage fra hullet. Denne omstændighed komplicerer automatiseringen af boring.
Sammen med muligheden for automatisering kan vibrerende boring øge produktiviteten med 2,5 gange og øge værktøjets levetid med tre gange.
Skæring med radial vibration påvirker bearbejdningsresultaterne negativt - ruhedsparametrene øges, da bevægelsen af skærkanten under vibration er direkte fikseret på den bearbejdede overflade. Arbejdsforholdene for skærkanten er også utilfredsstillende, da en stor belastning under oscillerende bevægelse opfattes af skærkanten, som følge heraf er der øget slid og afslag på kanterne.
Skæring med tangentielle svingninger, dvs. med svingninger i retning af den periferiske skærehastighed, bruges til at øge produktiviteten og værktøjets levetid markant. Metoden viste positive resultater inden for drejning, fræsning, oprømning, gevindskæring, slibning, slibning af værktøj.
Brugt udstyr
Bearbejdning anvendes på specialiserede virksomheder, der er udstyret med et tilstrækkeligt antal produktionsfaciliteter og det nødvendige udstyr.
For at fjerne overfladelagene behandles produktet på en drejebænk og fræsemaskiner. De mest populære blandt dem er:
- CNC drejning center;
- vertikale fræsemaskiner.


Nye modeller af arbejdsredskaber tillader opretholdelse af høj geometripræcision og overfladeruhed.
Udstyr, der giver dig mulighed for at behandle materialet mekanisk, præsenteres i en bred vifte. Hver virksomhed beslutter uafhængigt af behovet for at købe en bestemt enhed. For eksempel er der i nogle industrier installeret roterende maskiner, der kan behandle produkter op til 9 meter i diameter.
 Følgende enheder er blandt standardudstyret, der er udstyret med enhver virksomhed, der behandler metalprodukter med mekaniske midler:
Følgende enheder er blandt standardudstyret, der er udstyret med enhver virksomhed, der behandler metalprodukter med mekaniske midler:
- fræsning;
- gear hobbing;
- radial boring;
- vandret boring;
- lodret boring.
Trykbehandlingsudstyr
Smedning kan udføres i hånden ved hjælp af en hammer og ambolt. Den mekaniske metode består i at bruge en presse sænket ned på en opvarmet metaloverflade.
Begge enheder er mekaniske. Men hammeren slår, på grund af hvilken den forarbejdede overflade får den ønskede form, og pressen udøver pres.
Hammeren kan være af følgende typer:
- damp;
- damp-luft;
- faldende;
- forår.
 Hammer
Hammer
Der er også flere typer presseanordninger:
 Trykskema
Trykskema
- hydrauliske;
- damp-hydraulisk;
- skrue;
- friktion;
- excentrisk;
- håndsving;
- forår.
Før du fortsætter med trykbehandling, opvarmes overfladen af metallet. Men i de senere år, i stedet for varm eksponering, er kold eksponering, kaldet stempling, oftere brugt. Stempling er velegnet til at arbejde med enhver type metal. Det giver dig mulighed for at give produktet den ønskede form uden at påvirke materialets fysiske egenskaber.
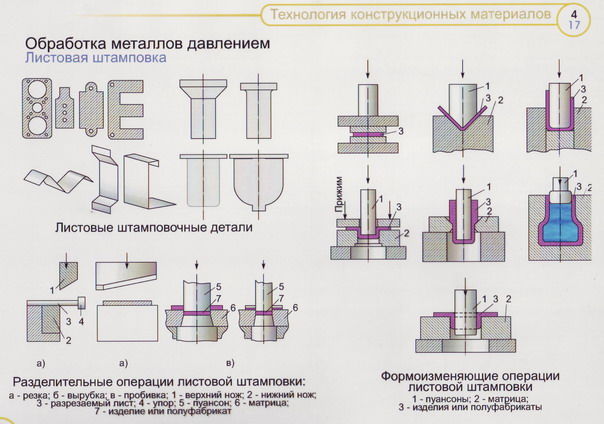
De mest populære typer stempling omfatter:
- bøjning;
- udstrækning;
- kompression;
- støbning;
- knækning;
- demontering.
 metalstempling
metalstempling
Bøjning bruges til at ændre den aksiale form af et metalelement og udføres ved hjælp af en skruestik monteret på bukkematricer og presser. Udstrækning udføres på en spindemaskine og bruges til at skabe komplekse produkter. Ved kompression reduceres tværsnittet af delen med hulrummet. Shaping bruges til at skabe elementer af rumlige former. For at udføre disse arbejder bruges specielle støbeforme.
