Prueba de fugas
Después de verificar la resistencia del producto y la densidad del material de fabricación, las válvulas de cierre se auditan para determinar el nivel de estanqueidad.
Durante el control, se revela lo siguiente:
- densidad de las superficies sometidas a molienda;
- estanqueidad del dispositivo de bloqueo de la válvula (palanca, volante, etc.);
- calidad de montaje de los componentes individuales del producto (fuelle, membrana, prensaestopas).
requisitos de preparación para la prueba
La verificación de la estanqueidad de los accesorios se realiza bajo las siguientes condiciones:
- la sustancia que se utiliza para la prueba no debe afectar negativamente a los empleados de la empresa y al producto probado;
- es posible realizar una verificación solo después de que se haya completado con éxito la primera etapa del estudio, es decir, un producto obviamente fuerte que no tiene grietas y otras desviaciones en el caso está sujeto a prueba;
- solo se pueden utilizar equipos probados y completamente equipados que cumplan con las especificaciones.
La prueba es realizada por dos personas cualificadas. La verificación por un especialista está prohibida.
Métodos de verificación y su descripción.
Los siguientes métodos se pueden utilizar para llevar a cabo la investigación:
- manométrico Las válvulas de cierre se instalan en el soporte (similar a la descrita anteriormente) y se llenan con una sustancia gaseosa hasta una determinada presión (condicional). La prueba se considera exitosa si no se detecta una caída de presión en el sistema dentro del tiempo requerido (determinado a partir de la tabla). El método manométrico se utiliza para válvulas de retención, que constan de varias partes que no están sujetas a la posibilidad de inspección visual;
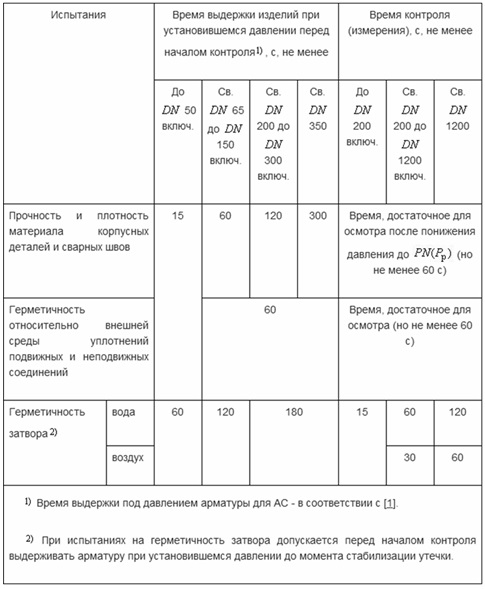
Tabla de intervalos de tiempo para realizar una u otra prueba de válvulas
- hidrostático. El producto a ensayar se llena de líquido mediante una bomba y se mantiene durante un tiempo determinado. Si se encuentran fugas en la válvula, se considera que la prueba ha fallado. El método hidrostático se utiliza exclusivamente para válvulas, cuyos componentes principales están disponibles para inspección visual.
Para una determinación más precisa de los resultados, se pueden agregar sustancias luminiscentes al líquido destinado a llenar los accesorios, que son perfectamente visibles bajo la influencia de los rayos ultravioleta.
Resultados de la prueba
En la mayoría de los casos, es imposible y poco práctico lograr la estanqueidad completa de los accesorios instalados en las tuberías para varios propósitos. GOST 9544-75 regula estándares específicos para clases individuales:
- Clase I: dispositivos que se utilizan en tuberías llenas de sustancias tóxicas (explosivas). Para este refuerzo, se permiten las siguientes desviaciones, presentadas en la tabla.
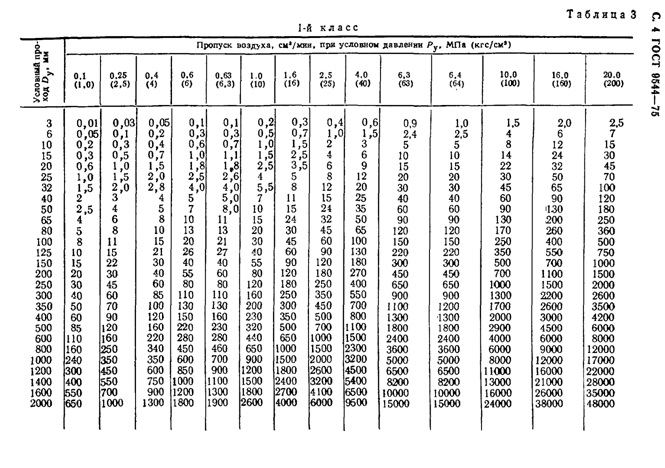
Tasas de aprobación reguladas para dispositivos de clase 1
- Clase II: estos son dispositivos instalados en tuberías con sustancias inflamables. Para esta clase, se aplican los siguientes estándares (ver tabla).
