Meidän aikanamme on vaikea kuvitella asuinrakennusta - yksityistä tai monikerrostaloa - jota ei olisi kytketty kaasuun. Tämän ihanan aineen ansiosta voimme valmistaa ruokaa emmekä todellakaan jäädy. Itse kaasu ei kuitenkaan pääse sisään taloon, ja luojan kiitos se tarvitsee erityisen tavan - kaasuputken. Ja jotta se olisi, on välttämätöntä törmätä kaasuputkeen.
Maassamme luvaton kaasuputkeen napauttaminen on ehdottomasti kielletty, mutta niiden määrä, jotka haluavat tehdä kaiken omin käsin ja vastoin lakia, ei vähene millään tavalla. Samaan aikaan tämä tapaus on vaarallinen ja päättyy usein kuolemaan, minkä vuoksi, eikä valtion ahneuden vuoksi, luvaton sidos on kielletty. Kodin käsityöläisille ja epäkonformisteille, jotka vastustavat järjestelmää, tarjoamme pienen teorian.
Kaasuputki on väline kaasun kuljettamiseen ja varastointiin. Kaasuputken tehtävästä riippuen mallit voivat olla erilaisia: esimerkiksi tehokkaat verkot on varustettu kuljettamaan kaasua pitkiä matkoja, ja kaasu virtaa niiden läpi korkean paineen alaisena. Hänen kanssaan ei todellakaan kannata kokeilla - erittäin suuri reikä voi olla paitsi kotitekoisen käsityöläisen, myös itse yhdistetyn talon paikalla. Täällä on parempi ottaa yhteyttä erikoispalveluihin, jotka osaavat työskennellä tällaisten järjestelmien kanssa.
Pienemmät jakeluputket haarautuvat mistä tahansa voimakkaasta verkosta, jonka paine on pienempi kuin pääverkoissa. Se voi kuitenkin silti vaihdella - matalasta korkeaan. Voit jo törmätä tällaiseen putkeen itse, mutta silti on parempi kääntyä erikoispalvelujen puoleen, jos ei ole ymmärrystä siitä, mitä on tehtävä, ja tietoa turvatoimista.
Polttoleikkauksen tekninen prosessi
Metallirakenteiden valmistuksessa ei käytetä vain kaasuhitsausta, vaan myös metallin leikkaamista. Sen avulla voit työskennellä tällaisten aihioiden kanssa:
 kaasuleikkaus
kaasuleikkaus
- levyt, renkaat;
- ääriviivaelementit, jotka yhdistävät suoria ja kaarevia linjoja teräksestä, jonka paksuus on enintään 200 mm:
- monimutkaisen kokoonpanon yksityiskohdat;
- levyt, joiden paksuus on yli 4 mm;
- kanavat numerosta 16;
- I-palkit nro 20:sta.
Laadukkaan leikkauksen saamiseksi metallipinta esipuhdistetaan liasta, maalista, öljystä tai ruosteesta. Metallin leikkaus on lämpökäsittelymenetelmä, joka on jaettu vaiheisiin:
- Lämmitin nostaa lämpötilan 1100 asteeseen.
- Kaasupoltin syöttää happea työalueelle.
- Metallin kanssa kosketuksissa oleva suihku syttyy palamaan. Liekin ytimen tulee sijaita 1-1,5 mm:n etäisyydellä käsiteltävästä pinnasta.
- Vakaan kaasunsyötön olosuhteissa virtaus leikkaa helposti työkappaleen. Suihkun nopeus riippuu leikattavan materiaalin kemiallisesta koostumuksesta.
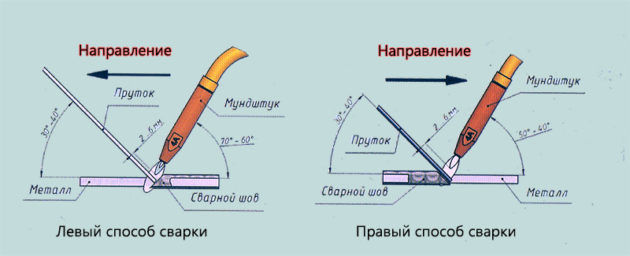 Hitsausmenetelmät
Hitsausmenetelmät
Käytetyt kaasutyypit
Happi
Olennainen osa juottamiseen ja leikkaamiseen. Sitä käytetään katalyyttinä, joka on välttämätön metallinkäsittelyprosessien aktivoimiseksi. Sille on ominaista värin ja hajun puuttuminen, huono liukoisuus veteen ja alkoholiin. Happi on aktiivinen kemiallinen yhdiste. Sitä säilytetään erityisissä säiliöissä jatkuvassa paineessa. Happihitsaukseen käytetään kolmea teknistä kaasua. Jokainen laji riippuu hapen puhtaudesta. Tämä ominaisuus vaikuttaa osien käsittelyn laatuun.

