Koje elektrode zavariti profilnu cijev od 2 mm.
Prilikom odabira elektroda za električno zavarivanje, oni se vode prema debljini obratka, što je izravno povezano s njihovim promjerom.
Potrebne podatke možete dobiti iz tablica na pakiranju ili sami odrediti dimenzije, s obzirom da promjer elektrode približno odgovara debljini stijenke pri vrijednostima koje ne prelaze 4 mm.
Odabir načina zavarivanja i vrste elektroda
Struja koja prolazi kroz elektrode izravno je povezana s njihovim promjerom, njegova je vrijednost obično naznačena na pakiranju. Dodatno, njegova se vrijednost može postaviti iz tablica ili približno odrediti proračunima, na temelju činjenice da je 1 mm. debljina elektrode zahtijeva struju od 30 ampera.
Postoje četiri glavne vrste elektroda ovisno o materijalu premaza:
- Kiselo (A). Karakterizira ih visok sadržaj željeza i mangana, metalna elektroda prolazi u šav u obliku malih kapi s formiranjem tekuće kupke, kada se skrutne, troska se lako odvaja. Prilikom rada, previsoka temperatura luka dovodi do podrezivanja, šav je vrlo sklon pucanju - to ograničava upotrebu ove vrste.
- Celuloza (C). Osim celuloze, sastav uključuje feromanganske rude i talk, koji potpuno izgaraju kada se zagrijavaju, stvarajući zaštitni plin, dok šav nema premaz od troske. Elektroda ulazi u šav sa srednjim i velikim kapljicama, tvoreći grubu neravnu strukturu s brojnim prskanjem.
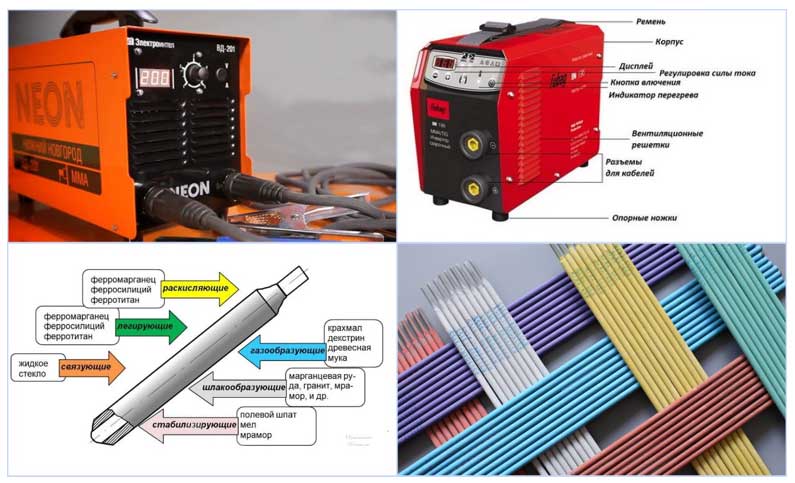
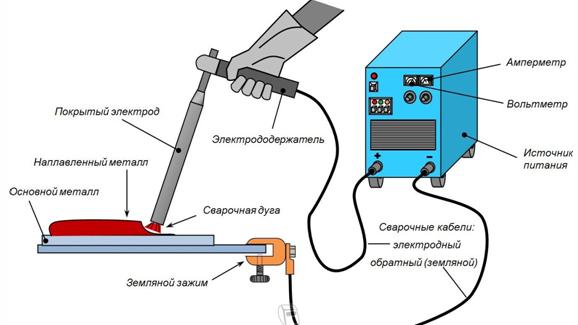
Riža. 10 Izgled elektrolučnog aparata i elektrode
Rutil (P). Premaz se uglavnom sastoji od titanovog dioksida ili ilmenita, metal elektrode prolazi u zavareni bazen sa srednjim i malim kapljicama s malom količinom prskanja i stvaranjem ravnomjernog, visokokvalitetnog šava. Premaz od troske ima poroznu strukturu i lako se odvaja od šava.
Za električno zavarivanje legura čelika s niskim udjelom ugljika, od kojih se izrađuju oblikovane cijevi, najčešće se koriste dobre elektrode marki UONI-13/55, MP-3, ANO-4, OK 63.34 može se koristiti za zavarivanje nehrđajućeg čelika.

