Designfunktioner
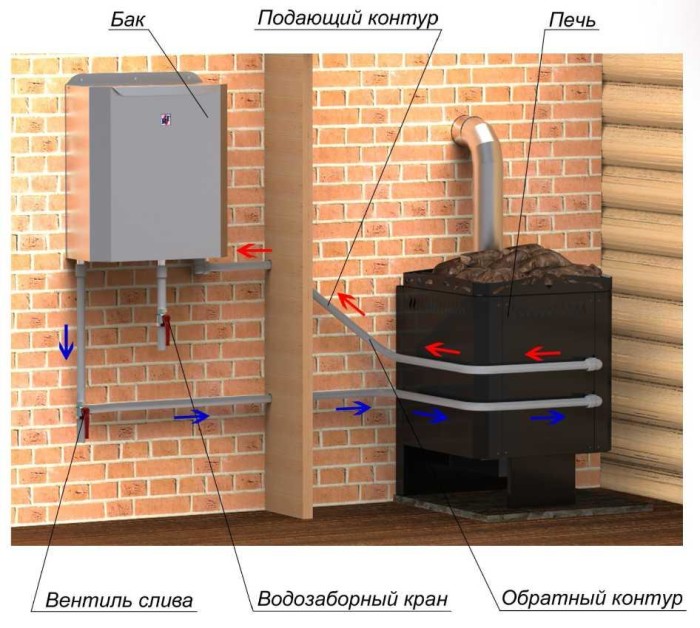
Oftest fungerer en metaltank med en kapacitet på op til 5 liter med indbyggede rør som varmeveksler. Der er ingen direkte kontakt med ild. Enheden giver dig mulighed for at opvarme koldt vand, som derefter kommer ind i radiatorerne eller en større kapacitet aftagelig tank placeret i samme eller et tilstødende rum.
Som et resultat, opvarmning af ovnen i et rum, vil det være muligt at opvarme et andet. Ifølge dets design kan varmeveksleren til ovnen være ekstern og intern.
Denne type minder meget om en tank fyldt med kølevæske. Inde i tanken er en del af røret, der bruges til at fjerne forbrændingsprodukter. Med hensyn til dets design er den eksterne varmeveksler mere kompleks end den interne, da den stiller øgede krav til udførelsen af svejsearbejde.
Dens vedligeholdelse er dog meget lettere. Om nødvendigt kan tanken demonteres for at fjerne kalk eller eliminere lækage.
Interiør
Den er monteret over et brandkammer direkte i ovnen. Den er nem at installere, men hvis vedligeholdelse er nødvendig, kan der opstå visse vanskeligheder. Især hvis ovnen er lavet af mursten.

For at undgå dette er det på tidspunktet for designudvikling værd at tage sig af vedligeholdelsen af den fremtidige varmeveksler.
Fordele og ulemper ved ovnen
Et almindeligt komfur fordeler varmen ujævnt: det er meget varmt lige ved siden af komfuret, og jo længere væk, jo koldere bliver det. Tilstedeværelsen af et vandkredsløb gør det muligt at fordele varmen, der genereres af ovnen, jævnt i hele huset.
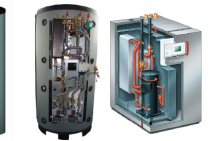
 Konstruktion af en varmeovn med et vandkredsløb
Konstruktion af en varmeovn med et vandkredsløb
Kun én brændeovn er således i stand til at opvarme flere rum i huset på samme tid. Brændeovnen fungerer næsten på samme måde som en fastbrændselskedel. Kun det opvarmer ikke bare kølevæsken og vandkredsløbet. Derudover opvarmes væggene og røgkanalerne, hvilket også spiller en vigtig rolle i opvarmningsprocessen.
Varmeveksleren (spolen) er hovedelementet i ovnen. Det er installeret i brændstofdelen af brændeovnen, og der er hele vandvarmesystemet forbundet til det.
Fordelene ved en ovn med et vandkredsløb omfatter følgende funktioner:
- Først og fremmest er det ikke nødvendigt at købe dyre enheder og komponenter for en sådan ovn.
- En korrekt bygget ovn vil tjene dig i lang tid uden at kræve dyre reparationer. Nogle gange har du måske kun brug for en lille kosmetik.
- Du kan skabe et komfur af ethvert design: form, størrelse, dekoration - alt dette til din smag og økonomiske muligheder.
- Hvis vi sammenligner en komfur udstyret med et vandkredsløb og en fastbrændstofskedel, så ved hjælp af den første opvarmes ikke kun kølevæsken, men også røgudløbene.
- En spole kan udstyres med en allerede bygget brændeovn. Den kan også sættes i ovnen.
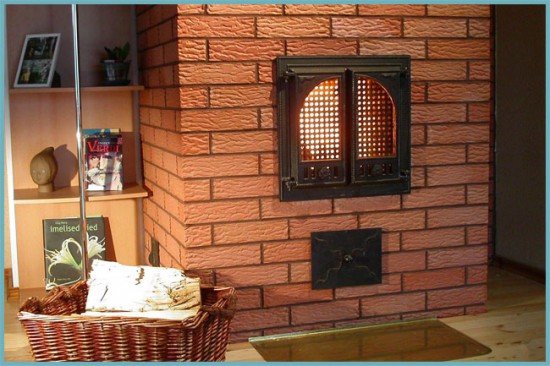 En komfur mulighed, der passer perfekt ind i det indre af rummet
En komfur mulighed, der passer perfekt ind i det indre af rummet
Der er også ulemper ved denne type opvarmning.
