Ohjeet lämmityksen asentamiseen polypropeeniputkista

Lämmitysjärjestelmän asennus
Kun lämmitysputket on valittu ja lämmitys polypropeeniputkilla omilla käsillään on huolellisesti harkittu ja suunniteltu, itse asennus alkaa:
- Putket tulee asentaa kaltevuudella kohti järjestelmän alinta osaa. Tyhjennyshana tai venttiili on asennettu tähän paikkaan;
- Järjestelmän käytön helpottamiseksi ja erilaisten hätätilanteiden välttämiseksi putkilinja on rajattu osiin, joista jokainen voidaan tarvittaessa helposti tukkia;
- Polypropeeniputkia asennettaessa tulee varmistaa varma kiinnitys. Tätä varten asennetaan erityinen pidikejärjestelmä, joka lisäksi estää painumisen muodostumisen putkilinjassa;
- Siinä tapauksessa, että nousuputki on jaettava osiin, on mahdollista asentaa tätä tarkoitusta varten kiinteä tuki haaroituspisteessä sijaitsevan T-tien alle ja päälle. Tämä auttaa välttämään putkilinjan vajoamisen;
- Kiinteiden tukien välillä vaaditaan putkilinjan kompensointia, mikä voidaan saavuttaa useilla tavoilla:
- Putkilinjan reitin muuttaminen;
- Kompensaattorin asennus silmukan muodossa;
- U-muotoisen kompensaattorin asennus.
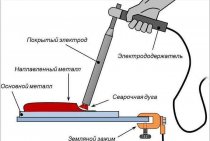
- Polypropeeniputkien tee-se-itse-hitsaus suoritetaan tiukasti ohjeiden mukaisesti, jotka on liitetty asennuksen aikana käytettyihin instrumentteihin ja laitteisiin, jotka ohjaavat polypropeeniputkien hitsausparametreja;
- Polypropeeniputkien leikkaamiseen tulee käyttää vain terävästi teroitettua työkalua, kuten putkileikkuria tai erityisiä putkenleikkaussaksia;
- Asennettaessa itse kuumaa putkistoa polypropeeniputkista, siirtymät tehdään messinkipuristetulla sisäkkeellä, jossa on ulko- ja sisäkierteet.
Putkilinjan asennuksen jälkeen se tulee testata mahdollisten puutteiden ja asennusvirheiden tunnistamiseksi ja poistamiseksi:
- Kun testaat putkistoa, voit käyttää putken ilmanpoistolaitetta asentamatta vesimittareita;
- Putkilinjan täyttö tulee aloittaa järjestelmän alimmasta kohdasta;
- Putkilinjaa testattaessa testiosan pituus ei saa ylittää 100 m;
- Painetta nostetaan vähitellen, jolloin se saavuttaa enimmäistestitason;
- Putkilinjaa testataan noin tunnin ajan. Tämä rako riittää yleensä havaitsemaan olemassa olevat vuodot.
Asennuksen jälkeen polypropeeniputkien tulee muodostaa yhdessä yksi lämmitysjärjestelmä, joka asennetaan kehitetyn projektin mukaisesti. Työn helpottamiseksi voit tutustua lämmitysjärjestelmän asennukseen polypropeenivahvisteisista putkista.
http://o-trubah.ru
TEKNINEN JA TEKNOLOGISET KORTTIT
Tekninen ja teknologinen kartta koostuu osioista.
1. Tuotteen nimi ja laajuus. Täällä ilmoitetaan ruuan (tuotteen) tarkka nimi, jota ei voida muuttaa ilman lupaa, ilmoitetaan luettelo yrityksistä (sivuliikkeistä), alaisista yrityksistä, joilla on oikeus valmistaa ja myydä tätä ruokaa (tuotetta).
2. Luettelo ruuan (tuotteen) valmistuksessa käytetyistä raaka-aineista. Kaikki tämän ruoan (tuotteen) valmistukseen tarvittavat tuotteet on lueteltu.
3. Raaka-aineiden laatuvaatimukset. Merkintä merkitään tämän ruuan (tuotteen) valmistukseen käytettyjen elintarvikeraaka-aineiden, elintarvikkeiden ja puolivalmiiden tuotteiden, säädöstenmukaisuusasiakirjojen vaatimusten sekä vaatimustenmukaisuustodistuksen ja tuotteen saatavuudesta. laatutodistus.
4. Normit raaka-aineiden levittämiselle brutto- ja nettopainona, puolivalmisteiden ja valmiiden tuotteiden tuotos. Täällä on ilmoitettu normit 1, 10 tai useamman annoksen brutto- ja nettopainoisten tuotteiden asettamisesta, puolivalmisteiden ja valmiiden tuotteiden saanto.
