Spajanje metalnih cijevi
Ne manje često, prilikom polaganja komunikacija, također se koriste metalne cijevi. Od njih su najpopularniji lijevano željezo i metal.
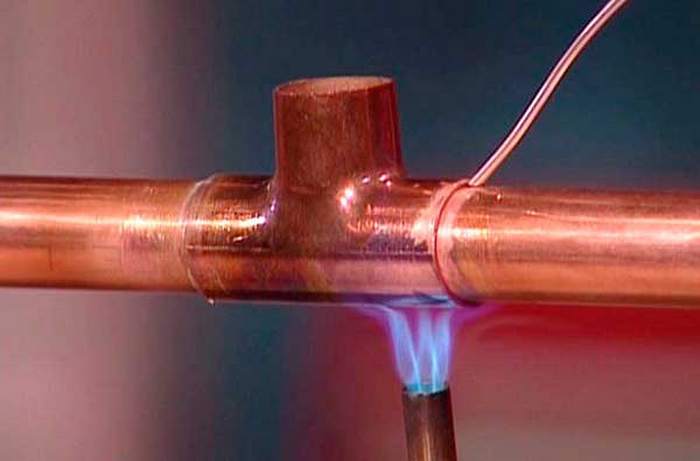
Za lemljenje bakrene cijevi morate kupiti poseban alat - lemljenje. Izrađuje se od mekih topljivih metala poput kositra, mjedi i sl. Lem je u obliku metalnih šipki (tvrdi lem za lemljenje na visokim temperaturama) ili fine žice (za lemljenje na temperaturama do 459 stupnjeva).
Spajanje bakrenih cijevi lemljenjem izgleda ovako:
- Potrebni komadi cijevi su odrezani;
- Uz pomoć ekspandera cijevi, cijev od lijevanog željeza se širi s jednog kraja (u budućnosti će takvo proširenje igrati ulogu utičnice);
- Dvije cijevi su odmašćene i obrađene posebnom pastom za fluks za visokokvalitetno spajanje lema s bakrom;
- Nakon toga morate koristiti lem za lemljenje.
- Tako obrađujemo spojeve dviju cijevi plamenikom dok se lem ne otopi.
- Nakon što je spajanje bakrenih cijevi dovršeno, potrebno je ukloniti ostatke lemljenja suhom krpom i ostaviti da se elementi potpuno ohlade.
- Za stvaranje linijskih zavoja koriste se posebne bakrene armature, koje su zalemljene na isti način.
Spajamo lijevano željezo

Cijevi od lijevanog željeza danas se rjeđe koriste, ali i one imaju pravo na život. Spajanje cijevi od lijevanog željeza najčešće se izvodi u utičnici. Tehnologija izgleda ovako:
- Prošireni kraj cijevi potpuno je očišćen i odmašćen;
- Tanki kraj cijevi je također umetnut u njega, također bez masti;
- Sada je slobodni prostor u utičnici ispunjen vučom po stopi od 1/3 cjelokupne raspoložive površine, tako da kasnije vuča ne uđe u sustav;
- Nakon toga, preostali prostor se puni azbestnim cementom, sumporom, brtvilom ili ekspandirajućim cementom. Čeka se potpuno sušenje. Ovako su spojene dvije cijevi od lijevanog željeza.
Osim toga, moguće je spojiti cijevi od lijevanog željeza uz pomoć okova različitih konfiguracija. Dakle, koriste se okovi, sedla, spojnice itd.
Zavarivanje lijevanog željeza elektrodama na bazi bakra
Zavarivanje elektrodama na bazi bakra koristi se u svim slučajevima kada nije potrebna visoka čvrstoća zavara. Bakar, poput nikla, ne stvara spojeve s ugljikom, ali se praktički ne otapa u željezu. Stoga deponirani šav nije homogen, već se u bakrenoj bazi nalaze inkluzije visokougljične željezne faze povećane tvrdoće.
