Kako slikati pocinčane cijevi vlastitim rukama
Nakon što ste odlučili slikati pocinčanu cijev vlastitim rukama, najprije pažljivo pročitajte sve faze procesa. Rezultat će zadovoljiti dugi niz godina, pod uvjetom da su ispunjeni svi zahtjevi za pripremu cijevi i bojanje.
Priprema površine cijevi
Prije toga, stručnjaci su preporučili izdržati godinu dana kontakta proizvoda s atmosferskom izloženošću, a tek onda bojati. Taj je zahtjev posljedica prirodnog procesa oksidacije cinka i stvaranja takozvane "bijele hrđe". Pojavom modernih kompozicija za bojanje, nestala je potreba za starenjem cijevi.

Obično gotovi proizvodi od pocinčanog čelika napuštaju tvornički transporter u posebnom zaštitnom mazivu. Ovaj sloj štiti cink premaz od brzog kontakta s okolinom, ali prije bojanja, kako se boja ne bi ljuštila, mora se ukloniti bilo kojom alkalnom otopinom. Otopina se mora temeljito isprati vodom i ostaviti da se potpuno osuši.
Proces slikanja
Prije bojenja, za poboljšanje prianjanja sloja cinka na boju, preporuča se tretiranje površine cijevi posebnim temeljnim premazom. Neki majstori preporučuju čišćenje sloja cinka bilo kojim abrazivom, kao što je brusni papir. Ali treba imati na umu da će na taj način proizvod izgubiti zaštitna svojstva cinka.
Odabravši boju u skladu s preporukama i budućim radnim uvjetima cijevi, nakon što se temeljni premaz potpuno osuši, morate prijeći na samo bojanje. Najprikladnije je nanositi pištoljem za prskanje, ali možete koristiti i kist ili mali valjak. Nakon nanošenja prvog sloja ostavite da se boja osuši vrijeme koje je odredio proizvođač. Zatim nanesite drugi sloj i ostavite da se ponovno osuši. Nakon toga, pocinčana cijev je spremna za ugradnju i uporabu.
Video za bojanje
Za vizualniji prikaz slikanja pocinčanih cijevi, preporuča se da se upoznate s video zapisom slikanja (u videu je obojana valovita ploča, ali nema razlike u tehnologiji). Detaljno predstavlja proces s uputama korak po korak, daje preporuke koje će vam pomoći da što bolje obavite posao te razmatraju tipične pogreške početnika.
Zaključno, želio bih napomenuti da su metalne cijevi od pocinčanog čelika popularne među graditeljima u privatnom sektoru zbog svoje pouzdanosti i niske cijene. Nakon pregleda članka o tome kako odabrati boju i obojiti cijev, možete produžiti njezin vijek trajanja dugi niz godina.
Što je pocinčani čelik
U proizvodnji građevinskih proizvoda široko se prakticira premazivanje čeličnog lima tankim slojem cinka. To povećava vijek trajanja proizvoda zbog otpornosti na koroziju i agresivna okruženja. Pocinčani čelični kolut koristi se za proizvodnju materijala za krovove i ograde, vodoopskrbne sustave i mnoga druga područja.
Kako razlikovati nehrđajući čelik od pocinčanog
Za razliku od pocinčavanja, nehrđajući čelik je legura s dodatkom kroma. Lim od nehrđajućeg čelika nije premazan, njegova površina i boja rezanja su ujednačene, obično bez sjaja. Pocinčani čelik, tijekom procesa premazivanja, prekriven je karakterističnim kristalizacijskim uzorcima, ili ima zrcalnu površinu s plavom bojom.
Ako se nehrđajući čelik obradi do zrcalne završne obrade, kemijskom reakcijom moći ćete saznati što je točno pred vama. Klorovodičnu kiselinu treba kapati na rub čeličnog lima. U interakciji s cinkom, klorovodik izaziva pojavu mjehurića na površini.Osim toga, legure kroma nisu magnetske, ako je magnet pričvršćen na čelični lim, vjerojatno je pocinčan.
Vrste i razlike boja
Među cijelom raznolikošću vrsta boja, treba imati na umu da nije svaka prikladna za rad s metalom, takve se površine smatraju najkapricnijim u slikanju. Prema svojim prednostima, polimerne boje u prahu bi se mogle nazvati idealnim. Savršeno su kombinirani s metalima, izdržljivi, otporni na habanje. Ali oni imaju veliki nedostatak - proces bojanja moguć je samo uz pomoć posebne opreme.
Učinite to sami s akrilnim, alkidnim i vinilnim bojama. Prilikom odabira boje za kućni premaz, preporuča se ne uštedjeti na cijeni proizvoda boje, birajući ga u skladu s preporukama stručnjaka.
Akril
Boje za metal na bazi akrila pojavile su se ne tako davno, ali su brzo stekle priznanje. Takav premaz je izdržljiv, ne blijedi i dobro je otporan na koroziju zahvaljujući bazi na organskom otapalu i posebnim aditivima u sastavu. Ne puca tijekom vremena, ne podržava izgaranje, podnosi zagrijavanje do visokih vrijednosti.