5.Valmistuksen teknologisen prosessin kuvaus. Tässä osiossa tulee olla yksityiskohtainen kuvaus ruuan (tuotteen) valmistusprosessista, mukaan lukien kylmä- ja lämpökäsittelytavat, jotka varmistavat ruuan (tuotteen) turvallisuuden, sekä elintarvikelisäaineiden, väriaineiden jne. ruokien ja kulinaaristen tuotteiden valmistustekniikan tulee varmistaa nykyisten määräysten, erityisesti SanPiN 2.3.2.560-96, asetettujen turvallisuusindikaattoreiden ja vaatimusten noudattaminen.
6. Suunnittelua, tarjoilua, myyntiä ja varastointia koskevat vaatimukset, joissa määrätään ruuan (tuotteen) suunnittelun piirteistä ja tarjoilua koskevista säännöistä, kulinaaristen tuotteiden myyntiä koskevista vaatimuksista ja menettelystä, myynti- ja säilytysehdoista sekä tarvittaessa kuljetusehdot. Nämä vaatimukset on muotoiltu standardien GOST R 50763-95, SanPiN 2.3.6.1079-01 ja SanPiN 2.3.2.1324-03 mukaisesti.
7. Laatu- ja turvallisuusindikaattorit. Nämä ovat ruuan (tuotteen) aistinvaraiset indikaattorit: maku, väri, haju, konsistenssi, tärkeimmät fysikaaliset, kemialliset ja mikrobiologiset indikaattorit, jotka vaikuttavat astian (tuotteen) turvallisuuteen, standardin GOST R 50763-95 mukaisesti.
8. Ravintokoostumuksen ja energiaarvon indikaattorit. Osassa ilmoitetaan tiedot ruuan (tuotteen) ravinto- ja energiaarvosta (neuvostoliiton terveysministeriön hyväksymät taulukot "Elintarvikkeiden kemiallinen koostumus", jotka määritetään tiettyjä kuluttajaryhmiä tarjottaessa (ruokavalion järjestäminen, ennaltaehkäisevä) , lasten ja muu ravitsemus).
Jokaiselle tekniselle ja teknologiselle kartalle on annettu sarjanumero. Kortin on allekirjoittanut prosessiinsinööri, vastuullinen kehittäjä, joka on ravintolayrityksen johtajan tai hänen sijaisensa hyväksymä. Yritys määrittelee teknisten ja teknisten karttojen voimassaoloajan.
Ehtoja, kustannuksia ja tietojen selventämistä varten soita numeroon 8 969 032 29 97, asiantuntijamme vastaavat aina mielellään kaikkiin kysymyksiisi.
Ohjeet lämmitysputkiston asentamiseen polypropeeniputkista
Kun olet valinnut lämmitysputket ja valmistautunut perusteellisesti, siirry suoraan asennukseen:
- Putkiasennus tulee tehdä kaltevuudella, joka tulee tehdä kohti järjestelmän alinta kohtaa. Tässä paikassa tulee olla venttiili tai tyhjennyshana.
- Hätätilanteiden välttämiseksi sekä järjestelmän mukavamman toiminnan varmistamiseksi on tarpeen rajata putkilinja osiin, jotka voidaan tarvittaessa helposti tukkia.
- Polypropeeniputkia asennettaessa luotettava kiinnitys on varmistettava asentamalla erikoispidikejärjestelmä, joka myös estää painumisen muodostumisen putkilinjassa.
- Jos järjestelmän nousuputki on jaettava useisiin osiin, tämä voidaan saavuttaa asentamalla kiinteä tuki. Tällaisen tuen asennus suoritetaan haarapisteessä sijaitsevan tee-kohdan ylä- ja alapuolelle, mikä auttaa estämään putkilinjan laskeutumisen.
- Kiinteiden kannattimien välissä tarvittava putkiston kompensointi saavutetaan seuraavilla tavoilla: putkilinjan reittiä muutettaessa, silmukkakompensaattorin asentaminen, U-muotoisen kompensaattorin asentaminen.
- Lämmitysputkien hitsaus on suoritettava tiukasti asennuslaitteiden ja hitsausparametrien ohjaamiseen käytettävien laitteiden mukana olevien ohjeiden mukaisesti.
- Polypropeenista valmistettujen putkien leikkaaminen tulee suorittaa vain terävästi teroitetuilla työkaluilla. Leikkaustyökaluna käytetään erityisiä saksia tai putkileikkuria.
- Kuuman putkilinjan polypropeeniputkien itseasennus edellyttää siirtymien olemassaoloa puristetulla messinkipalalla, jonka kierteen on oltava ulkoinen ja sisäinen.
- Kun asennus on jo suoritettu, polypropeeniputkien tulee olla projektin mukaisesti asennettu putkisto, puhdas, näkyvä ja koko pituudelta testattava.
- Testin aikana vesimittareita ei tarvitse erikseen asentaa, riittää, kun käytetään vain putken ilmanpoistolaitetta.