Asetyleeni
Yleisin tyyppi, koska se tarjoaa korkean lämpötilan muihin syttyviin aineisiin verrattuna. Se muodostuu kalsiumkarbonaatin pohjalta veden kanssa. Kemiallinen aine imee kosteutta ilmakehästä ja hajoaa sen vaikutuksesta, joten yhdiste varastoidaan suljetuissa tynnyreissä. Asetyleeni on räjähtävää. Tämä laatu kuitenkin katoaa, jos seos liuotetaan nesteeseen.
 Asetyleeni on yksi yleisimmistä kaasuista
Asetyleeni on yksi yleisimmistä kaasuista
Vety
Ei hajua eikä väriä.Räjähtää kosketuksessa ilman kanssa. Kemiallinen alkuaine varastoidaan terässylintereihin paineen alaisena.
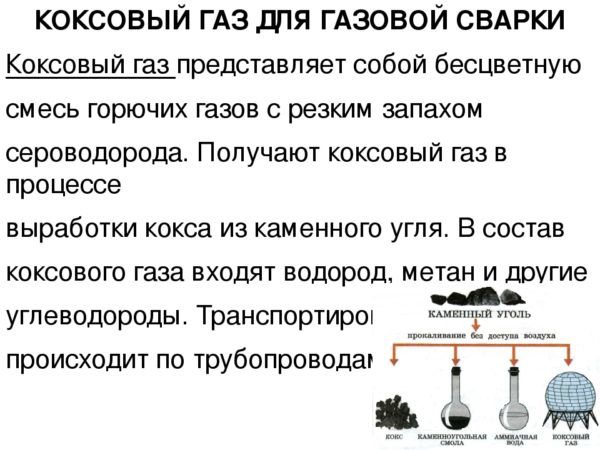
koksiuuni kaasu
Muodostuu hiilen käsittelyn kautta. Se on väritön seos palavia aineita, joilla on voimakas rikkivedyn haju ja joka kuljetetaan putkistojen kautta.
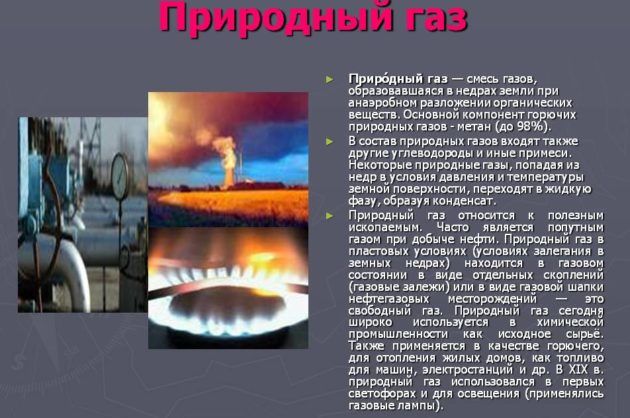
Käytetään maapallon suolistosta uutetun metaanin perusteella.
Bensiini ja kerosiini
Öljynjalostusteollisuuden tuotteet. Ne näyttävät värittömiltä nesteiltä, joiden haju on helposti haihtuva. Kaasupoltin syöttää ne höyrystimien läpi muodostaen höyryä.

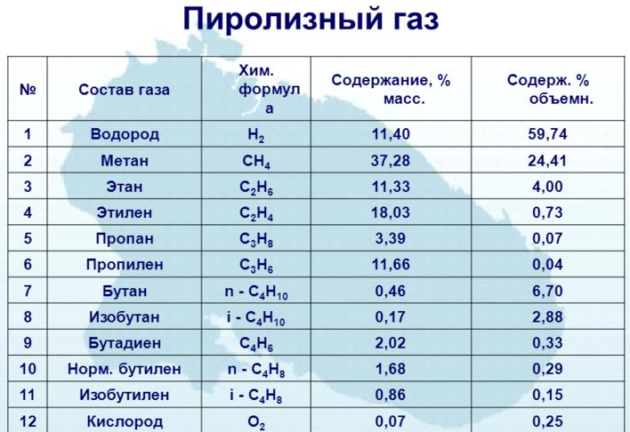
pyrolyysikaasu
Se puhdistetaan, koska se koostuu hiilivedyistä ja hiilimonoksidista. Se on öljynjalostamoiden sivutuote.
Prosessin kuvaus
Luonnollisesti työ alkaa valmisteluvaiheesta riippumatta siitä, törmäätkö järjestelmään itse vai valitsetko erikoispalvelun. Jos jälkimmäinen, sinun on otettava yhteyttä toimivaltaiseen viranomaiseen, täytettävä hakemus, ehkä toimitettava laissa säädetty asiakirjapaketti. Päätitkö liittää uuden putken omin käsin? Tämä tarkoittaa, että sinun on ostettava sopivat materiaalit, valmisteltava järjestelmä ja itse suunniteltua työtä varten. Joten jos valmisteluvaihe on suoritettu onnistuneesti, aloitamme sivupalkin.