- Når varmeveksleren indsættes i brændstofdelen, reduceres sidstnævntes dyrebare plads betydeligt. Problemet kan løses, hvis varmeveksleren er indbygget i ovnen på konstruktionsstadiet. Den skal bare forstørres. Nå, hvis det er indsat i en allerede bygget struktur, så er der ingen anden vej ud, bortset fra den ufuldstændige lægning af brændstof, men i dele.
- Med sådan en brændeovn øges brandfaren. En åben ild brænder i ovnen og pejsen, plus at der ofte opbevares ekstra brænde i nærheden. Efterlad ikke denne enhed uden opsyn.
- Hvis ovnen betjenes forkert, kan kulilte, der kommer ind i husets lokaler, føre til meget triste konsekvenser.
 Et billede, hvorfra det bliver klart, at det er bedre ikke at efterlade enheden uden opsyn
Et billede, hvorfra det bliver klart, at det er bedre ikke at efterlade enheden uden opsyn
Eksperter anbefaler at bruge ikke-frysende væske i sådanne strukturer, hvis folk ikke bor i huset hele tiden, men for eksempel kun om sommeren.
Seneste meddelelser
-
Gaskedel Protherm (Proterm) Bjørn 20 klom
Splinterny i æske, alt forseglet, checkgaranti dateret 09/01/19. Jeg sælger fordi den ikke passede til vores gamle system, men for at returnere ...
- Region: Moskva-regionen
-
11.09.19
-
Vandvarmegasfyr VK-21 (KSVa-2.0 GS)
Vi tilbyder en vandvarmekedel i stål KSVa-2.0 Gs (VK-21). For en engrosordre (fra 2 kedler) er prisrabat muligt
En type…- Region: Kirov-regionen
-
05.08.19
-
Steamer KV-300
Vi tilbyder dampkedel KV-300(KP-300).
Dampkapacitet for normal damp, kg / time - 300;
- tilladt overskud ...- Region: Kirov-regionen
-
28.06.19
-
Dampgenerator til 500 kg damp
Specifikationer:
— dampkapacitet — 500 kg/h;
– type kedel – to-vejs, brandrør med vendbar...- Region: Kirov-regionen
-
28.06.19
-
Dampgenerator til 1600 kg damp
Specifikationer:
— dampkapacitet — 1600 kg/t;
– type kedel – to-vejs, brandrør med vendbar...- Region: Kirov-regionen
-
28.06.19
-
Varmtvandskedel KSV-0,63
Vi tilbyder en varmtvandskedel KSV-0,63.
Tekniske data og egenskaber:
- nominel varmeydelse, ...- Region: Kirov-regionen
-
28.06.19
-
Varmtvandskedel 850 kW gasdiesel
Specifikationer:
- nominel varmeeffekt - 0,85 MW;
- effektivitet - 92%;
– kedeltype – to-vejs, …- Region: Kirov-regionen
-
28.06.19
-
Automatiske kulkedler Lugaterm
Kedelmodellen kombinerer tre hoveddele: en vandkølet brændkammer, en varmeveksler med en automatisk mekanisk …
- Region: Moskva
-
15.03.19
-
VAND VARME FASTBRÆNDSELSKEDLER PÅ KVR-MINEN
Type brændsel: brænde af enhver fugtighed
Effekt fra 0,2 til 2,5 MW
Formål: opnåelse af varmt vand med en nominel temperatur ...- Region: Kirov-regionen
-
05.02.19
-
VANDKEDLER TIL ARBEJDE MED AFFALD FRA TRÆBEARBEJNING OG SAVNING KVM
Brændselstype: træbearbejdningsaffald (savsmuld, træflis, bark) – uden fugtbegrænsning
Effekt: 0,2 til 2,5 MW
Formål:…- Region: Kirov-regionen
-
05.02.19
Meddelelser efter emne:
- Kedler og udstyr til fyrrum
- køletårne
- Varmenetværk (alt om rørledninger)
- materialer
- Vandbehandling
- kraftvarmeproduktion
- Autonom varmeforsyning
- Pumper, ventilatorer, røgudsugere
- Tilbehør til rørledninger
- Udstyr til varmeveksling
- Måleapparater
- I&C
- Reparation af udstyr
- Varmeapparater
Designfunktioner
Hvis bygningens ejer har erfaring med at lægge mursten eller ovnarbejde, kan montering ske i hånden. Før du tilslutter vandvarmesystemet, skal du også lave en varmevekslerenhed.

På trods af at byggemarkedet tilbyder et stort udvalg af færdige strukturer, er selvproduktion mere rentabel. En selvfremstillet installation giver dig mulighed for at tage højde for alle parametrene for denne særlige ovn, dens placering og dimensioner af brændstofrummet.
Rørvarmeveksler
Enheden til et ovnvarmesystem med et vandkredsløb involverer installation af en varmeveksler i ovnens brændstofrum og tilslutning af rør til den for at tilføre arbejdsvæsken. Til opvarmning og madlavning af komfurer og komfurer er spoler svejset fra rør og placeret i metalbeholdere velegnede. Deres fremstilling kræver professionalisme, og rengøring fra forbrændingsprodukter er ret besværligt, men den bugtede overflade vil give hurtig opvarmning.

