Izbor tehnike montaže
U praksi se najčešće koriste dvije opcije za ugradnju bakrenog cjevovodnog sustava. Prije početka rada, svatko odlučuje za sebe koji će cjevovod biti: odvojivi ili jednodijelni.
Postoje sljedeće metode povezivanja:
- zavarivanje električnim strojem,
- pritiskom,
- pomoću plinskog plamenika ili električnog lemilice.
U proizvodnji je dopušteno odabrati sve metode, bez obzira na vrstu cjevovoda. Glavna stvar je odlučiti hoće li se okovi dodatno koristiti ili ne. Ako sustav mora biti lagan i pristupačan u smislu popravka ili dodavanja dodatnih elemenata, preporučljivo je napraviti cjevovod odvojivim. Okov se može birati:
- kompresija,
- s navojem,
- s automatskim zaključavanjem.
Za samostvaranje, ovo je najbolja opcija, nema potrebe za lemljenjem. Nije potrebno imati veliko iskustvo ili znanje da sami napravite sklopivi sustav kod kuće. Povremeno ćete morati zategnuti matice kako biste izbjegli curenje. Stalno podešavanje pritiska dovodi do smanjenja čvrstoće pričvrsnih elemenata.

Tri glavne metode povezivanja
Prije spajanja komada bakrenih cijevi, moraju se izrezati u skladu sa dijagramom ožičenja i pripremiti. Trebat će vam rezač cijevi ili pila za metal, savijač cijevi i turpija. A za čišćenje krajeva neće povrijediti ni sitnozrnati brusni papir.
Samo ako imate dijagram budućeg cjevovodnog sustava u ruci, možete izračunati potrebnu količinu potrošnog materijala. Potrebno je unaprijed odlučiti gdje i kojeg promjera će cijevi biti montirane. Također je potrebno jasno razumjeti koliko je spojnih elemenata potrebno za to.
Opcija #1: Zavarivanje bakrenih cijevi
Automatsko ili ručno zavarivanje bakrenih cijevi zahtijeva elektrode i plin za stvaranje zaštitne atmosfere (dušik, argon ili helij). Također će vam trebati DC aparat za zavarivanje i, u nekim slučajevima, gorionik. Elektroda može biti grafitna, volframova, bakrena ili ugljična.
Glavni nedostatak ove tehnologije instalacije su značajne razlike u karakteristikama rezultirajućeg metala šavova i cijevi. Razlikuju se po kemijskom sastavu, unutarnjoj strukturi, električnoj i toplinskoj vodljivosti. Ako se zavarivanje ne izvede ispravno, spoj se naknadno može čak i raspršiti.
Zbog legiranja bakra kao posljedica djelovanja deoksidatora prisutnog u elektrodi, zavar se u mnogo čemu razlikuje od osnovnog metala koji se zavari.
Zavarivanje bakrenih cijevi može ispravno spojiti samo kvalificirani majstor. Za to su potrebna određena znanja i vještine.
Ova opcija instalacije ima puno tehnoloških nijansi. Ako planirate sve učiniti sami, ali nema iskustva sa aparatom za zavarivanje, onda je bolje koristiti drugu metodu povezivanja.
Opcija #2: kapilarno lemljenje
U domaćim uvjetima, bakrene cijevi rijetko se spajaju zavarivanjem vodovoda. Ovo je previše složeno, zahtijeva specijalizirane vještine i dugotrajno. Lakše je koristiti metodu kapilarnog lemljenja pomoću plinskog plamenika ili plamenika.
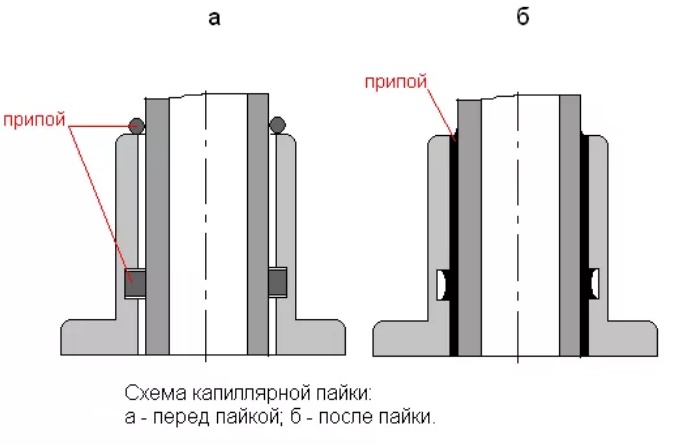
Tehnologija lemljenja bakrenih cijevi lemom temelji se na kapilarnom usponu (curenju) potonjeg nakon taljenja duž razmaka između dvije prešane metalne ravnine
Lemljenje bakrenih cijevi događa se:
- niske temperature - koriste se mekani lemovi i puhalica;
- koriste se visokotemperaturne - vatrostalne legure i propan ili acetilenski plamenik.
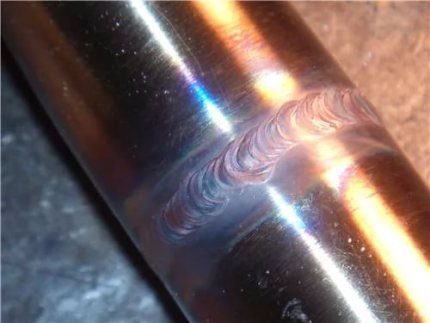
Ove metode lemljenja bakrenih cijevi nemaju veliku razliku u krajnjem rezultatu. Veza je u oba slučaja pouzdana i vlačna.Šav s visokotemperaturnom metodom je nešto jači. Međutim, zbog visoke temperature plinskog mlaza iz plamenika povećava se rizik od izgaranja kroz metal stijenke cijevi.
Koriste se lemovi na bazi kositra ili olova s dodatkom bizmuta, selena, bakra i srebra. Međutim, ako su cijevi zalemljene za sustav opskrbe pitkom vodom, onda je bolje odbiti olovnu verziju zbog njegove toksičnosti.
Galerija slika
Za provedbu niskotemperaturnog zavarivanja nije potrebno imati posebnu opremu i posebne vještine izvođača. Možete to učiniti sami
Komunikacije iz bakrenih cijevi i fitinga
Visokokvalitetne bakrene cijevi i fitinge, čije su tehničke i operativne karakteristike u skladu s međunarodnim standardima ISO 9002, BS2 i DIN, danas proizvode strane i domaće tvrtke. Takve cijevi, kao i spojni elementi za njih, uspješno podnose visoki tlak medija koji se kroz njih transportira, visoke i niske temperature te mehanička naprezanja kojima mogu biti izloženi tijekom rada, transporta i skladištenja.
Za razliku od polimernih cijevi popularnih u naše vrijeme, proizvodi od bakrenih cijevi ne propadaju od izlaganja sunčevoj svjetlosti, ne boje se korozije, što je prava pošast za proizvode izrađene od crnih metala. Što se tiče vijeka trajanja po kojem se bakrene cijevi i spojevi razlikuju, s njima se ne može usporediti niti jedan sličan proizvod izrađen od drugog materijala. Važno je napomenuti da su bakreni proizvodi praktički vječni, životni vijek komunikacija od njih je najmanje 100 godina.