Metallijärjestelmien liittäminen
- Pintojen puhdistus. Poista paikasta, johon aiot tehdä kehyksen, maalit, roskat, ruoste.
- Merkintä. Määritä, missä yhteys tulee olemaan, laita merkit.
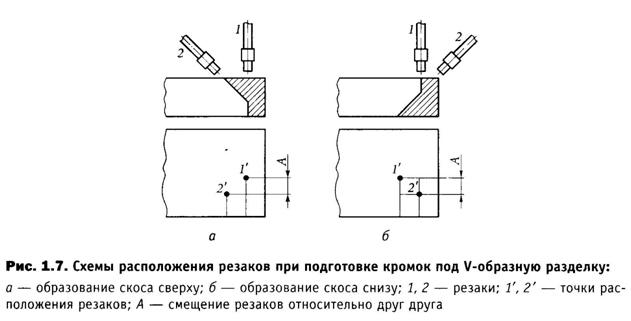
- Reikien tekeminen (kelamenetelmällä - 1, teemenetelmällä - 2).
- No hoitoa. Halkeamat tulee käsitellä savella ja tämä prosessi on suositeltavaa käynnistää jo pinnan leikkaamisen aikana, jotta voidaan minimoida vuotavan sinisen polttoaineen palamis-/sytytysriski. Valmiit reiät tulee sulkea mahdollisimman nopeasti erityisellä (asbestista ja savesta valmistetulla) tulpalla. Käsitelty alue on jäähdytettävä.
- Irrotuslaitteen asennus. Kun metalli on jäähtynyt, tulppa voidaan avata leikatun putken palan poistamiseksi rakenteesta. Metallinpalan poistamisen jälkeen aukkoon asetetaan irrotuslaite, joka on sarja puusta ja kumista valmistettuja kiekkoja sekä pieniä kulhoja, joissa on viskoosia savea. Jos pidät kiinni tee-menetelmästä, tällaisia paikkoja on kaksi.
- Putkien asennus. Kun katkaisulaite on peittänyt raon, on aika aloittaa pääreiän teko - liitetyn (uusi putken) alle. Tarkista oikea halkaisija, on mahdollista, että merkinnät on korjattava. Tee reikä, asenna putki. Hitsaa putken liitokset molemmilta puolilta ja sulje sen jälkeen venttiili.
- Reiän sulkeminen. Joten putki on hitsattu, nyt sinun on hitsattava uusi putki. Voit tehdä tämän poistamalla ensin metallin jäännökset, jotka ilmestyivät pääaukon tekemisen seurauksena. Aseta ne paikoilleen, käsittele savella ja hauduta myös ne. Tarkista, vuotaako hitsaussaumasta kaasua (saippualla).
- Uuden putken kiinnitys.

Leikkaaminen muoviputkeksi
Insinööriverkkojen asennuksessa käytetään yhä enemmän muovirakenteita. Jos sinun on muodostettava yhteys tällaiseen järjestelmään, mitä sinun tulee tehdä? Ensinnäkin, ole iloinen siitä, että prosessi ei ole monimutkaisempi kuin metallin tapauksessa. Toiseksi, noudata tiukasti tällaisia suosituksia.
Osta korkealaatuisia - tehdasvalmisteisia, GOST-yhteensopivia liitoselementtejä (liittimiä), mieluiten - metallia. Käytä hylsyliitosta ja erikoisliimaa lisätäksesi sauman luotettavuutta. Varmista, että liitos on täysin tiivis ja että sen tiheys on suurin. Käsittele sisäosa ennen asennusta korroosionestoaineella.
Miten itse yhdistäminen tapahtuu muoviverkkojen tapauksessa? Kytkentä tehdään tekemällä työjärjestelmään nähden kohtisuorassa olevia inserttejä. Sisäosien pituus voi vaihdella välillä 70-100 cm.Jatkaminen tulee tehdä muoviputkien avulla - pistorasia-kosketinliitännän perusteella. Mikä tämä tekniikka on? Terässisäke lämmitetään (noin 60 asteen tasolle). Ja siihen laitetaan jo muovirakenne, lisäksi heti ja voimalla. Jos törmäät keskipaineiseen järjestelmään, asiantuntijat suosittelevat jauhemaisen polyeteenin liittämistä "koteloon", jotta liitos olisi mahdollisimman vahva.

Kaasuputkeen törmääminen on varmasti parempi ammattilaisten avulla, mutta teorian tuntemalla voit kokeilla, sillä välin se on sinun.