Præsentation om emnet Biologiske metoder til spildevandsrensning. Princippet for biologisk spildevandsrensning er, at mikrober under visse betingelser er i stand til at nedbryde organisk stof. afskrift
1
Biologiske spildevandsbehandlingsmetoder
2
Princippet for biologisk spildevandsrensning er, at mikrober under visse forhold er i stand til at nedbryde organisk stof til simple stoffer, såsom vand, kuldioxid mv.
3
Biologiske metoder til spildevandsrensning kan opdeles i to typer, alt efter hvilke typer mikroorganismer der er involveret i behandlingen af spildevandsforurenende stoffer: 1. aerobe biologiske metoder til industriel og husholdningsspildevandsrensning (mikroorganismer har brug for ilt til deres vitale aktivitet) uden ilt).
4
Spildevandsbehandlingsmetoder, der involverer aerobe bakterier, er opdelt efter typen af tank, hvori spildevandet oxideres. Beholderen kan være en biodam, et biologisk filter eller et filtreringsfelt.
5
Principper for drift af aerobe behandlingsmetoder: a) med aktiveret slam (aerotanke); b) med biofilm (biofiltre), c) med aktiveret slam og biofilm (bioten).

6
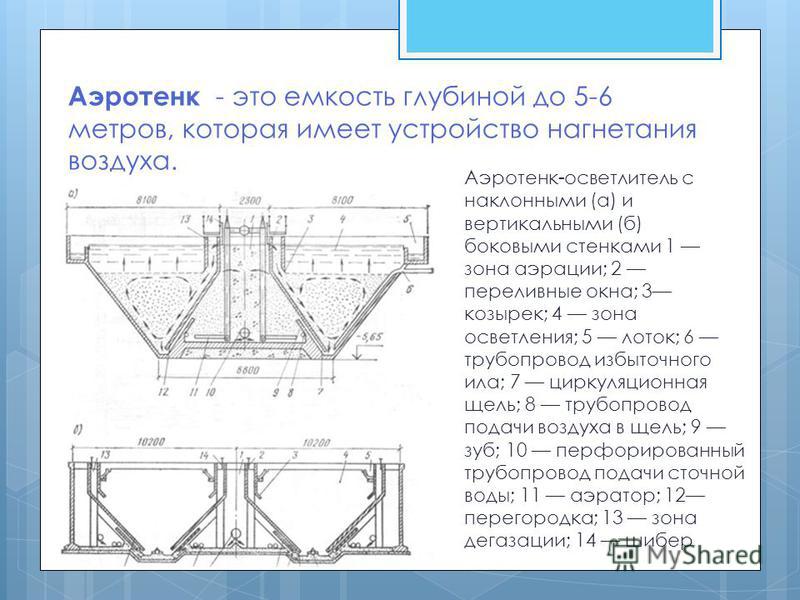
En aerotank er en container på op til 5-6 meter dyb, som har en luftindsprøjtningsanordning. Aerotank-klarer med skrå (a) og lodrette (b) sidevægge 1 beluftningszone; 2 overløbsvinduer; 3 visir; 4 afklaringszone; 5 bakke; 6 overskydende slamrørledning; 7 cirkulationsgab; 8 rørledning til tilførsel af luft til spalten; 9 tand; 10 perforeret spildevandsforsyningsrørledning; 11 belufter; 12 skillevæg; 13 afgasningszone; 14 port
7
Aerotanks-displacers bruges til at behandle husholdnings- og industrispildevand med en koncentration af forurenende stoffer i form af BODp på ikke mere end 500 mg / dm 3.

8
Aerotanks-mixere (aerotanks af komplet blanding) er kendetegnet ved en ensartet forsyning af kildevand og aktiveret slam langs strukturens længde og en ensartet fjernelse af slamblandingen.

9
Biologisk filter Et biologisk filter er en beholder fyldt med groft materiale. Kolonier af mikroorganismer lever af partiklerne af dette materiale.
10
I et konventionelt biofilter kan nitrifikations- og denitrifikationsprocesser udføres sammen med den biologiske nedbrydning af organiske stoffer i spildevandet. nitrifikatorer omdanner ammoniumkvælstof til nitrogen af nitritter og nitrater denitrificerer omdanner nitratkvælstof til molekylært nitrogen eller andre flygtige former for nitrogen Høje belastninger af organiske stoffer falder på biocenosen af den øverste del af biofilteret, derfor dannes der en biofilm i denne del, bestående af heterotrofer, der intensivt oxiderer affaldsorganiske stoffer vand.