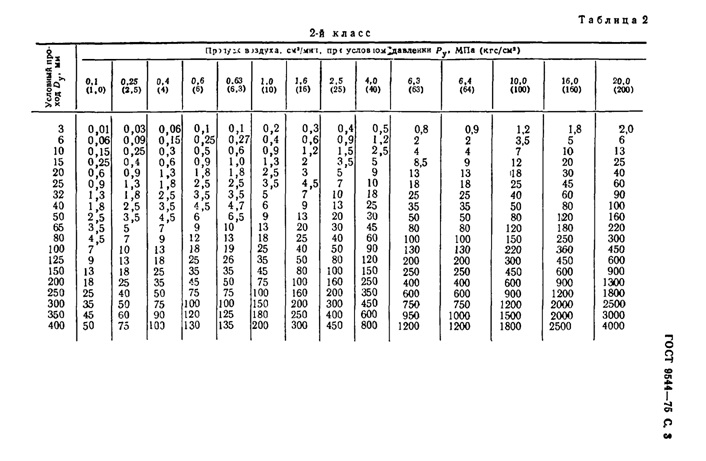
Estándares permitidos para la estanqueidad de los dispositivos de bloqueo de clase 2
- La clase III son accesorios para tuberías con otros medios de paso. Los estándares de resistencia regulados de esta clase se dividen en:
- normas establecidas para válvulas;
- normas para otros tipos de válvulas de cierre.
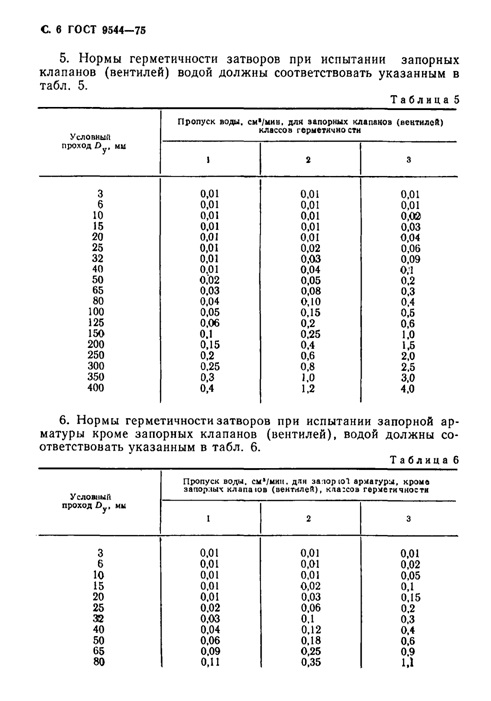
Desviaciones admisibles para válvulas de cierre pertenecientes a la 3ª clase de estanqueidad
La prueba de refuerzo se presenta en el video.
Todos los controles de los dispositivos de bloqueo para tuberías son realizados por especialistas calificados en dispositivos certificados.
Alcance del trabajo de mantenimiento
Intervalo de mantenimiento
Durante el funcionamiento, las válvulas de cierre y las válvulas de retención están sujetas a los siguientes tipos de mantenimiento y reparación:
— servicio A 1;
— servicio estacional TO 2;
— reparación actual (TR);
— examen de diagnóstico; reparación media (SR);
— revisión (CR); certificación técnica.
La reparación media (SR) de los accesorios se lleva a cabo sin desmontar la tubería. La revisión (CR) se lleva a cabo con el desmontaje de accesorios en una empresa de reparación especializada.
Tabla 2 Condiciones de mantenimiento, inspección y reparación de válvulas
|
Nombre de los accesorios |
Т0 1, meses |
A 2, meses |
TR, meses |
Examen diagnóstico, años |
RS, años |
CR, años |
Inspección Técnica, años |
|
1. Válvulas de cierre DN 50-250 |
3 |
6 |
12 |
15 |
15 |
— |
— |
|
2. Válvulas de cierre DN 300-1200 |
1 |
6 |
12 |
15 |
15 |
30 |
30 o después del vencimiento del plazo establecido por la encuesta anterior |
Alcance típico del trabajo durante el mantenimiento (TO 1) de válvulas de cierre
Los siguientes trabajos se llevan a cabo en el ámbito del mantenimiento de TO 1.