Trošak akrilnih boja također je vrlo privlačan. Osim toga, prikladno je raditi s njim - ako dođe na kožu dok se potpuno ne osuši, boja se ispere vodom. Ekološki prihvatljiv i odsutnost karakterističnog kemijskog mirisa omogućuje vam da ga koristite u kući s malom djecom.
Alkidni
Alkidne boje dobro se kombiniraju s pocinčanim površinama. Za razliku od ulja, štite od hrđe i pukotina. Imaju dobru brzinu sušenja i prianjanje. Daju gustu sjajnu boju. Relativno su jeftine.

Nedostaci uključuju zapaljivost i lošu toplinsku izdržljivost na izravnoj sunčevoj svjetlosti
Važno je raditi s njima u dobro prozračenom prostoru, jer su njihove pare otrovne. Osim toga, s vremenom alkidni spojevi reagiraju sa slojem cinka i smanjuju njegova zaštitna svojstva.
Vinilne emajle
Jedini značajan nedostatak vinilnih emajla je njihova visoka cijena. Imaju izvrsna pokrivna svojstva, lako se nanose, otporni su na koroziju i kemijski napad. Tvore premaz otporan na vodu i vremenske uvjete koji podnosi temperaturne promjene od -60℃ do +100/+130℃.
Spajanje pocinčanih cijevi zavarivanjem lemljenjem
Iz navedenih primjera vidljivo je da zavarivanje elektrodama i plinskom plamenikom dovodi do uništenja zaštitnog sloja cinka, a ako se izvana može obnoviti na nekoliko učinkovitih načina, unutarnja površina ostaje nezaštićena.
Na temelju nedostataka dviju metoda povezivanja proizvoda s galvanizacijom, razvijena je srednja opcija koja kombinira njihove pozitivne kvalitete - lemljenje. Njegova bit leži u činjenici da se pri zavarivanju koristi plinski plamenik s nižom temperaturom izgaranja od električnog luka, nehrđajući aditiv i tokovi koji štite površinu cinka na mjestu kontakta s plamenom i oko šava.
Kao primjer ćemo razmotriti tehnologiju izvođenja radova zavarivanja i lemljenja koristeći materijale francuskog dobavljača njihovih proizvoda na domaćem tržištu Castolin.
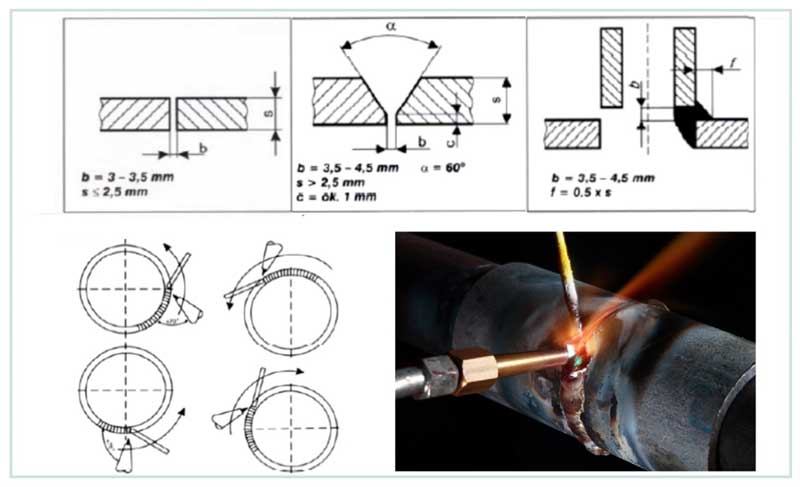
Riža. 15 Tolerancije lemljenja i položaj plamenika
Priprema i lemljenje
Za spajanje pocinčanih dijelova koriste se razni lemovi Castolin (18, 18F, 18MF, 18 XFC), od kojih je najskuplji Castolin 18XFC 2,0 mm na bakreno-cink podlozi (57% bakra i 42% cinka) s dodatkom srebro (1%) ima temperaturu taljenja od 870 - 895º C. Takvi se lemovi koriste za lemljenje visoke čvrstoće legiranih i nelegiranih čelika, pocinčanih materijala, lemljenje dijelova od bakra i nikla, domaći analog Castolina 18XFC je L -57. Glavne faze pripremnih radova prije lemljenja i njegove provedbe:
- Priprema cijevi za spajanje. Ako je debljina stijenke manja od 2,5 mm, koristi se čeoni spoj, za vrijednosti veće od 2,5 mm koristi se V-obrada. Kut nagiba obrađenih krajeva od 60 stupnjeva dobiva se mehaničkim uklanjanjem sloja brušenjem, glodanjem ili ručno brusilicom, brusnim papirom ili turpijom.
- Odabir plamena. Za kućnu upotrebu sasvim je dovoljan promjer mlaznice plamenika od 1 - 2 mm, s kojim je plamenom moguće zavariti cijevi promjera do 250 mm s debljinom stijenke od 2 - 6 mm. Da biste točno odredili veličinu mlaznice za lemljenje, uzmite njezin promjer za jednu veličinu manji nego kod uobičajenog standardnog zavarivanja.