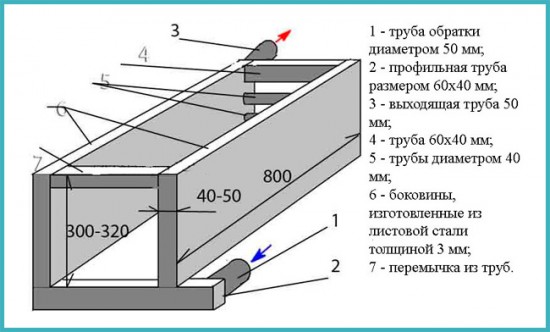
De 50 mm U-formede rør, der anvendes i designet, kan udskiftes med sektioner af 40x60 mm profilrør.Dette vil forenkle svejsearbejdet og i høj grad lette installationen. Hvis ovnen ikke bruges til madlavning, svejses yderligere rør med lille diameter til toppen af varmeveksleren. Et gør-det-selv-design vil afgive meget mere varme.
Plade varmeveksler
Enheder af denne type bruges i ovne designet udelukkende til rumopvarmning. Til deres fremstilling skal du bruge metalplader en halv centimeter tykke, sektioner af rektangulære rør 40x60 mm samt runde rør med samme diameter til at levere vand til arbejdsfladen. Dimensionerne af varmevekslerne afhænger af dimensionerne af ovnrum til brændstof.

Et lignende varmesystem kan bruges til en varme- og kogeovn eller en simpel komfur. For at gøre dette skal strukturen monteres, så de opvarmede gasser fra brændstofkammeret bevæger sig mod registrets øverste hylde, strømmer rundt om det og kommer ind i røgkanalerne.
Kontrol af svejsede samlinger og bøjninger
Hver svejset samling underkastes ekstern inspektion og måling for at detektere kantforskydning og brud ved samlingen (fig. 8). Under forskydningen b af de kanter, der skal svejses, menes den parallelle forskydning af rørenes akser indbyrdes. Knækket k er en afvigelse i form af en forskydning af akserne på de sammenføjede rør. Kantforskydninger og fugebrud måles med en speciel lineal 400 mm lang med udskæring i midten, som monteres tæt langs det ene rørs generatrix med udskæring ved samlingen, og afvigelsen bestemmes på det andet rør med en sonde i en afstand af 200 mm fra ledaksen. Målinger udføres 3 - 4 steder rundt om samlingens omkreds.
Inspektion afslører sådanne defekter som brandstiftelse (smeltning) af rør ved kontaktpunkterne med kæberne og maskinens krop, krybende kanter, ufuldstændig fjernelse af udvendig grat.
a - forskydning; b - brud;
Figur 8 - Afvigelse af svejste rørkanter
For at kontrollere kvaliteten af svejsninger såvel som enheder til automatisk kontrol af parametrene for svejseprocessen udføres eksprestest af kontrolsvejsede samlinger (prøver). Prøver modtages før starten af hvert skift. Svejsning er kun tilladt, hvis der er positive resultater af hurtige test af kontrolprøver. Som regel udsættes ekspresprøver for metallografisk undersøgelse.
Kontrol af de mekaniske egenskaber og metallografisk undersøgelse af svejsede samlinger udføres på prøver fremstillet af kontrolsvejsede samlinger eller på prøver af svejsede samlinger skåret fra det fremstillede produkt. I tilfælde af udskæring fra færdige produkter bør volumen af kontrolsamlinger være mindst 1 % (men ikke mindre end tre led) af det samlede antal identiske svejsede samlinger udført af hver svejser i et skift.
Ved at køre bolden med trykluft kontrolleres fuldstændigheden af fjernelse af den indvendige grat (eller metallækage) - hvilket sikrer en given flowsektion i svejsede samlinger. Ved test af svejsede samlinger på lige rør (vipper) anvendes en kugle med en diameter på 0,86din.nom, på spoler 0,8din.nom rør. Faldet i kuglens diameter under kontrol af strømningsarealet i spolen er forårsaget af ovalen af rørene i bøjningerne. En kuglefælde er sat på den frie ende af spolen, hvilket sikrer den sikre drift.
Kontrollen af ovalitet af rørbøjninger og spoler af varmeflader er selektiv (mindst 10% af bøjninger af samme standardstørrelse). Den maksimale ovalitet langs hele bøjningens længde bør ikke overstige den tilladte værdi. Måling af rørets maksimale og mindste ydre diametre ved bøjningen foretages i en kontrolsektion.
Ovaliteten af sektionen på steder med rørbøjninger kan bestemmes
hvor og er henholdsvis den maksimale og den mindste ydre diameter af røret ved bøjningen, målt ved en sektion af sektionen, m.
Tilladt ovalitet for kedelvarmeflader
hvor R er rørbøjningsradius, m;
- rørets ydre diameter, m.
Udtyndingen af rørvæggen på bøjningsstedet på den strakte (ydre) side bestemmes selektivt af en ultralydstykkelsesmåler. Et obligatorisk tjek af udtynding anbefales ved udskiftning af bukkeværktøj, opstilling af maskine og inventar.
For rør med en diameter på op til 60 mm, bøjet uden opvarmning, bør højfrekvente strømme (HF), bølger (bølger) på indersiden af bøjningen og buler på den strakte side ikke overstige 0,5 mm i højden med et minimumstrin af mindst tre højder.
Valg af materiale
Spolen er traditionelt lavet af et rør, hvis længde og diameter bestemmes af det ønskede niveau af varmeoverførsel. Strukturens effektivitet vil afhænge af den termiske ledningsevne af det anvendte materiale. De mest brugte rør er:

- kobber med en termisk ledningskoefficient på 380;
- stål med en varmeledningskoefficient på 50;
- metal-plast med en varmeledningskoefficient på 0,3.