- Putkiosat tulee asentaa vain, kun ne kestävät järjestelmän paineen. Asennettujen ikkunaluukkujen tulee olla auki. Tällaiset liittimet on kuitenkin parempi korvata korkilla.
- Putkilinja täytetään alkaen järjestelmän alimmasta kohdasta.
- Testattavan putkilinjan pituus ei saa ylittää 100 metriä.
- Painetta nostetaan asteittain, kunnes se saavuttaa testirajan.
- Testin kesto on noin tunti. Tämä aika riittää havaitsemaan vuodot, jos niitä esiintyy (selvitä myös kuinka tehokkaasti paikallinen jätevesi suoritetaan kesäasunnolla).
MIKÄ ON TEKNOLOGINEN OHJE
Teknologinen ohje (TI) on erityinen asiakirja, joka sisältää tiedot tuotteiden tuotannon teknisten prosessien järjestyksestä ja säätelee myös tämän tuotannon toteuttamista koskevia sääntöjä, kuvaa tavaroiden käsittely- ja hävitysmenetelmiä.
Teknisten ohjeiden kehittäminen tapahtuu pääsääntöisesti samanaikaisesti teknisten eritelmien kanssa.
Yrityksen käyttämä TI on asiakirja, joka varmistaa laadukkaiden tavaroiden luovutuksen kaikkien lain asettamien vaatimusten ja standardien mukaisesti. Huomaa, että kaikkien teknisissä ohjeissa määrättyjen normien, ominaisuuksien ja indikaattoreiden on oltava tämän alan asiantuntijoiden suorittaman kokeellisen tieteellisen työn tulosta.
TI:n kehittäminen tapahtuu voimassa olevien kansainvälisten ja valtion standardien sekä teknisten asiakirjojen laatimista koskevien virallisten sääntöjen ja TI:n sisältöä koskevien vaatimusten mukaisesti.
Kehitetyn TI:n pääosat sisältävät tietoa tuotteesta, joka on yrityksen tuotantoprosessien tulos, tiedot valmistusprosessista, tiedot standardeista, käytettyjä raaka-aineita koskevista vaatimuksista, resepteistä ja niin edelleen. Tietyt TI:n osastot vastaavat tuotteiden saniteetti- ja hygienia- ja palovaatimuksista, pakkaus- ja merkintäsäännöistä, tuotteiden varastointi- ja kuljetustavoista.
Mitkä putket sopivat lämmitysjärjestelmään
Lämmitysjärjestelmät asennetaan polypropeeniputkista, jotka on vahvistettu lasikuidulla tai alumiinifoliolla. Tällaiset tuotteet ovat kestävämpiä ja kestävämpiä muodonmuutoksia vastaan, kestävät jopa 25 ilmakehän painetta ja 90 asteen lämpötiloja.
Tällaiset putket koostuvat useista kerroksista: sisä- ja ulkokerros ovat polypropeenia, ja niiden välissä on vahvistuskerros. Kaikki ne on kiinnitetty erityisellä liimalla, jonka ansiosta putki osoittautuu todella viisikerroksiseksi.
Mitä kiinnikkeitä tarvitaan asennukseen?
Putkien liittämiseksi toisiinsa, niiden kiinnittämiseksi kattiloihin ja lämmityspattereihin (http://www.tdarsenal.ru/catalog/radiatory_otopleniya/) tarvitset erilaisia liittimiä. Nämä sisältävät:
- kytkimet suorien liitosten luomiseen, joihin kuuluu kiinnitys juottamalla tai kierrekiinnityksellä;
- risteykset, jotka mahdollistavat putkien risteyksen ja haarautumiskohdan;
- kulmaliitokset, jotka varmistavat putken pyörimisen;
- Palloventtiilit;
- kiinnitystuet, joihin putket on asennettu;
- kompensaattorit;
- ääriviivat;
- hanojen ja muiden LVI-laitteiden kiinnitysosat.
Yllä olevaa luetteloa ei voida kutsua tyhjentäväksi: kussakin tapauksessa liitosten tyyppi ja lukumäärä määritetään erikseen asennusominaisuuksien mukaan.
Miten lämmitysjärjestelmä asennetaan?
Asennusta varten tarvitset kaksi työkalua - putkien leikkaamiseen ja juottamiseen. Ensimmäinen laite on välttämätön tietyn pituisten fragmenttien valmistukseen: se voi olla manuaalinen, sähköinen tai akkulaite, joka tarjoaa tarkan ja puhtaan leikkauksen.Älä leikkaa putkia hiomakoneella tai pyörösahalla: teoriassa tällaiset laitteet selviävät helposti polypropeenista, mutta ne eivät tarjoa oikeaa leikkauspuhtautta, eikä putki ole ilmatiivis.