Turvallisuussäännöt
Pääkaasuputken liittäminen keskitettyyn järjestelmään suoritetaan ottaen huomioon säännöt maksimaalisen turvallisuuden varmistamiseksi työn suorittamisen aikana. Nämä säännöt sisältävät:
- laskeminen matalapaineputkeen suoritetaan tämän parametrin alueella 20 - 80 mm vesipatsasta. Jos paine on näiden indikaattoreiden ala- tai yläpuolella, työ suoritetaan vasta parametrin vakautumisen jälkeen;
- keskipaineen ja/tai korkean paineen lisääminen putkistoon on sallittu vasta sen jälkeen, kun indikaattori on laskenut yllä mainittuihin parametreihin. Jos paineen alentaminen ei ole hyväksyttävää tai mahdotonta teknisistä syistä, työ suoritetaan asiantuntijoiden, joilla on asianmukainen lupa, ja erikoislaitteet;
- jos paine kaasuputkessa on korkeampi kuin 40 - 150 MPa, on kiellettyä käyttää hitsaus- ja kaasuleikkauslaitteita töiden aikana.
Keskikaasuputkeen liittämisen työpaikka tulee rajoittaa varoituskylteillä, joissa on merkinnät "Varoitus, kaasu", "Ei läpikulkua" ja niin edelleen. Ei ole hyväksyttävää tehdä tulipaloa työpaikan lähellä, mukaan lukien tupakointi.
Kyltit, jotka varoittavat kaasuputken töistä
Kylmäliitos pääkaasuputkeen
Haarojen laskeminen pääputkiin tapahtuu laitteella, joka mahdollistaa työn suorittamisen pysäyttämättä pumppausta putkilinjan työpaineella 6,4 MPa:iin asti.
Erikoistunut tiimi suorittaa kokonaisia töitä, jotka liittyvät liittämiseen olemassa olevaan paineistettuun kaasuputkeen kuumatyötä käyttäen. Kaasuputken valmistelun yhdistämistä varten suorittaa kaasuputkea operoivan yrityksen alayksikkö. Paineen alaisena kuumaa työtä varten laaditaan tilaus - lupa. Erikoistuneen tiimin tulee olla koulutettu ja sertifioitu suorittamaan hitsaus- ja kierretöitä erikoisvälineillä.
Ennen liitostöiden aloittamista on tarpeen tehdä selvitys kaasuputken osasta, jossa liittäminen on suunniteltu. Kaasuputken laskemissyvyys määritetään, pituusakselin sijainti, joka on merkitty 50 m välein asennetuilla tapeilla ja 1,5-2,0 m korkeilla kylteillä, jotka osoittavat todellisen putkenlaskusyvyyden, asennetaan näkyville reitin suorille osille enintään 50 m etäisyydellä toisistaan, risteyspisteissä haaran kanssa. Määritä kaasuputken sijainti pystysuorassa (asennussyvyys) ja vaakasuorassa (tasossa) tasossa.
Kierrätystyöt paineen alaisena hitsaamalla kaasuputkissa ovat sallittuja vain, jos putkimetallin kemiallinen koostumus laskukohdassa tunnetaan. Kiinnitysyksikön asennuspaikalla pinta- ja sisävikojen (laminaatiot, halkeamat, kuoret jne.) esiintyminen ei ole sallittua.
Ennen kuin suoritat metallin laadunvalvontatöitä, puhdista putken pinta paineen alaisena kaivossa olevan kaasuputken liitososan koko pituudelta maaperästä ja eristyksestä. Puhdistus tulee suorittaa vain käsin tai hiekkapuhalleilla, kaavinilla, harjoilla tai muilla iskemättömillä työkaluilla. Määritä ja merkitse liidulla liitoksen sijainti ja kiinnityssolmujen asennus.
Suorita putkimetallin laadunvalvonta kiinnitysyksikön asennuspaikalla ultraäänimenetelmällä.
Mittaa putken seinämän paksuus noin 100 mm:n etäisyydeltä hitsin kehän molemmilta puolilta.
Liitosten asennus ja hitsaus suoritetaan standardien SN 111-42-80 ja VSN 006-89 vaatimusten mukaisesti.
Vaatimukset paineen alaisen kaasuputken hitsausliitoksille:
kehähitsaukset hitsattaessa vuorausta, jaettua teetä, liitäntää ja pääputkea suoritetaan siten, että kerrostettu hitsauskerros on pakollisessa asennossa putken rungossa.
pääputken seinämän tunkeutumissyvyyden juurien ja hitsin kerrosten kohdalla tulee olla 2,4 mm, mutta enintään 40 % putken seinämän paksuudesta.