Kobber eller plastik?
Med samme niveau af varmeoverførsel og lige tværgående dimensioner vil længden af metal-plastrør være 11, og stålrør 7 gange længere end kobberrør.
Derfor er det bedst at bruge udglødet kobberrør til fremstilling af spolen.
Et sådant materiale er kendetegnet ved tilstrækkelig plasticitet, og derfor kan det nemt gives den ønskede form, for eksempel ved bøjning. En fitting forbindes let til et kobberrør med et gevind.
Vi leder efter improviserede midler
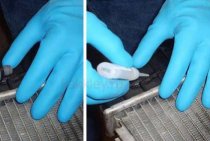
I betragtning af de høje materialers omkostninger ville det være passende at overveje muligheden for at bruge produkter, der allerede har tjent deres formål, men som endnu ikke har udviklet deres ressource fuldt ud. Dette vil ikke kun reducere omkostningerne ved fremstilling af varmeveksleren, men vil reducere tiden til installationsarbejdet. Som regel foretrækkes:

- eventuelle varmeradiatorer, der ikke har en lækage;
- opvarmede håndklædeholdere;
- bil radiatorer og andre lignende produkter;
- gennemstrømningsvandvarmere.
Betaling
Minimum bøjningsradius
Bøjningsradius bestemmes af formlen
=3,0833,
hvor er bøjningsradius, mm.
Baseret på denne betingelse er det nødvendigt at anvende bøjning ved vikling med en dorn (2 baseret på designovervejelser).
Definition af bøjningsmoment
Det nødvendige bøjningsmoment til rørbøjning bestemmes ud fra rørbøjningstilstanden:
,
hvor er spændingen i deformationszonen, MPa;
- Betinget flydespænding af stål, MPa;
=255 MPa for stål 15Kh1M1F.
Åbningen af bøjningstilstanden bestemmes af formlen
,
hvor er rørforstærkningsfaktoren bestemt af sektionsformen;
er rørforstærkningsfaktoren, bestemt af materialets egenskaber;
For rørbundt:
= 5,8 for stål 15Kh1M1F.
Bestemmelse af modstandsmomentet, , Nm af sektionen for elastisk bøjning bestemmes af formlen
hvor
Forholdet mellem indre og ydre diameter bestemmes af formlen
Modstandsmomentet bestemmes af formlen
Bøjningsmomentet bestemmes af formlen
Bestemmelse af rørets klemkraft
bestemmes af formlen
\u003d (1,5-2,0) \u003d 2.00.032 \u003d 0,09 m.
Rørets spændekraft bestemmes af formlen
Bestemmelse af den nødvendige radius af bøjningssektoren
Under kold deformation af metal, herunder rør, opstår tilbagespring - rørets evne til at bøje sig noget efter, at belastningen er fjernet. Derfor er det nødvendigt at bestemme radius af bøjningssektoren, R, m, hvilket ville reducere denne effekt.
Radius af den nødvendige bøjningssektor bestemmes af formlen
hvor E = 2,1.
Bestemmelse af bøjningsvinkel
Bøjningsvinklen bestemmes af formlen
hvor
bestemmes af formlen
Bøjningsvinklen bestemmes af formlen
Bestemmelse af det samlede drejningsmoment
Det samlede drejningsmoment bestemmes af formlen
hvor er det drejningsmoment, der kræves for at overvinde friktionskræfter, kNm.
Bestemmelse af det drejningsmoment, der kræves for at overvinde friktionskræfterne
,
hvor er den resulterende friktionskoefficient (empirisk), under hensyntagen til rullefriktionen på rullen, rullens glidende friktion på akslerne, glidefriktionen i lejerne i bøjningssektoren, friktionen af røret på dornen, etc.
=0,05.
Det drejningsmoment, der bruges til at overvinde friktionskræfterne, bestemmes af formlen
Det samlede drejningsmoment bestemmes af formlen
Bestemmelse af kraften på bøjningssektorens aksel
Strøm på bøjningssektorens aksel
hvor
bestemmes af formlen
hvor =1450 rpm (accepteret);
= 450 (accepteret), selve drevet er ukendt for os, så alle data er spekulative.
Effekten på bøjningssektorens aksel bestemmes af formlen
Drivmotorens effekt bestemmes af formlen
hvor er effektivitetsfaktoren (C.P.D.) for drevet (accepteret betinget).
Analyse af beregningen af rørbøjningsprocessen
I løbet af denne beregning blev den nødvendige rørbøjningsradius bestemt, hvis værdi viste, at det var nødvendigt at anvende viklingsbøjning med en dorn. Det krævede drejningsmoment på akslen af rørbøjningssektoren blev fundet, hvis værdi gjorde det muligt at bestemme den nødvendige kraft af drivmotoren til rørbøjning. Dens værdi er ikke så stor (1.895 kW), men det er nok at bøje rør med denne diameter.
Metoder til fremstilling af spoler
Der er tre hovedordninger til opnåelse af spoler af kedelvarmeflader (fig. 7): element-for-element, flet og metoden til sekventiel opbygning. Uanset metoden sørger den teknologiske proces til fremstilling af spoler for: indgående kontrol af rør; sortering af de originale rør efter længde; udvikling af ordninger til at skære rør i elementer; rørskæring, trimning og rensning af rørender. Vi vælger element-for-element-metoden.
