Spajanje cijevi lemljenjem
Razmislite o spajanju bakrenih cijevi s spojnicama, nakon čega slijedi lemljenje, koje može biti nisko- i visokotemperaturno. U prvoj metodi lemljenje se izvodi na temperaturi od 300 ºC. Druga metoda se koristi u uređenju sustava s visokim opterećenjem za industrijske svrhe.
Spojnice služe kao spojnice za bakrene cijevi, dodatno su potrebni kositreni olovni lem i fluks.
Tehnologija lemljenja cijevi bit će sljedeća:
- Prije svega, izrezuje se cijev određene veličine. Ovaj se postupak mora provesti pažljivo, uzimajući u obzir dimenzije postojeće armature.
- Krajeve cijevi treba pregledati na bilo kakve nedostatke kao što su strugotine, pukotine ili neravnine. Ako se ne eliminiraju, tada će biti problema s nepropusnošću veze nakon završetka svih radova.
- Nakon što se uvjerite da su krajevi očišćeni, možete početi spajati. S obzirom na činjenicu da će se spojiti nekoliko cijevi, a mogu biti s različitim presjecima, potrebno je odgovarajuće odabrati okove.
- Zatim, kraj cijevi i unutarnje stijenke spojnica treba obraditi fluksom koji će odmastiti površine kako bi se dobila najkvalitetnija veza.
- Sada se kraj cijevi uvlači u konektor bakrene cijevi i zagrijava. Mora se odabrati tako da presjek bude 1-1,5 cm veći od presjeka cijevi.Cijevi se zagrijavaju plinskim plamenikom. Razmak između cijevi i spojke ispunjen je rastopljenim lemom. Danas na tržištu možete pronaći bilo koju vrstu lema koja odgovara vašim potrebama, tako da odabir ne bi trebao predstavljati problem.
- Nakon što se lem ravnomjerno rasporedi po obodu, dijelovi koji se spajaju moraju se ostaviti dok se potpuno ne stvrdne.
U završnoj fazi morate provjeriti priključke za bakrene cijevi i cijeli sustav tako što ćete u njega uliti vodu. U ovom trenutku ne samo da će se sustav provjeravati, već će se i očistiti od ostataka toka, koji s vremenom mogu uzrokovati koroziju metala.
Ugradnja raznih vrsta okova
Ugradnja različitih vrsta okova provodi se na različite načine. Međutim, prije početka uređenja veze potrebno je obaviti sljedeće radove:
- izrežite cijev na željenu duljinu, prema razvijenom projektu. Za rezanje bakrenih cijevi preporučljivo je koristiti rezač cijevi koji ne deformira rubove;
- očistite neravnine koje su ostale nakon rezanja. Da biste to učinili, možete koristiti beveler ili brusni papir;
- ako je potrebno, npr. kod montaže spojnice lemljenjem, proširite kraj cijevi za nekoliko milimetara.
Ugradnja kompresijskih spojnica
Za ugradnju kompresionog tipa trebat će vam ključ odgovarajuće veličine. Instalacija se odvija na sljedeći način:
- na pripremljeni dio cijevi stavljaju se pričvrsna matica i stezni prsten;
- cijev je spojena na odabrani spoj;
- spoj se fiksira prvo rukom, a zatim ključem.

Ugradnja kompresionog spoja
U procesu glatkog zatezanja matice, stezni prsten čvrsto prianja uz cijev, što omogućuje postizanje čvrstog spoja.
Montaža press spojnica
Za ugradnju press fitinga, morat ćete pripremiti posebne hvataljke ili pištolj za tisak (opremu koriste profesionalci. Klešta su dovoljna za spajanje cijevi kod kuće).
Shema instalacije je sljedeća:
- cijev je umetnuta u spojnicu;
- bilježi se maksimalna razina prodiranja kako se ne bi potpuno blokirao protok u cjevovodu;
- press rukav je komprimiran.