11
Alt efter typen af læssemateriale er alle biofiltre opdelt i to kategorier: med volumetrisk belastning I biologiske filtre med volumetrisk belastning anvendes knust sten af stærke sten, småsten, slagger og ekspanderet ler. med plane In-filtre med plan belastning - plast, der kan modstå temperaturer på 6 - 30 0C uden tab af styrke.
12
I henhold til den almindeligt accepterede klassificering skelnes biofiltre med volumetrisk belastning: dryp højbelastningstårne med flad belastning med hård fyldning hård blok blød belastning
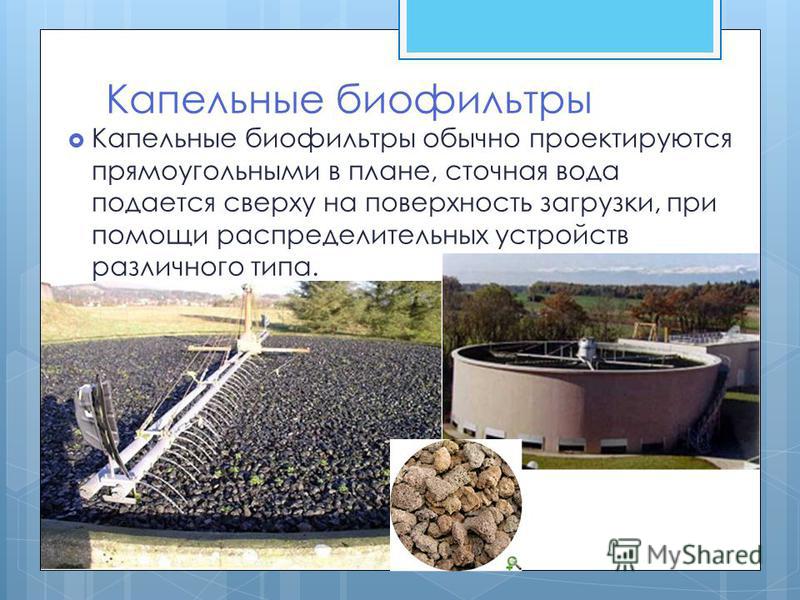
13
Dråbebiofiltre Dråbebiofiltre er normalt designet rektangulære i plan, spildevand tilføres ovenfra til læssefladen ved hjælp af forskellige typer koblingsanlæg.
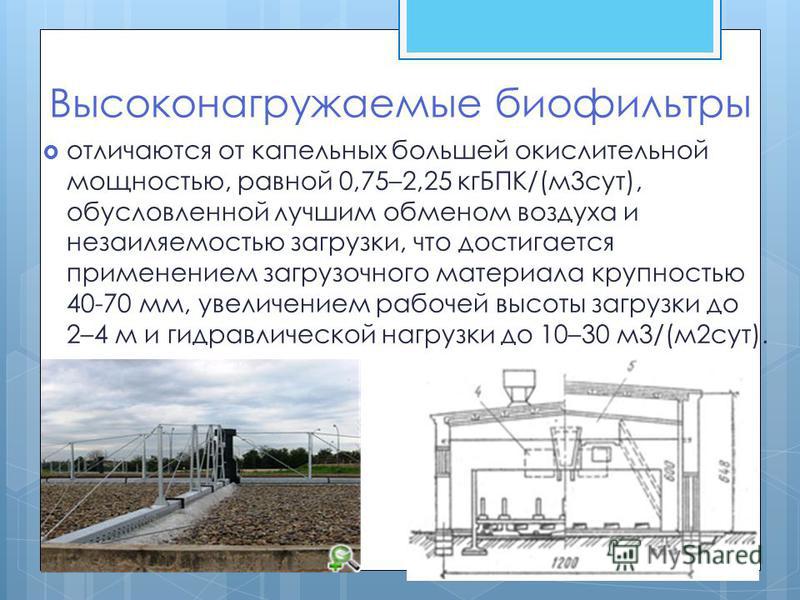
14
Højbelastede biofiltre adskiller sig fra drypbiofiltre i en højere oxidationsevne svarende til 0,75–2,25 kgBOD/(m 3 dag), på grund af bedre luftudskiftning og ikke-slambelastning, som opnås ved at bruge lastmateriale med en partikelstørrelse på mm, forøgelse af arbejdslasthøjden til 2–4 m og hydraulisk belastning op til 10–30 m3/(m2 dag).