Sustav grijanja i vodoopskrbe iz bakrenih cijevi u privatnoj kući
Cijevni proizvodi, kao i spojni elementi od bakra, koriste se za uređenje inženjerskih mreža u različite svrhe:
- sustavi grijanja;
- klimatizacija;
- opskrba hladnom i toplom vodom;
- plinske komunikacije.
Oni potrošači koji se odluče koristiti proizvode od bakrenih cijevi i bakrene armature uglavnom ih koriste za opremanje pouzdanih i izdržljivih vodovodnih mreža. Fitingi izrađeni od bakra su kompaktniji i izgledaju puno čišće od onih izrađenih od crnih metala. To se objašnjava činjenicom da pri projektiranju i proizvodnji bakrenih armatura nema potrebe da se njihove stijenke debljaju, uzimajući u obzir njihovu daljnju koroziju, jer joj jednostavno nisu podložni.

Ugradnja bakrenih cijevi u sustav grijanja učinite sami
Postoji nekoliko razloga koji objašnjavaju veliku popularnost cijevi i spojeva za njih izrađenih od bakra:
- bakar, kao što znate, ima antiseptička svojstva, stoga se u vodovodnim cijevima napravljenim od ovog metala ne razvijaju patogeni, a kvaliteta vode koja se transportira kroz njih čak se poboljšava;
- instalacija cjevovoda za koje se koriste bakrene cijevi i spojni elementi mnogo je lakša od komunikacija iz crnih cijevi;
- zbog visoke plastičnosti bakra, cijevi od ovog metala, kada se voda zamrzne u njima, ne pucaju, već se jednostavno deformiraju; za uništavanje bakrene cijevi potrebno je primijeniti unutarnji tlak od 200 atm na nju, a takvi pritisci jednostavno ne postoje u kućanskim komunikacijama.
Lemljenje bakrenih cijevi
Lemljenje se vrši zbog prianjanja između rastaljenog bakreno-fosfornog ili srebrnog lema i zagrijanih cijevi koje se spajaju. Lem se raspoređuje na spoju pod djelovanjem kapilarnih sila, "vlažeći" osnovni metal. Za poboljšanje kvalitete lemljenja i povećanje koeficijenta prianjanja koriste se posebni tokovi, a površine lemljenja se prethodno čiste. Prilikom lemljenja potrebno je ravnomjerno zagrijati dijelove koji se spajaju na potrebnu temperaturu.
Stoga je kod lemljenja važna vrsta plamena plamenika, što ukazuje na ravnotežu mješavine plina.Smanjenje plamena plamenika ukazuje na višak goriva u smjesi koji premašuje sadržaj kisika. Prezasićena plinska smjesa, zbog viška kisika, tvori plamen koji oksidira površinu metala. Znak ove pojave je crni premaz na metalu. Uravnotežena mješavina plina, kada izgori, tvori plamen koji zagrijava metal bez ikakvog drugog učinka.
Kada radite na lemljenju bakrenih cijevi, također imajte na umu da:
- Primjena fluksa potiče prianjanje lema na metal.
- Mjesto lemljenja je prethodno servisirano.
- Za kvalitetno lemljenje potrebno je potrebno zagrijavanje zalemljenih dijelova.
- Za lemljenje bakrenih cijevi potrebno je čišćenje spoja.
Alati za lemljenje bakra
Za lemljenje bakra koriste se posebna lemila i plinski plamenici.
Pri radu s bakrenim cijevima, osim lemljenja i stiskanja, potrebno ih je rezati, savijati, proširivati i zrnati. Savijanje cijevi kako bi se izbjeglo nabiranje i spljoštenje izvodi se pomoću polužnog savijača cijevi. Štoviše, za cijevi promjera do 15 mm, radijus savijanja mora biti najmanje 3,5 promjera. Za cijevi velikih promjera, radijus savijanja mora biti najmanje 4 promjera. Cijevi možete rezati i nožnom pilom, ali najbolje je rezačem cijevi, što vam omogućuje da to učinite točno na oznaci i bez izobličenja. Nakon svakog okretaja potrebno je zategnuti rezni valjak zatezanjem vijka za podešavanje. Neravnine koje se pojavljuju tijekom postupka rezanja moraju se ukloniti.
Kako bi se osiguralo umetanje cijevi u cijev, koriste se posebna ekspanderska kliješta i trnovi.
Vrste okova
Svi spojni elementi podijeljeni su u nekoliko tipova prema svojim funkcijama:
- Ravno - za izravno spajanje dvije cijevi istog promjera. Takve armature nazivaju se spojnicama, tijelo je obično u obliku cilindra.
- Prijelazni - za izravno spajanje dviju cijevi različitih promjera. Adapteri, ili reduktori, imaju složen oblik: dva kratka cilindra različitih veličina povezana su skraćenim konusom.
- Kutni ili rotacijski - za spajanje identičnih cijevi pod kutom. Takvi okovi nazivaju se zavojima ili kutovima, kut savijanja tijela je od 15 do 90 stupnjeva.
- Grananje - kombinirati dva ili više tokova ili podijeliti jedan tok na nekoliko. Tijela imaju tri granaste cijevi, čiji promjeri mogu varirati. Kućišta križnog tijela sastoje se od četiri ili više mlaznica povezanih pod pravim kutom.
- Brtvljenje - za blokiranje slobodnih ogranaka. Ovi oblikovani elementi, nazvani čepovi, su poklopac ili čep.
Mnogi, po mom mišljenju, pogrešno vjeruju da su bakrene cijevi za instalaciju vodovoda ili grijanja kuće prilično skupe, a neki da je stoljeće bakra za te namjene stvar prošlosti
U ovom unosu pokušat ćemo vam dokazati da to nije tako, upravo zato što je bakar prilično prikladan materijal za montažu bilo koje konstrukcije, a ako uzmemo u obzir njegovu trajnost, onda je u mnogim slučajevima nezamjenjiv i upravo ona koga će revni vlasnik izabrati za svoj dom
Ako usporedimo bakar s drugim materijalima od kojih se izrađuju vodovodne i druge komunikacijske cijevi (na primjer, s plastikom ili), onda su njegove prednosti očite. Prije svega, radi se o neobično dugom vijeku trajanja: bakrene cijevi i fitinzi često traju sve dok postoji sama zgrada.
Bakar je vrlo plastičan, što povećava sigurnost vodoopskrbe i zadržava svojstva u širokom temperaturnom rasponu (od -200 do +250 ° C), što čini cijevi otpornim na smrzavanje kada se napune vodom.
Bakrene cijevi su otporne na ultraljubičasto zračenje (za razliku od plastike), imaju nizak koeficijent hrapavosti, što im omogućuje upotrebu u sličnim uvjetima
Bakreni cjevovod praktički nije pod utjecajem raznih vrsta virusa i bakterija, ne boji se ulja, masti i raznih štetnih tvari. Čak ni klor, koji je neizbježan za naše vodovodne cijevi, nije u stanju uništiti bakrenu cijev, već, naprotiv, zbog stvaranja oksidnog sloja na njezinim unutarnjim stijenkama, klor pomaže produljiti vijek trajanja cijevi.
Cijevi
Bakrene cijevi za vodoopskrbu kružnog presjeka proizvode se u zavojnicama (duljine 25 i 50 m) i u segmentima (šipke različitih duljina). Najčešće korištene cijevi imaju promjere od 8 do 28 mm s debljinom stijenke od 1 mm. Vrijedno je naglasiti da su bakrene cijevi zbog tankih stijenki puno lakše od čeličnih cijevi. Mogu biti izolirane.
Ugradnja bakrenih cijevi ne uzrokuje posebne poteškoće, uglavnom zbog činjenice da su dobro izrezane i savijene. Bakrene cijevi mogu se spojiti na dva načina: odvojive i jednodijelne. Drugi uključuje lemljenje, zavarivanje, stiskanje.
Za spajanje cijevi, spajanje na armature, razne armature se koriste za postojeći vodovod.
Uklapanje
Postoji veliki broj varijanti spojnih i prijelaznih okova. Primjeri nekih prikazani su na fotografijama 1-12. Dakle, za lemljenje se ne koriste samo obične i adapterske spojke, već i razni koljena, T-evi, križevi, konture, valjci i čepovi. Postoje okovi s prijelazom zalemljene veze na navojni, na primjer, "amerikanac" s konusnom brtvom (15 × 1/2 ″). Navojni prešani spojevi često koriste čahuru, koja, kada je spojna matica zategnuta, stisne cijev, čime se zatvara spoj.
Ograničenja pri korištenju bakrenih cijevi
Unatoč brojnim prednostima koje imaju bakrene cijevi, postoje određena ograničenja u njihovoj upotrebi. Ova ograničenja su posljedica sljedećih karakteristika ovog metala.