Pričvršćivanje kompresionog spoja na cijev
Za više informacija o ugradnji press spojnica pogledajte video.
Ugradnja navojnih spojnica
Priključci s navojem postavljaju se prema standardnoj shemi:
- na cijevi se izrezuje navoj uz pomoć posebnih alata;

Priprema navoja cijevi
- navoj na spojnici ili cijevi zapečaćen je odabranim materijalom;

Navoj za brtvljenje navoja Tangit Unilok
- spojnica je pričvršćena vijcima.
Budući da su bakrene cijevi prilično mekane, važno je ne zategnuti spoj s navojem.
Ugradnja spojnica za lemljenje
Ugradnja armatura postavljenih lemljenjem potpuno je slična postupku lemljenja cijevi:
- na pripremljeni dio cijevi nanosi se tok (posebna tvar za povećanje taljivosti lemljenja);
- stavlja se odabrani spojni element;
- uz pomoć plinskog plamenika i lemljenja puni se slobodni prostor u šavu.

Montaža spojnice za lemljenje
Prilikom izvođenja radova važno je strogo poštivati sigurnosne mjere. Lemljenje se vrši u dobro prozračenom prostoru
U blizini ne smije biti zapaljivih smjesa ili predmeta.
Dakle, možete sami odabrati i instalirati bilo koju vrstu armature za bakrene cjevovode.
Raznolikosti press spojnica za cijevi

Vrste navojnih spojnica
Ovisno o načinu primjene, razlikuju se dvije skupine takvih elemenata:
- Kompresija (pričvrsni spojevi za cijevi);
- Zalemljena.
Prvi su dizajnirani za izradu odvojivih spojeva cjevovoda. Mogu se izraditi u obliku:
- koljena;
- Tee;
- Spojnice;
- Dizalica.
Proizvodi ove skupine karakteriziraju niska cijena, mogućnost upotrebe nekoliko puta, jednostavnost ugradnje, koja se može izvesti bez posebnih alata.
Osim toga, s višekratnom upotrebom press spojnica, njihova se pouzdanost smanjuje.