Bakreno-željezne elektrode OZCH-2, OZCH-6 izrađene su od bakrene šipke s prevlakom od kalcijevog fluorida u koju je dodano 50% željeza u prahu. Ove elektrode se koriste za zavarivanje pukotina u vodenim omotima blokova motora, glava blokova itd. Pukotina se buši na krajevima i reže pod kutom od 70-90 ° za 2/3 debljine dijela. Rubovi pukotine pažljivo se čiste, jer tragovi hrđe, ulja i drugih onečišćenja uzrokuju poroznost šava. Zavarivanje se izvodi kratkim lukom na istosmjernu struju obrnutog polariteta s prekidima za hlađenje dijela na temperaturu od 50-60 ° C. Da bi se dobio čvršći šav, dijelovi od 40-60 mm se kovaju odmah nakon zavarivanja. Sloj taložen OZCH elektrodama je bakar zasićen željezom prošaran kaljenim čelikom visoke tvrdoće. Na granici šava, zone izbjeljivanja nalaze se u zasebnim odjeljcima. Unatoč prilično visokoj tvrdoći, šav se može obraditi karbidnim alatom. Bakreno-nikl elektrode MNP-2 su šipke izrađene od metala monela (28% bakra, 2,5% željeza, 1,5% mangana, ostatak je nikal). Nikl ovih elektroda ne stvara spojeve s ugljikom, pa se zavar dobiva male tvrdoće, ohlađena zona od lijevanog željeza je gotovo odsutna, zona kaljenog lijevanog željeza ima nisku tvrdoću, koja se lako može smanjiti malim kaljenjem.Osim toga, u šavu se stvara manje pora i pukotina, lakše se obrađuje, ali je njegova čvrstoća niska. Stoga se bakreno-nikl elektrode često koriste u kombinaciji s bakreno-željeznim elektrodama. Prvi i zadnji sloj se nanose bakreno-nikl elektrodama (kako bi se osigurala gustoća u prvom sloju, a poboljšala obrada u posljednjem), ostatak se spaja bakreno-željeznim elektrodama. Navarivanje bakreno-nikl elektrodama izvodi se na isti način kao i bakreno-željeznim elektrodama.
Za hladno zavarivanje i navarivanje lijevanog željeza (tj. zavarivanje i navarivanje bez predgrijavanja) s posebnim elektrodama, tipično je da se postupak izvodi s minimalnim unosom topline u kratkim kuglicama dužine 25-60 mm uz hlađenje svake nadograđene kuglice u zraka do temperature ne više od 60°C. Ponekad se preporuča kovati svaki valjak laganim udarcima čekića.
Naprezanja zavarivanja koja nastaju u konstrukciji kao posljedica zagrijavanja mogu se gotovo u potpunosti ukloniti ako se u zavaru i zoni utjecaja topline stvore dodatne plastične deformacije. To se može postići kovanjem šavova. Kovanje se izvodi u procesu hlađenja metala na temperaturama od 450 °C i više, odnosno od 150 °C i niže. U temperaturnom rasponu od 400–200 °C, zbog smanjene plastičnosti metala tijekom kovanja, mogu nastati suze. Posebno zagrijavanje zavarenog spoja za kovanje, u pravilu, nije potrebno. Udarci se nanose ručno čekićem težine 0,6-1,2 kg sa zaobljenom glavom ili pneumatskim čekićem uz mali napor da se promijeni uzorak šava. Kod višeslojnog zavarivanja svaki sloj je kovan, s izuzetkom prvog, u kojem od udarca mogu nastati pukotine i oblaganje. Ova tehnika je vrlo učinkovita za ublažavanje naprezanja pri zavarivanju pukotina i zatvaranju zavara u krutim konturama dijelova i sklopova od konstrukcijskih čelika i lijevanog željeza.
Kovanje zavarenog spoja također pridonosi povećanju čvrstoće konstrukcije na zamor.
Pregledi:
152
Sivo lijevano željezo
Sivi lijev se široko koristi u strojarstvu. Ime je dobio po sivoj boji loma, zbog prisutnosti slobodnog ugljika u obliku grafita u strukturi od lijevanog željeza. Prema vrsti metalne baze, sivi lijevi su perlitni, perlitno-feritni i feritni.
Tablica 1. Sivi lijev, njihova glavna svojstva i primjena
| marka | σv MPa | HB | Svojstva i primjena |
| Sredina 10 | 275 | 139-274 | Odljevci niske odgovornosti s debljinom stijenke do 15 mm (kućišta, poklopci, kućišta itd.), dijelovi za koje karakteristika čvrstoće nije obvezna - tikvice, okovi, okviri, tave, ukrasni dijelovi, masivni građevinski stupovi, temelji ploče |
| MF15 | 314 | 160-224 | Odljevci niske odgovornosti s debljinom stijenke 10 - 30 mm (cijevi, tijela ventila, ventili pod tlakom do 20 MPa itd.), lagano opterećeni dijelovi karoserije, ploče podmotora, poluge, remenice, zamašnjaci, ulje i spremnici rashladne tekućine, kućišta filtera, prirubnice, poklopci, lančanici |
