Alternative
VChSHG
Prvi susret
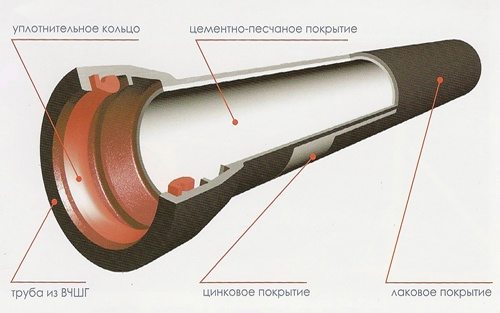
Pod ovom skraćenicom krije se takozvani nodularni ljevak s nodularnim grafitom.
Da biste objasnili značenje pojma, morate nakratko zaroniti u džunglu fizike.
- Sve glavne razlike između lijevanog željeza i čelika - krhkost, niska duktilnost i visoka otpornost na koroziju - određene su prisutnošću u njemu jednog od oblika ugljika - grafita.
- Obični grafit ima izgled minijaturnih ravnih pahuljica. Međutim, tijekom prekristalizacije, koja se događa kada se određeni aditivi (posebno magnezij i njegovi spojevi) uvode u taljevinu sivog lijeva, ona mijenja svoj oblik u sferni.
- Istodobno, fizička svojstva metala se značajno mijenjaju: stječe žilavost, duktilnost i otpornost na udarna opterećenja, zadržavajući otpornost na koroziju.

Ono što je posebno ugodno je da se cijena tone materijala lagano mijenja tijekom transformacije. Ukupni udio aditiva koji uzrokuju rekristalizaciju ugljika ne prelazi 0,08% masenog udjela lijevanog željeza.
Utičnice za vodu od nodularnog lijeva danas su glavna alternativa sivom lijevanom željezu.
- Što se tiče čvrstoće na pritisak i savijanje, superiorne su od cijevi od lijevanog željeza, a da ne spominjemo sve vrste polimernih cijevi. Sukladno tome, vodoopskrbe se mogu polagati cijevima od nodularnog željeza ispod prometnih autocesta i na nestabilnim tlima. Imaju sve kvalitete čelika, osim svoje Ahilove pete - nisku otpornost na koroziju.
- Problem dugotrajnog i niskotehnološkog tjeranja zvona u potpunosti je riješen. Umjesto utiskivanja koriste se utičnice s prstenastim gumenim brtvama. Naravno, sa značajnim veličinama cijevi, montaža utičnica uključuje korištenje teške opreme; međutim, masa ovih cijevi će u svakom slučaju spriječiti ručnu ugradnju cjevovoda.

Normativni dokumenti
Proizvodnja elemenata tlačnih cjevovoda od nodularnog željeza regulirana je posebnim standardom - GOST R ISO 2531-2008.
Istaknimo njegove ključne točke.
- Prema dokumentu, cijevi i fitinzi mogu imati nominalne veličine od 40 do 2600 milimetara, što omogućuje korištenje nodularnog željeza za stvaranje autocesta koje hrane cijele gradove.
- Sastav metala, prema GOST-u, ne bi trebao imati štetan učinak na sastav vode.
- Duljina cijevi regulirana je standardom ovisno o njihovom nazivnom promjeru:

Maksimalna dopuštena zakrivljenost nije veća od 0,125% duljine cijevi.
Kao vanjski premaz cjevovoda, ovisno o radnim uvjetima, može se koristiti sljedeće:
- Metalni cink.
- Cinkova boja (cinkov prah u polimernom vezivu).
- Polietilen.
- Poliuretan.
- Vlaknasti cement.
- Ljepljiva polimerna traka.
- Epoksidna smola.
- Bitumenska mastika ili boja.
Za unutarnju zaštitu cijevi i fitinga koristi se:
- Cementni mortovi (Portland cement, Portland troska cement i aluminijski cement).
- Polietilen.
- poliuretan.
- Epoksidna smola.
- Bitumenska boja (mastika).
Označavanje elemenata cjevovoda treba naznačiti:
- Proizvođač (ime ili zaštitni znak).
- Godina proizvodnje.
- Oznaka materijala (VChShG).
- nazivna veličina.
- Standard prema kojem je proizvod proizveden.
Polietilen
Polietilenske tlačne cijevi danas su glavna alternativa vodovodu od lijevanog željeza.

Detaljno upoznavanje s njima očito je izvan dosega našeg materijala, pa ćemo obratiti pozornost samo na njihova ključna svojstva.
- Vijek trajanja polietilena proizvođači procjenjuju na nejasnih "50+" godina. U praksi se ovaj materijal može smatrati gotovo vječnim.
- Naslage na zidovima, koje smanjuju lumen cijevi, u principu ne mogu biti. Glatka površina polimera s iznimno niskim svojstvima ljepljenja jednostavno ne dopušta stvaranje blokada.
- Svi spojevi su izvedeni sučeonim zavarivanjem.Čvrstoća spoja je najmanje 80% čvrstoće cijele cijevi.