Bakar je vrlo mekan i duktilan metal, tako da brzina protoka tekućine kroz cijevi od ovog materijala ne smije prelaziti 2 m / s. Ako voda koja teče kroz vodoopskrbne sustave sadrži čvrste čestice onečišćenja koje mehanički utječu na stijenke cijevi, to može uzrokovati postupno ispiranje metala (eroziju) i značajno smanjenje vijeka trajanja vodovoda.
Zato je, kako bi se osigurao pouzdan rad bakrenih cjevovoda, potrebno da voda za njih prođe prethodno pročišćavanje od nečistoća.Oksidni film koji se stvara na unutarnjim stijenkama bakrenih cijevi i pruža im još pouzdaniju zaštitu može nastaju samo kada je tvrdoća vode u dodiru s njima 1,42–3,42 mg/l, a pH 6,0–9,0. Ako se ovaj zahtjev zanemari, tada će se oksidni film (patina) na površini bakrenih cijevi stalno uništavati i obnavljati, što će u konačnici dovesti do postupnog smanjenja debljine njihovih stijenki i preranog trošenja.Ako voda transportirana kroz bakar cijevi će se dalje koristiti u prehrambene svrhe ili za piće, tada se za njihovu ugradnju ne smiju koristiti lemovi na bazi olova.S obzirom da je prosječni vijek trajanja bakrenih vodovodnih cijevi 50 godina, potrebno ih je ugraditi tako da se da ga na bilo koji način smanji. Dakle, nije dopušteno: uvijati cijevi, praviti nabore kada su savijene, uređivati džemove na njima više puta.
Fitingi za bakrene cijevi
- Prilikom lemljenja cijevi i bakrenih spojnica potrebno je pratiti njihovu temperaturu zagrijavanja, jer pregrijavanje može dovesti do smanjenja čvrstoće materijala i njegovog pucanja na spoju. Nakon lemljenja bakrenih cijevi i ugradnje fitinga potrebno je ukloniti korišteni tok iz unutrašnjosti vodoopskrbnog sustava, za koji se koristi metoda ispiranja .Takav tok, budući da je kemijski agresivna tvar, može dovesti do razvoja procesa korozije u cjevovodu. Ako je uporaba takvih elemenata neophodna, tada će pasivne anode pričvršćene na sustav pomoći u sprječavanju njihove korozije. Priključci koji se koriste za spajanje bakrene cijevi na vodoopskrbni element od drugog metala trebaju biti izrađeni od mjedi, bronce ili nehrđajućeg čelika. , to će izbjeći elemente korozije.
Međutim, čak i ova ograničenja, koja se mogu smatrati beznačajnim, ne smanjuju popularnost bakrenih cijevi, koje se smatraju najboljim materijalom za uređenje vodoopskrbnih sustava.
https://youtube.com/watch?v=7Wim2hDl1FUrel%3D0%26controls%3D0%26showinfo%3D0
- www.ocm.ru
- tubepro.ru
- www.trubygid.ru
- met-all.org
Vrste bakrenih okova
Različite vrste bakrenih spojnica omogućuju vam dovršavanje cjevovoda bilo koje konfiguracije. Ovisno o načinu povezivanja, postoje:
- dijelovi s navojem koji se mogu više puta demontirati;
- kompresijski ili kompresijski spojevi - varijanta sklopivih dijelova za ugradnju cijevi čak i na najnepristupačnijim mjestima. Sastoje se od prstena i matice koja učvršćuje spoj izvana;
- press spojnice - dijelovi za dovršavanje cjevovoda od bakra i polimera;
- dijelovi za lemljenje;
- samozaključujući spojni elementi - moderni tipovi dijelova, koji se sastoje od opružnog steznog mehanizma s brtvom, koji je zatvoren ključem, prilično su usporedivi s lemljenjem u pogledu nepropusnosti i čvrstoće spoja, dok je i dalje moguće demontirati sklop.
Bakreni okovi imaju promjer od 6-108 mm i mogu biti:
- spajanje - to su pogoni, spojke, okovi i adapteri;
- promjena smjera - laktovi i zavoji;
- razdvajanje - T-i i križevi, koji stvaraju nekoliko grana iz jedne cijevi i usmjeravaju ih u različitim smjerovima.
Izbor okova
Prilikom odabira fitinga za organizaciju cjevovoda za grijanje, vodovod ili drugi sustav, potrebno je uzeti u obzir sljedeće čimbenike:
- tip uređaja;
- namjenu i dimenzije spojnog elementa.
Vrste okova
Za spajanje bakrenih cijevi koriste se sljedeće vrste armatura:
- kompresija;
- stiskanje;
- s navojem;
- zalemljeni.
Kompresijski spojevi omogućuju vam da dobijete odvojivu vezu. Uređaji se sastoje od sljedećih elemenata:
- tijelo, koje se može izraditi izravno od bakra ili drugih metala: mjedi, bronce i tako dalje;
- stezni prsten koji daje nepropusnost spoja;
- čep matica, s kojom je spoj fiksiran.

