Mitä puikkoja hitsata 2 mm profiiliputki.
Kun valitset elektrodeja sähköhitsaukseen, niitä ohjaa työkappaleiden paksuus, joka liittyy suoraan niiden halkaisijaan.
Tarvittavat tiedot saat pakkauksen taulukoista tai voit määrittää mitat itse, sillä elektrodin halkaisija vastaa suunnilleen seinämän paksuutta arvoilla, jotka eivät ylitä 4 mm.
Hitsaustavan ja elektrodien tyypin valinta
Elektrodien läpi kulkeva virta liittyy suoraan niiden halkaisijaan, sen arvo ilmoitetaan yleensä pakkauksessa. Lisäksi sen arvo voidaan asettaa taulukoista tai määrittää suunnilleen laskelmilla sen perusteella, että 1 mm. elektrodin paksuus vaatii 30 ampeerin virran.
Päällystemateriaalista riippuen elektrodeja on neljä päätyyppiä:
- Hapan (A). Niille on ominaista korkea raudan ja mangaanin pitoisuus, metallielektrodi siirtyy saumaan pienten pisaroiden muodossa nestekylvyn muodostuessa, kun jähmettyy, kuona erottuu helposti. Työskenneltäessä liian korkea kaaren lämpötila johtaa alileikkauksiin, sauma on erittäin altis halkeamille - tämä rajoittaa tämän tyypin käyttöä.
- Selluloosa (C). Selluloosan lisäksi koostumus sisältää ferromangaanimalmeja ja talkkia, jotka palavat kokonaan kuumennettaessa muodostaen suojakaasun, kun taas saumassa ei ole kuonapinnoitetta. Elektrodi menee saumaan keskisuurilla ja suurilla pisaroilla muodostaen karkean, epätasaisen rakenteen lukuisine roiskeineen.
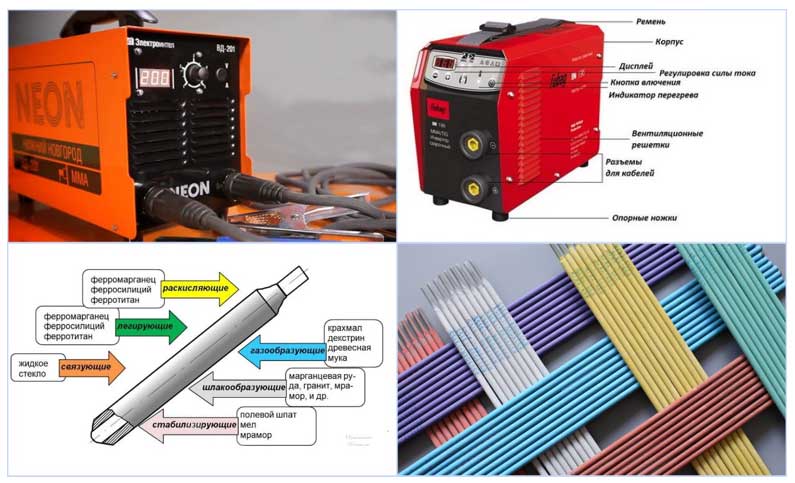
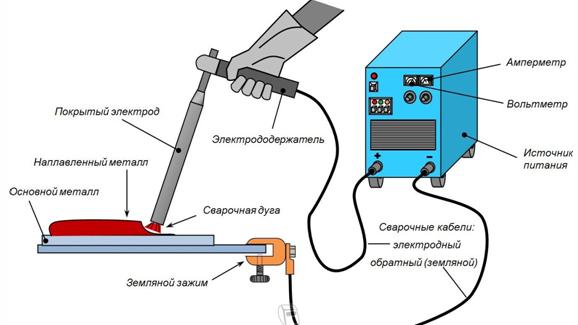
Riisi. 10 Valokaarilaitteen ja elektrodin ulkonäkö
Rutiili (P). Pinnoite koostuu pääosin titaanidioksidista tai ilmeniitistä, elektrodimetalli siirtyy hitsausaltaaseen keskisuurten ja pienten pisaroiden kera pienellä määrällä roiskeita ja tasaisen, laadukkaan sauman muodostumista. Kuonapinnoitteella on huokoinen rakenne ja se irtoaa helposti saumasta.
Vähähiilisten terässeosten sähköhitsaukseen, joista muotoiltuja putkia valmistetaan, käytetään useimmiten hyviä UONI-13/55, MP-3, ANO-4 elektrodeja, OK 63.34 voidaan käyttää ruostumattoman teräksen hitsaukseen.