Polypropeeniputkien juottamiseen (tai hitsaukseen) tarkoitettu laite mahdollistaa vahvan, luotettavan ja tiiviin liitoksen muodostamisen. Hitsaus on hyvin yksinkertaista: putket laitetaan suuttimiin laitteen molemmille puolille, polypropeeni kuumennetaan ja pehmennetään, minkä jälkeen molemmat palaset tulee painaa toisiaan vasten ja pitää noin 30 sekuntia, kunnes liitos kovettuu.
Siten voidaan liittää minkä tahansa halkaisijan ja tarkoituksen putkia. Ennen työn aloittamista on kuitenkin parempi luonnostella ehdotettu putkilinjakaavio ja asentaa järjestelmä myöhemmin sen mukaisesti, jotta virheitä ja puutteita ei ole.
Järjestelmän valmiit osat asennetaan liittimillä, jotka on kytketty kattilaan ja pattereihin. Jos asennus suoritettiin oikein, järjestelmä on käyttövalmis heti sen jälkeen.
VAATIMUKSET TEKNOLOGISET OHJEET NIMETTÄVÄLLE
Tuotteiden valmistuksen teknologisen ohjeen nimitys, jonka vaatimukset asetetaan standardissa, sisältää lyhenteen "TI" välilyönnin kautta, standardin nimeämisen (huoltoasemille ilman vuoden hyväksyntää) ja sitten väliviivan kautta yrityksen (organisaation) - alkuperäisen haltijan - antama kolminumeroinen rekisteröintinumero.
Esimerkkejä:
1. TI GOST R 50763-2018-XXX
2. TI STO 00437205-003-XXX
Tuotteiden valmistukseen tarkoitettu nimitys TI, jonka vaatimukset määritellään TU:n teknisissä ehdoissa, sisältää lyhenteen "TI" tilan kautta tunnuksen TU ilman hyväksymisvuotta.
Esimerkki: TI TU 1234-003-00437205
Vaatimukset lämmityksen asentamiselle propeeniputkistolla

Liittimet polypropeenista valmistetun putkilinjan asentamiseen
Harkitse polypropeeniputkista valmistetun putkilinjan asennuksen perusvaatimuksia:
- Polypropeenivesijärjestelmän asennuksessa tulee käyttää elementtejä, joissa ei ole saastumista ja vaurioita, joten niiden kuljetuksen ja varastoinnin aikana on noudatettava kaikkia normeja ja vaatimuksia;
- Polypropeenista valmistettujen putkien asennus on suoritettava vähintään 5 °:n ilman lämpötilassa, mikä mahdollistaa putkien liittämisen tehokkaasti ja luotettavasti;
- PP-putket lämmitykseen varastoinnin ja kuljetuksen aikana tulee suojata paitsi mekaanisilta vaikutuksilta myös avoimelta tulelta;
- Polypropeeniputkien risteykset on tarvittaessa suoritettava erityisellä liitoskappaleella - risteyksellä;
- Kierreliitoksissa tulee käyttää kierreliittimiä sen sijaan, että kierrettäisit itse;
- Liitosten tiiviys ja luotettavuus varmistetaan teflon- tai FUM-teipillä tai muulla vastaavalla tiivisteaineella.
Lämmitysputkien asennustyypit
Suosituimpia autonomisia lämmitysjärjestelmiä voidaan ehkä kutsua järjestelmille, joissa on alempi ja ylempi vuoto. Tällaisten järjestelmien asennus johtuu teräs- tai polypropeeniputkien asennuksesta. Muuten, asennuksen aikana voit käyttää hitsausta.
Lämmitysjärjestelmässä, jossa on ylivuoto, kiertovesipumpun asentamista ei vaadita, koska tällaisten järjestelmien pääperiaate on veden kierto painovoiman avulla. Tämä menetelmä on tehokas tapauksissa, joissa rakennuksessa on usein sähkökatkoja.
Pohjavuodolla (säteittäinen putkisto) varustetun järjestelmän asennuksella on seuraavat edut:
- lämmitysjärjestelmän suhteellisen korkea hyötysuhde;
- mahdollisuus asentaa halkaisijaltaan pienempiä putkia tarjoamalla tietty paine pumpulla;
- Tämäntyyppinen putkisto voidaan piilottaa kokonaan lattiaan ja seiniin.
Tässä tapauksessa ääriviiva luodaan asentamalla muovista tai metalli-muovista valmistettu putkisto, kuten vaihdettaessa putkia asunnossa, jonka avulla voit tehdä tarvittavat liitännät ja mutkat. Tämä on yleisin asennusvaihtoehto ja putken valinta lattialämmitykseen.