Pitkittäisten hitsattujen saumojen kohdalla jaetun tee (liittimen) lattialaudan hitsauksessa toisiinsa tunkeutumissyvyyden tulee olla yhtä suuri kuin T-liittimen seinämän paksuus.
Pääputken seinämän tunkeutuminen ei ole sallittua.
Hitsausprosessin parametrit asetetaan perusvaatimusten mukaisesti työn turvallisuuden ja laadun varmistamiseksi:
estää putken seinämän läpipalamisen;
metallin halkeilun estäminen lämpövaikutusvyöhykkeellä virtauksen ja kaasun jäähtymisestä sekä vetyhalkeilusta.
Olemassa olevan kaasuputken sidosyksiköiden hitsaus paineen alaisena tulee suorittaa hitsattavien pintojen pakollisella esilämmityksellä.
Esilämmitys suoritetaan ennen juurihitsin levittämistä sekä jokaista seuraavaa kerrosta, jos hitsattavan hitsausalueen lämpötila on laskenut alle minimirajan.
Hitsattavien pintojen esilämmityslämpötilaa ohjataan kontaktilämpömittareiden ja lämpökynien avulla.
Kiinnitysyksikön hitsauksessa kaasuputken runkoon hitsattavien pintojen esilämmityslämpötilan tulee olla 100 ºC, enintään 250 ºC.
Esilämmitys tehdään kaasupolttimella tai sähköisellä induktiolämmittimellä.
Poikkeamat putkien ulkohalkaisijoiden ja soikeaisuuden nimellismitoista eivät saa ylittää rajoja, jotka tarjoavat sallitun raon hitsattaessa kiinnitysyksikköä kaasuputken pintaan.
Jos poikkeamarajat ylittyvät tarkoitetussa liitoskohdassa, kytkentäkohtaa siirretään.
Tuotannon keston ajan on kiellettyä työskennellä kaasuputken kuoppaan paineen nousun alaisena samansuuntaisissa ja risteävissä kaasuputkien linjoissa.
Paineenalaisen kaasuputken avaaminen ja kaivon kaivaminen kaivinkoneella tulee suorittaa edellyttäen, että kauhan hampaiden leikkuureunat lähestyvät vähintään 0,5 m:n etäisyydellä kaasuputken generaattoria joka puolelta. , kun taas kaivinkoneen alavaunu ja tukielementit eivät saa liikkua suoraan kaasuputken yläpuolella.
Järjestelmän liittäminen kaasuputkeen
Yhdistääksesi yhteisen valtatien sinun on suoritettava seuraavat toiminnot:
- Puhdista liitos roskista, ruosteesta tai maalista.
- Tee merkintä, merkitse kiinnityspaikka.
- Tee reikiä, joista on kaksi - tee-menetelmän tapauksessa ja yksi - kelalla.
- Sulje halkeamat savella. Käsittely on aloitettava pinnan leikkaushetkellä. Tämä vähentää kaasupalon vaaraa. Sulje tehdyt reiät välittömästi savesta ja asbestista tehdyllä tulpalla, työn päätyttyä jäähdytä pinnat.
- Asenna irrotuslaite metallin lopullisen jäähdytyksen jälkeen. Vedä tätä varten tulppa irti ja poista leikatun putken osa. Aseta sen jälkeen irrotuslaite tuloksena olevaan aukkoon - se näyttää tahmealta savisäkeiltä ja useilta kumi- ja puulevyiltä. Käytettäessä tee-menetelmää on kaksi paikkaa.
- Nyt sinun on asennettava putki, jonka läpi kaasuputki on kytketty päävirtaan. Mutta ensin tarkista, että halkaisijat täsmäävät.Jos mitään ei tarvitse säätää, tee reikä ja asenna putki, hitsaa liitokset ja sulje putkeen asennettu venttiili.
- Suljemme reiät ja hitsaamme uuden putken. Aluksi päästä eroon kaikista metallijäännöksistä, jotka muodostuivat pääraon luomisen aikana. Liitä sen jälkeen putki suuttimeen, käsittele savella ja hitsaa. Hitsauksen laatu tarkistetaan saippualiuoksella.

Jos vuotoja ei löytynyt, voit jatkaa viimeistelytöihin - eli kaivannon täyttöön. Huolimatta siitä, että työ saattaa tuntua hyvin yksinkertaiselta, ne on myös suoritettava säädösasiakirjojen mukaisesti.
Yleensä tällaiset asiakirjat sisältävät seuraavat tiedot:
- Pehmeää, enintään 20 cm paksua maaperää kaadetaan kiinnitysyksikön, putken ja hanan ympärille, minkä jälkeen tiivistetään.
- Kaivannon täytön lopussa raskaan kaluston ei pidä päästää törmäämään putkiin, upotusyksikköihin ja palloventtiiliin.