- Podešavanje plamena. Koristi se acetilensko-kisikov sastav s viškom kisika - u ovom slučaju nastaju silicijevi oksidi koji sprječavaju isparavanje cinka. Povremeni plamen doprinosi pregrijavanju i isparavanju cinka u područjima uz šav, pa je važno njegovo ispravno podešavanje - plamen plamenika mora biti ujednačen.
- tehnika lemljenja. Za spajanje dvaju rubova koristi se tehnika lemljenja "lijevo", u kojoj se lem nalazi ispred plamena, plamenik treba imati kut nagiba od 15 do 30 stupnjeva prilikom punjenja šava, ako se vrši pretapanje šava. , kut je postavljen na 70 do 75 stupnjeva. Širina razmaka između dijelova, debljina ili visina armature odabire se u skladu sa sl.15.

Riža. 16 Lemljenje pocinčano
Primjena fluksa
Prije nanošenja obloge, pocinčani proizvodi moraju biti tretirani Castolin 18 fluksom, pokrivaju vanjsku i unutarnju površinu pričvršćenih dijelova trakom širine najmanje 20 mm od kraja. Osim što štiti cink koji se topi na 416ºC, od isparavanja koje se događa na 906ºC, boja fluksa signalizira početak lemljenja.
Kod debljine stijenke do 4 mm koristi se jednoprolazni šav, na kraju rada vanjska površina se čisti nehrđajućom četkom, a unutarnja površina se ispere vodom nakon 24 sata.
Je li dopušteno zavarivanje pocinčanih cijevi i njegove značajke
Glavni problem kod zavarivanja pocinčanih čeličnih cjevovoda je prisutnost premaza koji sprječava fuziju. Budući da je vrelište cinka 906ºC, a zavar se zagrijava na 1200ºC, cink izgara tijekom zavarivanja i tek nakon toga se čelik spaja. Izvođenje zavarivanja s pocinčanim čelikom ima sljedeće značajke:
- Zavarivači s malo iskustva nisu uvijek u mogućnosti ravnomjerno zavariti cink omotač i dobiti dobar ravnomjeran šav - kako ne bi stvarali dodatne probleme, prije zavarivanja lakše je ukloniti zaštitni sloj premaza brusilicom s metalnim diskom, turpija ili brusni papir. Za to se također koriste kemikalije - pocinčavanje se može ukloniti otopinama klorovodične, dušične i sumporne kiseline.
- Pare cinka uzrokuju značajnu štetu ljudskom zdravlju, imaju slatkasti okus, stoga prije izvođenja radova zavarivanja treba poštivati sljedeće zahtjeve sigurnosnih propisa (TB). Radno mjesto potrebno je osigurati protočnom ventilacijom, bez koje je, prema sigurnosnim propisima, zavarivaču zabranjen rad, te koristiti sredstva za zaštitu dišnih puteva od ulaska para cinka.
- Standardne metode zavarivanja dovode do oštećenja sloja cinka, dok šav ostaje nezaštićen, a ukupna otpornost na koroziju cijele zavarene konstrukcije je značajno smanjena. Za naknadnu zaštitu šava, bolje je koristiti slične smjese za hladno pocinčavanje koje sadrže cink, čija su tehnologija i materijali opisani gore.
- Ponekad, zbog intenzivnog isparavanja cinka, površina cijevi je prekrivena malim pukotinama, kako bi se spriječio ovaj učinak, korisno je koristiti fluksove. Glavna svrha tokova za zavarivanje je izolacija površine šava od pristupa kisiku, stabilizacija gorenja luka, formiranje vara i dopiranje kako bi se spoj šava obogatio metalom.
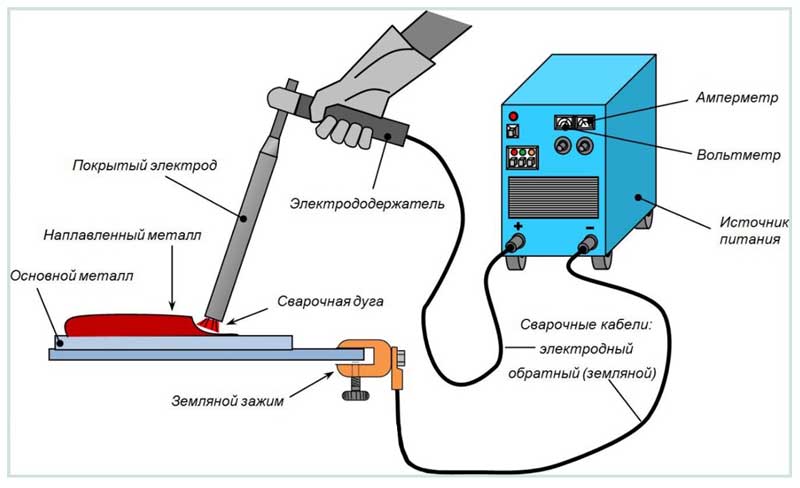
Riža. 7 Elektrolučno zavarivanje
Izbor elektroda
Proces zavarivanja pocinčanih cijevi malo se razlikuje od zavarivanja crnih metala. Tehnološka značajka rada je smanjenje vremena zavarivanja uz povećanje trenutne jačine procesa. Rutilno obložene elektrode omogućuju da se to postigne.