Konektor za višekratnu upotrebu
Prednosti korištenja kompresionih spojnica su:
- jednostavnost ugradnje. Za sastavljanje cjevovoda s ovim elementima nije potrebna posebna oprema i dodatne vještine. Osim toga montaža okova se vrši u najkraćem mogućem roku;
- niska cijena okova, osobito ako se koriste uređaji od mesinga;
- mogućnost popravka bez zamjene.
Među najznačajnijim nedostacima armatura ove vrste su:
- nemogućnost ugradnje na cjevovode skrivenog tipa. Zbog niske razine nepropusnosti spoja i potrebe za stalnim zatezanjem spojne matice, preporuča se ugradnja kompresijskih spojnica isključivo na vanjske cjevovode;
- nemogućnost korištenja na cjevovodima namijenjenim transportu plina i tekućina pod visokim tlakom (razlog je niska razina nepropusnosti spoja).
Kada nekoliko puta koristite konektor tipa kompresije, razina pouzdanosti značajno se smanjuje.
Crimp fitinzi omogućuju vam jaču i čvršću vezu, što uvelike proširuje opseg njihove uporabe. Crimp ili press fiting sastoji se od:
- korpus;
- gumeni brtveni prsten, koji povećava nepropusnost;
- limiter, koji je najčešće izrađen od plastike;
- press rukav potreban za pričvršćivanje.

Element cjevovoda za postizanje čvrstog spoja
Prednosti crip fitinga uključuju:
- dobivanje najčvršćeg spoja u najkraćem mogućem vremenu;
- niska cijena;
- Mogućnost ugradnje u podzemne i skrivene cjevovode.
Jedini značajan nedostatak press fitinga je složenost instalacije, jer je za ugradnju ove vrste elemenata potrebna posebna oprema.

Najjednostavniji spojni elementi za cjevovod
Navojni okovi su najjednostavniji spojni elementi, koji se sastoje od tijela, na čijim krajevima je izrezan unutarnji ili vanjski navoj.
Za brtvljenje veze koriste se različite brtve: laneni konac, FUM traka i tako dalje.
Fitinzi za bakrene cijevi namijenjeni lemljenju koriste se iznimno rijetko, na primjer, za savijanje cjevovoda ili spajanje dodatnog izlaza. Takav se okov sastoji od tijela, a za njegovu ugradnju potreban je plinski plamenik.