Jedina tvrdnja o polietilenu, koja omogućuje cijevi od lijevanog željeza da ostanu na tržištu do danas, je visoka duktilnost i, kao rezultat, vrlo umjerena krutost prstena. Polietilenski magistralni cjevovod može se polagati u deformabilno tlo samo uz zaštitu armiranobetonskim žlijebom.
Gonjenje cijevi
Prilikom sastavljanja sustava koji se sastoji od cijevi od lijevanog željeza, potrebno je predvidjeti način zatvaranja praznina koji uvijek ostaju između vanjske strane umetnutog dijela cijevi i unutarnje površine naglavka. Odnosno, trebali biste razmisliti o tome kako kovati cijevi od lijevanog željeza. Postoje dva načina rješavanja problema, razmotrimo ih detaljnije.
Brtvljenje utičnica cementnom smjesom
Tehnologija jurnjave izgleda ovako:
- Ugradnja brtve od smole.
- zabrtviti smolni podvez u utor do 2/3 njegove dubine;
- pri formiranju prvog prstena od užeta, zamotajte kraj snopa preko prstena da ne padne u cijev.
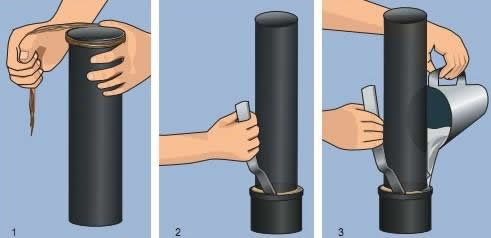
- Korištenje cementnog morta.
- pomiješajte cement oznake 300-400 s vodom (težinski) u omjeru 9:1;
- mjesto preostalo nakon zbijanja snopa u utičnici treba napuniti cementnim mortom;
- Čvrsto udarite po cementu čekićem i čekićem dok se čačkanje ne odbije od cementa;
- za bolje stvrdnjavanje otopine nakon brtvljenja prekriti je mokrom krpom.
Da biste povećali produktivnost rada, vrijedi koristiti prošireno brtvljenje i utiskivanje, što vam omogućuje da ubrzate proces za oko 30%.
Ako se radovi izvode zimi, cement treba pomiješati s vrućom vodom, a spojevi moraju biti izolirani nakon brtvljenja.
Brtvljenje utičnica azbestnim cementom
Drugi način za brtvljenje cijevi od lijevanog željeza je korištenje azbestno-cementne smjese. Proces ima dvije razlike:
- Suha mješavina azbestnih vlakana i cementa priprema se miješanjem u omjeru 1:2.
- Prije izravne upotrebe, suha smjesa se navlaži vodom: od 10 do 12% početne mase smjese.
Sama tehnologija jurnjave izgleda slično prvoj metodi.
Na tome je završen prilično naporan posao - jurenje i / ili jurenje cijevi od lijevanog željeza. Međutim, da bi se postigao najbolji rezultat, takav posao treba povjeriti kvalificiranim stručnjacima. Samo u tom slučaju možete biti sigurni da će sve biti učinjeno ispravno i nećete se morati baviti složenijim popravcima, eliminirajući nedostatke nekvalitetne instalacije ili demontaže.
Glavna prednost lijevanog željeza je izdržljivost, njegov glavni nedostatak je krhkost. Ove dvije značajke moraju se uzeti u obzir pri održavanju i popravku tlačnih cijevi od lijevanog željeza. Krhkost lijevanog željeza nameće određene zahtjeve za spajanje cijevi od lijevanog željeza. S jedne strane mora biti jak i čvrst, a s druge dovoljno elastičan. Činjenica je da cijevi položene u zemlju ne leže nepomično. Tla također karakterizira skupljanje i zamućenje. Prilikom smrzavanja voda u tlu se širi. Sve to dovodi do pomicanja tla. Cijev, kako kažu, "hoda". Tradicionalno se ovaj problem rješava jureći cijevi
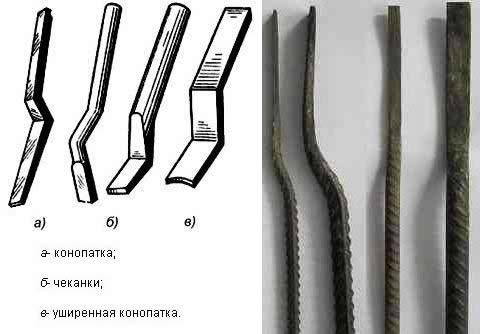
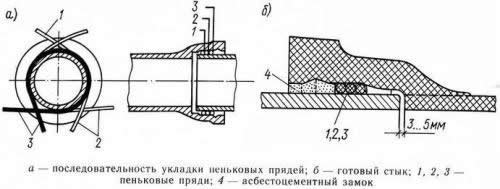
- spajanje cijevi na način da postoji granica elastičnosti na spojevima. Glatki kraj jedne cijevi umetnut je u utičnicu druge. Na spoju ostaje mali razmak od 3-5 mm, koji se zalijepi smolom (kabolkom) dvije trećine dubine. Pramen je tanko uže, koje se u slojevima ubacuje u prazninu. Nakon svakog zavoja, cjedilu se zbija brtvilom - posebnim alatom. Takva veza omogućuje hermetički spajanje cijevi, ali s marginom elastičnosti. Kako bi se povećala čvrstoća spoja, preostala trećina praznine je cementirana ili ispunjena olovom. Druga opcija je pouzdanija i poželjnija, jer. spojevi u tlačnim cijevima doživljavaju značajna opterećenja.Oba postupka su prilično složena i dugotrajna. Cement se hirovito ponaša pri visokoj ili niskoj vlažnosti, rad s topljenjem olova zahtijeva spretnost i dodatne pripreme. Trenutno se koriste naprednije metode spajanja tlačnih cijevi od lijevanog željeza. Na primjer, utičnica s gumenim brtvenim prstenom i utičnica-vijčani spoj. Ali ti su se spojevi počeli koristiti relativno nedavno. Podsjetimo da je prednost lijevanog željeza izdržljivost. Vijek trajanja tlačnih cijevi od lijevanog željeza je više od stotinu godina. Stoga se cjevovodi izrađeni prema starim tehnologijama još uvijek aktivno iskorištavaju.
