Instalacija spojnice uradi sam
Za spajanje HDPE cijevi tijekom izgradnje cjevovoda za kanalizaciju, vodoopskrbu itd elektrofuzijske spojke trebat će pripremiti:
- mjerač vrpce i marker;
- rezač cijevi;
- šmirgl papir;
- aceton;
- specijalni aparat za zavarivanje.
Aparat za ugradnju elektrofuzijskih armatura
Uređaj za montažu elektrofuzijskih spojnica može se unajmiti u specijaliziranim prodavaonicama.
Tehnologija ugradnje spojke je sljedeća:
- priprema cijevi. Polietilenska cijev se reže u skladu s dimenzijama utvrđenim shemom budućeg cjevovoda. Rez je napravljen što je moguće ravnomjerniji i jasniji pod kutom od 90º. Inače, neće biti moguće postići potpunu nepropusnost veze;

Priprema cijevi za spajanje
nakon rezanja, krajevi cijevi se čiste od neravnina i drugih hrapavosti, potpuno se čiste od prljavštine pomoću acetona ili bilo koje druge vrste otapala;
cijevi su vrlo pažljivo pričvršćene u spojnicu
Posebno je važno pratiti ugradnju cijevi u spojni element ako se za montažu koriste spojnice starog tipa, koje nisu opremljene posebnim pričvrsnim elementima ili velikim spojnicama, u čijoj se proizvodnji pričvršćivači ne montiraju; Za ispravniju ugradnju armature preporuča se unaprijed označiti razmak na cijevi koji će se nalaziti unutar spojnog elementa
Za ispravniju ugradnju armature preporuča se unaprijed označiti razmak na cijevi, koji će se nalaziti unutar spojnog elementa.

Pravilno spajanje cijevi i elektrofuzijske armature
- na elektrofuzijsku spojku spojen je uređaj za zagrijavanje i taljenje niti, zbog čega je spoj fiksiran;

Priprema za ugradnju spojnice
- oprema je konfigurirana u skladu s tehničkom dokumentacijom isporučenom s okovom. Ako se za obavljanje posla koristi automatski stroj za zavarivanje, tada se ovaj korak može zanemariti, jer će oprema samostalno odabrati optimalni način rada;
- zavarivanje se izvodi u skladu s indikacijama indikatora;
- nakon završetka rada, kablovi se uklanjaju, a gotova veza se drži dok se potpuno ne ohladi, što traje otprilike 20-30 minuta;
- provjerava se nepropusnost i čvrstoća zavarivanja.
Korak po korak postupak ugradnje elektrofuzijske spojke prikazan je u videu.
Elektrofuzijske spojke ne zahtijevaju posebno održavanje tijekom cijelog razdoblja uporabe. Ako tijekom rada spojnica postane neupotrebljiva, bit će potrebna njegova potpuna zamjena.
Uređaj za elektrofuzijsko spajanje
Standardna utičnica za električno zavarivanje sastoji se od sljedećih elemenata:
- kućište, koje može biti izrađeno od različitih vrsta polietilena;
- grijaći niti. Trenutno se koriste niti od bakra ili ugljika. Ugljične niti se zagrijavaju brže, ali takav spoj također košta više;
- kontakti za spajanje terminala opreme za zavarivanje;
- pričvršćivači smješteni na cijevi i dizajnirani za trajnije spajanje fitinga i cijevi;
- indikator pomoću kojeg možete odrediti napredak zavarivanja.
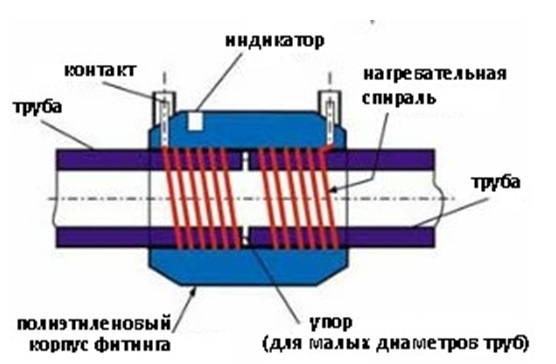
Komponente elektrofuzijske spojke
Prednosti i nedostaci okova
Glavne prednosti spojnica dizajniranih za spajanje cijevi električnim zavarivanjem su:
- svestranost. Spojke se mogu koristiti u izgradnji bilo kojeg cjevovoda (vodoopskrba, kanalizacija, opskrba plinom i tako dalje);
- izdržljivost;
Prosječni vijek trajanja elektrofuzijske spojke kada je pravilno instaliran je 50 godina.
- otpornost na koroziju;
- otpornost na padove tlaka i temperature u cjevovodu;
- jednostavnost i jednostavnost instalacije;
- raznolikost oblika i veličina spojnih okova.
Značajni nedostaci PE elektrofuzijskih armatura je nemogućnost njihove uporabe pod sljedećim uvjetima:
- na temperaturama ispod 0ºS;
- na temperaturama iznad 40ºS;
- pri tlaku u cjevovodu preko 16 atmosfera.
Kriteriji odabira spajanja
Prilikom odabira elektrofuzijskih armatura, uzmite u obzir:
- vrsta spojnog elementa;
- dimenzije ugradnje;
- proizvodna tvrtka.
Vrste elektrofuzijskih armatura
Vrsta armature odabire se ovisno o karakteristikama priključka na cjevovodni sustav iu skladu s mrežnim dijagramom. Elektrofuzijski priključci namijenjeni su za:
- za zavarivanje cijevi pod različitim kutovima;
- za spajanje cijevi istog promjera;
- za estrih cijevi različitih promjera;
- za spajanje dodatne utičnice.