Vrste kompresionih spojnica
Lemljivi modeli također su dostupni u različitim izvedbama:
- Redukcijske majice;
- rotacije od 45 i 90°;
- konture;
- Spojke su jedno- i dvocijevne;
- čepovi;
- Lukovi.
Njihovo pričvršćivanje vrši se kapilarnim lemljenjem pomoću koaksijalnog preklapanja. U tom slučaju rastaljeni lem se usisava u montažni razmak, što, kada se ohladi, čini spoj nepropusnim.
Prednosti kompresijskih spojnica uključuju njihovu nisku cijenu. Oni su najjeftiniji od svih postojećih sorti i izrađeni su od bakra Cu DHP. Mogu se koristiti i za zavarivanje na visokim i niskim temperaturama.
Gledamo video, nijanse instalacije, crimping:
Ugradnja takvih dijelova može značajno smanjiti vrijeme ugradnje, ali istodobno osigurava visoku čvrstoću i pouzdanost spojeva. Ono što čini bakrene cijevi i spojeve popularnim unatoč visokim cijenama. Samo za niskotemperaturno lemljenje proizvode se posebni dijelovi s utorom duž unutarnjeg opsega. U nju se u tvornici stavlja lem, a kada se takav element stavi na cijev prekrivenu fluksom i zagrijanu, spoj će biti zalemljen.
Tri glavne metode povezivanja
Prije spajanja komada bakrenih cijevi, moraju se izrezati u skladu sa dijagramom ožičenja i pripremiti. Trebat će vam rezač cijevi ili pila za metal, savijač cijevi i turpija. A za čišćenje krajeva neće povrijediti ni sitnozrnati brusni papir.
Samo ako imate dijagram budućeg cjevovodnog sustava u ruci, možete izračunati potrebnu količinu potrošnog materijala. Potrebno je unaprijed odlučiti gdje i kojeg promjera će cijevi biti montirane. Također je potrebno jasno razumjeti koliko je spojnih elemenata potrebno za to.
Opcija #1: Zavarivanje bakrenih cijevi
Automatsko ili ručno zavarivanje bakrenih cijevi zahtijeva elektrode i plin za stvaranje zaštitne atmosfere (dušik, argon ili helij). Također će vam trebati DC aparat za zavarivanje i, u nekim slučajevima, gorionik. Elektroda može biti grafitna, volframova, bakrena ili ugljična.
Glavni nedostatak ove tehnologije instalacije su značajne razlike u karakteristikama rezultirajućeg metala šavova i cijevi. Razlikuju se po kemijskom sastavu, unutarnjoj strukturi, električnoj i toplinskoj vodljivosti. Ako se zavarivanje ne izvede ispravno, spoj se naknadno može čak i raspršiti.
Zbog legiranja bakra kao posljedica djelovanja deoksidatora prisutnog u elektrodi, zavar se u mnogo čemu razlikuje od osnovnog metala koji se zavari.
Zavarivanje bakrenih cijevi može ispravno spojiti samo kvalificirani majstor. Za to su potrebna određena znanja i vještine.
Ova opcija instalacije ima puno tehnoloških nijansi. Ako planirate sve učiniti sami, ali nema iskustva sa aparatom za zavarivanje, onda je bolje koristiti drugu metodu povezivanja.
Opcija #2: kapilarno lemljenje
U domaćim uvjetima, bakrene cijevi rijetko se spajaju zavarivanjem vodovoda. Ovo je previše složeno, zahtijeva specijalizirane vještine i dugotrajno. Lakše je koristiti metodu kapilarnog lemljenja pomoću plinskog plamenika ili plamenika.
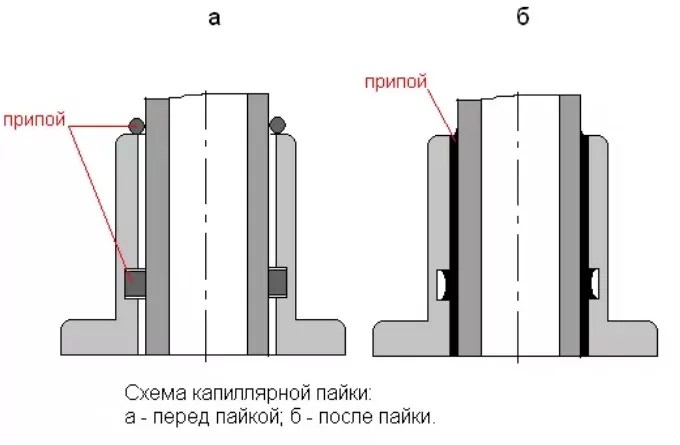
Tehnologija lemljenja bakrenih cijevi lemom temelji se na kapilarnom usponu (curenju) potonjeg nakon taljenja duž razmaka između dvije prešane metalne ravnine
Lemljenje bakrenih cijevi događa se:
- niske temperature - koriste se mekani lemovi i puhalica;
- koriste se visokotemperaturne - vatrostalne legure i propan ili acetilenski plamenik.
Ove metode lemljenja bakrenih cijevi nemaju veliku razliku u krajnjem rezultatu. Veza je u oba slučaja pouzdana i vlačna. Šav s visokotemperaturnom metodom je nešto jači. Međutim, zbog visoke temperature plinskog mlaza iz plamenika povećava se rizik od izgaranja kroz metal stijenke cijevi.
Koriste se lemovi na bazi kositra ili olova s dodatkom bizmuta, selena, bakra i srebra. Međutim, ako su cijevi zalemljene za sustav opskrbe pitkom vodom, onda je bolje odbiti olovnu verziju zbog njegove toksičnosti.
Galerija slika
Za provedbu niskotemperaturnog zavarivanja nije potrebno imati posebnu opremu i posebne vještine izvođača. Možete to učiniti sami
Kako spojiti bakrene proizvode
- Odrežite, kao u prethodnoj verziji, željeni segment proizvoda;
- Vanjski i unutarnji dijelovi se čiste od onečišćenja pomoću posebne ruffe ili spužve za bakar;