—
OPREZ 1
ÐаÑеканка аÑбеÑÑоÑеменÑом
a
|
кÑÑок-Ñаблон длÑ. a |
RÐ»Ñ Ð·Ð°Ñеканки ÑÑÑков Obnova.
a
RÐ»Ñ Ð·Ð°Ñеканки ÑÑÑков ÑÑÑбопÑоводов иÑполÑзÑÑÑжелезнÑе
a
ÐоÑле полной заÑеканки Ð Ð Ð Ð Ð " Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð ² Ð Ð Ð Ð Ð Ð Ð ² Ð Ð · Ð δ OŠTRA. Ð Ð ° Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð ² РРРРРРРРРРРРРРРРРРРРРРРРРРа РРРа Ð Ru Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð μ Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ðμ Ð Ð Ð Ðμ Ðμ Ð
a
RеÑед´ заÑеканкой ÑÑÑков Ð ± ÐμÑонной ÑмÐμÑÑÑ Ð¾ÑиÑÐ ° NN ÑÑÑки Ð¾Ñ Ð½Ð ° Ð »ÐμÑов гÑÑÐ · D D поÑÑоÑÐ¾Ð½Ð½Ð¸Ñ Ð¿ÑÐμÐ'мÐμÑов, пÑомÑвР° nn dd» D пÑоÐ'ÑвР° ññññññðº и ñññðºñð Ðññð оð Ð ¿Ð¾ð Ð ¿Ð¾ð Ð ¿Ð¾ð Ð ¿Ð¾ð Ð ¿ÐÅñññð ð оññð ð иñññð ððñññð ð ðññññð ð ðññññð ð ðñññññð ðºññð ð ðºññññññññññññññð ðºñññññð ð êñññññññð ð ± êñññññð ð ºÐ¾ññññð ¹ðññÐ ¹ ¹ð ¹.
a
инÑекÑии заÑеканке ÑÑÑковколонн - Ð Ð Ð Ð Ð Ð μl
a
|
СÑеманаÑÑгиваниÑаÑбеÑÑоÑе. a |
ÐÑбеÑÑоÑеменÑлÑе ÑилиндÑѸÑеÑкиеÑеÑкиеÑÑие rаÑеканкой ÑÑÑка ÑÐμмÐμнÑом оР± ÐμÑпÐμÑивР° nn жÐμÑÑкоÐμ, но ÑÑоР»Ñ жÐμ гÐμÑмÐμÑиÑноÐμ ÑоÐμÐ'инÐμниÐμ, кР° к D в ÑÑгÑннÑÑ ND ° ÑÑÑÑÐ ± нÑÑ Ð²Ð¾Ð'опÑовоД нÑÑ ÑÑÑбаÑ.