| MF18 | 354 | 167-224 | Odgovorni odljevci s debljinom stijenke 10 - 20 mm (remenice, zupčanici, ležajevi, čeljusti, itd.) |
| MF20 | 397 | 167-236 | Kritični odljevci debljine stijenke do 30 mm (blokovi cilindara, klipovi, kočni bubnjevi, kolica, itd.), za izradu osnovnih dijelova karoserije povećane čvrstoće i otpornosti na habanje, dijelova koji zahtijevaju nepropusnost pri tlakovima do 8 MPa (80 kgf/cm2), kućišta, mjenjači, glave, balanseri, prednje ploče, rukavi, kolica, cilindri, pumpe, špule, armature, kompresori |
| MF25 | 450 | 176-245 | Kritični odljevci debljine stijenke do 40 mm (kalupčići, klipni prstenovi itd.), za izradu osnovnih dijelova karoserije povećane čvrstoće i otpornosti na habanje, dijelova koji podliježu povećanim zahtjevima za nepropusnost |
| SC3O | 490 | 177-250 | Kritični odljevci debljine stijenke do 60 mm (klipovi, diesel košuljice, okviri, matrice itd.), za izradu nosača, klizača stolova i čeljusti, površinski kaljenih dijelova, cilindara, kućišta pumpi, dizel motora i motora s unutarnjim izgaranjem, klipni prstenovi, radilice i bregaste osovine |
| MF35 MF45 | 540 | 193-264 | Odgovorni visokoopterećeni odljevci s debljinom stijenke do 100 mm (male radilice, dijelovi parnih strojeva itd.) dijelova za koje se postavljaju zahtjevi za nepropusnost pri tlaku većem od 8 MPa |
Grafit ima niska mehanička svojstva. Narušava integritet metalne baze. Smješten između zrna metalne baze, grafit slabi vezu između njih. Stoga sivi lijev ima slabu vlačnu čvrstoću i vrlo nisku duktilnost i žilavost. Što su grafitne inkluzije veće i ravnije, mehanička svojstva lijevanog željeza su lošija. Tvrdoća sivog lijeva, kao i njegova otpornost na kompresiju, bliski su čvrstoći čelika, koji ima istu strukturu kao i metalna baza lijevanog željeza.
Grafit također ima pozitivan učinak na svojstva lijevanog željeza, posebice, povećava njegovu otpornost na habanje, djelujući slično kao i podmazivanje, povećava obradivost, jer čini strugotine krhkim, pomaže prigušiti vibracije proizvoda i smanjuje skupljanje u proizvodnji odljevaka. .
Mehanička svojstva sivog lijeva mogu se poboljšati ravnomjernom distribucijom finog lamelarnog grafita u odljevku. To se postiže posebnom obradom – modifikacijom, kada se u tekuće željezo prije lijevanja uvode aditivi koji tvore dodatna središta grafitizacije, čime nastaje fino lamelarni grafit. Lijevano željezo s takvim grafitom naziva se modificirano. Od običnog sivog lijeva se razlikuje po većoj vlačnoj čvrstoći, ali se njegova duktilnost i žilavost ne poboljšavaju tijekom modifikacije.
Prema GOST 1412-85, slova SCh u oznaci razreda lijevanog željeza znače - sivi lijevano željezo. Dvoznamenkasti broj odgovara vlačnoj čvrstoći σv MPa. Standard normalizira vlačnu čvrstoću sivih lijevanih željeza σv = 274÷637 MPa, tvrdoća - 143÷637 HB i kemijski sastav.
Glavna svojstva sivog lijeva i njegova primjena prikazani su u tablici 1.
Uređaj ventila
Na vodovodne sustave i sustave grijanja mogu se ugraditi dvije vrste ventila:
- lopta;
- ventil.
Radni element kuglastog ventila je kugla koja se nalazi unutar tijela. Lopta ima prolaznu rupu. Ako je ventil otvoren, tada se kuglica okreće rupom prema protoku vode. U zatvorenom položaju lopta se gluhom stranom okreće prema vodi. Okretanje elementa za zaključavanje vrši se uz pomoć ručke.

Uređaj s kuglastim ventilom
Zaporni element ventila ventila je ventil s brtvom, smješten na vretenu, koji se spušta i podiže okretanjem ručke.
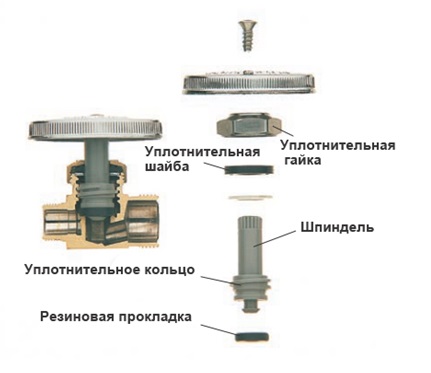
Uređaj ventilskog ventila
Kuglasti ventil, za razliku od ventilskog uređaja, je zaporni ventil i ne može se koristiti za regulaciju protoka tekućine. Kuglasti ventil se ne može popraviti, a u slučaju kvara u radu uređaja potrebna je njegova potpuna zamjena.
Prednosti cijevi od nodularnog željeza
U nekim slučajevima su iznimno jake cijevi od lijevanog željeza koje se koriste za vodoopskrbu nezamjenjive jer imaju sljedeća svojstva i karakteristike:
- Sposobnost izdržati tlak tekućine u sustavu do 1,6 MPa i više.