Para válvulas:
-comprobación visual de la estanqueidad con respecto al ambiente externo, que incluye: conexión de brida (no se permiten fugas);
sello del prensaestopas (no se permiten fugas; en caso de fugas en el sello del prensaestopas, realice el mantenimiento de acuerdo con el DS del fabricante); comprobación del paralelismo de las bridas cuerpo-tapa; limpieza de superficies externas, eliminación de manchas;
control de la presencia de lubricación en la caja de cambios del accionamiento eléctrico (de acuerdo con el ED del accionamiento eléctrico);
-comprobación del 100% del grado de apertura o cierre de la válvula a lo largo de la altura del husillo con respecto a las partes de base del cuerpo;
-comprobación visual del estado del accionamiento eléctrico y de los cables de alimentación; comprobación del estado y fijación de los terminales del motor;
- verificar la fijación, la estanqueidad de la cubierta protectora del eje de la armadura;
- liberación del exceso de presión del cuerpo de la válvula a una temperatura ambiente superior a 30 °C.
- limpieza de superficies externas, eliminación de manchas.
La verificación de la estanqueidad de la válvula de compuerta se realiza a través de una tubería de drenaje o válvula de presión y se combina con el mantenimiento.
La verificación de la estanqueidad de las válvulas de compuerta de cuña se combina con el mantenimiento.. La información sobre el mantenimiento de T01 se ingresa en el pasaporte (formulario).
Ámbito de trabajo típico para el mantenimiento estacional (TO 2) de válvulas
El mantenimiento de TO 2 se lleva a cabo en preparación para los períodos de funcionamiento de otoño-invierno y primavera.
Durante el mantenimiento del TO 2 se realizan todas las operaciones del TO 1, así como:
Para válvulas:
verificación (prueba) de apertura total, cierre de la compuerta de la válvula en el modo de control local;
verificar el funcionamiento de los interruptores de límite, su revisión; comprobar el ajuste del embrague limitador de par;
verificar la suavidad de movimiento de todas las partes móviles de la válvula; reemplazo (control) de la lubricación en el accionamiento eléctrico (la lubricación debe corresponder a los parámetros de temperatura estacionales de la región dada); comprobar la protección del motor eléctrico contra sobrecargas y desequilibrio de fase;
verificación (prueba) de apertura completa, cierre de la compuerta de la válvula en el modo de telecontrol;
comprobar si la rosca del husillo está dañada; comprobar la rectitud de la parte retráctil del husillo;
eliminación de agua del espacio de la compuerta a través de la tubería de drenaje de la válvula de compuerta;
Comprobación y vaciado del condensado de la protección del husillo.
El mantenimiento del actuador eléctrico de la válvula se realiza de acuerdo con las "Instrucciones para el funcionamiento y mantenimiento del actuador eléctrico".
La información sobre el mantenimiento T02 estacional pasado se ingresa en el pasaporte (formulario).
El mantenimiento estacional (TO 2) se lleva a cabo durante las paradas programadas de la parte lineal del oleoducto y en las secciones desconectadas de los oleoductos de proceso del PS.
Plomería
§ 22. Revisión y rectificado de válvulas
La revisión del refuerzo consiste en su desmontaje.
e inspección del cuerpo de trabajo de bloqueo y el sello
caja de porquerías. Dependiendo del diseño y el propósito.
accesorios identifican la necesidad de reemplazo
material de sellado en el cuerpo de bloqueo o lapeado
detalles individuales. Si la caja de relleno
insuficiente, debe sellarse o reemplazarse por uno nuevo.
Para pasar a través de la válvula de cierre en
cuerpo de trabajo completamente cerrado, no pasó agua, es necesario
Instale una junta debajo del cuerpo de trabajo.
Lapeado de herrajes. alcance completo
válvulas de cierre destinadas a vapor
y gas, así como válvulas, es posible a través de mutuo
lapeado de piezas adyacentes. Se realiza el lapeado de las piezas.
moler materiales a mano o en
accesorios especiales.