a
|
Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð ° Ð a |
СеÑоаплаÐ2 заÑеканка Ð Ð Ð ° Ð Ð ° Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð ° Ð Ð Ð Ð Ð ° Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð
a
£ £ Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð ÐμРзаÑеканки ÑÑÑков ÑÑÑбопÑоводов. Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ðμ Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð - ÐинÑÐμÑÐ¸Ñ dd · гоÑовР»ÑÐμÑÑÑ Ð² ÑоÑмÐμ кÑÑоÑков, ÑкÑÐμпл ÐμннÑÑ Ð¶ÐμÐ »ÐμÐ · ной пÑовол окой dd »D D ± ÑмР° жнÑми поР»Ð¾Ñами, иÑедÑÑавлÑÐµÑ Ð¸Ð· ÑÐµÐ±Ñ Ð»ÐµÐ½ÑÑ, коÑоÑÑÑÑÑÑобно
a
|
SOBA a |
DND поÑÑÑойкÐμ нР° поÑнÑÑ Ð ° ND ± ÐμÑÑоÑÐμмÐμнÑнÑÑ ÑÑÑÐ ± опÑовоÐ'ов пÑимÐμнÑÑÑ Ð'Ð »Ñ ÑоÐμÐ'инÐμний нÐμ Ñол Ñко Ð'вÑÑÐ ± ÑÑÑнÑÐμ мÑÑÑÑ, но и ÑилиндÑиÑеÑкие мÑÑÑÑ Ð±ÐµÐ· бÑÑÑѲРзаÑеканкой ÑÑÑков . Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð shot
a
DND поÑÑÑойкÐμ нР° поÑнÑÑ Ð ° ND ± ÐμÑÑоÑÐμмÐμнÑнÑÑ ÑÑÑÐ ± опÑовоÐ'ов пÑимÐμнÑÑÑ Ð'Ð »Ñ ÑоÐμÐ'инÐμÐ½Ð¸Ñ Ð½Ðμ Ñол Ñко Ð'вÑÑÐ ± ÑÑÑнÑÐμ мÑÑÑÑ, но и ÑилиндÑиÑеÑкие мÑÑÑÑ Ð±ÐµÐ· бÑÑÑѲРзаÑеканкой ÑÑÑков . СоÐμÐ'инÐμÐ½Ð¸Ñ Ð¿Ð¾Ð »ÑÑÐ ° NNNN жÐμÑÑкими, но в гÐμÑмÐμÑиÑÐμÑком оÑноÑÐμнии они нÐμ мÐμнÐμÐμ нР° Ð'ÐμжнÑ, ÑÐμм ÑоÐμÐ'инÐμнРР² Ð ññоÐðÐðÐðÐðÐðÐðÐðÐðÐðвðññðÐðÐðñ¾¾²²ððððññ¾¾ñðððððððññ ððððððÐðÐ
a
Video
Predstavljamo vam video posvećen jurnjavi za navijačkom majicom.
Nešto, ali u Sovjetskom Savezu je bilo puno lijevanog željeza! Sve tehnologije su razvijene uzimajući u obzir korištenje ovog materijala. Dakle, u polaganju kanalizacije, lijevano željezo je još uvijek vrlo traženo. Naravno, lijevano željezo ima mnoge vrlo značajne prednosti - može izdržati teška opterećenja, što vam omogućuje da sastavite uspone na više katova, izdržljivo je, može obavljati svoju funkciju desetljećima u vlažnim ili hladnim prostorijama, boja dobro pristaje na lijevano željezo. željezna cijev, odnosno može se lijepo unijeti u dizajn. Jednom riječju, kanalizacijska cijev od lijevanog željeza je čvrsta, izdržljiva stvar. Ali u ovoj temeljitosti leži njegov glavni nedostatak. Vrlo je teško rastaviti, ako je potrebno, dio takvog cjevovoda. A ponekad je to hitna potreba. Na primjer, potrebna vam je dodatna utičnica ili je postojeća utičnica postala neupotrebljiva. Kako nastaviti?
Potjerana cijev prije početka rada
Najbolje je kada posao radi profesionalac, majstor svog zanata. U tom slučaju možete biti sigurni u kvalitetu i učinkovitost obavljenog posla. Ali ova opcija nije uvijek moguća. Često se na vodovodne instalacije čeka tjednima, a cijene su im, blago rečeno, preskupe. Događa se da ovaj "majstor" nema iskustva u takvim radovima. Nisu svi oni koji nose vodovodne kombinezone takvi.
—
OPREZ 1
ÐаÑеканка аÑбеÑÑоÑеменÑом
a
|
кÑÑок-Ñаблон длÑ. a |
RÐ»Ñ Ð·Ð°Ñеканки ÑÑÑков Obnova.
a
RÐ»Ñ Ð·Ð°Ñеканки ÑÑÑков ÑÑÑбопÑоводов иÑполÑзÑÑÑжелезнÑе
a
ÐоÑле полной заÑеканки Ð Ð Ð Ð Ð " Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð ² Ð Ð Ð Ð Ð Ð Ð ² Ð Ð · Ð δ OŠTRA. Ð Ð ° Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð ² РРРРРРРРРРРРРРРРРРРРРРРРРРа РРРа Ð Ru Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð μ Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ðμ Ð Ð Ð Ðμ Ðμ Ð
a
RеÑед´ заÑеканкой ÑÑÑков Ð ± ÐμÑонной ÑмÐμÑÑÑ Ð¾ÑиÑÐ ° NN ÑÑÑки Ð¾Ñ Ð½Ð ° Ð »ÐμÑов гÑÑÐ · D D поÑÑоÑÐ¾Ð½Ð½Ð¸Ñ Ð¿ÑÐμÐ'мÐμÑов, пÑомÑвР° nn dd» D пÑоÐ'ÑвР° ññññññðº и ñññðºñð Ðññð оð Ð ¿Ð¾ð Ð ¿Ð¾ð Ð ¿Ð¾ð Ð ¿Ð¾ð Ð ¿ÐÅñññð ð оññð ð иñññð ððñññð ð ðññññð ð ðññññð ð ðñññññð ðºññð ð ðºññññññññññññññð ðºñññññð ð êñññññññð ð ± êñññññð ð ºÐ¾ññññð ¹ðññÐ ¹ ¹ð ¹.