- Dobra otpornost na promjene vlažnosti i nagle promjene temperature.
- Otporan na koroziju.
- Otpornost na mehanička oštećenja.
- Snaga.
- Plastični.
- Jednostavnost instalacije.
- Dug vijek trajanja - do 100 godina.
Također, osim izvrsnih fizičkih i mehaničkih svojstava, kanalizacijska cijev od nodularnog željeza je ekološki prihvatljiva:
- voda koja prolazi kroz takve cijevi ostaje apsolutno bezopasna i prikladna za potrošnju, jer nije onečišćena stranim nečistoćama;
- na kraju radnog vijeka cijevi se mogu u potpunosti zbrinuti bez štete po okoliš.
Spajanje plastičnih i cijevi od lijevanog željeza
Kako spojiti cijevi od lijevanog željeza s plastikom? Sve ovisi o razlogu koji tjera na ovaj korak. I to neće nužno biti zamjena (produženje) linije od lijevanog željeza.
Jedan od mogućih scenarija je pojava izvanrednih situacija na postojećem spoju plastika - lijevano željezo.
U početku se pretpostavlja da spoj cijevi od lijevanog željeza s plastikom neće biti podvrgnut vanjskim utjecajima (temperatura ili mehanički utjecaj). Jednostavno rečeno, do curenja dolazi zbog smanjenja tlaka (pokvarena je nepropusnost) spoja.
Do curenja može doći kao posljedica:
- Vodeni čekić, što je izuzetno rijetko.
- Nagle promjene temperature (na primjer, prilikom isključivanja / uključivanja tople vode ili prelaska s hladne na toplu vodu).
U potonjem slučaju, uzrok problema leži u različitim koeficijentima ekspanzije lijevanog željeza i plastike, kao iu nekvalitetnom spoju (kanalizacijski adapter od lijevanog željeza na plastiku). Potonji može razviti pukotinu jer se lijevano željezo ne širi ravnomjerno kao plastika. Osim toga, okov se može jednostavno odmotati (pričvršćivanje slabi).
Da biste riješili nastali problem, morat ćete zamijeniti istrošeni dio (prijelaz iz lijevanog željeza u plastiku) ili zategnuti onaj koji se "samo valja". Treba napomenuti da su visokokvalitetni moderni okovi zaštićeni od spontanog odmotavanja. Osim toga, možete koristiti i stiskanje takvih proizvoda. Zato je bolje ne štedjeti na priboru.
Priključak od polipropilena, dizajniran za spajanje plastičnih i metalnih cijevi
Drugi scenarij je potreba za produljenjem linije od lijevanog željeza. Prilika za uštedu novca dovršavanjem plastičnog ožičenja oko stana, spojenog na postojeći uspon od lijevanog željeza, može potaknuti isti korak. Ali, ako ostane metalni uspon, problem neće biti potpuno eliminiran - postoji velika vjerojatnost curenja na spoju (prijelaz kanalizacije iz plastike u lijevano željezo).
Budući da je pristajanje sustava "lijevano željezo-plastika" već dugo pušteno u pogon, na suvremenom tržištu možete pronaći element kao što je prijelazna gumena manžeta (standardnih promjera).
Kako praktično spojiti metal s plastikom
Izbor načina spajanja cijevi ovisi o vrsti dostupne cijevi od lijevanog željeza:
- cijev od lijevanog željeza bez utičnice;
- cijev s utičnicom.
U potonjem slučaju, obični korisnik (bez posebne obuke) moći će spojiti pojedinačne elemente. U suprotnom (utičnica je oštećena ili nije postojala), morat ćete koristiti prešanu spojnicu koja ima specifičan dizajn - na jednom kraju je utičnica (spoj na plastični vod), a na drugom je navoj rez za spajanje s krajem od lijevanog željeza. Plastičnu cijev možete sami umetnuti u cijev od lijevanog željeza ako kupite unaprijed:
- adapter za kanalizacijsku cijev od lijevanog željeza ili prešu;
- brtveni materijal, koji se može koristiti kao vuča ili teflonska traka;
- ključevi (dva komada).
Faze takve veze mogu se opisati na sljedeći način:
- Odvijte postojeću spojku (kliznu spojku od lijevanog željeza) na mjestu gdje se planira dovesti plastični vod. Alternativno, možete jednostavno odrezati cijev od lijevanog željeza pomoću brusilice.
- Na pripremljenom metalnom kraju izrežite nit, podmazujući ovo mjesto uljem (krutim uljem).
- Obrišite navoje, navijte brtveni materijal oko njega i podmažite silikonskim brtvilom.