Rutilne elektrode
Rutilne elektrode su elektrode čija se prevlaka sastoji od titanovog oksida s nečistoćama aluminosilikata i karbonata.
Prednosti elektroda obloženih rutilom:
- prisutnost titanovog oksida olakšava proces paljenja elektrode na početku rada ili kada je oslabljena tijekom rada;
- karakteristike luka za zavarivanje omogućuju dobivanje visokokvalitetnog šava, bez nedostatka spajanja, pukotina, s visokom otpornošću na habanje;
- minimalno prskanje metala smanjuje gubitak rastaljenog metala.
Prisutnost željeznog praha u rutilnom premazu smanjuje razinu legiranja čelika, što povećava čvrstoću rezultirajućeg spoja.
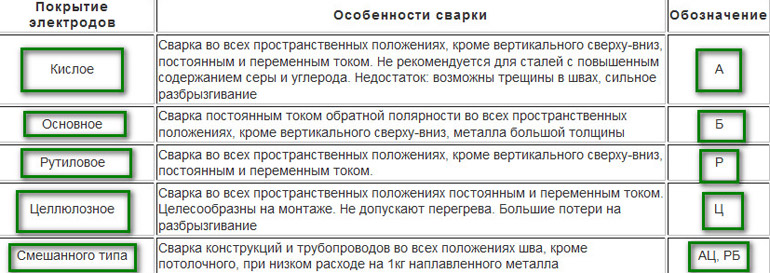
Tumačenje i označavanje elektroda
Osnovne elektrode
Elektrode s osnovnim premazom koriste se za zavarivanje cijevi od niskolegiranog čelika debelih stijenki. Praškasti premaz ovdje ima složen sastav ferolegura, kalcijevog fluorida, magnezijevih spojeva.
Proces kuhanja je popraćen oslobađanjem ugljikovih oksida, koji štite rastaljeni metal od štetnog djelovanja kisika i vodika iz zraka.
Koja je razlika između pocinčanih cijevi i običnih cijevi
Oko 60% cinka koji rudarska industrija izdvaja iz utrobe zemlje koristi se za proizvodnju pocinčanih valjanih proizvoda, još 20% koristi se za pocinčavanje metalnih konstrukcija (kućišta automobilske i industrijske opreme, građevinski materijali), dijelova strojeva i mehanizme.
Razlika između konstrukcijskog čelika i nekorozivnih metala (kositar, aluminij, olovo, cink) je u tome što potonji, kada se oksidiraju na zraku, tvore oksid, koji u obliku zaštitnog filma postaje prepreka pristupu kisika do metala. Tako film sprječava daljnju oksidaciju i čuva metal od oštećenja korozije. Željezo, za razliku od obojenih metala i legura, tijekom korozije stvara labav hidroksid velikog volumena, zbog čega kisik slobodno prodire na njegovu površinu i proces oksidacije se nastavlja.
Bit tehnologije leži u činjenici da s elektrokemijske točke gledišta željezo tvori galvanski par s cinkom, u kojem aktivniji cink prvo ulazi u korozivnu interakciju s kisikom, ostavljajući željezo u kemijski pasivnom stanju. Slično, korozija željeza može se znatno ubrzati ako se na njegovu površinu nanese kositar, koji je pasivniji element u galvanskom paru sa željezom, te se ošteti njegova ljuska.
Metalne cijevi bilo koje vrste čelika podvrgnute su pocinčavanju, pokrivajući ne samo vanjsku, već i unutarnju površinu, dok se najkvalitetniji i ujednačen sloj dobiva u bešavnim valjanim proizvodima. Za primjenu cinka koriste se različite tehnologije, koje se mogu koristiti ne samo u industrijskim razmjerima, već iu maloj privatnoj proizvodnji - mnoge komercijalne tvrtke bave se pocinčavanjem čeličnih dijelova po narudžbi.
Savjeti za odabir
Prilikom odabira jedne ili druge boje, prije svega, obratite pozornost na funkcije koje će cijev obavljati. Ako je namijenjen za hladni odvod, važnije je uzeti u obzir antikorozivna svojstva
Za cijevi otporne na toplinu tople vode. Rok trajanja trebao bi biti normalan, jer nakon njihovog isteka sastav boja počinje propadati.
okvirna cijena
Točan trošak boje ovisi o mnogim parametrima, kao što su proizvođač, volumen pakiranja, mjesto kupnje i druge nijanse. Donja tablica prikazuje približne cijene boja:
| Vrsta boje | Cijena po kg, rub |
| Akril | 250-650 |
| Alkidni | 150-450 |
| Vinil | 350-1000 |
Prilikom kupnje obratite pozornost na spominjanje kompatibilnosti ove vrste materijala s cink površinama na pakiranju s bojom. Nisu sve boje prikladne za rad s pocinčavanjem
Svrha i opseg
Profilne cijevi se koriste u raznim područjima.Kada su se pojavili samo takvi proizvodi, glavni smjer primjene bio je polaganje komunikacija za transport plinovitih, tekućih medija. Danas se područje upotrebe takvih proizvoda značajno proširilo. Koriste se u izgradnji raznih objekata: zgrada, ograda itd.