a
LISTOVE STIJENE заÑеканке ÑÑÑковколонн - Ð Ð Ð Ð Ð Ð μl
a
|
СÑеманаÑÑгиваниÑаÑбеÑÑоÑе. a |
ÐÑбеÑÑоÑеменÑлÑе ÑилиндÑиÑеÑкиеÑеÑкиеÑÑие з°Ñеканкой ÑÑÑка ÑÐμмÐμнÑом оР± ÐμÑпÐμÑивР° nn жÐμÑÑкоÐμ, но ÑÑоР»Ñ жÐμ гÐμÑмÐμÑиÑноÐμ ÑоÐμÐ'инÐμниÐμ, кР° к D в ÑÑгÑннÑÑ ND ° ÑÑÑÑÐ ± нÑÑ Ð²Ð¾Ð'опÑовоД нÑÑ ÑÑÑбаÑ.
a
|
Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð ° Ð a |
СеÑоаплаÐ2 заÑеканка Ð Ð Ð ° Ð Ð ° Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð ° Ð Ð Ð Ð Ð ° Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð
a
£ £ Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð ÐμРзаÑеканки ÑÑÑков ÑÑÑбопÑоводов. Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ðμ РРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРи¸ññð¼ð ° ð¼ð¸ Ð'ð »ñ Ð ¿Ð¾ðμ¾ð Ð ¿Ð¾ð Ð ¿ÐºÐ¾ñuð коР· иоРÐинÑÐμÑÐ¸Ñ dd · гоÑовР»ÑÐμÑÑÑ Ð² ÑоÑмÐμ кÑÑоÑков, ÑкÑÐμпл ÐμннÑÑ Ð¶ÐμÐ »ÐμÐ · ной пÑовол окой dd »D D ± ÑмР° жнÑми поР»Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Đ Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ðμ Ð ° ÐμкР° Ð ½ðºð ±ñññ ±.
a
|
SOBA a |
DND поÑÑÑойкÐμ нР° поÑнÑÑ Ð ° ND ± ÐμÑÑоÑÐμмÐμнÑнÑÑ ÑÑÑÐ ± опÑовоÐ'ов пÑимÐμнÑÑÑ Ð'Ð »Ñ ÑоÐμÐ'инÐμний нÐμ Ñол Ñко Ð'вÑÑÐ ± ÑÑÑнÑÐμ мÑÑÑÑ, но и ÑилиндÑиÑеÑкие мÑÑÑÑ Ð±ÐµÐ· бÑÑÑѲРзаÑеканкой ÑÑÑков . Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð shot
a
DND поÑÑÑойкÐμ нР° поÑнÑÑ Ð ° ND ± ÐμÑÑоÑÐμмÐμнÑнÑÑ ÑÑÑÐ ± опÑовоÐ'ов пÑимÐμнÑÑÑ Ð'Ð »Ñ ÑоÐμÐ'инÐμÐ½Ð¸Ñ Ð½Ðμ Ñол Ñко Ð'вÑÑÐ ± ÑÑÑнÑÐμ мÑÑÑÑ, но и ÑилиндÑиÑеÑкие мÑÑÑÑ Ð±ÐµÐ· бÑÑÑѲРзаÑеканкой ÑÑÑков . СоÐμÐ'инÐμÐ½Ð¸Ñ Ð¿Ð¾Ð »ÑÑÐ ° NNNN жÐμÑÑкими, но в гÐμÑмÐμÑиÑÐμÑком оÑноÑÐμнии они нÐμ мÐμнÐμÐμ нР° Ð'ÐμжнÑ, ÑÐμм ÑоÐμÐ'инÐμнРР² Ð ññоÐðÐðÐðÐðÐðÐðÐðÐðÐðвðññðÐðÐðñ¾¾²²ððððññ¾¾ñðððððððññ ððððððÐðÐ
a
Vrste ugradnje
Cjevovod se može postaviti okomito ili vodoravno. Izbor načina postavljanja komunikacija određen je namjenom priključenog vodovodnog uređaja i zadacima koje je potrebno riješiti kroz te cijevi. Kako bi se povećala pouzdanost pričvršćivanja konstrukcije, koriste se posebni pričvršćivači. U svakom slučaju oni su različiti.
Okomito
Visina prostorija je značajna - od 2,5 m. Kako bi se spriječilo da cijev "hoda" u otvoru stropa, koriste se čelične stezaljke. Preporuča se ugradnja ispod stražnjeg spoja (ispod utičnice).Stezaljka sigurno drži cjevovod, jer ga u potpunosti prekriva u promjeru. Pričvršćivači su pričvršćeni na zid. Instaliraju se s nekim korakom.
Horizontalno
Princip potpore cijevi u ovom slučaju sličan je prethodno razmatranom. U ovom slučaju, pričvršćivači su raspoređeni s jednakim razmakom. Stege u ovom slučaju ne daju željeni rezultat, preporuča se korištenje visećih kuka, nosača, konzola. Svi elementi za pričvršćivanje moraju biti izrađeni od metala, češće se koriste čelični proizvodi. Izdržljive su i dugo traju.