- Zavijte pritisnu spojnicu - rad se preporuča izvesti ručno, bez korištenja ključa. U suprotnom postoji mogućnost mehaničkog oštećenja dijela. Priključak se mora zategnuti nakon što se sustav napuni vodom (na taj način će se izbjeći curenje i ne stisnuti sam spoj).
https://youtube.com/watch?v=39fa3je7waI
GLEDAJ VIDEO
Ako namjeravate izgraditi glavni grijač ili opskrbu toplom vodom, preporuča se korištenje posebnog adaptera (prijelazni rukavac od lijevanog željeza u plastiku), koji ima brtvu od gumene brtve. Alternativno rješenje je korištenje razdvojenog mjedenog rukavca, koji ima PVC element.
Na kraju, vrijedi reći da je bolje unaprijed zamijeniti unutarnje ožičenje plastikom, bez čekanja na hitan slučaj. Uostalom, plastična konstrukcija je manje zahtjevna (ne treba održavanje), a njezin rad nije popraćen pojavom neugodnih mirisa. Samo stručna osoba može spojiti cijev od lijevanog željeza s plastičnom!
Mogući kvarovi i načini njihovog otklanjanja
Uređaj je potrebno popraviti ako:
- ventil ne zatvara vodu. Uzroci kvara mogu biti:
- trošenje brtvene brtve koja služi kao uređaj za zaključavanje;
- odspajanje zapornog ventila s vretena;
- pregib vretena;
- onečišćenje ventila naslagama sadržanim u vodi;
Ako je vreteno savijeno ili ventil odspojen, čahuru je potrebno zamijeniti.
- ventil koji curi ili kapa. Glavni razlozi takvog kvara mogu biti:
- stvaranje pukotine na tijelu uređaja;
- odsutnost ili nedovoljna količina pakiranja žlijezda.
Zamjena brtve i čišćenje kućišta
Za popravak ventila vlastitim rukama kada je brtva istrošena, trebat će vam sljedeći alati i materijali:
- ključ;
- komad gume za vodovod;
- škare;
- kliješta;
- nož;
- laneni konac ili drugi materijal za brtvljenje.
Guma i škare potrebne su da sami napravite brtvu. Ako znate koja je brtva ugrađena na vreteno, tada možete kupiti gotov proizvod u vodovodnoj trgovini.
Brtva se mijenja na sljedeći način:
- pomoću podesivog ključa potrebno je odvrnuti kutiju dizalice koja pričvršćuje vreteno ventila;

Demontaža ventila za zamjenu brtve
- kliješta odvijte maticu koja fiksira brtvu;
- podloška i neuspješna brtva se uklanjaju;
- izrezan je komad gume čije su dimenzije nešto veće od dimenzija ventila;
- u sredini izrezanog komada gume napravljena je rupa;
- guma je postavljena na ventil i pričvršćena maticom;
- višak gume se odreže škarama oko ventila. Gotova brtva mora u potpunosti odgovarati dimenzijama ventila;

Pričvršćivanje nove brtve na vreteno
- pomoću noža se čisti tijelo ventila. Preporuča se pažljivo ukloniti sve naslage ne samo u kućištu uređaja, već iu spoju s navojem;
Ako kućište nije moguće očistiti mehaničkim djelovanjem, tada se može koristiti kerozin ili tekućina WD-40.
- kutija za dizalicu je montirana na navoj;
- spoj je zapečaćen, nakon čega se uređaj može potpuno fiksirati.
Brtvljenje navoja lanenim navojem
Popravak ventila mora se izvesti kada je dovod vode (grijanje) isključen.
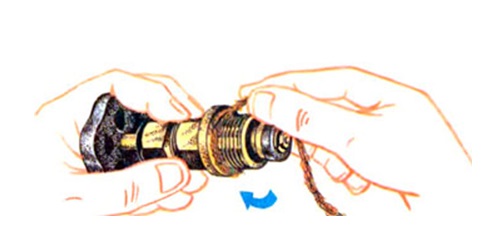
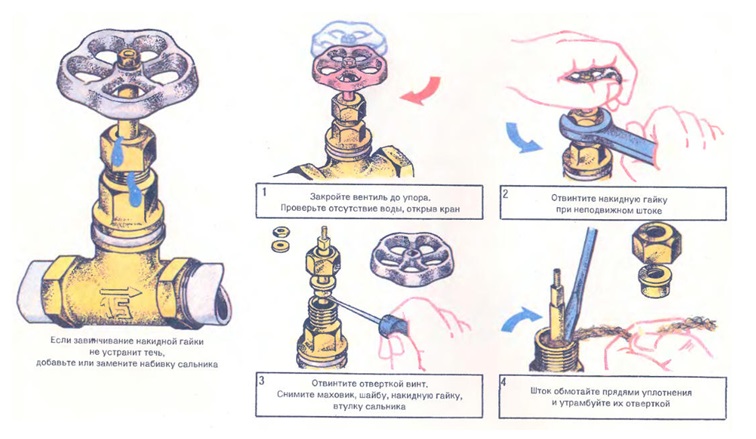
Zamjena brtvila žlijezda
Ako ventil slavine propušta, tada je u većini slučajeva problem odsutnost ili prekomjerno brtvljenje brtvila žlijezde. Popravak će zahtijevati:
- podesivi ključ ili ključ odgovarajuće veličine;
- pakiranje žlijezda;
- nož ili plosnati odvijač za brtvljenje.