Rakennustyön valmistuttua on solmittava sopimus paikallisen kaasupalvelun kanssa sinisen polttoaineen toimittamisen aloittamisesta. Lisäksi kaasupalvelu on velvollinen suorittamaan teknisiä ja hätälähetyspalveluja. Sama organisaatio käsittelee valmiin kaasuputkijärjestelmän hyväksynnän. Käynnistys- ja säätötöiden jälkeen on ehdottomasti laadittava laki ja suljettava kaasunohjausjärjestelmä.
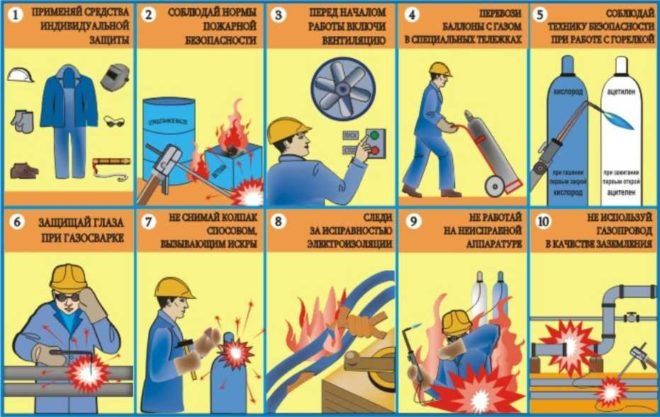
Turvallisuus
Kaasuhitsaus ja -leikkaus eivät ole täydellisiä ilman turvallisuusmääräyksiä. Työn aikana hitsaaja on alttiina kaikenlaisille mahdollisille vaaroille.
Kattavat varotoimenpiteet:
Suojaus sähköiskua vastaan vaatii:
 Turvallisuusohjeet
Turvallisuusohjeet
- Laitteen maadoitus.
- Laitteiden johtavien osien eristys.
- Kuivat, vahingoittumattomat vaatteet.
- Työn poissulkeminen märällä säällä.
Silmien suojaus edellyttää erityisen naamion käyttöä valosuodattimilla.
Kaasuhitsaus uhkaa palovammoja, paloräjähdyksiä. Hätätilanteen välttämiseksi:
- Asu haalareissa.
- Avoimien palavien, syttyvien aineiden puuttuminen työpaikoista.
- Sammuttimien saatavuus.
- Teknisen järjestelmän noudattaminen.
Myrkytystä vastaan myrkyllisillä höyryillä käytä:
- Hengityssuojaimet.
- Tehokas ilmanvaihto huoneessa.
- Kaasunaamarien kaltaiset naamarit.
Laiton sidos ja sen seuraukset
Useimmiten laittoman yhdistämisen tekevät henkilöt, jotka ovat irrotettu kaasuputkesta maksukyvyttömyyden vuoksi tai jotka haluavat liittää talon, autotallin tai minkä tahansa ulkorakennuksen koordinoimatta projektia ja maksamatta sekä itse liittämisestä että myöhemmistä. kaasun käyttöä. Riippuen siitä, kuinka vakavia vaurioita kaasuputkelle liittämisen aikana on aiheutettu, käytetyn kaasun määrä sekä syyllisen suostumus tai erimielisyys ratkaista tämä asia rauhanomaisesti ja maksaa kaikki sille kuuluvat hallinnolliset tai rikosoikeudelliset sakot. vastuuta voidaan soveltaa.

Jos aiheutetaan erityisen suurta vahinkoa ja haluttomuus korvata sitä, sekä paljastetaan, että tällaisia sidoksia ei tehdä ensimmäistä kertaa, Venäjän federaation rikoslain 158 § (Varkaus avautuneena pääsy) ja 165 (vahingon aiheuttaminen petoksella) voidaan soveltaa syylliseen henkilöön ). Siksi on parempi olla ottamatta riskejä ja hankkia kaikki tarvittavat luvat ja tehdä asianmukainen sopimus.
Tekniset tiedot
Keskeytymättömät kaasuntoimitukset kuluttajien koteihin riippuvat suoraan kaasuputkien läpäisevyydestä. Tässä suhteessa tämän parametrin laskenta tehdään erityisen huolellisesti. Lisäksi tämä prosessi on pakollinen riippumatta käytettyjen tuotteiden materiaalista - polymeereistä tai teräksestä.
Kunkin tietyn putken suurimman suorituskyvyn määrittämiseksi käytetään seuraavaa kaavaa:
Q max \u003d 196,386 T × (P / Z) × (D y / 2),
jossa P on kaasuputken jatkuvan työpaineen arvo lisättynä 0,1 MPa; D y - putken ehdollisen kulkureitin koko; T on putken läpi kulkevan kaasun lämpötilan indikaattori Kelvin-asteina; Z on puristuskerroin.