Harvinaisissa tapauksissa piirinä voidaan käyttää myös kalliimpia kupariputkia, joilla on muoviputkiin verrattuna suurempi lämmönsiirto.
n1.doc
TYYPILLINEN TEKNOLOGINEN KAAVIO (TTK) KESKUSLÄMMITYKSEN YKSIPETKIJÄRJESTELMÄN RISTOJÄRJESTELMÄN JA LÄMMITYSLAITTEIDEN ASENNUS ASUNTATALOJEN PÄÄKORJAUSTEN AIKANAI. Kartan laajuus II. Rakennusprosessin organisaatio ja tekniikka 21. Työn laadun perusvaatimukset: Turvallisuussäännöt:III. Tekniset ja taloudelliset indikaattorit
| Työvoimaintensiteetti nelikerroksisen talon yhdelle kerrokselle (kaksi patteria jokaisessa kerroksessa) | 2,76 henkilötyöpäivää |
| Tuotos työntekijää ja vuoroa kohti | 0,42 nousu |
IV. Materiaaliset ja tekniset resurssit
| N p / p | Nimi | mittayksikkö | Määrä | |
| Pääsuunnittelu, puolivalmiit tuotteet ja materiaalit | ||||
| 1. | Teräsputkista valmistetut nousuputket | PC. | 1 | |
| 2. | Teräsputket jäähdyttimiin | PC. | 20 | |
| 3. | Jäähdyttimet | PC. | 10 | |
| 4. | Kannakkeet jäähdyttimille | PC. | 30 | |
| 5. | Puristimet, metalliholkit nousuputken kuljettamiseen lattioiden läpi | PC. | 5+5 | |
| 6. | Asemat | PC. | 20 | |
| 7 | Yhden säädön venttiilit + liittimet | PC. | 10+10 | |
| 8. | Lukkomutterit + jäähdyttimen vuoraukset | PC. | 20+20 | |
| 9. | Jäähdyttimen tulpat | PC. | 20 | |
| 10. | Liinavaatteet | PC. | 35 | |
| 11. | Mini (valkaisu) | PC. | 150 | |
| 12. | Hitsauslanka | PC. | 750 | |
| Koneet, laitteet, työkalut, inventaario ja kalusteet | ||||
| 1. | Rakenne- ja asennuspistooli SMP-1 | PC. | 1 | |
| 2. | Kaasuhitsauskone työkalusarjalla | PC. | 1 | |
| 3. | Putkiavaimet nro 2 | PC. | 1 | |
| 4. | rautasaha | PC. | 1 | |
| 5. | Rautasahan terät | PC. | 2 | |
| 6. | luotilanka | PC. | 1 | |
| 6. | lasta (lastalla) | PC. | 2 | |
| 7. | Lukkosepän vasara 500-800 g | PC. | 2 | |
| 8. | Penkki taltta | PC. | 1 | |
| 9. | Liukuvat avaimet | PC. | 1 | |
| 10. | taitettava mittari | PC. | 2 | |
| 11. | pihdit | PC. | 1 | |
| 12. | Jumpperi | PC. | 2 | |
| 13. | Sähköpora | PC. | 1 | |
| 14. | Ruisku Grigoriev | PC. | 1 | |
| 15. | Kannettavat tikkaat | PC. | 1 | |
| 16. | puusepän taso | PC. | 1 | |
| 17. | Klupp-putki ja suulakesarja | PC. | 1 | |
| 18. | Putkipihdit | PC. | 1 |
V. Aikataulu, työn suoritus
| N p / p | Teosten nimi | Mittayksikkö | Työn laajuus | Työvoimaintensiteetti, per mittayksikkö henkilöä - h | Työkyky koko työn laajuudelta, ihmiset - päivä | Ammatti, arvo ja määrä, käytetyt mekanismit | Tuntityöjärjestys | ||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | |||||||
| 1. | Patterien asennus merkintäpaikoilla, reikien poraus ja asennuskannattimet | 1 laite | 10 | 0,71 | 0,90 | Locksmith4 res. - 13 numeroa - 1 Kaasuhitsauslaite: 5 numeroa - yksi | — | 3— | |||||
| 2. | Nousuputken asennus ja patteriliitännät merkinnöillä ja reikien porauksella kattoon, väliseiniin, kaasuhitsaus | 1m putkijohto | 34,0 | 0,34 | 1,46 | Kaasuhitsauskone Rakennus- ja kokoonpanopistooli SMP-1 | — | 3— | — | — | — | ||
| Kaikki yhteensä | 2,36 |
VI. Työvoimakustannus Taulukko 3
| N p / p | ENiR:n hyväksyttyjen normien perustelut | Työn laajuus | Mittayksikkö | Työn laajuus | Normaaliaika mittayksikkö, ihmiset - h | Hinta per mittayksikkö, hiero - kop. | Työvoimakustannukset koko työn laajuudelta, henkilöt - h | Työvoimakustannusten hinta koko työn laajuudelta, hiero - kop |
| 1. | 9-1-1, kohta 1. 2, 3 | Merkintäpaikat putkilinjojen laskemista ja mittausluonnoksia varten | 100 m | 34,0 | 3,75 | 2-97 | 0,16 | 1-00 |
| 2. | 9-1-31, voi. 2, kohta 2 | Reikien poraaminen lattioihin | 100 reikää | 4 | 7,1 | 3-94 | 0,04 | 0-16 |
| 3. | 9-1-2, voi. 2, kohta 2, | Teräsputkien asennus | 1 m | 34,0 | 0,25 | 0-14,8 | 1,06 | 4-85 |
| 4. | 22-17, s. 9 | Putkilinjojen kaasuhitsaus (kiinteä pystysauma) | 10 niveltä | 5 | 0,95 | 0-66,7 | 0,05 | 0-35 |
| 5. | 9-1-12, osa 3 | Patterien asennus, jossa on porausreiät seiniin | 1 laite | 10 | 0,71 | 0-40,3 | 0,90 | 4-03 |
| 6. | 22-17, s. 14 | Putkilinjojen kaasuhitsaus (kiinteä vaakasuora liitos) | 10 m | 10 | 1,1 | 0-77,2 | 0,15 | 0-75 |
| Kaikki yhteensä | 2,36 | 11-14 |
TYÖJEN LAATUA JA HYVÄKSYMISTÄ KOSKEVAT VAATIMUKSET
3.1. Ennen BAMTP:n asennustöiden aloittamista lämpöpisteen tilojen rakennusvalmius ja käytettyjen materiaalien, aihioiden, mittauslaitteiden, standardien ja teknisten eritelmien vaatimustenmukaisuus saapuvat laadunvalvontaan hyväksytään.