- Cijev je umetnuta u kapilarni spoj do granice, nanosi se fluks, čiji se višak može ukloniti čistom krpom;
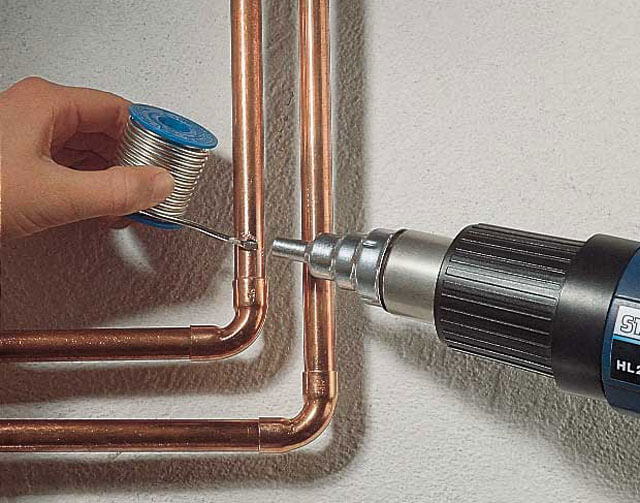
- Priključak se zagrijava pomoću plinskog plamenika ili posebnog građevinskog sušila za kosu, nanosi se lemljenje. Lem bi se trebao rastopiti i ravnomjerno ispuniti montažni razmak;
- Čekamo prirodno hlađenje lema. Ostaci fluksa uklanjaju se vlažnom i čistom krpom.
Sada znate kako spojiti bakrene cijevi na nekoliko načina. Ako vam se nešto u ugradnji bakrenih proizvoda čini nejasnim, uvijek možete pogledati video s uputama. U principu, ovaj posao je prilično jednostavan i možete ga učiniti sami, bez pribjegavanja uslugama profesionalaca.
Čak i uz činjenicu da se polimerne cijevi sve češće koriste, metalni proizvodi i dalje su veliki uspjeh. U pravilu se kao metal koriste bakar, mjed i čelik. Za bolje u smislu otpornosti na koroziju i visoke temperature, izdvaja se bakar. Zapravo, o spajanju bakrenih cijevi će se raspravljati u ovom članku.
Čak i unatoč činjenici da se bakrene cijevi razlikuju po visokoj cijeni, s obzirom na sve karakteristike materijala, njihova je uporaba sasvim opravdana.
Prije svega, prije spajanja bakrenih cijevi, vrijedi odlučiti kako ih spojiti, lemljenjem ili na drugi način.
Radioamaterska tehnologija
|
|
|||||
|
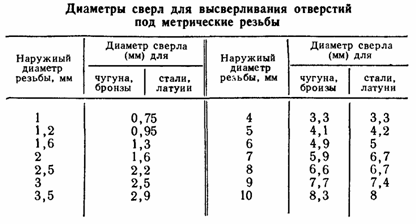
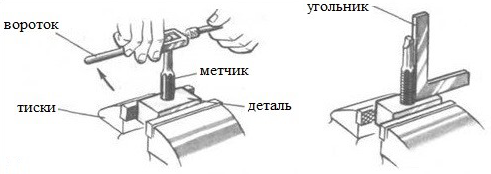
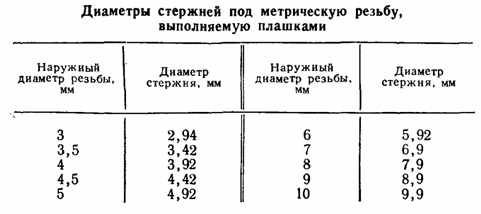
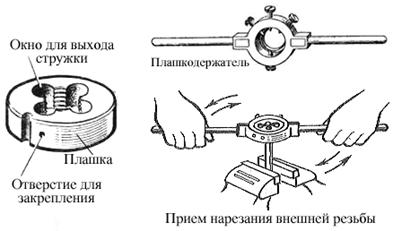
Unutarnji navoj se reže slavinama.Prilikom rezanja navoja promjera do 10 mm ručno se koristi set od tri slavine: grubi, srednji i završni, koji imaju jedan, dva i tri rizika na cilindričnom dijelu drške. Mogu se koristiti i dvije slavine - gruba i završna obrada, s jednim i dva rizika na slavini. Ispravan izbor promjera rupe je od velike važnosti. Ako je promjer veći nego što bi trebao biti, tada unutarnji navoj neće imati puni profil i rezultirat će slab spoj. Kod manjeg promjera otvora ulazak slavine u nju je otežan, što dovodi do sloma prvih navoja navoja ili do zaglavljivanja i loma slavine. Promjer rupe za metrički navoj može se približno odrediti množenjem veličine navoja s 0,8 (na primjer, za navoje M2, bušilica bi trebala imati promjer od 1,6 mm, za MZ - 2,4-2,5 mm, itd. (vidi Promjer svrdla u donjoj tablici odgovara standardnom koraku navoja. Prvo, nit se reže s prvom slavinom, zatim s drugom. Da biste odlomili čips, slavina se nakon svakog okretaja okreće u smjeru kazaljke na satu za pola okreta u suprotnom smjeru. Za hlađenje slavine i smanjenje napora pri rezanju navoja koriste se maziva: za aluminij - kerozin, za bakar - terpentin, za čelik - emulzija ili strojno ulje. Bronza i lijevano željezo se režu bez podmazivanja. Prilikom rezanja slijepe rupe, njegova dubina treba biti 3-4 mm veća od duljine potrebne niti. U tom slučaju potrebno je povremeno odvrnuti slavinu za uklanjanje strugotina iz rupe. Vanjski navoji na vijcima, vijcima i vijcima izrezuju se ručno pomoću kalupa. Promjer šipki za vanjski metrički navoj treba odabrati prema tablici. Šipka s navojem mora imati čistu površinu; nemoguće je rezati niti na šipkama prekrivenim ljuskom ili hrđom, jer se u tom slučaju matrice brzo troše. Prije uvlačenja navoja, šipka se stegne u škripac tako da njezin kraj strši iznad razine čeljusti škripca nešto više od duljine dijela koji se reže, a na samom kraju šipke se uklanja skošena kosina. Na početku urezivanja navoja potrebno je osigurati da se matrica usiječe u šipku bez izobličenja. Kada je matrica nagnuta, profil navoja je izobličen i zupci matrice se mogu slomiti. Ohladite kalup na isti način kao i slavinu.
|
|||||
|
|||||
|
|||||
Prednosti bakrenih cijevi i njihovi nedostaci
Trenutno je nemoguće sa sigurnošću reći zašto se bakrene cijevi za vodoopskrbu rijetko koriste u ZND. Jedan od vjerojatnih razloga je visoka cijena takvih proizvoda, iako ako uzmemo u obzir troškove popravaka u jednom konkretnom stanu, razlika nije tako velika.
Drugi čimbenik je ogromna raznolikost alternativa na tržištu građevinskih materijala, koje mogu biti dostojna zamjena za čelične cijevi koje su sklone oksidaciji i teško se postavljaju. No, najvjerojatniji razlog je još uvijek u davno uvriježenim navikama koje se prenose s koljena na koljeno.