Figur 7. Element-for-element-skema til fremstilling af spoler
Ved element-for-element-fremstillingsmetoden bukkes de forberedte lige rør først på maskiner med efterfølgende plettering, derefter svejses de bøjede elementer sammen til en spole (fig. 7).
Ulemper ved ovnopvarmning med et vandkredsløb
- Tab af brugbar plads. Varmeveksleren, der er indbygget i brændkammeret, reducerer dens størrelse betydeligt, så denne faktor skal tages i betragtning, når brændkammeret lægges. Nå, hvis varmeveksleren er indbygget i en eksisterende struktur, er den eneste løsning hyppig brændstofbelastning.
- Øget brandfare. Da en brændeovn eller pejs kræver åben ild og tilførsel af brændstof i nærheden, anbefales det ikke at efterlade en sådan brændeovn uden opsyn i lang tid.

Når du har organiseret komfuropvarmning i huset, skal du konstant overvåge brandsikkerheden
Carbonmonoxid. Hvis det bruges forkert, kan kulilte trænge ind i boligerne, hvilket er farligt for menneskeliv.
Råd. Hvis opvarmning med et vandkredsløb er installeret i et landsted, hvor ingen bor regelmæssigt, især om vinteren, er det bedre at bruge en frostvæske for at undgå at fryse vandet i kredsløbet.
Lad os starte installationen
Rækkefølgen af arbejdet afhænger af varmevekslerens designfunktioner.
Installation af en enhed med et register
Når du installerer i en gammel ovn, skal du skille en del af murværket ad. Arbejdsrækkefølgen er som følger:

- Vi forbereder fundamentet til spolen direkte i ovnens hulrum.
- Montering af spolen.
- Vi lægger den adskilte række af mursten og giver plads til rørenes indløb og udløb.
- Vi forbinder varmeveksleren til varmesystemet.
Før driften påbegyndes, skal tanken kontrolleres for utætheder uden fejl. Du kan sikre dig, at der ikke er utætheder ved at fylde den med vand, gerne under tryk.
Montering af enheden med en beholder
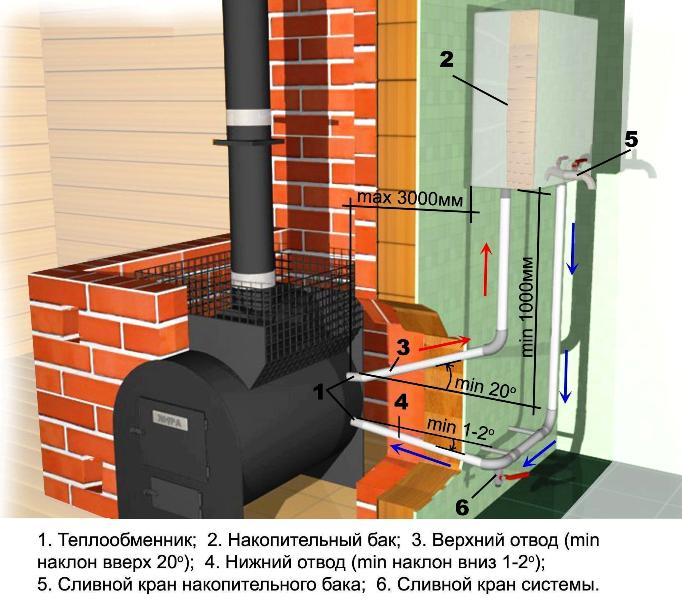
Den bedste mulighed for en komfur eller pejs. Den er lavet af en metaltank og to kobberrør. Tankens volumen er som regel omkring 20 liter.I mangel af et færdigt produkt fremstilles en tank med tilstrækkeligt volumen i hånden ved svejsning af stålplade.
Til fremstilling af varmeveksleren skal der anvendes et materiale, der er tykkere end 2,5 mm. Svejsning skal udføres på en sådan måde, at tykkelsen af den dannede søm er minimal.

Tanken skal monteres 1 meter over gulvniveau, dog højst 3 meter fra brændeovnen. To huller er lavet i tanken: en nær bunden, den anden - på det højeste punkt på den modsatte side. Effektiviteten af varmeoverførsel afhænger af placeringen af ledningerne.
Det er nødvendigt at stræbe efter at sikre, at den mindste afvigelse af det nederste udløb i retning af gulvet er 2 grader. Den øverste skal forbindes i en vinkel på 20 grader i den modsatte retning.
En aftapningsventil er ved at blive installeret i lagertanken. Der er en anden hane til at dræne hele systemet, som er installeret på det laveste punkt. Efter kontrol af tætheden er systemet klar til drift. Effektiviteten af en sådan ovn med en varmeveksler kan værdsættes i den kolde årstid.
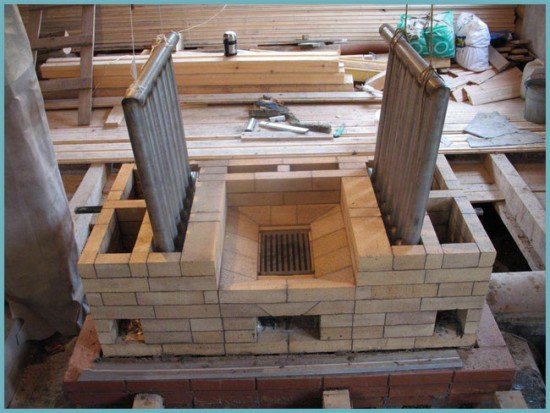
Gør-det-selv brændeovn opvarmning med et vandkredsløb faset konstruktion
Først, før du begynder at bygge en komfur, skal du forberede fundamentet. For at gøre dette er det nødvendigt at grave en pit, hvis dybde er 150-200 millimeter. I bunden hældes knækkede mursten, grus og murbrokker i lag. Fyld derefter alt med cementmørtel. Fundamentet skal hæve sig et par centimeter over gulvet. Læg vandtætningsmateriale på afretningslagret.