3.2. BAMTP:tä vastaanotettaessa laitokseen tarkastetaan niiden mitat, vaurioiden esiintyminen kuljetuksen aikana ja lohkojen täydellisyys. On tarpeen noudattaa "Lämpöenergian toimittamisen kirjanpitosäännöissä" (Soyuzenergo, 1986) määriteltyjä hyväksymissääntöjä.
3.3. Toimintojen ja prosessien tekniset kriteerit ja kontrollit on esitetty taulukossa 6.
3.4. Asennettujen yksiköiden hyväksyntävalvonta suoritetaan standardin SNiP 3.05.01-85 mukaisesti.
Työvoimakustannukset ja palkat BAMTP:n asennus- ja hitsaustöistä toiminnallisista yksiköistä, työtunti / hiero.
|
Lohkon halkaisija, mm |
||||||
|
40 |
50 |
80 |
100 |
125 |
150 |
|
|
1 |
10,63 8,960 |
11,24 9,474 |
11,57 10,554 |
21,50 18,136 |
22,27 18,584 |
23,08 19,648 |
|
2 |
11,18 9,425 |
11,36 9,569 |
12,77 10,712 |
21,60 18,215 |
23,20 19,431 |
23,95 20,319 |
|
3 |
11,23 9,465 |
11,41 9,609 |
12,84 10,689 |
21,80 18,373 |
22,46 18,821 |
23,38 19,117 |
|
4 |
11,66 9,806 |
11,98 10,062 |
13,47 11,268 |
22,68 19,070 |
23,36 19,614 |
24,29 20,636 |
|
5 |
11,78 9,901 |
12,10 10,157 |
13,67 11,426 |
23,52 19,769 |
24,36 20,429 |
25,36 21,515 |
|
6 |
11,83 9,941 |
12,41 10,403 |
13,64 11,403 |
22,98 19,307 |
23,62 19,819 |
24,55 20,841 |
|
7 |
11,65 9,798 |
11,90 10,092 |
13,46 11,260 |
22,600 19,007 |
24,10 20,224 |
24,98 21,214 |
|
8 |
11,77 9,893 |
12,02 10,093 |
13,66 11,418 |
23,44 19,696 |
24,36 20,429 |
25,36 21,515 |
|
9 |
11,82 9,933 |
12,07 10,133 |
13,63 11,395 |
23,64 19,844 |
24,36 20,429 |
25,28 21,451 |
Työvoimakustannukset ja palkat BAMTP:n asennustöistä erillisistä toiminnallisista yksiköistä, työtunteja / hieroa.
|
Lohkon halkaisija, mm |
||||||
|
40 |
50 |
80 |
100 |
125 |
150 |
|
|
1 |
8,69 7,42 |
9,12 7,79 |
9,85 8,40 |
17,80 15,21 |
17,80 15,21 |
18,54 15,82 |
|
2 |
9,12 7,79 |
9,12 7,79 |
9,85 8,40 |
17,80 15,21 |
18,54 15,82 |
18,97 16,19 |
|
3 |
9,12 7,79 |
9,12 7,79 |
9,85 8,40 |
17,80 15,21 |
17,80 15,21 |
18,54 15,82 |
|
4 |
9,12 7,79 |
9,12 7,79 |
9,85 8,40 |
17,80 15,21 |
17,80 15,21 |
18,91 16,19 |
|
5 |
9,12 7,79 |
9,12 7,79 |
9,85 8,40 |
18,54 15,82 |
18,54 15,82 |
19,70 16,80 |
|
6 |
9,12 7,79 |
9,12 7,79 |
9,85 8,40 |
17,80 15,21 |
17,80 15,21 |
18,91 16,19 |
|
7 |
9,12 7,79 |
9,12 7,79 |
9,85 8,40 |
17,80 15,21 |
18,54 15,82 |
19,70 16,80 |
|
8 |
9,12 7,79 |
9,12 7,79 |
9,85 8,40 |
18,54 15,82 |
18,54 15,82 |
19,70 16,80 |
|
9 |
9,12 7,79 |
9,12 7,79 |
9,85 8,40 |
18,54 15,82 |
18,54 15,82 |
19,70 16,80 |
Työvoimakustannukset ja palkat BAMTP:n asennustöistä laajennetuista lohkoista miestunti / hiero.