Razmotrite glavne prednosti bakrenih cijevi:
- praktički nisu podložni oksidaciji i koroziji;
- temperaturni prag za rad cijevi je od -110 ℃ do 250 ℃;
- svojstva materijala omogućuju izbjegavanje stvaranja bilo kakvih naslaga na unutarnjim stijenkama cijevi;
- Vijek trajanja bakrenih cijevi za vodoopskrbu je prilično dug, a trošak njihove ugradnje i održavanja iznimno je mali.

Ipak, nemoguće je ne primijetiti neke nedostatke u bakrenim cijevima za vodovod:
- S nekim metalima, posebice aluminijem i čelikom, bakar čini galvanski par. Stoga, ako čak i vrlo slaba struja teče na mjestu kontakta između navoja i bakrene cijevi, može doći do ozbiljnih komplikacija.
- Bakar je izvrstan vodič, koji u nekim situacijama može izazvati strujni udar. To se čak može dogoditi i bez vaše krivnje - na primjer, ako, zbog kvara perilice rublja, susjedi imaju kvar između faze i uzemljenja na vodovod.
- Ugradnja vodovodnih bakrenih cijevi i armatura prilično je naporna. Iako se princip ugradnje kompresijskih spojnica neće razlikovati od, recimo, rada s metalno-plastičnim cijevima, ipak će se morati uložiti mnogo više truda (pročitajte: "Kako pravilno ugraditi bakrene cijevi - savjet stručnjaka"). Ako se cijevi spajaju lemljenjem, tada će biti potrebni potrošni materijal (lem, fluks), poseban alat (puhalica), kao i vještine.
Elementi za spojeve bakrenih cijevi
Bakreni priključci, koji se koriste za spajanje bakrenih cijevi, predstavljeni su na suvremenom tržištu u raznim veličinama i izvedbama. Najpoznatije vrste takvih spojnih elemenata su:
- navojni spojevi za bakrene cijevi;
- samozaključujući spojni elementi;
- armature tipa kompresije ili stiskanja;
- tzv. press spojnice;
- spojne armature kapilarnog tipa.
Od svih navedenih vrsta spojnih elemenata, prešani spojevi za bakrene cijevi se najmanje koriste u naše vrijeme, što se objašnjava sljedećim razlozima: njihova ugradnja zahtijeva korištenje složene i skupe opreme: posebne preše. Dizajn press spojnica izvorno je razvijen kako bi se uz njihovu pomoć spojile plastične i metalno-plastične cijevi, pa njihova upotreba za montažu bakrenih proizvoda nije uvijek preporučljiva.