U ovoj situaciji možete sami popraviti ventil prema sljedećoj shemi:
- isključite dovod vode u sustav;
- uklonite ručicu za rotaciju;
- odvrnite pričvrsnu maticu.Prilikom otpuštanja fiksacije, preporuča se držati vreteno u jednom položaju;
- uklonite brtveni prsten koji pričvršćuje brtvu;
- upotrijebite nož ili odvijač za uklanjanje starog pakiranja;
Postupak zamjene pakiranja kutije za punjenje kako bi se uklonilo curenje
- nanijeti i nabiti novi materijal za brtvljenje;
- sastavite slavinu obrnutim redoslijedom.
Proces zamjene brtve i brtve žlijezda detaljno je opisan u videu.
https://youtube.com/watch?v=r7a44zQX2oo
Popravak pukotina
Ako ventil curi, a uzrok curenja je pukotina na tijelu ventila, tada možete:
- potpuno zamijeniti ventil;
- zatvorite pukotinu posebnim materijalima.
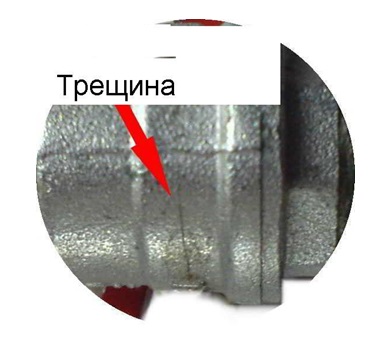
Pukotina u tijelu ventila
Među materijalima koji se koriste za brtvljenje pukotina, može se razlikovati sredstvo za hladno zavarivanje.

Sredstva za hladno zavarivanje metala
Detaljne upute za korištenje proizvoda navedene su na pakiranju. Opći obrazac upotrebe je sljedeći:
- mjesto na kojem se pukotina treba popraviti očisti se od prljavštine i odmasti acetonom;
- sastav je pripremljen za primjenu;
- gotova smjesa se nanosi na pukotinu i ravnomjerno raspoređuje po površini;
Za čvrstoću zavarivanja, preporuča se nanošenje smjese na veću površinu od same pukotine.
- Očekuje se potpuno sušenje sastava, nakon čega je moguće očistiti i obojiti mjesto zavarivanja.

Metoda korištenja hladnog zavarivanja za popravak pukotine
Tako možete sami otkloniti najčešće probleme s ventilom. Ako obavljeni popravci nisu pomogli u ispravljanju situacije, ventil se mora zamijeniti.
Spojevi od lijevanog željeza i plastike
Proces zamjene kanalizacije trenutno koristi naprednije materijale od lijevanog željeza. U tom slučaju morat ćete spojiti svoj dio sustava na zajednički cjevovod od lijevanog željeza. Često se samostalna provedba toga provodi umetanjem jednog proizvoda u drugi, nakon čega slijedi brtvljenje cementnim mortom.
Ovaj pristup se ne može nazvati pouzdanim, jer postoji opasnost od plastične deformacije i curenja. Plastične i lijevano željezne cijevi potrebno je spajati s velikom pažnjom, jer je reakcija na zagrijavanje ta dva materijala prilično različita (za više detalja: ""). Sve to može poništiti brtvljenje. Još jedan štetan učinak na takav spoj su povremene vibracije i udari u kanalizacijskom sustavu.


U nedostatku utičnice, montaža se izvodi s dva adaptera. Najprije se cijev čisti od prljavštine i hrđe, nakon čega je cijev od lijevanog željeza najprije opremljena gumenim adapterom, a nakon toga plastičnim. Što se tiče plastične cijevi, ona je umetnuta unutar plastičnog adaptera.
Kako zavariti lijevano željezo na metal električnim zavarivanjem

31.12.2018
Prilikom izvođenja radova na popravku pojavljuju se situacije kada je potrebno spojiti različite metale. Može li se lijevano željezo zavariti na čelik? Da, ali to je u moći ljudi s iskustvom.
Legure lijevanog željeza karakteriziraju visoki sadržaj ugljika, kada izgara, struktura metala se mijenja. Spoj se zavari u niskotemperaturnom režimu, do 120°C. Čelik, naprotiv, treba jako zagrijati.