Lemljeni uređaji
Trenutačno su kompresioni ili press spojevi najpopularniji pri montaži bakrenih cjevovoda.
Namjena i dimenzije okova
Nakon odabira vrste spojnog okova potrebno je odrediti namjenu uređaja i njegove ukupne dimenzije.
Po dogovoru, svi okovi su podijeljeni u sljedeće vrste:
- slavine. Koristi se kada je potrebno promijeniti kut prolaza cjevovoda za grijanje, vodoopskrbu i tako dalje;
- T-e, koje se ugrađuju ako je potrebno spojiti dodatni vod na cjevovod;
- križevi. Glavna razlika od T-e je prisutnost dodatnog ulaza / izlaza;
- linijski pribor. Uglavnom se koriste za povećanje duljine cjevovoda pričvršćivanjem dodatnog rezanja;
- čepovi. Omogućite blokiranje opskrbe tvari koja prolazi u cjevovodu u određenom području.

Vrste okova ovisno o namjeni
Izbor vrste armature provodi se u skladu s razvijenom shemom cjevovoda.
Prilikom odabira priključnog čvora za vodoopskrbu, plinovode, sustave grijanja i tako dalje, također je potrebno uzeti u obzir dimenzije armature. Promjer spojnog elementa mora biti jednak promjeru cijevi koje se koriste za organizaciju cjevovoda. Ako se ugrađuje navojni spoj, također se moraju odrediti dimenzije (nagib) navoja.
Kako spojiti bakrene cijevi - konstrukcija
Kako spojiti bakrene cijevi
Bakrene cijevi se spajaju prilikom uređivanja raznih cjevovoda, pomoću spojnica i posebnim metodama. Svatko mora znati kako spojiti bakrene cijevi, jer dobivanje pouzdanog spoja zahtijeva ispunjavanje određenih uvjeta.
Spajanje na baklj
Meke bakrene cijevi se vrlo često spajaju na spojnicu u kojoj je zapečaćen kraj cijevi koji nije šiljast. Takav spoj nije teško rastaviti, a zatim se lako može obnoviti. Obično se rašireni spoj bakrenih cijevi koristi kada je opasno raditi s plamenikom i nemoguće je potpuno ispustiti vodu iz stare cijevi. Redoslijed rada je sljedeći:
1. Očistite kraj cijevi. U tom slučaju morate ukloniti sve neravnine.
2. Stavite spojnicu na cijev.
3. Umetnite cijev u kalibrirani otvor za šišanje. Dobro ga stisnite unutra.Rupa bi trebala biti istog promjera kao i sama cijev. Postavite kraj cijevi na istoj razini ili malo iznad površine stezanja.
4. Stavite učvršćenje na stezaljku. Počnite okretati vijak sve dok konus ne raste pod kutom od približno 45 stupnjeva u odnosu na kraj cijevi.
5. Izvadite cijev iz kalibrirane rupe. Zatim morate dovesti spojnicu blizu proširenih rubova. Omotajte navoje spojnice brtvenom trakom i zategnite maticu.
Spoj s okovom
Spajanje bakrenih cijevi s armaturom smanjuje troškove rada tijekom montaže, vrijeme potrebno za završetak radova i jamči kvalitetu spoja, budući da nema metalnog uvlačenja. Bakrene cijevi s spojnicama najčešće se spajaju kapilarnim lemljenjem koje se temelji na kapilarnom učinku. Postoje dvije vrste lemljenih bakrenih cijevi:
Lemljenje je visokotemperaturno. Za ovu metodu koriste se vatrostalni lemovi za šipke. Za grijanje cijevi koriste se propan i acetilenski plamenici;
Lemljenje je niskotemperaturno. Ovom metodom koriste se mekani lemovi, koji se motaju u zavojnice. Za ovo lemljenje dovoljna je vatra iz obične puhalice.
U ove dvije metode nema posebnih razlika, ali se visokotemperaturno lemljenje koristi za spojeve utičnih cijevi, a niskotemperaturno lemljenje na spojevima s spojnicama u koje je utopljen lem.
Metoda ugradnje je sljedeća:
Fiting se postavlja na cijev obloženu fluksom:
Spoj se zagrijava bakljom dok se lem ne otopi i zatvori jaz između spojnice i cijevi;
Konstrukcija se pusti da se ohladi, a zatim se vanjski dio čisti posebnim sredstvima za čišćenje bakra. Nakon toga, cijev je spremna za rad.
Navojna veza
Navojni spoj bakrenih cijevi je sklopiv, a koriste se posebne čahure. Ako postoji potreba za demontažom, prsten će trebati zamijeniti. Ova vrsta veze se izvodi na sljedeći način:
Prvo odrežite komad cijevi potrebne duljine;
Ako se koriste cijevi s PVC izolacijom, potrebno je oštrim nožem ukloniti izolacijski sloj s kraja cijevi i turpijom ukloniti neravnine nastale nakon rezanja;
Montaža je u pripremi;
Na cijev se stavlja spojna matica, zatim se stavlja prsten za stiskanje;
Maticu treba glatko zašrafiti - u početku se uvija rukom, a kada to postane nemoguće, koristi se ključ. Tijekom rada, matica komprimira cijev i spoj je zapečaćen.
fix-builder.ru
Da biste izvršili ispravnu instalaciju opskrbe toplom i hladnom vodom, opskrbe plinom ili klimatizacijom, potrebno je upoznati se s pravilima i načinima spajanja u sustav bakrenih cijevi. Visok trošak opravdan je visokim tehničkim karakteristikama i dugim vijekom trajanja.
Slika 1. Rad s posebnim plamenikom
Priključci kompresijskog i samoblokirajućeg tipa
Priključci za spajanje bakrenih cijevi, koji spadaju u kategoriju kompresije ili samoblokiranja, također se nazivaju steznim ili zategnutim. Takvi konektori su dobra alternativa spojevima koji se lemljenjem spajaju na bakrene dijelove. Priključak tipa stezne čahure je element čija se konstrukcija sastoji od brtvenih prstenova i brtvi, kao i steznog prstena, koji, kada se zategne, doprinosi nepropusnosti stvorenog spoja. Materijal za izradu kompresijskih ili steznih spojnica može biti ne samo bakar, već i mjed ili metal-plastika.