Profilne cijevi se koriste u izgradnji mostova, objekata koji zahtijevaju korištenje trajne armature. U proizvodnji namještaja koriste se predperforirani proizvodi. Uz pomoć profilnih cijevi različitih karakteristika stvaraju se metalne konstrukcije bilo koje složenosti. Zbog takvih prednosti kao što su čvrstoća, jednostavnost obrade, takvi se proizvodi koriste u brodogradnji i drugim teškim industrijama.
Završna faza i naknadna obrada zgloba
Zavarene pocinčane cijevi imaju šav koji nije zaštićen od korozije; pri zavarivanju plinskim plamenicima izgara značajno područje pocinčavanja oko spoja - sve to dovodi do slabe otpornosti spoja na koroziju. Prije i nakon zavarivanja, obrade i zaglađivanja šava abrazivnim materijalima, za suzbijanje korozije koriste se sljedeće metode:
- Pri zavarivanju pomoću plinskih plamenika koriste se šipke od nehrđajućeg materijala otpornog na koroziju (cink-kadmij, mjed).
- Za zaštitu vanjske površine koristi se toplinsko prskanje cinka ili premaz od materijala koji sadrže cink u obliku boje.
Treba napomenuti da su ove metode učinkovite u slučaju korištenja pocinčanog cjevovoda za opskrbu plinom, ako je u sustav grijanja ugrađena zavarena obložena cijev, tada sloj cinka koji je izgorio iznutra više ne štiti njegovu površinu, a do korozije će doći dosta brzo. Stoga, kada koristi cink cijevi za grijanje, koristi se i drugim modernim metodama njihovog povezivanja pomoću fitinga.

Riža. 14 Dijelovi zavareni lemljenjem s metalnom površinom od cinka - izgled
Prednosti pocinčanog dimnjaka
Zaštita od cinka automatski pretvara običnu metalnu cijev u pouzdan i kvalitetan materijal koji može dugo odoljeti koroziji. Dimnjaci od pocinčanih cijevi koriste se u raznim uvjetima rada - autonomni sustavi grijanja i kamini, male seoske kuće, kupke i saune.
Sirovina koja se koristi kao polazni materijal u proizvodnji pocinčanih cijevi je običan čelični lim, koji ima odgovarajuću fleksibilnost. Na prvi pogled može se činiti da se radi o kositrenom proizvodu, ali ovaj dojam je varljiv - pravilno obrađen metal ima potpuno drugačije karakteristike.

Pocinčana cijev za dimnjak ima mnoge prednosti:
- Pouzdana zaštita cijevi od korozije i raznih kiselina;
- Brzo zagrijavanje sustava i stabilna vuča;
- Jednostavna i brza ugradnja modularnog dimnjaka, postignuta posebnom shemom spajanja cijevi;
- Jednostavnost dizajna, što vam omogućuje da sami sastavite dimnjak;
- Svestranost, zahvaljujući kojoj možete spojiti dimnjak na razne izvore topline;
- Jednostavnost popravka - oštećeni dio može se lako zamijeniti novim bez potpunog rastavljanja dimnjaka;
- Sigurnost od požara (međutim, kako bi se to postiglo, potrebno je tijekom instalacije osigurati da nema izravnog kontakta dimnjaka s zapaljivim materijalima).
Dimnjak se obično vodi na krov ili zid zgrade. U potonjem slučaju, dimnjak mora biti izoliran kako ne bi naišao na probleme tijekom rada.
Izbor elektroda
 Kao što je već spomenuto, proces zavarivanja je popraćen oslobađanjem toplinske energije, pa cink počinje brzo isparavati. Postoji velika šansa da će ovaj metal ući u zavareni bazen i pomiješati se s čelikom.
Kao što je već spomenuto, proces zavarivanja je popraćen oslobađanjem toplinske energije, pa cink počinje brzo isparavati. Postoji velika šansa da će ovaj metal ući u zavareni bazen i pomiješati se s čelikom.
A to će dovesti do stvaranja pora i pukotina na razini kristalizacije čelika i, kao rezultat, do smanjenja kvalitete spoja spojenih proizvoda. Stoga je glavni zahtjev za zavarivanje pocinčanih cijevi uklanjanje sloja cinka u području spoja.
Ako nije moguće ukloniti zaštitni premaz, tada se za spajanje pocinčanih cijevi koriste posebne elektrode. U principu, zavarivanje pocinčanog proizvoda praktički se ne razlikuje od istog postupka spajanja običnog čelika. Ali postoje neke nijanse.
Prvo, sama elektroda za zavarivanje je metalna šipka obložena prahom. To je vrsta sloja praha koji utječe na to koji se metali mogu zavariti.
U slučaju zavarivanja pocinčanih cijevi, elektrode se koriste ili s rutilnim premazom ili s osnovnim. Prvi se koristi ako su cijevi izrađene od ugljičnog čelika (na primjer čelik 20), drugi ako su izrađene od niskolegiranog čelika (C345).