Za spajanje dijelova od lijevanog željeza s drugim željeznim legurama razvijena je tehnologija tampon sloja. Prevlaka od nikla osigurava snažno spajanje različitih metala.
Tehnologija zavarivanja lijevanog željeza čeličnom potrošnom elektrodom
Postoji nekoliko načina zavarivanja lijevanog željeza, oni se koriste za spajanje legura lijevanog željeza s drugim metalima:
- Vruće - prije spajanja dijelova, peći se potpuno zagrijavaju na 600 ° C. Zagrijavanje plamenikom dopušteno je samo u radnom području (lijevano željezo postaje grimizno). Koristi se za sigurne veze.
- Poluvruće, dobro za legirane legure. Dijelovi koji se spajaju djelomično ili potpuno se zagrijavaju na 200-300°C.
- Hladno - dijelovi su spojeni bez grijanja, koristi se za preklapanje - šavove koji rade u kompresiji.
Spajanje metala ručnim električnim zavarivanjem uključuje preliminarnu pripremu površina. Legura lijevanog željeza je porozna i dobro upija ulje. Nije dovoljno odmastiti mrlju, mora se očistiti do čistog sloja, inače će se šav ispostaviti da je labav.
Kako se čelik zavaruje za lijevano željezo:
Najprije morate odabrati trenutne parametre. Ako aparat za zavarivanje radi samo konstantno, prebacite polaritet na obrnuto. Potrebno je uzeti u obzir indikator otvorenog kruga (napon između polova bez luka), dopuštena vrijednost je do 54 V. Dopušten je rad na izmjeničnu struju samo s otvorenim krugom od 54 V.
Zavarivanje se izvodi u malim dijelovima, valjci se izrađuju duljine ne više od 3 cm. Prvo se taloži lijevano željezo, a zatim se čelični dio zavaruje na tampon sloj.
Šavovi debelih stijenki zavareni su u slojevima, svaki se kuje prije nanošenja sljedećeg
Izrađuje se okomito na prvu - tako se postiže čvrstoća veze.
Nakon spajanja legure lijevanog željeza s čelikom vrućim i poluvrućim metodama, važno je promatrati način hlađenja površine površine. Šav se povremeno zagrijava tako da se postupno hladi
Naglim hlađenjem legura lijevanog željeza puca zbog nastalih unutarnjih naprezanja.
Izbor elektroda
Koristite posebne koje imaju:
- lako paljenje pri pokretanju;
- niska sposobnost prodiranja;
- visoka stopa taloženja;
- tvrdoća dobivene perle.
Ruski brendovi:
- TsCh-4 - višenamjenski s celuloznim premazom karakterizira stabilno izgaranje, dobra površina;
- OZCH-2, OZCH-25 - koriste se za zavarivanje elemenata tankih stijenki, ne izgaraju metale do velike dubine;
- MNP-2, OZZHN-2 koriste se samo za vruće spajanje dijelova od lijevanog željeza s metalima.
Uvezeno, koristi se za kritične šavove:
- Zeller 866, Zeller 855 - univerzalni, kuhaju lijevano željezo sa željezom bez prethodnog zagrijavanja;
- Ficast NiFe - stvaraju veze koje stabilno rade pri savijanju, torziji.
Važno!
Prije rada važno je dobro osušiti elektrode, zagrijati ih, zagrijavaju se od 160 do 300 ° C. Ali samo nekoliko komada se uzima iz pakiranja - pri ponovnom sušenju i zagrijavanju, premaz će se raspasti
Primjena argon-lučnog zavarivanja
Korištenje vatrostalnih elektroda i bakreno-nikl žice za punjenje daje dobar rezultat.
Kako se čelik zavaruje na lijevano željezo (nekoliko preporuka):
- Dodatak se odabire prema vrsti metala i vrsti lijevanog željeza. Češće se bira žica s punjenom jezgrom na bazi nikla, najprije se s nje skida premaz.
- Argon se koristi kao zaštitna atmosfera, čuva šav od oksidacije.
- Za rad se biraju vatrostalne volframove elektrode.
- Za rad s elementima tankih stijenki, iskusni zavarivači umjesto žice koriste male tanke komade lijevanog željeza.
- Za spojeve koji doživljavaju samo statička opterećenja (kompresija), mogu se koristiti legure nikla. Dobro prianjaju na sve vrste čelika.
Važne točke procesa zavarivanja lijevanog željeza i čelika
- Rad se obavlja u niskom položaju.
- Valjak se izrađuje brzo bez stvaranja širokog bazena taline.
- Sivo lijevano željezo se kuha gore, mora se zagrijati, a zatim se taloži sloj koji sadrži nikal. Tada će veza biti jaka.
- Kod legiranih čelika lijevano željezo stvara labav šav; mora biti dobro kovan.