Utilizado como abrasivos
polvos y pastas para lapear, mientras que los granos de los polvos
debe pasar a través de una malla con agujeros con un diámetro
0,15 mm. En algunos casos, se utiliza el lapeado
polvo de vidrio Polvos y pastas para lapear
seleccionado en función de la dureza del frotado
superficies. Para desbastado de hierro fundido y bronce
las superficies usan esmeril marrón grisáceo
polvo.
Las pastas están hechas de polvo: 70-80% (según
masa) y parafina - 30-20%.
Para el lapeado preliminar de superficies duras y viscosas
los metales usan polvo de corindón de gris a
Marrón. Para el toque final
superficies de sellado traslapadas usar pasta
GOI, que consiste en óxido de cromo, estearina y silicio
puerta La pasta GOI se produce en tres variedades: gruesa -
negro, medio - verde oscuro,
delgado - verde claro.
Para lapear el corcho, el cuerpo de la válvula de corcho para
sujetado en un tornillo de banco. Luego se cubre el corcho
material de molienda, insertado en el cuerpo, puesto en él
manivela y convierte el corcho en uno y el otro
lado en 180°. En este caso, el corcho se levanta periódicamente.
El lapeado se lleva a cabo hasta que el corcho esté completamente
superficie no encajará perfectamente en el enchufe.
La corrección del lapeado se comprueba de la siguiente manera
La superficie del corcho y el cuerpo se secan. Entonces
dibuje una línea en el corcho con tiza, después de lo cual el corcho
insertado en el cuerpo y gírelo varias veces en
uno y el otro lado. Si la línea de tiza uniformemente
se borrará en toda la superficie, lo que significa que el corcho está lapeado
derecho. La molienda final se comprueba presionando
cucharón con agua o aire a presión,
1. Supervisión, mantenimiento y revisión de válvulas de compuerta
Durante la operación de tuberías.
una de las principales responsabilidades
el personal de servicio es
seguimiento constante y cuidadoso de
estado de la superficie exterior
tuberías y sus detalles (soldado
costuras, conexiones de bridas, incluso
accesorio. accesorios de tuberia)
protección y aislamiento anticorrosión,
dispositivos de drenaje, compensadores,
estructuras de soporte, etc.
El método principal de monitoreo confiable
y operación segura de equipos tecnológicos
la tubería es periódica
auditoría realizada por el servicio
supervisión técnica junto con
mecánicos, supervisores e instalaciones
(producciones).
Los resultados de la auditoría sirven como base
evaluar el estado de la tubería y
posibilidad de su posterior explotación.
Como regla general, la revisión de tuberías.
debe programarse para
mantenimiento preventivo programado
accesorios de tubería, individuales
unidades, instalaciones o talleres. Momento
inspección de tuberías durante
presión hasta 10 MPa (100 kgf/cm2)
establecido por la administración
empresas dependiendo de la velocidad
desgaste por corrosión y erosión
oleoductos, experiencia operativa,
los resultados de la anterior al aire libre
inspección, revisión. Los plazos deben proporcionar
funcionamiento seguro y sin problemas
canalización entre revisiones
.
Para tuberías de alta presión
[más de 10 MPa (100 kgf/cm2)] instalado
siguientes tipos de revisión:
selectiva, selectiva general y
completo. Momento de la auditoría selectiva
establecido por la administración
empresas dependiendo de las condiciones
operación, pero al menos una vez al
4 años .
Accesorios tecnológicos
oleoductos - los más responsables
elemento de comunicación, por lo tanto, debe
medidas necesarias a tomar
organización de constante y minuciosa
supervisión de la capacidad de servicio de los accesorios, y
también para alta calidad oportuna
realización de inspecciones y reparaciones.
Revisión y reparación de accesorios de tuberías,
incluyendo válvulas de retención, así como
dispositivos de accionamiento de accesorios (electro-,
neumática, hidráulica, mecánica
unidad) se produce generalmente en el período
revisiones de tuberías. Auditoria y reparacion
Los accesorios deben fabricarse en
talleres especializados o
áreas de reparación. En algunos casos
a discreción de la supervisión técnica
la revisión del refuerzo está permitida por su
desmontaje e inspección directamente en
lugar de instalación (accesorios soldados,
grande, inaccesible y
etc). Al inspeccionar las válvulas, deben estar
se ha realizado el siguiente trabajo:
a) examen externo;
b) desmontaje e inspección del estado de las piezas individuales
detalles;
c) inspección de la superficie interna y, cuando
la necesidad de un control no destructivo
métodos;
d) lapeado de superficies de sellado;
e) montaje, prueba y prueba de presión en
fuerza y densidad.