Rutilni premaz
 Koriste se rutilno obložene elektrode. Rutil je mineral u obliku titanovog oksida. Koristi se u praškastom premazivanju u obliku koncentrata s udjelom većim od 50%. Sastav također uključuje aluminosilikate i karbonate.
Koriste se rutilno obložene elektrode. Rutil je mineral u obliku titanovog oksida. Koristi se u praškastom premazivanju u obliku koncentrata s udjelom većim od 50%. Sastav također uključuje aluminosilikate i karbonate.
Troska dobivena tijekom zavarivanja ima visoku alkalnost, tako da metal spoja ima takve pokazatelje kao što su visoka udarna čvrstoća i povećana zaštita od vrućeg pucanja.
Jedini uvjet za rutilne elektrode za zavarivanje pocinčanih cijevi je sušenje sat vremena na temperaturi od +200 °C prije početka procesa. Ali potrošni materijal možete koristiti tek nakon jednog dana.
Osnovni premaz
 Mogu se koristiti osnovne obložene elektrode. Ovaj sloj praha ima složenu formulaciju, koja uključuje veliki broj različitih kemikalija: magnezij, kalcij, fluorit i ferolegure.
Mogu se koristiti osnovne obložene elektrode. Ovaj sloj praha ima složenu formulaciju, koja uključuje veliki broj različitih kemikalija: magnezij, kalcij, fluorit i ferolegure.
Kada izgori unutar zone zavarivanja, prah oslobađa ugljični dioksid i ugljični monoksid, koji štite rastaljeni metal od djelovanja kisika i vodika. Posljednja dva smanjuju kvalitetu zavarivanja. Obično se ove elektrode koriste za zavarivanje cjevovoda iz cijevi s debelim zidom.
Prednosti i nedostatci
Pozitivne kvalitete profilnih proizvoda:
- velika snaga;
- jednostavnost obrade;
- mogućnost finalizacije dizajna savijanjem;
- relativno mala težina zbog unutarnje šupljine;
- univerzalnost;
- širok raspon sorti;
- dug radni vijek (30-50 godina);
- niska toplinska vodljivost;
- veća otpornost na povećani pritisak unutar proizvoda, kao i vodeni čekić;
- pri korištenju pocinčanih proizvoda kao armature tijekom izgradnje zgrada, dolazi do smanjenja pritiska na temelj, to je zbog činjenice da metalne cijevi preuzimaju značajan dio opterećenja;
- sposobnost rada u teškim uvjetima.
Još jedna prednost cinčanja je što nema potrebe za dodatnom obradom. Za produljenje vijeka trajanja dovoljan je postojeći zaštitni premaz. Postoje i neki nedostaci ovog proizvoda. Dakle, bilježe višu cijenu u usporedbi s analogima izrađenim od crnog metala. Osim toga, proizvodi presvučeni cinkom vrlo su osjetljivi na mehanička oštećenja. Ako se naruši integritet zaštitnog sloja, životni vijek strukture takvih cijevi bit će značajno smanjen.
Vrste pocinčanih dimnjaka i pribora
Postoje dvije vrste cijevi koje se koriste za opremanje dimnjaka:
- Jednostruki;
- Dvostruki krug.
Sljedeće stavke trebaju biti uključene u takav dimnjak:
- Tees;
- adapteri;
- Spojnice;
- revizijski grotla;
- Ventil za uklanjanje vlage;
- Nosači za montažu konstrukcije u blizini okomitih površina.

Jednostavni sustavi uspješno se koriste u zgradama koje rade samo ljeti (seoske kupke ili male kuće).Montaža dimnjaka s jednim krugom prilično je jednostavna i sasvim je u mogućnosti dobrog vlasnika, ali gotov dizajn ima ozbiljan nedostatak - previsoku razinu kondenzata.
Pocinčana plinska cijev s jednim krugom nije prikladna za one opcije sustava koje izlaze u atmosferu bez izolacije - to je ispunjeno brzim uništavanjem cijevi zbog aktivnog pojavljivanja vlage i dugog zagrijavanja zimi. Takav dizajn može se koristiti samo privremeno - na primjer, prilikom izgradnje nove kuće koju treba barem nekako zagrijati, a ozbiljna rješenja se još ne mogu implementirati.

Dimnjaci izrađeni od pocinčanih cijevi s dva kruga, osim visokih performansi, imaju i dobre vizualne kvalitete, koje se postižu posebnim premazom koji se koristi za obradu većine metalnih dijelova.
Dvostruki dimnjaci imaju nekoliko prednosti:
- Visoka pouzdanost;
- Poboljšanje učinkovitosti opreme za grijanje;
- Zaštita od pojave kondenzata;
- Mogućnost rada na temperaturama do 450 stupnjeva;
- estetska privlačnost.
Zaključak
Prilikom odabira dimnjaka ili elemenata potrebnih za njegovu ugradnju potrebno je uzeti u obzir promjer cijevi kako bi se konstrukcija mogla jednostavno sastaviti. Osim toga, pri odabiru dizajna potrebno je uzeti u obzir sve njegove karakteristike i uzeti ih u obzir tijekom instalacije. Ispravno instaliran pocinčani dimnjak će kvalitetno obavljati funkcije koje su mu dodijeljene.