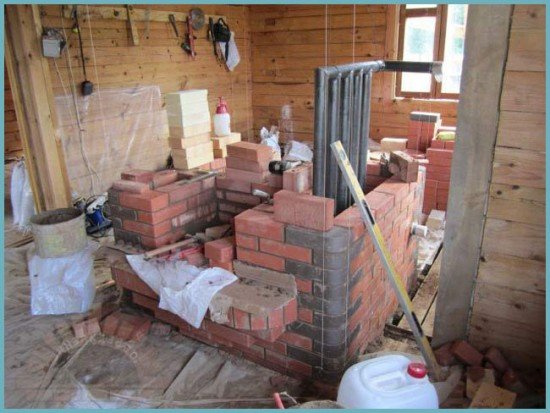 Processen med at bygge en ovn med et vandkredsløb
Processen med at bygge en ovn med et vandkredsløb
De vigtigste træk ved murerarbejde
Brændeovnen skal være bygget af kvalitetsmaterialer. Vægge kan bygges af mursten med normal brænding, men til ovndelen fås ildfaste mursten.
- Før man begynder at lægge, skal murstenene fugtes. For at gøre dette skal du nedsænke dem i vand i et stykke tid. Når luftbobler holder op med at komme ud af dem, kan lægningen begynde.
- Alle rækker og hjørner skal bindes.
- Påfør straks cementmørtel på hele rad. Dens lag skal være omkring 5 millimeter. Frisk mørtlen til sidst lige før du lægger murstenen på den.
- Når du kommer til ovndelen, må du ikke påføre ler med en murske. Gør det med dine hænder.
- Hver femte række skal du forsigtigt skære overskydende cement af fra sømmene og tørre dem af med en fugtig svamp.
- Brændeovnens vægge skal være lodrette og vandrette. Brug altid et vaterpas under murværket for at kontrollere dette.
Ansøgningsspecifikationer
Standard komfuropvarmning indebærer en ujævn fordeling af termisk energi - jo længere fra kilden, jo koldere. Efter tilslutning af radiatorerne og hældning af vand fungerer ovnene som analoger til fastbrændselskedler, der giver opvarmning af kølevæsken, røgkanaler og vægge. Et sådant system under ovnen vil tillade, at varme overføres fra spolen til radiatorerne, og efter at brændstoffet er slukket, vil det bruge energien fra de opvarmede vægge i ovnen.

Når du installerer en varmeveksler, skal det tages i betragtning, at installationen vil reducere det nyttige volumen af brændstofrummet, og brændstof skal tilføjes meget oftere. Det korrekte design af vandkredsløbet og dets forhold til dimensionerne af varmekammeret hjælper med at eliminere dette problem. Et godt alternativ ville være en lang brændende komfur.
Der er nogle nuancer i en sådan opgradering af varmesystemet. Den energi, der frigives under forbrændingen af brænde, vil begynde at opvarme varmevekslerenheden og arbejdsvæsken, der er placeret i den, men ovnens vægge ændrer ikke deres temperatur.

Den øverste del af kroppen med røgkanaler vil blive opvarmet. Hvis bygningen bruges som en midlertidig bolig, vil ovnen ikke tænde regelmæssigt og kan få væsken inde i rørene til at fryse.For at undgå ulykker anbefales det at udskifte vand med frostvæske.
Kvalitetsindikatorer
Kvalitetsindikatorer tjener til at evaluere enhedens operationelle fordele, de vigtigste er: det tekniske niveau, pålidelighed og holdbarhed, enhedens strukturelle, æstetiske og ergonomiske egenskaber.
A. Teknisk niveau. Der er absolutte, relative og fremtidige tekniske niveauer.
Et produkts absolutte tekniske niveau er kendetegnet ved dets ydeevne. Deres antal skal være minimalt. For at undgå mangfoldighed og uklarhed i vurderingen af det absolutte niveau, er det nødvendigt kun at begrænse os til de vigtigste af dem - produktivitet, effektivitet, proceskontinuitet, grad af automatisering.
Det relative tekniske niveau karakteriserer graden af perfektion af produktet, når man sammenligner (ved relevante indikatorer) dets absolutte tekniske niveau med niveauet af den bedste moderne verden - indenlandske og udenlandske - prøver og modeller med lignende formål.
Et lovende teknisk niveau bestemmer de planlagte og planlagte tendenser i udviklingen af en given industri i form af et sæt af dens potentielle indikatorer.
B. Holdbarhed og pålidelighed. Disse indikatorer er de vigtigste af kvalitetsindikatorerne.
Holdbarhed - enhedens egenskab til at opretholde ydeevnen med de mindst mulige afbrydelser for vedligeholdelse og reparationer indtil ødelæggelse eller til en anden grænsetilstand. De vigtigste kvantitative indikatorer for holdbarhed er tekniske ressourcer og levetid.
Teknisk ressource - den samlede driftstid for enheden i driftsperioden.
Levetid - kalendervarigheden af enhedens drift før destruktion eller til en anden grænsetilstand (for eksempel indtil det første større eftersyn). Levetiden er begrænset af enhedens fysiske og moralske slitage.