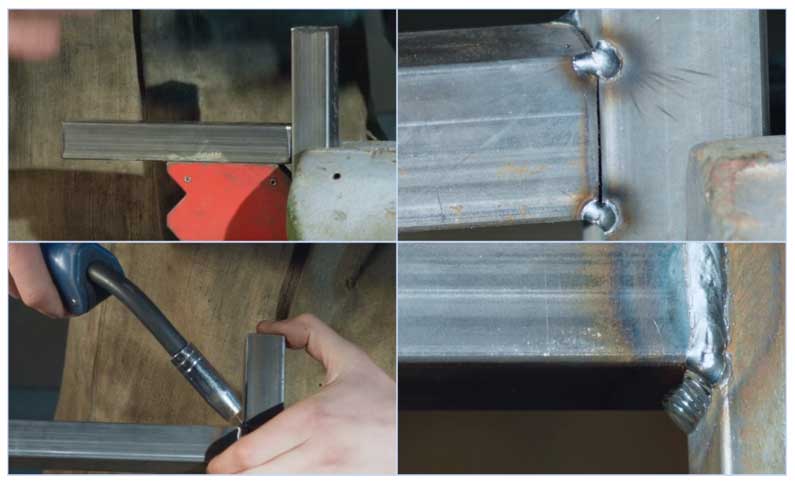
Kuva 11 Ohutseinäisten putkien hitsaus
Valmistautuminen työhön
Profiiliputkien liittäminen ilman hitsausta suoritetaan pääasiassa erikoistuneilla puristimilla ja pulteilla. Ajan myötä kiinnikkeet löystyvät, joten tuotetta hoidettaessa on tarpeen jatkuvasti tarkistaa rakenteen lujuus. Käytönaikaisten ongelmien vähentämiseksi rakenteen kokoamiseen käytetään hitsausta.
Vahvan hitsin saamiseksi on tarpeen valmistella putken pinta. Tätä varten:
putkiosat leikataan vaadittuun pituuteen;

Hiomakoneen käyttö putkien leikkaamiseen
On suositeltavaa leikata putkia erikoistyökaluilla, esimerkiksi rautasahalla, jonka avulla voit tehdä leikkauksesta mahdollisimman tasaisen.
- jos elementit on liitettävä kulmaan, putket säädetään huolellisesti toisiinsa niin, että raot ovat mahdollisimman pienet. Tämä parantaa hitsin laatua ja sen seurauksena valmiin tuotteen luotettavuutta;
- paikat, joissa hitsin on määrä sijaita, puhdistetaan ruosteesta, purseista ja muista vieraista kerrostumista. Mikä tahansa sisällyttäminen vaikuttaa negatiivisesti sauman lujuuteen. Puhdistus voidaan tehdä yksinkertaisella metalliharjalla tai erikoisvarusteilla, kuten hiomakoneella.

Pinnan esikäsittely ennen hitsausta
Kaarihitsaus
Manuaalista kaarihitsausta käytetään laajalti kaikilla kansantalouden sektoreilla ja jokapäiväisessä elämässä metallirakenteiden elementtien liittämiseen. Sen erottuvia ominaisuuksia muihin hitsausliitoksiin verrattuna ovat:
- Hitsauskoneen ja tarvikkeiden, jotka ovat elektrodit, suhteellisen alhaiset kustannukset.
- Laadukkaiden hitsausliitosten hankkiminen yleisistä metallilajeista, mukaan lukien ruostumattomat seokset.
- Mahdollisuus suorittaa hitsaustyöt monissa vaikeapääsyisissä paikoissa - tätä helpottaa laitteen pieni paino ja helppo kytkeä sähköön.

Riisi. 7 Ohuen profiiliputken hitsaus - saumojen tyyppi
Työn suorittaminen sähkökaarihitsauksella koostuu seuraavista vaiheista:
- Putkien päät valmistetaan hitsausta varten, tätä varten ne puhdistetaan ruosteesta, minkä jälkeen aihiot asetetaan vaaditulle etäisyydelle täyttämään sauma metallilla sulasta elektrodista, usein tähän käytetään erityisiä laitteita.
- Hitsauskone kytketään päälle asettamalla tarvittava virta sisäänrakennetun indikaattorin mukaan, elektrodi työnnetään hitsauskoneeseen kytkettyyn pidikkeeseen, toinen pää kiinnitetään putkeen.
- Hitsattavien osien asento toistensa suhteen kiinnitetään pistehitsauksella (tacks), jonka jälkeen sähköhitsaus suoritetaan käyttämällä suojavaatetusta, maskia ja hitsaajan käsineitä.
- Työn lopussa kalkki kaadetaan ja sauma puhdistetaan metalliharjalla.
Puoliautomaattinen metallin inerttikaasuhitsaus (MIG)
Nykyaikaisten teknologioiden ansiosta profiilituotteet on hitsattu yksinkertaisimmalla tavalla kotioloissa, mikä ei vaadi paljon kokemusta ja monien vuosien koulutusta hitsaajana.