Što je
Pocinčane profilne cijevi proizvode se različitim metodama. Ono što ih ujedinjuje je potreba za oblikovanjem metalnih praznina. U ovom slučaju koristi se metoda hladne ili vruće deformacije. Razlikuju se po temperaturi materijala. S vrućim oblikovanjem, postupak je olakšan, jer dobro zagrijani metal karakterizira plastičnost. Kada se koristi druga metoda, povećava se rizik od narušavanja integriteta proizvoda na naborima.
U proizvodnji se koriste različite vrste materijala. Visokougljični čelik je popularan. Ova vrsta metala je najplastičnija, zbog čega je osigurana visoka kvaliteta profilnih proizvoda. Nakon završetka proizvodnog procesa, praznine se moraju premazati sastavom koji sadrži cink. U ovom slučaju, površina je zasićena cinkom.
Za zaštitu cijevi od korozije u budućnosti koriste se različite metode:
- Nakon oblikovanja, proizvodi se čiste, što vam omogućuje uklanjanje najmanjih nedostataka. Zatim se urone u posudu s tekućom otopinom koja sadrži cink. Debljina zaštitnog sloja može se mijenjati ovisno o namjeni proizvoda. Ovaj parametar je određen brojem uranjanja u kadu s otopljenim cinkom.
- U proizvodnji metalnih profilnih cijevi koriste se pocinčani limovi. Tijekom proizvodnog procesa, zaštitni premaz se može deformirati, na primjer, tijekom zavarivanja. Ako se ta područja ne tretiraju otopinom koja sadrži cink, cijev će brzo zahrđati, a njezin vijek trajanja će se smanjiti.
Postoji alternativna opcija - metoda hladnog pocinčavanja. U tom se slučaju koristi posebna oprema, uz pomoć koje se na metalne praznine nanosi zaštitni premaz. Pocinčavanje ovom tehnologijom može se izvesti i ručno. Ova metoda temelji se na principu interakcije molekula 2 metala pod utjecajem električne struje. Kao rezultat toga, zaštitni premaz čvrsto prianja na metalnu površinu.
Trebam li bojati pocinčani metal
Sloj cinka na površini čelika reagira sporo, ali s vanjskim okruženjem. Čelični lim u procesu proizvodnje cijevi je podvrgnut tlačnom valjanju, rezanju, mogući su zavareni spojevi. Ovi dijelovi dijela postaju ranjiviji, smanjujući vijek trajanja cijele cijevi. Nanošenje sloja boje daje trajnost, daje estetski izgled
Ali postoje neke nijanse koje je važno uzeti u obzir kako biste izbjegli dosadne pogreške koje sve napore svedu na nulu.
Koje zahtjeve moraju ispuniti sastavi boja
U srednjim i sjevernim geografskim širinama vremenski uvjeti posebno agresivno utječu na premaz, stoga je važno osigurati građevinske komponente svim raspoloživim sredstvima. Prilikom odabira boje za pocinčanu cijev za odvod, važno je uzeti u obzir neke zahtjeve za to.
Boja mora osigurati:
- Pouzdana zaštita od okolišnih čimbenika.
- Otpornost na sunce.
- Dobro prianjanje sa slojem cinka.
- Otporan na vlagu i ekstremne temperature.
- Brzo se suši i lako se nanosi.
Ovi zahtjevi posebno su relevantni za cijevi namijenjene za ugradnju na otvorenom. Slikarski sastavi za čelik pružit će zaštitu i atraktivan izgled.
Metode pristajanja
Važno je međusobno pravilno spojiti pocinčane čelične cijevi. Ako se ne poštuje tehnologija pričvršćivanja, narušen je integritet zaštitnog premaza
Metode spajanja tijekom ugradnje cjevovodnog sustava, metalnih konstrukcija:
- Posebni spojni elementi: okovi, rakovi sustavi. Ova je opcija prikladna za lagane strukture. Spojni elementi omogućuju održavanje integriteta galvanizacije. Istodobno, omotavaju se oko proizvoda sa svih strana, učvršćuju se zatvaračima.
- Ovratnici, grane cijevi s prirubnicom. Ovi elementi za pričvršćivanje koriste se pri ugradnji okruglih cijevi, dizajniranih za različita opterećenja. Stezaljka se koristi tijekom ugradnje proizvoda u bilo koje područje. Cijev s prirubnicom postavlja se kada se valovita cijev spaja na ravnu površinu, kao što je strop, pod itd.
Prilikom odabira spojnih elemenata uzimaju se u obzir karakteristike komunikacija. Najvažniji su oblik i veličina presjeka. Fitinge treba odabrati tako da u budućnosti bude moguće osigurati minimalni razmak između vanjske površine valovite cijevi i unutarnje stijenke spojnog elementa.
Gdje se koristi izolacija pocinčanih cijevi?
Opseg pocinčanih PPU cijevi za transport tekućih, plinovitih i rasutih materijala reguliran je GOST 30732-2006, koji utvrđuje sljedeće parametre transportiranog medija:
- Radni tlak u sustavima opskrbe vodom i parom - ne više od 16 bara. (bankomat.).