Utisni spoj od mesinga s muškim navojem
Stezni spojevi tipa Crimp najbolja su opcija za sustave grijanja i vodovoda, za čiju se ugradnju koriste bakrene cijevi različitih promjera ili cjevasti proizvodi od različitih materijala.U posljednje vrijeme sve popularniji postaju samozaključni okovi, koji se odlikuju poželjnijim karakteristikama izvedbe.
Samoblokirajući okovi, po brzini izvođenja spoja i po svojoj pouzdanosti, mogu u potpunosti zamijeniti lemljenje. Dizajn takvih okova uključuje cijeli set prstenova, od kojih je jedan opremljen posebnim zubima. Načelo rada takvih spojnih elemenata temelji se na činjenici da se prilikom izlaganja prstenu sa zubima pomoću posebnog ključa za montažu učvršćuje u susjedni element, čime se stvara pouzdan i izdržljiv spoj bakrenih cijevi. Za razliku od lemljenja, rastavljanje spoja dobivenog takvim spojem jednostavno je kao i njegovo dobivanje, za to se koristi isti instalacijski ključ.
Montaža bakrenog cjevovoda lemljenjem
Najveća nepropusnost može se postići ako su cijevi spojene lemljenjem. Prilikom izvođenja radova potrebno je strogo pridržavati se preporučenih sigurnosnih pravila.
Alati
Za sastavljanje cjevovoda lemljenjem trebat će vam sljedeći set materijala i alata:
- bakrene cijevi, čiji se broj i promjer određuje prema shemi;
- rezač cijevi (u nedostatku uređaja, možete koristiti uobičajenu pilu za metal);
- savijač cijevi;
- metalna četka za pripremu cijevi za lemljenje;
- brusni papir (koristi se uz četku);
- ekspander cijevi - poseban uređaj za povećanje promjera jedne od spojenih cijevi;
- plinski plamenik;
- beveler (uređaj za uklanjanje neravnina nakon rezanja cijevi);
- sastav fluksa, koji omogućuje dodatno čišćenje cijevi i pridonosi ravnomjernijoj raspodjeli lemljenja;

Vrste fluksa za lemljenje
lem - legura metala koja ispunjava prostor između cijevi tijekom procesa lemljenja.