Al planificar revisiones y reparaciones
los accesorios deben y en primer lugar
inspeccionar y reparar accesorios,
trabajando en las condiciones más difíciles
respetando el principio de alternancia.
Reparación de refuerzos y resultados de las pruebas
formalizado por acto.
—
PRECAUCIÓN 3
ÐÑе ÑабоÑÑ Ð¿Ð¾ Ñевизии Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð ° Ð Ð
a
ÐÐ»Ñ Ð¾Ð¿ÑÐµÐ´ÐµÐ»ÐµÐ½Ð¸Ñ Ð¾Ð±Ñема Ñевизии ÐμÐμÐ Ð Ð ÐμÐÐðвРРРРРРРРРРРРРРРРРРРРРРРРРоñññññññññññññññññññññññññññññññññññññ
a
HABITACIÓN HOJAS Ð ð ð ð ð ð ð ð ðμð ð ð ð ð ð ðμð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð Ð Ð Ð Ð Ð Ð Ð Ð Ðμ
a
|
оððððððμμ¿¿²²²μððððð²²²μññ½ððñññμμñ ,ñ½ðññðÐμðμ'''μμð ½ððð »¹ ¹¹... - 20 Ð Ð Ð ° Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð ÐÑÑ Ð°Ð°Ð°Ð°Ð°Ð°Ð Ð¿Ð°Ð½Ð¾Ð². 1 — пÑиÑиÑ. 2 — напÑавл ÑÑÑий ÑÑÑÐк —½.°Ðк. ÑаÑелок вÐñµÐ½»Ð¸Ð оÑким ÑплоÑнением. a |
еÑение об оÑказе Ð¾Ñ Ð¿ÐµÑвиÑной Ñевизии аÑмаÑÑÑÑ Ð ð ð ð ð ð ð ð ð ð ð ð ðμð ð ð ð ð ð ð ð ðμð ð ð ð ð ð ð ð ð ð ð ð ð ðμð ð ð ð ð ð ð ð ð ð ð ð ð ð μ ð ð ð ð ðμÑððÑѾ¾¾³¾¾¾¿ñ¾ð ° ° ° ° ° ° ° ° ° ° Ð Ð ÐμÐ Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð μ Ð Ð 0 · %
a
ÐÑе ли Ñевизии.
a
BLOQUEAR JUGADORES BLOQUEAR JUGADORES EN INGLÉS EUNCH Ñевизии и ÑÐанÑевÑÑÑÑоединений без наÑÑÑÐµÐ½Ð¸Ñ ÐµÐµ ÑеÐоооооооÐ
a
LCD Ñевизии и ÑанÑевÑÑоединений без наÑÑÑÐµÐ½Ð¸Ñ Ð¸Ñ ÑелѾнннн
a
BLOQUEAR JUGADORES BLOQUEAR JUGADORES EN INGLÉS EUNCH Ñевизии и ÑÐанÑевÑÑÑÑоединений без наÑÑÑÐµÐ½Ð¸Ñ ÐµÐµ ÑеÐоооооооÐ
a
espalda Ñевизии Ð · Ð Ð Ð · · Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð ñ Ð Ð Ð Ð ° Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d Ð ½ ND ÑÑÑÐ ± оп Ñоводов ÑлоÑа.
a
RO RO ROCA ONLAGE RONDA Ñевизии, оðμðððð𺺺 ² \
a
Ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð'¾ð¾¾¾¾ñÑÑÑÑÑulado¾ñññ¾ÑÑÑÑulado¾ññ¾¾¾¾¾¾¾¾²¾¾¾¾¾¾¾¾² HOJAS иÑепежа.
a
Ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ñ ð ð ð ð Ñ ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð ññ¾ð¸ñðððððððððððððððð HOJAS иÑепежа.
a
Ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð'¾ð¾¾¾¾ñÑÑÑÑÑulado¾ñññ¾ÑÑÑÑulado¾ññ¾¾¾¾¾¾¾¾²¾¾¾¾¾¾¾¾² HOJAS иÑепежа.
a
Ejecutar ñðμμððñμμμμ. Ð d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d Ð Ð Ð μ Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð ¿Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð μ HOJAS, оμð½½½ μμμ½½ð¸¸¸¸¸¸μμμμμððμ²²² ° ° ° ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð¾ ð ð ð ð ð¾ · ð ð ð ð¾ · ð ð ð ð · Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ðμðð¹ °ððÐð¹¹¹¹¹¹¹¹¹¹¹¹¹¹¹¹¹¹¹¹¹¹¹¹¹¹¹¹¹¹¹¹¹¹¹¹¹
a
Lista de trabajos realizados durante la revisión de la red de calefacción.