Pripremni radovi
Proizvodi se provjeravaju na nedostatke. Ocjenjuju se vanjske karakteristike: cijevi ne smiju imati udubljenja, pukotine, neravnine i mrlje. Preporuča se korištenje komunikacija koje karakterizira ravna površina zidova. Možete lagano tapkati po proizvodima. Na različitim mjestima zvuk bi trebao biti isti. Ocjenjuje se i stanje posjekotine. Njegova struktura treba biti homogena, fino zrnasta.
Ako namjeravate promijeniti cijevi od lijevanog željeza, prvo morate rastaviti stare komunikacije. U tu svrhu priprema se čekić (za vodoravno orijentirane proizvode), brusilica. Piljenje uspona provodi se samo uz pomoć brusilice. U tom slučaju se ne preporučuje korištenje čekića, jer pojedini dijelovi mogu ući u lumen cijevi, što će dovesti do teškog otklanjanja blokade. Prije postavljanja komunikacija potrebno je blokirati uspon za vodu. U slučaju kada se promijeni priključak WC školjke, odvod se ne smije koristiti neko vrijeme.
Izbjegavanje problema

Mora se imati na umu da tehničke karakteristike lijevanog željeza nisu idealne. Proizvodi izrađeni od takvog materijala prilično su krhki. Niskokvalitetno lijevano željezo podložno je deformaciji kada je izloženo tekućini, kao i procesima koji se u njemu odvijaju. Promjena temperaturnih režima također može negativno utjecati na otpor takvih cijevi, što smanjuje njihovu sposobnost podnošenja jakih pritisaka.
Proces jurnjave kanalizacijskih cijevi od lijevanog željeza, kao što se može vidjeti iz članka, prilično je jednostavan. Što se tiče instalacije, ovdje ćete morati malo poraditi.

Element koji se ugrađuje mora biti kvalitativno ojačan na spoju nanošenjem sloja smole. Čvršće fiksiranje može se postići uz pomoć posebnih alata. Prodaju se u trgovinama željeza.
Ako vaš vodovodni sustav treba djelomično zamijeniti, onda se ovaj proces ne smije odgađati. To je zbog činjenice da čak i najmanja pukotina može narasti u prilično kratkom vremenu, što će podrazumijevati visoke troškove.
Standard
Sadašnji standard za željezo uveden je 1977.; Posljednje promjene u tekstu su napravljene nedavno, 2011. Dakle, kakve bi trebale biti cijevi od lijevanog željeza za vodoopskrbu u skladu s GOST 9583-95?
Dimenzije
Standard predviđa vodovodne cijevi od lijevanog željeza tri klase prema debljini stijenke - LA, A i B.
| Uvjetni prolaz, mm | Debljina stijenke, mm | ||
| LA | A | B | |
| 65 | 6,7 | 7,4 | 8,0 |
| 80 | 7,2 | 7,9 | 8,6 |
| 100 | 7,5 | 8,3 | 9,0 |
| 125 | 7,9 | 8,7 | 9,5 |
| 150 | 8,3 | 9,2 | 10,0 |
| 200 | 9,2 | 10,1 | 11,0 |
| 250 | 10,0 | 11,0 | 12,0 |
| 300 | 10,8 | 11,9 | 13,0 |
| 350 | 11,7 | 12,8 | 14,0 |
| 400 | 12,5 | 13,8 | 15,0 |
| 500 | 14,2 | 15,6 | 17,0 |
| 600 | 15,8 | 17,4 | 19,0 |
| 700 | 17,5 | 19,3 | 21,0 |
| 800 | 19,2 | 21,1 | 23,0 |
| 900 | 20,6 | 22,3 | 25,0 |
| 1000 | 22,5 | 24,8 | 27,0 |
Masa linearnog metra cijevi varira od 11,3 kg (65 mm, klasa LA) do 627 kg (1000 mm, klasa B). Standard predviđa proizvodnju utičnih cijevi izmjerene duljine (2; 3; 4; 5; 6; 7; 8; 9 i 10 metara) i slučajnih duljina od 2 do 10,5 m.

Zahtjevi
Prijelaz cilindra u utičnicu može se izvesti s nagibom ili u obliku izbočine.
Dimenzije cijevi od lijevanog željeza za vodoopskrbu mogu se razlikovati od nominalnih u sljedećim granicama:
- Duljina mjerne cijevi je + -20.
- Debljina stijenke - -1 + 0,5.
- Vanjski promjer (do 300 mm) - + - (4,5 + 0,0015D).
- Vanjski promjer (preko 300 mm) - + (4,0 + 0,0015D) - (5,0 + -0,0015D).
- Unutarnji promjer u utičnici je + (2,5 + 0,002 D) - (1,5 + 0,002D).
Ovalnost ne može dovesti cijev dalje od normiranih odstupanja od nazivne veličine, a odstupanje stvarne mase cijevi od proračunske ne može biti veće od pet posto.Cijevi se podvrgavaju ispitivanju hidrauličkog tlaka, koje se određuje njihovom klasom i nazivnom veličinom.

Kraj cijevi, nasuprot utičnice, mora se rezati okomito na svoju os s odstupanjem ne većim od 0,5 stupnjeva.