- Potrebno je ravnomjerno kuhati šav, bez oštrih fluktuacija s držačem.
Kako zavariti lijevano željezo na metal električnim zavarivanjem Veza na glavnu publikaciju
Spajamo polipropilen

Metode spajanja polipropilena u potpunosti ovise o promjeru proizvoda. Dakle, cijevi promjera do 63 mm spajaju se zavarivanjem utičnica ili u utičnicu. Cijevi većeg promjera spajaju se sučeonim zavarivanjem.Istodobno, vrijedi zapamtiti da se uz pomoć ručnog lemilice lemljenje može izvesti samo za cijevi promjera do 40 mm. Veliki elementi su lemljeni na profesionalnoj opremi za centriranje.
Temperatura zavarivanja polipropilenskih cijevi je 220-230 stupnjeva.
Tehnologija lemljenja izgleda ovako:
- Cijevi su izrezane na željene segmente;
- Rubovi polimera temeljito su odmašćeni;
- Oznaka se nanosi na rub sljedećeg segmenta, čija će duljina premašiti dubinu utičnice za 2 mm;
- Oba kraja proizvoda koji se spajaju su u kontaktu s lemilom (cijev se ubacuje u mlaznicu, a utičnica se stavlja na nju);
- Elementi zagrijani 3-5 sekundi spajaju se dok se ne zaustave i potpuno se ohlade.
PP cijevi se također mogu spojiti pomoću kompresijskih spojnica.
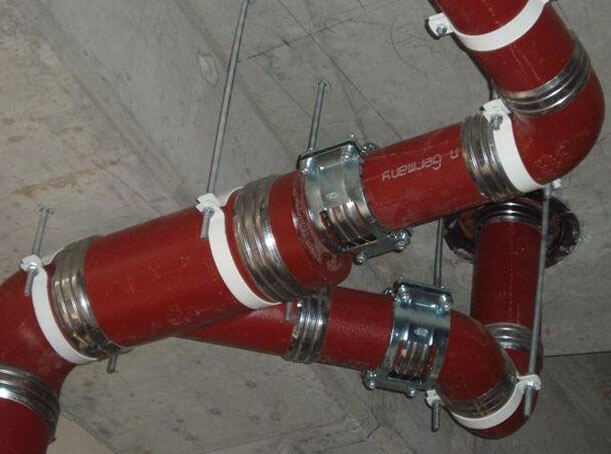
Spajanje glatkih cijevi od lijevanog željeza
Cjevovod se može stvoriti ne samo s cijevima od lijevanog željeza: često se prakticira upotreba glatkih struktura. Kako spojiti cijev od lijevanog željeza na čeličnu u ovom slučaju? Ovdje će vam trebati prisutnost raznih uređaja za povezivanje: prije svega, govorimo o spojnicama, sedlima, križevima, zavojima. Koja će opcija biti najprikladnija određuje se promjerom cjevovoda i vrstom pristajanja.
Najčešće se za to koriste spojke za cijev od lijevanog željeza jedne od sorti:
- Cilindar. Prikladno za spajanje cijevi istog promjera. Najčešće je takav okov opremljen navojem.
- Dvocilindrični. Koriste se u slučajevima kada promjer spojenih cijevi varira. Unutar takve spojnice također se nalazi navoj.
- Futorki. Ovaj spoj je opremljen unutarnjim i vanjskim navojem, uglavnom se koristi u sustavima grijanja.
Kvačilo je vrlo jednostavno za korištenje. Prvi korak je označavanje, tijekom kojeg se utvrđuje razina uranjanja svake cijevi unutar spojnice
U ovom slučaju važno je postići spajanje krajeva točno u središtu spojnice. Zabrtvite spoj između dva posebna brtvila
Često cjevovod ima određeni kut polaganja ili grane. U ovom slučaju, drugi okovi dolaze u pomoć. Kanalizacijske cijevi od lijevanog željeza možete spojiti pod kutom pomoću zavoja. Po izgledu, to su komadi cijevi koji imaju određeni kut savijanja (10, 15, 30, 60 i 90 stupnjeva).

Također je moguće spojiti cijevi od lijevanog željeza i čelika s takvim uređajima:
-
Tee
. Omogućuje spajanje tri cjevovoda odjednom. Najčešće se postavlja na mjesto gdje se kanalizacija račva. -
križ
. Omogućuje spajanje četiri cijevi odjednom. -
Sedlo
. Koristi se u slučaju kada je cijev manjeg promjera spojena na glavni vod. Najčešće se na taj način spajaju samostojeće vodovodne instalacije.
Krajevi ovih uređaja mogu biti opremljeni utičnicama ili ravnim dijelovima. Brtvljenje spojeva vrši se raznim brtvilima i kudeljom.