Kliješta za prešanje
Kako bi cjevovod, u čijem se uređenju koriste bakreni dijelovi, služio što je duže moguće i bio vrlo pouzdan, preporučljivo je tijekom njegove ugradnje koristiti elemente od homogenih materijala. Spajanje bakrenih cijevi s armaturama koje su izrađene od drugih sirovina treba obavljati samo u rijetkim iznimkama.
Ako tijekom ugradnje cjevovoda nije moguće izbjeći korištenje armatura izrađenih od različitih materijala, tada se takav postupak mora provesti, poštujući sljedeća jednostavna pravila:
- bakrene cijevi u komunikacijama, za stvaranje kojih se koriste elementi iz različitih materijala, uvijek se postavljaju nakon proizvoda od crnih metala: u smjeru tekućine;
- bakreni dijelovi cjevovoda ne mogu se spojiti na pocinčane armature, a nepoštivanje ovog zahtjeva će uzrokovati elektrokemijske reakcije u takvim sustavima, što će značajno ubrzati proces korozije čeličnih dijelova;
- Bakreni elementi cijevnih konstrukcija mogu se spojiti na dijelove od čelika otpornih na kiseline, ali ako je moguće, bolje je takve dijelove zamijeniti spojevima od polivinil klorida.
Ako veza curi
Nažalost, povremeno se pojavljuju greške u člancima, ispravljaju se, nadopunjuju, razvijaju, pripremaju novi.
Kako rasporediti odgovornosti na pješačenju....
Savjeti za organizaciju planinarenja, odabir sudionika, optimalno…
Priprema juhe - gravilatni pire. Sastojci, sastav. dijeta…
Kako kuhati juhu - gravilirajte pire. Osobno iskustvo. Savjet. Detaljne upute…
Oblaganje zidova i stropa klapnom....
Kako obložiti klapnu da izgleda lijepo i profesionalno. Praktično iskustvo…
Auchan je lanac trgovina i hipermarketa. Povratne informacije kupaca, pre...
Pričajmo o Asani. Što volim kupiti u njemu, što radije kupujem...
Spajanje bakrenih cijevi izvodi se na tri načina: na kompresijskim spojevima, kapilarnim lemljenjem i pomoću press spojnica. Svaka od ovih metoda ima svoje prednosti i nedostatke. Sve ovisi o uvjetima u kojima se planira raditi vodovodni sustav.
Proces valjanja bakrenih cijevi
Prilikom uređenja sustava grijanja i vodovoda, čiji su dijelovi izrađeni od bakra, često se izvode tehnološke operacije kao što su spaljivanje ili demontaža bakrenih cijevi. Uz pomoć ove operacije, za koju se mogu koristiti različiti alati, mijenjaju se geometrijski parametri krajeva cijevi koje se spajaju bez promjene performansi proizvoda.
Raširene bakrene cijevi
Najjednostavniji alat s kojim se izvodi ova operacija je šipka s konusnim vrhom, koja se umetne u kraj bakrene cijevi i u njoj se okreće dok ne dobije željeni geometrijski oblik. Ovaj uređaj, iako je prilično jednostavan za korištenje, ne dopušta visokokvalitetno spaljivanje, pružajući ujednačen pritisak na zidove.
Učinkovitiji uređaj za spaljivanje je uređaj koji se sastoji od stezaljke koja vrši pritisak na radni konus, kao i postolja s nekoliko rupa ili jednom univerzalnom, u koju se umetnu bakrene cijevi različitih promjera. Za ugradnju sustava grijanja ili vodovoda, koji se sastoje od bakrenih elemenata, domaći majstori najčešće koriste upravo takve uređaje.
Stručnjaci koji se profesionalno bave instalacijom komunikacijskih sustava koji se sastoje od bakrenih elemenata koriste uređaje za rasklapanje, čiji dizajn ima ekscentrik i sigurnosnu čegrtaljku. Krajevi cijevi, na koje se prvo stavljaju matice, ravnomjerno se razvaljuju na takvom uređaju duž njihove unutarnje površine, za što se koristi ekscentrik.