- Nazivna temperatura nosača je do +140ºC, temperatura tekućine koja prolazi može se povećati na +150ºC ako sustav grijanja radi u načinu rada +70 - +150ºC, podešen za vanjske temperature ispod -35ºC u europski dio Rusije, u Sibiru i na Dalekom istoku.
PPU cjevovod s pocinčanom izolacijom proizvod je namijenjen površinskom polaganju toplinskih komunikacija, a kada se postavlja ispod zemlje, uvlači se u prolaze kanala i tunela, njegova glavna područja primjene:
Industrija nafte i plina. Cjevovodi s premazom od poliuretanske pjene u ljusci koriste se za polaganje naftovoda i plinovoda u zemlji; u klimi krajnjeg sjevera izolacija sprječava prekomjerno hlađenje naftnih derivata i plina, što smanjuje njihovu mobilnost.
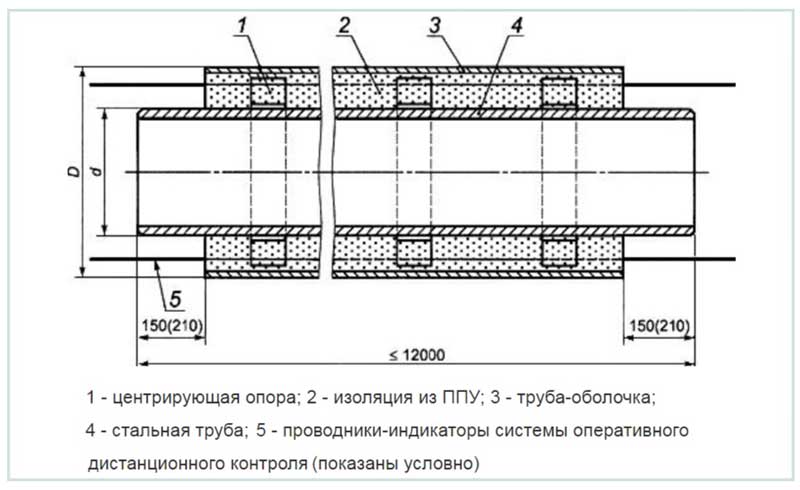
Riža. 3 PPU obložena školjka - cijev dizajn prema GOST 30732-2006
- Kemijska i prehrambena industrija. U procesu kemijske i prehrambene proizvodnje, kroz izolirani cjevovod, komponente zagrijane na visoke temperature, koje su dio tehnološkog procesa, dovode se u posude i rezervoare, dok smanjenje gubitaka topline smanjuje troškove proizvodnje.
- Komunalna sfera. PPU cijevi su glavna vrsta cijevi za opskrbu toplom vodom i sustave grijanja zgrada, njihova upotreba omogućuje zaštitu cjevovoda od hlađenja i, sukladno tome, uštedu značajnih toplinskih resursa za grijanje vode.
- Ekonomija kućanstva.U svakodnevnom životu vrlo se rijetko koriste tvorničke cijevi s gotovom PPU izolacijom i pocinčanim omotačem za opskrbu toplom vodom - moraju se nalaziti vani na površini, što je neprihvatljivo na pojedinačnim parcelama. Jedna od mogućnosti korištenja je ugradnja kao gotova izolacija dimnjaka.
Također, od pocinčanog čelika izrađuju se klizna i montažna izolacijska kućišta različitih tipova s elementima za zaključavanje, ugrađena po principu ljuske, čija područja primjene:
- Intra-house inženjerski sustavi - cjevovodi za opskrbu toplom i hladnom vodom, grijanje, ventilacijski šahti.
- Izolacija dimnjaka peći i kamina od okoliša i na mjestima prolaza kroz stropne i zidne pregrade, krov.
- Polaganje toplinskih trasa u zatvorenim podzemnim tunelima i kolektorima.
- Izolacija otvorenih dijelova strojeva i mehanizama s visokom temperaturom od kontakta radi sprječavanja opeklina.

Riža. 4 Dimenzionalni parametri PPU cijevi i izolacijskih čeličnih školjki
Problemi spajanja cink cijevi zavarivanjem
Postoje tri strane problema zavarivanja pocinčanog metala. Prvi je da cink, ako ga udahne radnik, može uzrokovati zastoj disanja. Temperatura zavarivanja čelika varira oko 1200 stupnjeva. U tom slučaju, cink premaz počinje isparavati već na temperaturi nešto iznad 900 stupnjeva.
Ako se zavarivanje izvode u zatvorenom prostoru, potrebno je osigurati učinkovitu ventilaciju.
Drugi problem je što prisutnost rastaljenog cinka pogoršava kvalitetu spoja. Cink se miješa s osnovnom legurom, ugrađuje se u kristalnu rešetku i slabi je. Intenzivno isparavanje cinkove prevlake uzrokuje stvaranje mjehurića, šupljina i nehomogenost šava.
Čini se da je uklanjanjem pocinčavanja na spoju moguće sigurno i učinkovito spojiti cijevi. Međutim, ovdje leži treći problem - lokalno uklanjanje pocinčavanja dovodi do brzog trošenja komunikacija na spoju.