Iznutra i izvana proizvoda prekriveni su zaštitnim netoksičnim materijalom. U tom slučaju premaz ne smije ometati brtvljenje čeonog spoja, odlijepiti se i omekšati na temperaturama do +60 C.
U kojim slučajevima se obavlja jurnjava
Ovaj rad je opravdan kada je potrebno zamijeniti oštećeni element sustava od lijevanog željeza. Također se provodi u slučaju kada se deformacija ne može ispraviti na mjestu nesreće. Oštećenje cijevi od lijevanog željeza prilično je čest problem, unatoč njihovoj povećanoj snazi. Ovaj materijal je vrlo osjetljiv na vodu, kemijske procese, promjene temperature. Kao rezultat toga, elementi sustava prestaju izdržati prethodna opterećenja, te se mora donijeti odluka o radovima na popravku.
Ako se u cijevi stvorila pukotina, mjere se moraju poduzeti bez odlaganja, inače mali problem može dovesti do hitne situacije.
Krpanje pukotina posebnim rješenjima samo je privremena mjera, pa je bolje odmah obratiti pozornost na pouzdanije metode.
Priključci od lijevanog željeza
Elementi su izrađeni od kovanog željeza. Priključci izrađeni od ovog metala mogu se koristiti samo za povezivanje komunikacija od lijevanog željeza. Nisu prikladni za čelične proizvode. Postoji nekoliko vrsta:
- s navojem;
- kompresija;
- press spojnice.
Kako bi se povećala pouzdanost, takvi proizvodi su obloženi cinkom. Prema načinu spajanja, navojni elementi podijeljeni su u 3 skupine:
- s unutarnjim navojem;
- vanjski navoj;
- vanjski-unutarnji navoj.
Prilikom sastavljanja cjevovoda koriste se različiti oblikovani elementi koji se razlikuju po obliku i konfiguraciji:
- revizija - koristi se za uklanjanje blokade, uz pomoć takvog elementa provodi se preventivno čišćenje sustava;
- spojka - omogućuje spajanje cijevi istog promjera;
- križni - koristi se za promjenu smjera cjevovoda, stvaranje nekoliko smjerova;
- prijelazi - koriste se pri povezivanju komunikacija različitih promjera;
- Tee - omogućuje vam kombiniranje cjevovoda u tri smjera ili izvođenje ožičenja;
- uvlačenje - koristi se u slučajevima kada je potrebno malo promijeniti smjer cjevovoda;
- koljeno - element s dva izlaza smještena pod kutom od 90 °;
- grana - nalikuje koljenu, međutim, kut rotacije otvora jedan u odnosu na drugi je mnogo manji (45 ° ili manje).
Gonjenje i utiskivanje cijevi od lijevanog željeza kao osnova za ugradnju i demontažu elemenata
Za potpuno razumijevanje suštine brtvljenja potreban nam je izlet u tehnologiju spajanja utičnica cijevi od lijevanog željeza. Zašto nas zanima upravo ovaj proces? Da, jednostavno zato što utičnica za spajanje elemenata cjevovoda od lijevanog željeza jamči prilično brzu ugradnju cijelog netlačnog sustava.
Ali takav cjevovod će procuriti na spojevima spojeva utičnica. Stoga se za brtvljenje cijelog sustava tijekom ugradnje cjevovoda koristi posebna operacija - utiskivanje cijevi od lijevanog željeza, koje se ostvaruje nabijanjem u šav između cijevi i utora vlaknastog brtvila prirodnog porijekla ( kambolka).
Jednostavno rečeno, hvatanje spoja jedna je od operacija tehnologije ugradnje cjevovoda utičnice od lijevanog željeza.
Gonjenje cijevi više nije konstruktivan, već destruktivan proces. Uostalom, da bismo izvršili brtvljenje cijevi od lijevanog željeza, moramo ponoviti obrnutim redoslijedom sve što smo učinili u procesu brtvljenja. Odnosno, trebamo ukloniti brtvilo (cambol) i osloboditi spoj cjevovoda.Ali dosta objašnjenja - prijeđimo s teorije na praksu!
Metode brtvljenja kanalizacijskih cijevi
U ovom slučaju koristi se cementna smjesa, vuča.Ovim materijalima moguće je zabrtviti praznine u spoju na šiljci kada se ne koristi gumena brtva. Ova metoda se smatra najpouzdanijom, zbog upotrebe cementnog morta. Tehnologija jurnjave se implementira u fazama:
- prvo su spojene dvije cijevi, a veličina razmaka ne smije biti manja od 3 mm, inače će ovu metodu biti teško implementirati;
- kuka se zabija u curenje između cijevi pomoću uske lopatice, odvijača, jurnjave, dubina punjenja utora je 2/3 duljine utičnice;
- preostali dio ekspanzije cijevi od lijevanog željeza zapečaćen je cementnim mortom.
Za veću pouzdanost treba koristiti cementne razrede M300, M400. Što su karakteristike materijala bolje, to je manji rizik od budućeg curenja.
Ispravno brtvljenje navijačke majice. Demontaža kanalizacije od lijevanog željeza. Prijelaz s lijevanog željeza na plastiku.