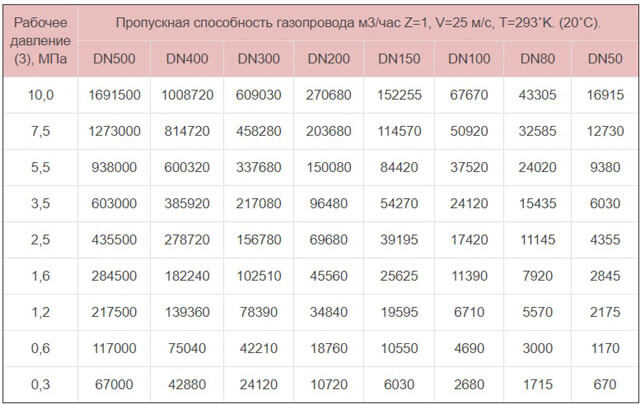
Kaavan perusteella voidaan päätellä, että mitä korkeampi putkien läpi kuljetettavan kaasun lämpötila on, sitä suurempi niiden läpivirtauksen tulee olla vuotojen, tiiviyden menetyksen tai jopa räjähdyksen estämiseksi.
Vaikka mestarit käyttävät ammattitoiminnassaan usein monimutkaisempia kaavoja suorituskyvyn laskemiseen, yllä oleva laskentamenetelmä on kuitenkin enemmän kuin riittävä halutun halkaisijan omaavien putkien valintaan.
Lisää ominaisuudet
Mikä on lovi? Ammattimaisesti tämä on uuden putken liittäminen toimivaan "sukulaiseen" - joka kuljettaa jo sinistä polttoainetta. Usein järjestelmät yhdistetään sulkematta kaasua, jopa runkojohtoja, mutta tässä prosessissa on tärkeitä vivahteita. Joten katsotaan kuinka törmätään paineistettuun kaasuputkeen.
Työsäännöt
Muista näiden järjestelmien käsittelyn perussäännöt:
- on sallittua tehdä liitos matalapaineverkkoon paineilmaisimilla, jotka eivät ylitä 80 mm vesipatsasta, mutta ei alle 20;
- yhteys moottoriteille tai verkkoihin, joissa on korkea / keskipaine, on mahdollista vasta sen jälkeen, kun sen taso on laskettu hyväksyttävälle tasolle;
- jos painetta ei voida vähentää, sinun on löydettävä erikoislaitteet, joiden avulla voit tehdä sidoksen epätavallisissa olosuhteissa;
- työtä ilman lain painetta vähentämistä saavat suorittaa vain asiaankuuluvat organisaatiot, joilla on lupa tämäntyyppiseen toimintaan (joskus jopa erityistilauksen saaminen);
- kaasuhitsaus ja -leikkaus voidaan suorittaa alueilla, joiden paine on 40-150 kg / cm (lisäksi tätä käytävää on noudatettava koko prosessin ajan).

Lisää tyypit
Voit yhdistää uuden verkon toimivaan järjestelmään seuraavilla tekniikoilla:
- Kylmäsidos, jossa pääputki toimii ilman muutoksia (sinisen polttoaineen määrä rakenteissa ja syöttöpaine pysyvät samoina - toimii). Tämän ”skenaarion” mukaan uusien käyttäjien kaasuverkot liitetään usein pääverkkoon. Monet käsityöläiset osaavat törmätä kaasuputkeen ilman hitsausta, koska tämä tekniikka on suhteellisen yksinkertainen.
- Hitsaus, jota yleisesti kutsutaan "perinteiseksi menetelmäksi", on luotettava, ajan testattu tekniikka, joka kuitenkin vaatii tiettyä pätevyyttä ja erityistä pääsyä liittämiseen osallistuvilta suorittajilta.
Mitä tulee itse sitomismenetelmiin, ne on jaettu:
- kela, mikä tarkoittaa kiinnitystä toimivan järjestelmän päähän;
- tee, kun insertti tehdään verkkojen akselien leikkauspisteeseen.
Korkeapaineputkistojen perusvaatimukset.
Korkeapaineisen putkilinjan hitsaus erottuu useista sitä koskevista erityisvaatimuksista. Tärkeimmät vaikeudet tällaisten töiden suorittamisessa liittyvät siihen, että puhumme putkista, joille on ominaista suuri seinämän paksuus ja samalla suhteellisen pieni halkaisija. Lisäksi on tarpeen ottaa huomioon tällaisten putkien läpi kulkevien väliaineiden erityispiirteet - niillä voi olla sekä erittäin alhaisia että erittäin korkeita lämpötiloja, joten hitsaukselle asetetaan erityisen korkeat vaatimukset, joilla on oltava ihanteellinen lujuus ja tiiviys, ja lisäksi se ei saa alistua korroosiolle.
