Značajke zavarivanja cink cijevi
Odlučujući s kojim elektrodama kuhati pocinčavanje, odaberite željenu marku na temelju radnih uvjeta zavarenog proizvoda tijekom daljnje uporabe. Zavarivanje se ne razlikuje od konvencionalnog zavarivanja, s izuzetkom nekih nijansi:
- Temperaturni učinak na sloj cinka dovodi do njegovog izgaranja s stvaranjem otrovnih plinova, stoga se u procesu zavarivanja moraju poštivati sigurnosne mjere - koristiti protočnu ventilaciju i zaštititi dišne organe od plinova.
- Prije izvođenja radova potrebno je provesti probno zavarivanje na kratkim dijelovima cijevi za odabir elektroda i optimalni način napajanja.
- Za izgaranje cinka potrebna je dodatna energija, pa je struja na aparatu za zavarivanje podešena 10% više nego kod zavarivanja neobloženog čelika.
- Bolji šav se dobiva korištenjem rutilnih elektroda (to je dobro poznato), pri zavarivanju elektrodama s osnovnim premazom cink dodatno pogoršava kvalitetu šava, čineći rubove njegovih rubova potrganim i neravnim. Stoga se preporuča da prije zavarivanja s elektrodama s glavnim premazom pripremite mjesto budućeg spoja - uklonite cink premaz kiselinom ili abrazivnim materijalima.

Riža. 13 Površinska obrada cinkovom bojom za zaštitu od korozije
Značajke zavarivanja
Izravna tehnološka karta za zavarivanje pocinčanih cijevi predviđa određene parametre rada i tijeka rada koji moraju biti u skladu s propisima. Proces zavarivanja mora osigurati određene karakteristike, čija je svrha spriječiti oštećenje površine pocinčanog premaza tijekom tehnološkog zavarivanja. Dakle, električno zavarivanje pocinčanih cijevi uključuje primjenu posebnog fluksa na površinu pocinčanog premaza. To će spriječiti izgaranje cinka u vrijeme zavarivanja.
 Zavarivanje pocinčanih cijevi
Zavarivanje pocinčanih cijevi
Prema postupku zavarivanja pocinčanih cijevi, zajednički pothvat predviđa sljedeće korake:
- Na mjestu zavarivanja nanosi se fluks spoj koji ima tehnološko stanje tekućine viskozno.
- U procesu zavarivanja spoj fluksa prelazi u drugu strukturu, pri čemu dolazi do taljenja, a tok ne ispušta produkte izgaranja, niti isparava, ali je zavarivanje pocinčanih cijevi štetno po zdravlje, bez upotrebe posebnih zaštitnih uređaja za operater opreme za zavarivanje.
- Na kraju tehnološkog zavarivanja dobiva se savršeno ravnomjeran i jak šav na spoju. Površina je potpuno zaštićena od pojave korozivnih procesa u budućnosti.
https://youtube.com/watch?v=QFoiF2vXzVE
Kako pravilno zavariti cijevi električnim zavarivanjem vodič korak po korak
Odabir elektroda Raznolike zavarenih spojeva i spojeva cijevi Prethodni rad s dijelovima Postupak zavarivanja Suptilnosti električnog zavarivanja Montaža spojeva Rad s rotirajućim i fiksnim spojevima Provjera pouzdanosti spojeva Sigurnosna pravila pri radu sa aparatom za zavarivanje
U procesu održavanja kućanstva, često postoje slučajevi kada je potrebno izgraditi neku vrstu strukture od običnih cijevi ili profila. Često se u te svrhe koriste lagane i jednostavne za ugradnju plastične cijevi, kao i čelični proizvodi s navojnim pričvršćivačima. Međutim, u ovom članku ćemo pogledati kako pravilno zavariti cijev za grijanje ili druge potrebne sustave u vašem domu, jer gore navedene opcije nisu uvijek prihvatljive i prikladne.
Izbor elektroda
Prva stvar koju trebate obaviti zavarivanje na cijevima za grijanje ili drugim strukturama su elektrode. O kvaliteti ovog potrošnog materijala ovisit će ne samo pouzdanost dobivenih zavara i nepropusnost sustava, već i proces izvođenja radova.
Pod elektrodom se podrazumijeva tanka čelična šipka s posebnim premazom, koja omogućuje stabilan luk u procesu električnog zavarivanja cijevi, a sudjeluje u stvaranju vara, a također sprječava oksidaciju metala.
Prema vrsti jezgre, postoje takve elektrode:
- Sa središtem bez taljenja. Materijal za takve proizvode je grafit, električni ugljen ili volfram.