Pålidelighed er en egenskab ved enheden, bestemt af enhedens pålidelighed, holdbarhed og vedligeholdelsesevne. Kvantitative indikatorer for pålidelighed: driftstid, sandsynlighed for fejlfri drift, tilgængelighedsfaktor.
Driftstid - varigheden eller mængden af enhedens arbejde,
målt ved antallet af cyklusser, antallet af fremstillede produkter eller andre enheder.
Sandsynligheden for fejlfri drift er sandsynligheden for, at der under visse tilstande og driftsbetingelser ikke opstår fejl inden for en given driftstid. Tilgængelighedsfaktor er forholdet mellem enhedens driftstid i tidsenheder for en bestemt driftsperiode og summen af denne driftstid og tiden brugt på at finde og eliminere fejl i samme driftsperiode.
B. Ergonomi og teknisk æstetik. Oprettelse af moderne varmevekslere, der opfylder de bedste prøver og verdensstandarder med hensyn til kvalitet, nem vedligeholdelse og udseende. Designet af en industriel varmeveksler bør være baseret på tekniske forhold og, sammen med dette, på de krav, der stilles af nye videnskabelige discipliner - ergonomi og teknisk æstetik.
Ergonomi er en videnskabelig disciplin, der studerer en persons funktionelle evner i arbejdsprocesser for at skabe perfekte værktøjer til ham og optimale arbejdsforhold.
Teknisk æstetik er en videnskabelig disciplin, hvis emne er en kunstner-designers aktivitetsområde. Formålet med kunstnerisk design er (i tæt sammenhæng med teknisk design) at skabe industrielle faciliteter, der bedst opfylder servicepersonalets behov, bedst egnet til driftsforhold, med høje æstetiske kvaliteter, i harmoni med miljø og miljø.
Smukt udseende svarer som regel til et rationelt og økonomisk design. Produktets udseende afhænger i høj grad af dets farve.Farve er den vigtigste faktor, der ikke kun bestemmer det æstetiske produktionsniveau, men også påvirker arbejderens træthed, arbejdsproduktivitet og produktkvalitet.
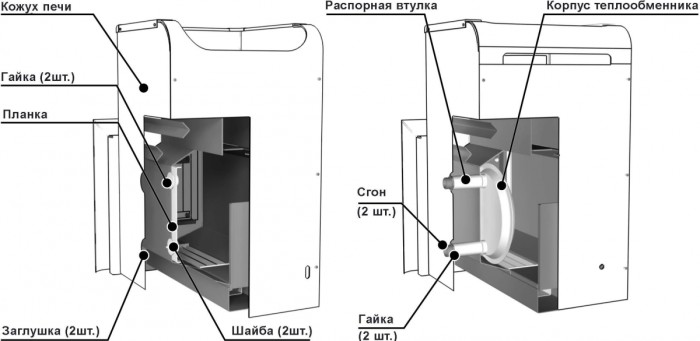
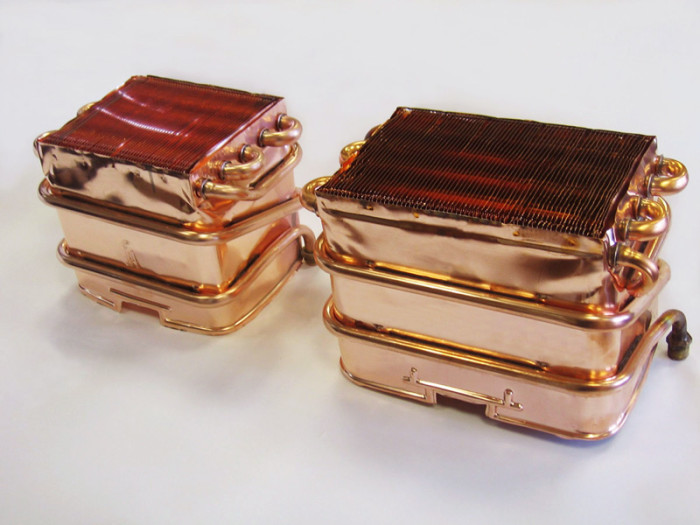
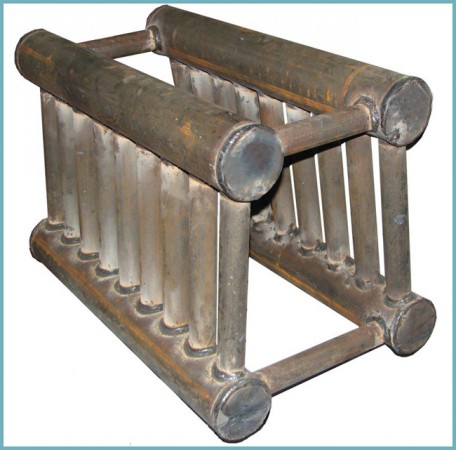
Ovn varmevekslere
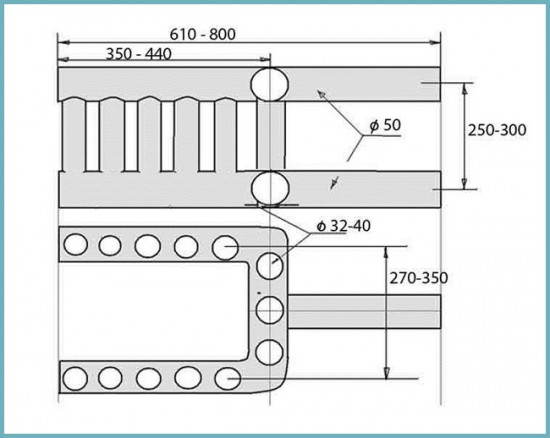
Ordning for arrangement af spolen
Diagrammet viser en af mulighederne for spolen. Det er godt at placere denne type veksler i varme- og kogeovne, fordi dens struktur gør det nemt at placere et komfur ovenpå.