|
Lohkon halkaisija, mm |
||||||
|
40 |
50 |
80 |
100 |
125 |
150 |
|
|
1 |
5,70 4,94 |
6,00 5,20 |
6,50 5,62 |
7,55 6,50 |
13,75 11,89 |
14,85 12,81 |
|
2 |
6,00 5,20 |
6,00 5,20 |
6,50 5,62 |
7,55 6,50 |
13,75 11,89 |
14,85 12,81 |
|
3 |
6,00 5,20 |
6,00 5,20 |
6,50 5,62 |
7,55 6,50 |
13,75 11,89 |
14,85 12,81 |
|
4 |
6,00 5,20 |
6,00 5,20 |
6,50 5,62 |
7,55 6,50 |
13,75 11,89 |
14,85 12,81 |
|
5 |
6,00 5,20 |
6,00 5,20 |
6,50 5,62 |
7,55 6,50 |
13,75 11,89 |
14,85 12,81 |
|
6 |
6,00 5,20 |
6,00 5,20 |
6,50 5,62 |
7,55 6,50 |
13,75 11,89 |
14,85 12,81 |
|
7 |
6,00 5,20 |
6,00 5,20 |
6,50 5,62 |
7,55 6,50 |
13,75 11,89 |
14,85 12,81 |
|
8 |
6,00 5,20 |
6,00 5,20 |
6,50 5,62 |
7,55 6,50 |
13,75 11,89 |
14,85 12,81 |
|
9 |
6,00 5,20 |
6,00 5,20 |
6,50 5,62 |
7,55 6,50 |
13,75 11,89 |
14,85 12,81 |
|
Instrumentin nimi |
Kaavio 1-3 |
Kaavio 4-9 |
||
|
Halkaisija 40 - 100 mm |
Halkaisija 125; 150 mm |
Halkaisija 40 - 100 mm |
Halkaisija 125; 150 mm |
|
|
painemittari |
4 |
6 |
4 |
6 |
|
Lämpömittari |
4 |
4 |
4 |
4 |
|
Säädin |
2 |
2 |
3 |
3 |
|
vesimittari |
1 |
2 |
1 |
2 |
3.5. Töiden hyväksymisen yhteydessä esitetään asennus- ja hitsaustöiden lokit, piilotöiden tarkastustodistukset.
Tekniset kriteerit ja valvonta
|
Valvonnan kohde |
Ohjaustyökalu ja menetelmä |
Hallitse aikaa |
Vastuullinen valvoja |
Laadun arvioinnin tekniset kriteerit |
|
|
Esiasennustyöt |
Lohkojen geometristen mittojen yhteensopivuus suunnittelun kanssa, ulkoisten vikojen esiintyminen |
Metallinen mittanauha |
Ennen asennusta |
Hallita |
Kokopoikkeama TU 36-808-85 mukaan |
|
Kohteen tai yksittäisten lohkojen asetus |
Pohjan vaakasuuntaisuus, lohkon pystysuuntaisuus, etäisyys seinistä |
Taso, luotiviiva, mittanauha, mittari |
Asennuksen aikana |
Prikaatikenki (linkki) |
Ei poikkeamaa |
|
Lämpöpisteen (lohkot toisiinsa) liittäminen lämpöverkon putkistoon ja lämmitysjärjestelmään hitsaamalla |
Hitsauksen laatu |
Visuaalisesti ja vuototestissä |
Liian |
Liian |
GOST 3242-79 mukaan |
|
Vesimittarin, virtauksensäätimen asennus |
Laippaliitosten lujuus ja tiiviys |
Liian |
² |
² |
Liian |
|
Manometrien ja lämpömittareiden asennus |
Kierreliitosten lujuus ja tiiviys |
² |
² |
² |
² |
|
Huomautuksia: 1. Testeissä käytetyt painemittarit on tarkastettava (olemassa leima voimassa olevalla varmennusjaksolla). 2. Sähköasema testataan yhdessä lämmitysjärjestelmän kanssa toimituksen yhteydessä. 3. Pisteen palvelemien järjestelmien toimintatarkastuksen aikana se kytketään pois päältä. |
1 käyttöalue
Rakennus
asuinrakennus, koostuu 10 kerroksesta, lattiakorkeus
3,0 m, lattian paksuus 0,2 m. Seinät
tiili, siellä on jäähdyttimen rakoja.