Odabir vrste elektrofuzijske spojke
Raznolikost veličina
Sljedeći parametar je odabir ukupnih dimenzija spojnog elementa. Ukupne dimenzije su:
- unutarnji promjer (dn);
- vanjski promjer (de). ;
- ugradbena duljina (Z);
- duljina jedne komponente okova (L);
- udaljenost do terminala i od terminala (f) do ruba spojnice (a).
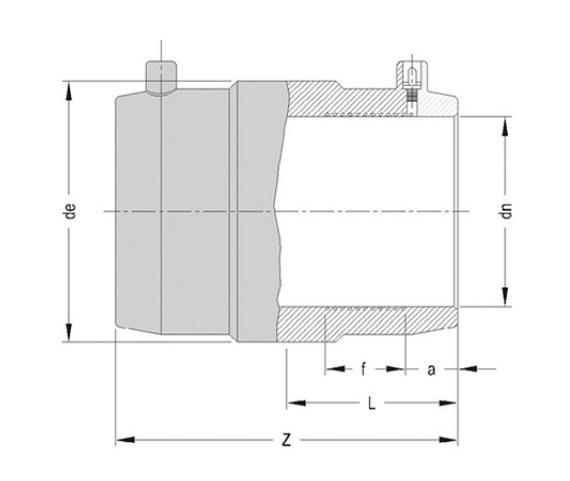
Glavne dimenzije okova
Trenutno se proizvode spojnice promjera od 20 mm do 400 mm. Spojnica će biti kvalitetnija ako tehnički parametri spojnice u potpunosti odgovaraju parametrima cijevi koje se spajaju.
Proizvođači
Kako bi se osigurala kvaliteta zavara i korištenog spoja, preporuča se odabir spojnih elemenata od najpopularnijih proizvođača, koji uključuju:
- Chiorino (Italija);
- Optibelt (Njemačka);
- Nupigeco (Italija);
- Ammeraal Beltech (Holandija).
Proizvodi ovih tvrtki izrađeni su od visokokvalitetnih materijala u skladu sa svim normama i pravilima, što omogućuje postizanje maksimalne kvalitete elektrofuzijskih armatura.