For at reducere kompleksiteten af fremstillingsprocessen kan du foretage nogle ændringer i dette design og erstatte de øvre og nedre U-formede rør med et profilrør. Derudover udskiftes lodrette rør også med rektangulære profiler, hvis det er nødvendigt.
Hvis en spole af dette design er installeret i ovne, hvor der ikke er nogen madlavningsoverflade, er det tilrådeligt at tilføje flere vandrette rør for at øge effektiviteten af veksleren. Behandling og tilbagetrækning af vand kan udføres fra forskellige sider, det afhænger af ovnens design og udformningen af vandkredsløbet.
Økonomiske indikatorer
A. Termisk og hydrodynamisk perfektion. Den effekt, der bruges på at pumpe varmebærere i varmeveksleren, bestemmer i høj grad varmeoverførselskoefficienten, dvs. den samlede varmeydelse af apparatet. Derfor er en vigtig indikator for perfektion af varmeveksleren graden af brug af strøm til pumpning af kølevæsken for at sikre den nødvendige varmeoverførsel.
Apparatets termohydrodynamiske perfektion kan karakteriseres ved forholdet mellem to typer energi: varmen Q, der overføres gennem varmevekslingsoverfladen, og det arbejde, N, der er brugt på at overvinde den hydrodynamiske modstand, og udtrykt i de samme enheder for alle strømme. Således kan målet for brugen af det forbrugte arbejde på varmeoverførsel udtrykkes ved forholdet
Jo større værdien af E er, jo mere perfekt er varmeveksleren eller dens varmeveksleroverflade set ud fra et termohydrodynamisk (energi) synspunkt, alt andet lige. Energikoefficienten E er en dimensionsløs størrelse, derfor kan tælleren og nævneren af udtrykket E = Q/N henvises til en vilkårlig, men den samme enhed, for eksempel til en varmevekslerfladeenhed (termisk indeks), til en varme udskifte overflademasseenhed (masseindeks) eller til volumenhed (volumenindikator). Når man sammenligner enheder, kan værdien af E tilskrives al varme og til alt brugt arbejde eller til en enhed af overflade, masse eller volumen af enheden.
Analysen viser, at en ændring i kølevæskens hastighed alt andet lige har en forskellig effekt på forskellige mængder, der kendetegner driften af varmeveksleren: varmeoverførselskoefficienten ændres i forhold til hastigheden (eller strømningshastigheden) i forhold til varmeveksleren. effekt på 0,6-0,8, den hydrodynamiske modstand er proportional med hastigheden til effekten 1,7-1,8, og kraften til at pumpe kølevæsken - til effekten på 2,75.
Med en stigning i kølevæskens hastighed vokser kraften til at pumpe den meget hurtigere end mængden af overført varme, dvs. for et bestemt apparat eller en bestemt varmevekslingsoverflade falder værdien af energikoefficienten E med en stigning i kølevæskens hastighed. Derfor kan den absolutte værdi af koefficienten E ikke tjene som et mål for den termohydrodynamiske perfektion af en varmeveksler, men er kun nyttig, når man sammenligner to eller flere enheder.
B. Effektivitet. Den termiske indikator for perfektion af varmeveksleren er dens effektivitet (effektivitet):
hvor Q1 er den maksimalt mulige varmemængde, der kan overføres fra en varm kølevæske til en kold kølevæske under givne betingelser; Q2 er mængden af varme, der overføres fra den varme kølevæske til den kolde, eller den varme, der bruges på den teknologiske proces.
Den maksimalt mulige varmemængde, eller tilgængelig varme, afhænger af starttemperaturerne og vandækvivalenterne for varmeoverførselsvæskerne.
Sådan installeres et vandkredsløb
Installation foregår på samme måde som installation for ethvert andet varmeanlæg. Det eneste punkt at overveje er, at "afkastet" for komfuropvarmning er placeret højere.
Kølevæskecirkulationen er af tre typer:
- Naturlig. For naturlig cirkulation skal installationen af rør udføres ved den maksimalt tilladte hældning. Derudover, på det sted, hvor røret forlader ovnen, er det nødvendigt at arrangere en "accelerationskollektor": til dette rettes røret lodret til en højde på 1-1,5 m og derefter ned til radiatorerne langs en skrånende sti.
Tvunget. Denne type cirkulation øger effektiviteten op til 30%. En cirkulationspumpe er tilføjet til kredsløbet, som skaber trykket af kølevæsken. Det er dog uønsket at arrangere et system med kun én type tvungen cirkulation, for i tilfælde af strømafbrydelse eller pumpesvigt vil vandet ikke cirkulere, hvilket vil føre til kogning af kølevæsken i systemet.
Kombineret. For denne type cirkulation er det nødvendigt at kombinere installationen af rør med en hældning, som beskrevet i første afsnit, med pumpen. Pumpen i dette tilfælde er forbundet til systemet via en parallel linje, som vist i diagram 4. Med denne kombination vil pumpen arbejde i nærvær af elektricitet, i dets fravær vil cirkulationen udføres naturligt.