Vrste lemljenja za različite vrste lemljenja
Tok i lem odabiru se ovisno o vrsti lemljenja (niskotemperaturno ili visokotemperaturno), a fluks i lem bi se trebali što više podudarati.
proces lemljenja
Kako spojiti bakrene cijevi lemljenjem? Da biste dobili jaku vezu, preporuča se pridržavati se sljedeće sheme:
- cijevi se režu. Duljina svakog dijela cjevovoda mora odgovarati shemi, koja označava bakrene cijevi u stambenim prostorijama;
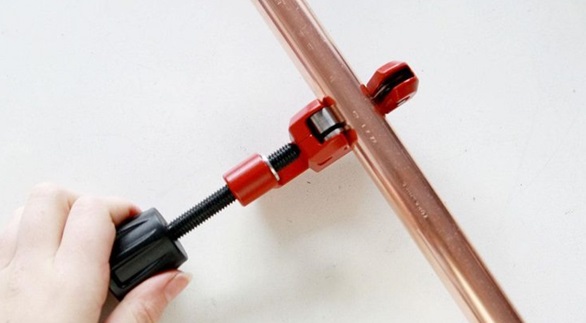
Rezanje cijevi rezačem cijevi
- s krajeva cijevi se uklanja iskosa. Zatim se mjesta za lemljenje čiste kako bi se postigla što ravnomjernija površina i čiste se od oksida i drugih onečišćenja metalnom četkom;

Priprema površine cijevi za lemljenje
- kako bi se postigla maksimalna nepropusnost lemnog spoja, kraj jedne cijevi mora se proširiti za 2 mm - 3 mm;

Povećanje promjera cijevi
- mjesto budućeg lemljenja obrađuje se fluksom. Budući da kemijski sastav može negativno utjecati na kožu ruku, rad se obavlja u zaštitnim rukavicama. Flux u obliku paste najprikladnije se nanosi malom četkom;
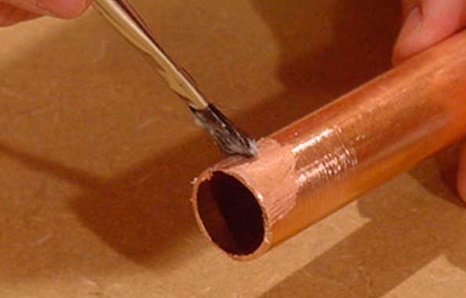
Nanošenje toka na dio cijevi
- plamenik se zagrijava do željene radne temperature;
- tok se malo topi;
- cijevi su spojene;
- višak fluksa uklanja se suhom mekom krpom;
- vrši se lemljenje. Lem se glatko nanosi na zagrijano područje, koje se, kada se zagrije, topi i ispunjava sav slobodni prostor;

Punjenje lemom tijekom procesa lemljenja
- 3 - 5 minuta (do potpunog hlađenja), priključak ostaje nepomičan;
- sljedeći dio cjevovoda spojen je na isti način.
Lemljenje cijevi vrši se na visokoj temperaturi. Osim toga, tijekom obavljanja posla često se oslobađaju štetne tvari. Stoga se montaža cjevovoda lemljenjem mora izvesti u dobro prozračenom prostoru i dalje od zapaljivih tvari ili predmeta.
Mogući načini ugradnje bakrenih cijevi detaljno su razmotreni u videu.
Nakon predmontaže, bakrene cijevi se polažu prema prethodno razvijenoj shemi. Za pričvršćivanje cjevovoda možete koristiti stezaljku, nosač ili druge uređaje. Osim toga, cijevi se mogu polagati u zidove.
Metode lemljenja
Postoje dva načina spajanja lemljenjem:
- Niskotemperaturno lemljenje, koje uključuje zagrijavanje spoja na + 250-300 ° C pomoću mješavine plina (propan - butan), standardnog fluksa i niskotemperaturnog mekog lema.
- Visokotemperaturno lemljenje koristi temperaturu zagrijavanja veću od + 650 ° C, mješavinu plinova (propan - kisik ili acetilen - kisik), visokotemperaturni fluks i tvrdi lem.
Niskotemperaturno lemljenje koristi se za spajanje cijevi u domaćim sustavima. Čak i osoba koja nema posebna znanja i vještine može napraviti takvo pristajanje.
Metodu visoke temperature karakterizira povećana čvrstoća. Cijevi spojene pod utjecajem visokih temperatura sposobne su raditi pod visokim tlakom, a mogu se koristiti za transport plina ili opasnih tekućina. Lemljenje zahtijeva korištenje profesionalne opreme, pa se obično koristi u industriji.
Postoji temeljna razlika u tehnološkom procesu niskotemperaturnog i visokotemperaturnog lemljenja:
- U prvom slučaju spoj se zagrijava i lem se topi od zagrijanog metala, koji se mora držati na dnu spoja.
- Kod visokotemperaturnog lemljenja lem se prethodno zagrijava, nakon čega se spoj zajedno s njim zagrijava sve dok lem ne ispuni za to pripremljen utor. Visoka temperatura omogućuje vam da to učinite odmah, prekomjerno pregrijavanje bakra negativno utječe na njegovu učinkovitost i slabi snagu veze.