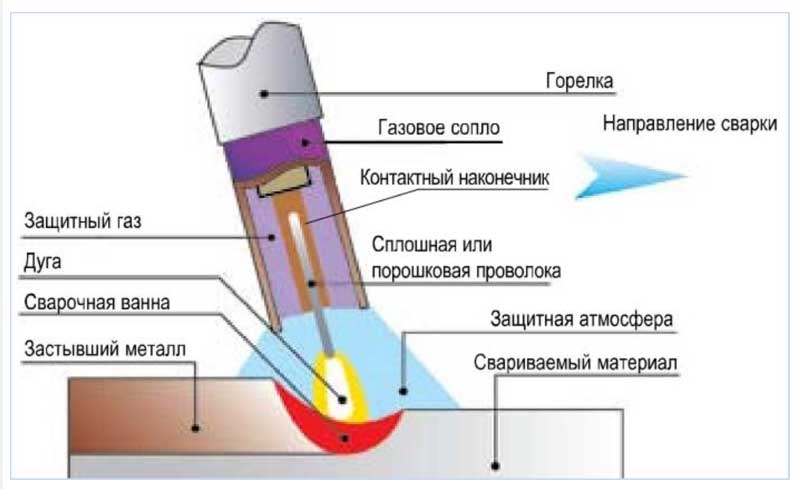
Riisi. 8 Kuinka MIG toimii
Puoliautomaattinen inerttikaasuhitsaus (MIG) on evoluution vaihe tavanomaisen kaarihitsauksen kehityksessä, johon verrattuna sillä on seuraavat edut:
- Elektrodin sijasta erityinen lanka, jonka halkaisija on 0,6-1,2 mm, syötetään automaattisesti hitsausaltaaseen polttimen kautta, kelataan keloiksi - tämä automatisoi prosessin ja vähentää elektrodien vaihtoaikaa.
- Yhdessä langan kanssa inerttiä kaasua (yleensä hiilidioksidin ja argonin seos) syötetään polttimeen hitsausholkin kautta - tämä estää kuonan muodostumisen ja parantaa hitsin laatua.
Tämän tekniikan ansiosta puoliautomaattisella hitsauksella on seuraavat edut sähkökaarikoneisiin verrattuna:
- Voit hitsata ohuita työkappaleita, joiden paksuus on 0,5 mm.
- Keittää terästä, ruostumatonta terästä, valurautaa, alumiinia ja ei-rautametalleja.
- Töitä suoritettaessa ei ole kuonaa eikä käytännössä ole savua - tämä on vähemmän haitallista terveydelle, parantaa sauman laatua sähkökaarimenetelmiin verrattuna.
MIG:n haittoja ovat tilavuus (vaatii massiivisen kaasusylinterin ja langansyöttöjärjestelmän polttimeen) ja mahdottomuus työskennellä voimakkaissa tuulissa, jotka puhaltavat kaasua ulos hitsausvyöhykkeestä.
Riisi. 9 Ohutseinäisten profiiliputkien hitsaus inertissä kaasuympäristössä
Hitsaustekniikka
Rungon hitsaus profiiliputkesta voidaan suorittaa millä tahansa seuraavista tyypeistä:
- kaasu;
- sähkökaari.
Kaasuhitsaus
Kaasuhitsaus tuotetaan sulattamalla metalli ja täyttämällä tyhjä tila lisäaineella.
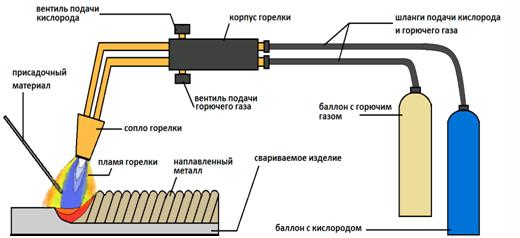
Kaasuhitsaustekniikka
Kaasuhitsaukseen tarvitset:
- erityinen hitsauskone, jossa on polttimen kärkisarja;
- sylinteri hapella;
- sylinteri palavalla kaasulla (useimmiten käytetään asetyleeniä);
- täytelanka (vaatii, että lanka on valmistettu samasta materiaalista kuin hitsattavat putket);
- hitsausjauhe (fluksi), joka vähentää metallin hapettumista ja suojaa saumaa. Flux levitetään putken pintaan ennen hitsauksen aloittamista;
- hitsaajan (naamari) yksilöllisen suojan elementit.
Kaasuhitsauksessa on noudatettava tiukasti turvatoimia, koska käytetyt kaasut ovat räjähtäviä.