15
Fladbelastningsfiltre For at øge gennemstrømningen af biofiltre anvendes en fladbelastning, hvis porøsitet er %. Arbejdsfladen til biofilmdannelse er fra 60 til 250 m 2 /m 3 belastning.

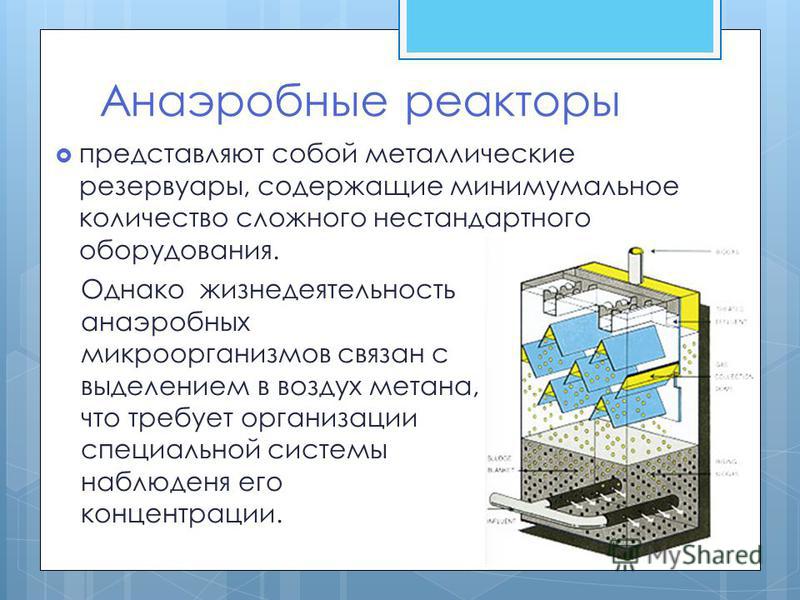
16
Anaerobe reaktorer Den vitale aktivitet af anaerobe mikroorganismer er imidlertid forbundet med frigivelsen af metan til luften, hvilket kræver organisering af et særligt system til overvågning af dets koncentration. er metaltanke, der indeholder en minimumsmængde af komplekst ikke-standardudstyr.
17
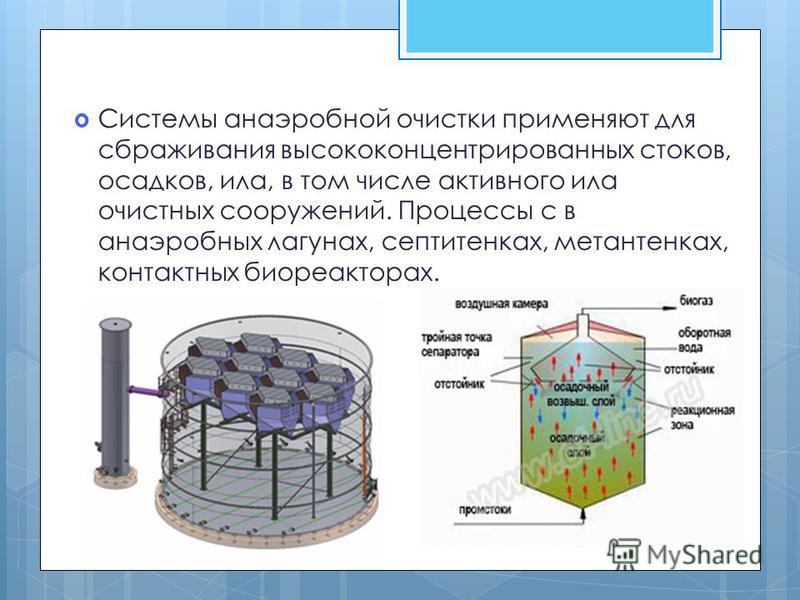
Anaerobe behandlingssystemer anvendes til fermentering af højt koncentreret spildevand, udfældning, slam, herunder aktiveret slam fra behandlingsanlæg. Processer i anaerobe laguner, septiktanke, rådnetanke, kontaktbioreaktorer.
18
Tak for din opmærksomhed!