Jäähdyttimet sijaitsevat ikkunoiden alla.
Tilat ovat asuintiloja. Eräässä rakennuksessa
yksiputkijärjestelmä käyttöön
lämmitys yläjohdoilla. Eyelinerit
patterit on valmistettu putkista
halkaisija 15 mm, nousuputken halkaisija - 25 mm,
moottoritiet -40mm. Putket otetaan vastaan
teräsvesi- ja kaasuputkien asennukseen
GOST 3262-75 mukaan. Asennus
liitokset tehdään hitsaamalla
kupit.
V
lämmityslaitteina
valurautapatterit MS-140 hyväksytään.
Asennustyön laajuus määritellään
laskelma ja esitetään taulukossa
muodossa.
Asennustilavuus
toimii.
Taulukko 4
|
Nimi |
Yksikkö |
Työn laajuus |
Perustelut |
|
merkintä |
100 m |
3,80 |
380 |
|
hankinta |
1 t |
4,86 |
4,86 |
|
kiinnitys |
1 noin |
90 |
90 |
|
pad |
1 m |
284 |
284 |
|
liian |
1 m |
96 |
96 |
|
ensimmäinen työssä |
100m |
3,80 |
380 |
|
tarkistamassa |
1 sovellus. |
90 |
90 |
|
toimiva tarkastus |
100 m |
3,80 |
380 |
|
lopullinen |
100 m |
3,80 |
380 |
|
lopullinen |
100 |
7,13 |
E § 9-1-8 |
|
tutkimus |
1 KPL. |
140 |
E § 9-1-8 |
Laskeminen
työvoimakulut.
Taulukko 5
|
№ |
pohja |
Nimi |
Yhdiste |
Yksikkö ja gp |
Äänenvoimakkuus T |
yksikköä kohti rev. |
Käytössä miestuntia |
|
|
Normi |
Ruoste |
|||||||
|
1 |
E |
merkintä |
el.-san. |
100 |
3,8 |
1,2 |
12,7 |
4,56 |
|
2 |
E § 9-1-41 |
poiminta |
el.-san 3r-2 |
1 t |
4,86 |
3 |
250 |
14,6 |
|
3 |
E |
patterien asennus |
el.-san 3r-1 |
1 |
90 |
0,24 |
32,0 |
24 |
|
4 |
Е§ |
pad |
el.-san 3r-2 |
1 m |
284 |
0,21 |
15,6 |
59,64 |
|
5 |
E § 9-1-2 |
pad |
el.-san 3r-2 |
1 m |
96 |
0,23 |
17,1 |
22,1 |
|
6 |
E |
ensimmäinen |
el.-san 4r-1 3r-1 |
100 |
3,8 |
5,3 |
42,4 |
20,14 |
|
7 |
Е§ |
lämmitystarkastus |
el.-san 5r-1 |
1 |
90 |
0,11 |
1,17 |
11 |
|
8 |
E § 9-1-8 |
toimiva tarkastus |
el.-san 5r-1 4r-1 |
100 |
5.8 |
2,8 |
25,8 |
10,64 |
|
9 |
E § 9-1-8 |
lopullinen |
el.-san 5r-1 |
100 m |
3,8 |
2,3 |
22,7 |
8,74 |
Asennus
suoritetaan suoratoistona. Perustuu
työvoimakustannus
laaditaan työaikataulu
(taulukko 6). Työjärjestys
sisältää luettelon teoksista, niteistä
työ, työvoimaintensiteetti, linkin koostumus ja
työn jakautuminen päiviin.
Numeerinen
yksiköiden pätevyyskokoonpano
määritetään analyysin perusteella
työaikataulu ja kuvaukset
työtoimintojen kokoonpano UNR:ssä
Lauantai 9. numero 1 1987
REITTI
Teknologisen kartan (TC) pitäisi vastata kysymyksiin:
1. Mitä toimintoja on suoritettava
2. Missä järjestyksessä toiminnot suoritetaan?
3. Millä taajuudella operaatioita on suoritettava (kun toimenpide toistetaan useammin kuin kerran)
4. Kuinka kauan kunkin toiminnon suorittaminen kestää
5. Jokaisen toimenpiteen tulos
6. Mitä työkaluja ja materiaaleja tarvitaan toimenpiteen suorittamiseen.
Teknisiä karttoja kehitetään seuraavissa tapauksissa:
1. Tehtyjen toimintojen monimutkaisuus;
2. Kiistanalaisten elementtien esiintyminen toiminnassa, epäselvyydet;
3. Määritä tarvittaessa laitoksen toiminnan työvoimakustannukset.