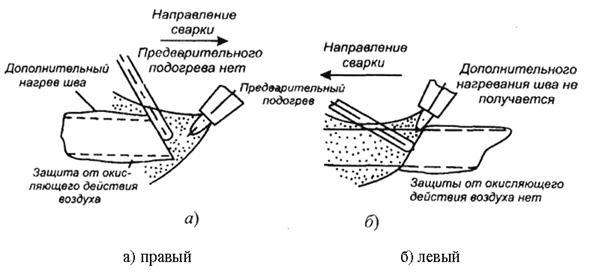
Putkien liittäminen kaasuhitsauksella voidaan suorittaa kahdella tavalla:
- vasemmalta oikealle. Lisäaine toimitetaan polttimella lämmittämisen jälkeen, mikä mahdollistaa yli 5 mm paksujen putkien hitsauksen. Sauma ei ole aivan tasainen ja vaatii lisätarkennusta.Tällä tavalla portti hitsataan profiiliputkesta ja muista kolmiulotteisista rakenteista;
- oikealta vasemmalle. Lisäaine syötetään polttimen eteen, jolloin saat mahdollisimman tasaisen sauman. Sitä käytetään pääasiassa alle 5 mm paksuisiin putkiin, kuten hitsausprofiiliputkien ristikko, puutarhapenkki ja niin edelleen.
Käytettävissä olevat tavat muodostaa hitsaus
Täydellisen jäähdytyksen jälkeen sauma on suositeltavaa puhdistaa ja suojata korroosiolta.
Kaasuhitsausta käytetään ei-rautametallien (messinki, alumiini, kupari ja niin edelleen) profiiliputkien liittämiseen.
Kaasuhitsauksen edut ovat:
- yksinkertaisuus. Rakenteen hitsaus kaasupolttimella ei vaadi erityisiä tietoja ja taitoja;
- saatavuus. Tarvittavat komponentit (kaasut) voidaan ostaa ilman suuria vaikeuksia;
- ei tarvita voimakasta sähkövirran lähdettä.
Kaarihitsaus
Kaarihitsausta käytetään rautametallien eli teräksen profiilien liittämiseen.
Valokaarihitsaus suoritetaan käyttämällä:
- hitsauskone;
- elektrodit.
Valokaarihitsaustekniikka
Hitsaukseen tarvittavan virran ja elektrodien valinta tehdään profiiliputken metallin paksuuden perusteella.
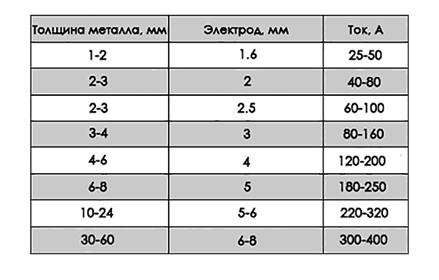
Taulukko hitsattavan metallin ja käytettyjen elektrodien suhteesta
Taulukossa näkyvät suositellut elektrodiparametrit. Varmistaaksesi, että elektrodi on valittu oikein, on suoritettava testisauma pienille putkiosille.
Virran voimakkuus vaikuttaa myös hitsin laatuun. Jotta saumasta olisi mahdollisimman vahva, on saavutettava suurin mahdollinen virranvoimakkuus.
Profiiliputken hitsaus invertterillä suoritetaan seuraavassa järjestyksessä:
- profiiliputkien hitsatut osat on kiinnitetty tukevasti niiden muodonmuutosten ja siirtymien estämiseksi. Voit tehdä tämän käyttämällä sekä erikoislaitteita että improvisoituja työkaluja;
- 4-5 kohdassa suoritetaan pistehitsaus (tack-hitsaus), joka mahdollistaa osien esiliittämisen;

Rakenteellisen hitsauksen alkuvaihe
- suunnittelun oikeellisuus tarkistetaan. Tarvittaessa viat korjataan vasaran avulla;
- liitos on lopulta hitsattu. Samalla on suositeltavaa seurata elektrodin liikkeen nopeutta, jotta putkien metalli ehtii sulaa kokonaan ja samalla ei upota profiilin sisään.
Profiiliputket, joiden paksuus on yli 5 mm, suositellaan hitsattavaksi useissa vaiheissa vahvan sauman saamiseksi. Tässä tapauksessa hitsaus suoritetaan vastakkaisiin suuntiin suhteessa toisiinsa.
Hitsauksen päätyttyä rakenne on jäähdytettävä profiiliputken muodonmuutosten estämiseksi.
Valmis sauma puhdistetaan erikoistyökaluilla, esimerkiksi kulmahiomakoneella.

Saumojen käsittely poralla
Hitsauspaikka vaatii laadukasta suojaa ympäristön vaikutuksilta, koska korkeille lämpötiloille altistunut metalli ruostuu useita kertoja nopeammin.
Voit oppia lisää kaarihitsauksesta katsomalla videon.
Kaikki hitsaustyöt on suoritettava turvallisuusmääräyksiä noudattaen ja hitsaajaa suojaavia keinoja käyttäen. Hitsausmenetelmän valinta riippuu materiaalista, josta profiiliputket on valmistettu, sekä käytettävissä olevista laitteista.