Siksi korkeapaineputkistojen asennuksen aikana kiinnitetään erityistä huomiota hitsin laadunvalvontaan, jota varten käytetään usein erityisiä koostumuksia ja laitteita.
Erilaiset napautukset ja esitoimenpiteet
Alustava valmistautumisvaihe on joka tapauksessa pakollinen, olit sitten aloittelija tai kokenut mestari.Jos et itse osaa törmätä kaasuputkeen ilman hitsausta tai muuten, ota yhteyttä näihin töihin erikoistuneeseen toimistoon.
Kun otat yhteyttä urakoitsijaan, sinua saatetaan pyytää esittämään koko paketti laissa tällaisia tapauksia varten määrättyjä asiakirjoja.
Suorittaessasi ensimmäistä liittämistä hiljattain rakennetun talon kaasuverkkoon tarvitaan seuraavat asiakirjat:
- lupa kaasuputkeen liittämiseen arkkitehti- ja suunnittelulaitokselta;
- tietyn alueen topografinen kuva, kaasuteollisuuden sertifioima. Kaasuputkien lisäksi kaikki rakennukseen liitetyt kommunikaatiot on merkittävä siihen: vesihuolto ja viemäri, lämmitys;
- tekninen passi tai sen notaarin vahvistama kopio, joukko muita asiakirjoja.

Mutta niiden omistajien, jotka ymmärtävät pääkaasuputkien liittämisen monimutkaisuudet ja ovat myös melko varmoja siitä, että he pystyvät käsittelemään sitä itse, tulisi ostaa vain tarvittavat materiaalit. Ole kuitenkin varovainen, sillä kaasuputkeen törmääminen on laitonta, ei täysin turvallista. Teknologiarikkomuksesta voi aiheutua päälinjan vaurioita, jotka voivat uhata paitsi henkeä ja terveyttä, myös hallinnollista ja rikosoikeudellista vastuuta.
On kaksi tapaa yhdistää toimiva kaasuputki uuteen haaraan.
kylmä kiinnitys
Tässä tapauksessa pääputki jatkaa normaalisti ilman muutoksia kuljetettavan kaasun tilavuudessa ja paineessa. He käyttävät mieluummin tätä menetelmää uusien tilaajien ensimmäiseen kytkemiseen.
Ne, jotka mieluummin tekevät itse putoamisen paineistettuun putkeen, pitävät useimmiten tätä tekniikkaa, koska se on helpoin suorittaa.
hitsausmenetelmä

Mutta menetelmä kaasuputkien liittämiseksi päälinjoihin voi olla kela tai tee. Kierukkaliitoksella putkien päät ja käyttöjärjestelmä liitetään yhteen ja tee-menetelmällä putkilinjojen akselit ristiin.
Kaasuputkien turvallisen laskemisen standardit
Ennen kuin törmäät kaasuputkeen, sinun on huolehdittava laitoksen turvatoimista. Kaasuputkien lähellä ei saa olla avoimia tulenlähteitä, joten työpaikka on eristettävä tupakoitsijoilta ja todellakin vierailta.
Lisäksi matkalla kaasuputken liitoskohtaan tulee laittaa varoituskyltit, joissa lukee "Varo kaasu!", "Ei läpikulkua!", "Tupakointi kielletty!" ja muut samansisältöiset. Tällaiset vaatimukset ovat pakollisia toteutusta varten onnettomuuksien välttämiseksi.
Kun teet sidoksen kaasuputkeen, sinun on myös noudatettava tiettyjä standardeja niiden kanssa työskennellessä.

Tärkeimmät säännöt ovat:
kun kytketään matalapaineiseen kaasuputkeen, on varmistettava, että sen arvo ei nouse yli 80 mm Hg, mutta ei myöskään laske alle 20 mm Hg;
jos työtä suunnitellaan verkoissa, joissa on korkea tai keskipaine, niin ennen kytkennän aloittamista tämä indikaattori on laskettava hyväksyttävälle tasolle;
putkien kaasuleikkaus tai hitsaus voidaan suorittaa vain niissä putkilinjan osissa, joissa paine vaihtelee välillä 40-150 MPa
Lisäksi on tärkeää varmistaa, että tämä indikaattori on hyväksyttävissä rajoissa koko työskentelyn ajan.Lakisääteinen standardi, jonka mukaan vain erityisluvan tai jopa tilauksen saaneet yritykset voivat suorittaa kaasuputkien ottoa vähentämättä niiden painetaso.
Standardi on lain mukaan kiinteä, jonka mukaan vain erityisluvan tai jopa tilauksen saaneet yritykset voivat suorittaa laskutoimituksia kaasuputkiin alentamatta niiden painetasoa.