Komplet za šišanje bakrenih cijevi
U takvom uređaju neophodna je čegrtaljka koja ograničava silu koja djeluje na kraj cijevi kako se zidovi ne bi rasprsnuli pod pretjeranim pritiskom na njih. Velika prednost korištenja takvog profesionalnog učvršćenja je da se prilikom uporabe ne stvaraju mali žljebovi i udubljenja na unutarnjoj površini. Upravo su ti žljebovi i udubljenja koja nastaju pri korištenju primitivnijih uređaja najvjerojatniji izvori propuštanja, što u konačnici značajno skraćuje vijek trajanja cjevovoda.
Nijanse korištenja bakrenih cijevi
Za početak razmotrite pozitivna svojstva bakra kao metala. Sigurno ste već čuli za prednosti koje pružaju bakrene cijevi u odnosu na uobičajene čelične ili metalno-plastične spojeve.
Bakar je plemenit metal. S njom je jako ugodno raditi. Da biste razumjeli zašto stručnjaci preporučuju korištenje bakra pri sastavljanju cjevovoda, trebali biste pobliže pogledati jedinstvene mogućnosti bakrenih cijevi.
A ovdje se stvarno ima što vidjeti. Bakrene cijevi:

- imaju antibakterijska svojstva; ne reagiraju na temperaturne promjene, a mogu izdržati i iznimno visok radni raspon; jednostavna instalacija; imaju relativno malu težinu; imaju dobru čvrstoću; ugodan izgled; tijekom, bez pretjerivanja, stotinama godina) .
I to nisu sve postojeće prednosti. Ne zaboravimo na glatkoću bakrene površine, a što je metalna površina gušća u cjevovodu, to je manja šansa da se nešto taloži na unutarnjim stijenkama cijevi.
Jedini nedostatak bakrenih cijevi je njihova cijena. To je cijena koja odvraća većinu kupaca. Što je, inače, sasvim logično.
I nisu uvijek bakrene cijevi stvarno potrebne. Mogu se uspješno zamijeniti čeličnim cijevima ili metalno-plastičnim cijevima, ali rezultat neće biti tako impresivan i izdržljiv.

Preklopivi spojni spoj za bakrene cijevi
Oni koji se odluče koristiti bakar za opremanje vodoopskrbnih sustava u svom domu trebaju obratiti pozornost na činjenicu da spajanje bakrenih cijevi ima nekoliko značajki.
Važno je uzeti u obzir neku hirovitost bakra. Strogo se ne preporuča koristiti armature izrađene od čelika ili drugih metalnih proizvoda pri obradi bakrenih cijevi.
Strogo se ne preporuča koristiti armature izrađene od čelika ili drugih metalnih proizvoda pri obradi bakrenih cijevi.
Važno je uzeti u obzir neku hirovitost bakra. Strogo se ne preporuča koristiti armature izrađene od čelika ili drugih metalnih proizvoda pri obradi bakrenih cijevi.

Samo bakar dobro komunicira s bakrom, također je prikladan mjed ili bronca. Spoj sastavljen od gore navedenih metala služit će vam barem desetljećima.
Bakrene cijevi se sastavljaju na razne načine. Međutim, prema prilično impresivnom broju stručnjaka, kompresijski spojevi pružaju najjaču vezu i najmanje poteškoća tijekom rada.
Instalacija kompresionih armatura prilično je trivijalna, a oni su sami proračunati posebno kako bi se pojednostavio tijek rada
Međutim, ima nekoliko nijansi na koje biste trebali obratiti pažnju. U većini slučajeva govorimo o suptilnim točkama u vezi s tijekom rada, kao i o značajkama aplikacije.