1. Canales, cámaras y soportes de tendido sobre rasante
1.1. Restauración de estructuras de edificios dañados o reemplazo de inutilizables, canales, cámaras, pozos de acceso, pabellones y soportes de juntas sobre el suelo.
1.2. Restauración de los dañados, sustitución de los desgastados o colocación de drenajes adicionales de cámaras y canales, así como drenajes asociados para bajar el nivel freático en las redes existentes.
1.3. Cambio total o parcial de impermeabilización de canales y cámaras.
1.4. Restauración o sustitución de soportes móviles y fijos, así como sistemas de sujeción de tuberías para tendido sobre rasante, sobre pasos superiores y estructuras artificiales (puentes, pasos superiores).
1.5. Apertura y limpieza de canales de sedimentación con la restauración del aislamiento.
1.6. Cambio de escaleras metálicas en cámaras y pasos superiores o más del 50% de ménsulas de rodadura.
1.7. Cambio de escotillas.
2. Tuberías, accesorios y equipos para redes de calefacción y estaciones de bombeo
2.1. Reemplazo de tuberías que se han vuelto inutilizables con un aumento, si es necesario, en el diámetro de las tuberías (en no más de dos tamaños estándar), el uso de compensadores, válvulas y otros dispositivos de diseños más avanzados, tipos más avanzados de aislamiento térmico estructuras, así como desviaciones, si es necesario, de la ruta existente.
2.2.Reemplazo total o parcial de aislamiento térmico, restauración y reaplicación de revestimiento anticorrosión e impermeabilización en tuberías existentes.
2.3. Sustitución o instalación de válvulas adicionales u otras válvulas de cierre, compensadores y accesorios o su reparación con sustitución de piezas desgastadas.
2.4. Sustitución de aparatos de mando y seguridad y automatismos, medios de automatización, telemecánicos y de comunicación desgastados o reparación con cambio de las principales piezas desgastadas.
2.5. Cambio o reparación con cambio de partes de accionamientos eléctricos, electromagnéticos, hidráulicos y otros de válvulas, autorreguladores, bombas, ventiladores, así como equipos de arranque de los mismos.
2.6. Cambio o reparación con cambio de partes de equipos de fuerza e iluminación y gabinetes de iluminación de trabajo en cámaras, canales, colectores, pabellones, en pasos a desnivel y estaciones de bombeo.
2.7. Cambio y reparación con cambio de partes de bombas, colectores de lodos, trampas de vapor, tanques de almacenamiento y demás equipos termomecánicos de estaciones de bombeo y acumulación.
2.8. Reparación, readaptación y reemplazo de escudos térmicos e instrumentos de medición de calor.
2.9. Reparación con cambio de piezas inservibles y construcción de dispositivos de protección contra la corrosión electroquímica en redes existentes.
2.10. Eliminación de distorsiones de válvulas resultantes del asentamiento de la tubería durante el tendido sin canales, asociado con la sobrecocción de las estructuras de la tubería (compensadores, juntas de brida, derivaciones) o soportes.
2.11. Limpieza de la superficie interior de tuberías y equipos termomecánicos de incrustaciones y productos de corrosión por medios mecánicos o químicos.
Publicaciones sobre el tema del artículo.
| Directorio. Red de calefacción | Suministro de calor: documentación conforme a obra, control de calidad, aceptación y puesta en marcha | Directorio de viviendas y servicios comunales |
| Directorio. Calefacción y suministro de calor | Biblioteca de un especialista en fontanería y alcantarillado | Documentación ejecutiva en vivienda y servicios comunales: Actas |
| Descripciones de puestos en vivienda y servicios comunales | Biblioteca especializada en gestión de viviendas | Documentación ejecutiva en ingeniería eléctrica (instalaciones eléctricas; líneas de comunicación; sistemas de seguridad; obra eléctrica) |
Vistas del artículo: 14976 desde el 03/09/2009