- Sa centrom za taljenje. U ovom slučaju, jezgra je žica, čija debljina ovisi o vrsti zavarivanja.
Što se tiče vanjske ljuske, mnoge elektrode koje se nalaze na tržištu treba podijeliti u nekoliko skupina.
Dakle, pokrivenost može biti:
- Celuloza (grad C). Ovi proizvodi se uglavnom koriste za zavarivanje cijevi velikih presjeka. Na primjer, za ugradnju cjevovoda za transport plina ili vode.
- Rutilna kiselina (RA). Takve su elektrode optimalne za zavarivanje metalnih cijevi za grijanje ili vodovod. U tom slučaju, zavar je prekriven malim slojem troske, koji se lako uklanja tapkanjem.
- Rutil (RR). Ova vrsta elektrode omogućuje dobivanje vrlo točnih zavarenih šavova, a troska nastala tijekom rada vrlo se lako uklanja. Uglavnom se takve elektrode koriste na mjestima kutnih spojeva ili pri zavarivanju drugog ili trećeg sloja.
- Rutilna celuloza (RC). Takve elektrode mogu izvesti zavarivanje u apsolutno bilo kojoj ravnini. Konkretno, vrlo se aktivno koriste za stvaranje dugog okomitog šava.
- osnovno (B)
Vrste zavara i spojeva
Zavarivanje čeličnih cijevi vrši se strojem za zavarivanje metodom taljenja. Aparat za zavarivanje stvara istosmjernu struju iz izmjenične struje i, pomoću električnog luka, zagrijava lokalno područje proizvoda na željenu temperaturu. Na metalnoj šipki (elektrodi) dolazi do stvaranja električnog luka. Tamo gdje radi luk, stvara se posebna atmosfera koja, kada se metal topi, ne dopušta mu oksidaciju. Zahvaljujući visokokvalitetnom zavarenom šavu, curenja su potpuno isključena, jer je spoj zapečaćen.
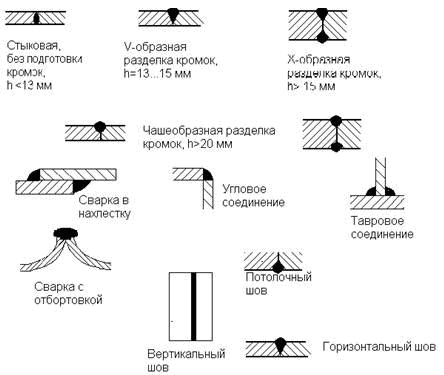
Postoji mnogo načina za šivanje. Koju metodu odabrati ovisi o debljini cijevi i materijalu od kojeg su izrađene. Glavne vrste šavova:
- u Biku;
- stražnjica;
- preklapanje;
- kutni.
Također je važno uzeti u obzir mjesto cijevi jedna u odnosu na drugu:
- donji šav. Tijekom zavarivanja, elektroda se postavlja preko elemenata koji se spajaju. Ovom metodom zavarivač može jasno vidjeti sva zavarena područja, pa je ova metoda najprikladnija.
- Stropni šav. Elektroda se postavlja ispod elementa koji se zavariva. U tom slučaju operater podiže ruku i drži je iznad glave, pa se ova metoda koristi samo tijekom popravaka ili prilikom zamjene deformiranog dijela cijevi. Prilikom uređenja novog sustava on se ne koristi.
- vertikalni šav. Ova metoda spajanja koristi se ako su 2 cijevi postavljene vodoravno. Zavarivač pomiče elektrodu gore-dolje i odozdo prema gore (u okomitom smjeru).
- Horizontalni šav. Često horizontalne veze čine instalaciju sustava grijanja i vodovoda. U ovom slučaju, dvije cijevi su u okomitom položaju.
Je li moguće zavariti pocinčane cijevi
Pravila za sastavljanje cjevovoda određuju GOST-ovi. Međutim, standardni zahtjevi nisu prikladni za rad s pocinčanim cijevima. Zaštitni sloj cinka vrije na temperaturi od 906 stupnjeva Celzija. Međutim, baza se mora zagrijati na 1200 stupnjeva.Zbog toga su uvedene inovacije prema kojima su naznačena dva moguća načina rješavanja problema:
- Zavarivanje pomoću fluksa. Sastav ne smije sadržavati komponente koje se otapaju u vodi.
- Smanjeno vrijeme zavarivanja. Dakle, cink neće imati vremena da ispari. Da biste brže dovršili posao, trebate povećati temperaturu pomoću strujnog regulatora.
Zavarivač odabire metodu ovisno o situaciji, tehničkim zahtjevima.