Kemiske steriliseringsmidler
Ødelæggelse
mikroorganismer gennem kemikalier
stoffer kaldes desinfektion
(fra lat.
infektion
- infektion og fransk. negativ
præfikser des).
Kemikalier bruges til
ødelæggelse af patogene mikroorganismer
i genstande af det ydre miljø - på arbejdet
sted, indendørs, på arbejdstøj,
hænder, teknologisk udstyr og
beholdning.
TIL
stoffer, der anvendes til formålet
desinfektion, en række
krav:
- de
skal være letopløseligt i vand;
- v
kort tid til at vise sig bakteriedræbende
handling;
- ikke
have en giftig effekt på
mennesker og dyr;
- ikke
forårsage skade på desinficeret
genstande.
Desinfektionsmidler
stoffer er opdelt i flere
grupper:
1.
Klorholdige forbindelser (klor
kalk, natriumhypoklorit, kloramin,
pantocid, chlordesinsulfochloranthin og
etc.).
2.
Forbindelser baseret på jod og brom
(iodpyrin, dibromantin).
3.
Oxidationsmidler (brintoverilte, permanganat
kalium osv.).
4.
Phenoler og deres derivater (phenol, lysol,
creolin, hexachlorphen).
5.
Tungmetalsalte (natriummerthiolat,
ætsende sublimat).
Antimikrobiel
syrer og deres
salte (borsyre, salicylsyre), alkalier, alkoholer
(70 % ethanolopløsning) aldehyder
(formaldehyd).
Udstedt
også bakteriedræbende sæber: phenoliske,
tjære, "Hygiejne", indeholdende 3-5 %
hexachlorphen.
Udstyr til mekanisk spildevandsrensning
For at renseprocessen kan foregå så grundigt som muligt, benyttes forskellige faciliteter:
Gitter holder elementer fra store til mellemstore. Ristene er monteret i væskestrømmens retning, og elementerne kan installeres skråt eller lodret, men det er nødvendigt at udstyre risternes bihuler med rivetænder, der fjerner affald og sender affald til bæltet. Derefter sendes affaldet til knuseren, hvis metoden ikke umiddelbart involverer montering af knuserriste til at fange og kværne affaldet.
Sandfælder bruges til at holde partikler med lav vægtfylde. På grund af det faktum, at den specifikke vægt af selv små partikler er større end den specifikke vægt af vand, bundfælder indeslutningerne til bunden. Derfor afhænger funktionaliteten af sandfang direkte af vandstrømmens hastighed. Udstyret er som regel designet til at holde elementer ikke mere end 0,25 mm, mens strømningshastigheden er specialreguleret: 0,15-0,3 m/s ved vandret strømning
Det er vigtigt at forstå, at bevægelsen af vand skal være retlinet eller cirkulær, men vandret, kun i dette tilfælde vil elementerne i sandfælderne arbejde med fuld styrke. Metoden til at rense udstyr kan enten være at bruge en pumpe, der suger det opsamlede sand ud eller ved hjælp af skrabere, snegle, hydrauliske elevatorer på centraliserede renseanlæg
Sandfælder er i stand til at rense vandløb med 75% af mineralske urenheder - dette er en næsten ideel indikator.
Bundfældningstanke bruges også som udstyr til at separere mekaniske urenheder fra spildevand. Der er mange typer sedimentationstanke:
primær, monteret foran biobehandlingsstationer;
sekundære, som er installeret efter bioprocesstationer.
I henhold til deres designfunktioner kan sedimentationstanke være vandrette, radiale og lodrette.
- Slambede indgår også i processen med mekanisk spildevandsrensning. De bruges til at opsamle slam, der forbliver i sedimentationstanke og andre strukturer. Processen med tørring og fordeling af udledninger foregår nøjagtigt på slampladserne, mens luftfugtigheden falder til 75%, hvilket reducerer mængden af udledninger med 3-8 gange. Som en struktur er et sted et sted afgrænset af jordvolde. Efter tørring opsamles og fjernes slamresterne, og væskestrømmen, renset på denne måde, kommer delvist ind i jorden, delvist fordamper. Resten af det interstitielle vand pumpes til renseanlæg, hvor der i forvejen anvendes biologisk rensning på grund af indholdet af en lang række fine partikler, der ikke kan udfældes af mekaniske fælder.
Det er værd at huske på, at processen med mekanisk fjernelse af urenheder ikke altid fuldstændigt frigiver skadelige stoffer, og biologisk behandling af vandløb er påkrævet.