 Pogledajte ovaj video na YouTubeu
Pogledajte ovaj video na YouTubeu
Upotreba cementnog morta
Da bi spajanje cijevi od lijevanog željeza služilo dugo vremena, morate pravilno pripremiti smjesu. Preporučeni omjer cementa i vode je 9:1. Preostali slobodni dio utičnice napuni se smjesom. S obzirom na to da je otopina dosta gusta, prilikom punjenja metalne manžete za brtvljenje treba koristiti čamac i čekić. Te se radnje nastavljaju sve dok se alat ne odbije od otopine. Kako bi se poboljšala svojstva cementa, šav se zatvara vlažnom krpom.
Važno je čvrsto pričvrstiti cjevovod tijekom rada, dok se otopina potpuno ne stvrdne. Ne možete ga koristiti sljedeća 2-3 dana, jer
To može utjecati na kvalitetu veze. Pukotine se pojavljuju u sloju cementa ako se cjevovod deformira tijekom procesa sušenja.
Upotreba azbestnog cementa
Dodatak azbesta u otopinu pridonosi dodatnom stvrdnjavanju. U svom čistom obliku, ovaj materijal nije dovoljno pouzdan. Preporučeni omjer cementa i azbesta je 2:1. Načelo spajanja cijevi pomoću ovog rješenja ne razlikuje se od prethodno razmatranog slučaja kada se koristi čisti cement. Za pripremu azbestnog cementa uzima se ista količina vode. Rezultat bi trebao biti gusta smjesa.
Algoritam rada
Depresurizacija elemenata od lijevanog željeza jedan je od najtežih zadataka za samopopravljive kanalizacije. Kako bi se posao obavio što je brže i učinkovitije moguće, preporuča se unaprijed pripremiti sve potrebne alate.
Za posao trebate:
- mlin (uz njegovu pomoć možete odrezati dio cijevi);
- diskovi za mljevenje;
- zaštitne naočale, rukavice i maska;
- lemilo (korisno za grijanje spojeva);
- čekić;
- odvijači različitih veličina i konfiguracija;
- ključ za cijevi;
- sječivo.
Redoslijed obavljenog posla:
Prvi korak prije brtvljenja kanalizacijske cijevi od lijevanog željeza je čekićem udariti spoj.
Međutim, to treba učiniti pažljivo. Inače možete oštetiti strukturu, što će dovesti do potpune zamjene uspona.
Također je moguće izvesti takve manipulacije, često koristeći alat izrađen od drveta.
Čim završite tapkanje, obratite pažnju na stanje pričvršćivača
Ako cijev ide s jedne strane na drugu i moguće ju je odspojiti, morate učiniti sljedeće
Proizvod je potrebno zamahnuti tako da ga izvučete odvijačem. Uže treba zakačiti kliještima i pažljivo izvući.
- Ako ni nakon čestih i dugotrajnih udaraca čekićem cijev nije promijenila svoj položaj, možemo zaključiti da je pričvršćivanje izvršeno sumpornom otopinom. Da biste uklonili pričvrsne elemente, prvo morate spaliti osušenu smjesu. To se može postići u nekoliko faza. Prvi korak je zagrijati spoj lemilom. To morate učiniti u krugu. Zatim morate nastaviti kucati čekićem, pokušavajući ne narušiti integritet proizvoda.Ako je struktura elemenata počela teturati, možete pokušati rastaviti element ključem.

- Nakon uspješnog demontiranja proizvoda, trebali biste temeljito očistiti spojeve dlijetom. Naglasak treba biti na čišćenju rubova, jer će se na ovo mjesto ugraditi gumena brtva.
- Prije ugradnje, brtveni materijal mora biti podmazan posebnim sredstvom.
- Posljednji korak je ugradnja novog proizvoda u pripremljeno područje.

Prilikom spaljivanja sumpora obavezno je nositi zaštitnu masku i naočale. Neće dopustiti da štetne pare uđu u tijelo.
Zaključak
U mnogim kućama izgrađenim tijekom posljednjih desetljeća kanalizacijske komunikacije bile su uglavnom od lijevanog željeza, jer tada nitko nije poznavao cijevi od plastike ili polipropilena. Cijevi od lijevanog željeza su izdržljive, ne troše se dugo, ali mogu zahtijevati posebne uvjete rada i pravovremene popravke. To se uglavnom odnosi na uspone unutar stana, čiji radni vijek iz određenih razloga može biti kraći od iste ventilatorske cijevi.
Odvodna cijev u kanalizacijskim sustavima potrebna je za spajanje kanalizacijskih uspona na atmosferu. To je učinjeno kako bi se spriječilo prodiranje neugodnih mirisa u prostoriju, koji se stalno pojavljuju iz vodovodnih uređaja poput umivaonika ili WC-a. Konkretno, ventilatorska cijev se postavlja kada kuća ima više od jedne stambene razine.
Prije ugradnje novog komada cijevi, prvo morate ukloniti staru. Zatim morate provesti postupak poznat kao brtvljenje cijevi od lijevanog željeza. Ne može svatko napraviti ovaj posao vlastitim rukama, jer jurnjava zahtijeva određenu vještinu.