Sl.11 Zavarivanje cijevi tankih stijenki
Priprema za rad
Spajanje profilnih cijevi bez zavarivanja uglavnom se provodi pomoću specijaliziranih stezaljki i vijaka. S vremenom se pričvršćivači popuštaju, pa je prilikom brige o proizvodu potrebno stalno provjeravati čvrstoću konstrukcije. Kako bi se smanjili problemi tijekom rada, za sastavljanje konstrukcije koristi se zavarivanje.
Da bi se dobio jak zavar, potrebno je pripremiti površinu cijevi. Za ovo:
dijelovi cijevi se režu na potrebnu duljinu;

Korištenje brusilice za rezanje cijevi
Preporuča se rezati cijevi posebnim alatima, na primjer, nožnom pilom, što vam omogućuje da rez bude što ravnomjerniji.
- ako je potrebno spojiti elemente pod kutom, tada se cijevi pažljivo prilagođavaju jedna drugoj tako da su praznine što je moguće manji. To će povećati kvalitetu zavara i, kao rezultat, pouzdanost gotovog proizvoda;
- mjesta na kojima bi trebao biti zavar očišćena su od hrđe, neravnina i drugih stranih naslaga. Svako uključivanje negativno utječe na čvrstoću šava. Čišćenje se može obaviti jednostavnom metalnom četkom ili specijaliziranom opremom, poput brusilice.

Priprema površine prije zavarivanja
Elektrolučno zavarivanje
Ručno lučno zavarivanje ima široku primjenu u svim sektorima nacionalnog gospodarstva iu svakodnevnom životu za spajanje elemenata metalnih konstrukcija. Njegova karakteristična svojstva u usporedbi s drugim vrstama zavarenih spojeva su:
- Relativno niska cijena aparata za zavarivanje i potrošnog materijala, koji su elektrode.
- Dobivanje visokokvalitetnih zavarenih spojeva uobičajenih vrsta metala, uključujući nehrđajuće legure.
- Sposobnost izvođenja radova zavarivanja na mnogim teško dostupnim mjestima - to je olakšano malom težinom i lakoćom spajanja opreme na struju.

Riža. 7 Zavarivanje tanke profilne cijevi - vrsta šavova
Izvođenje radova pomoću elektrolučnog zavarivanja sastoji se od sljedećih koraka:
- Krajevi cijevi se pripremaju za zavarivanje, za to se čiste od hrđe, nakon čega se praznine postavljaju na potrebnu udaljenost kako bi ispunili šav metalom iz rastaljene elektrode, često se za to koriste posebni uređaji.
- Aparat za zavarivanje se uključuje, postavlja potrebnu struju prema ugrađenom indikatoru, elektroda se umetne u držač spojen na aparat za zavarivanje, drugi kraj je pričvršćen na cijev.
- Položaj dijelova koji se zavaruju jedan u odnosu na drugi fiksira se točkastim zavarivanjem (čapovima), nakon čega se provodi električno zavarivanje pomoću zaštitne odjeće, maske i rukavica zavarivača.
- Na kraju rada kamenac se obara i šav se čisti metalnom četkom.
Poluautomatsko zavarivanje metala inertnim plinom (MIG)
Zahvaljujući suvremenim tehnologijama, postalo je moguće na najjednostavniji način zavariti profilne proizvode u domaćim uvjetima, što ne zahtijeva puno iskustva i dugogodišnju obuku za zavarivača.
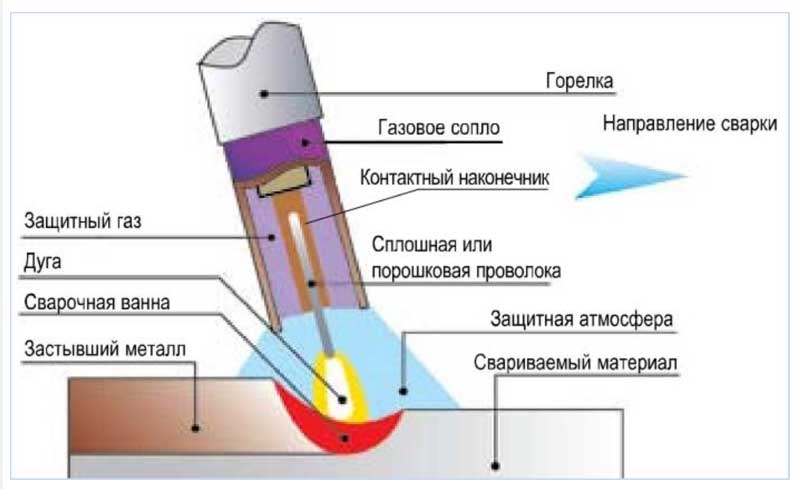
Riža. 8 Kako MIG radi
Poluautomatsko zavarivanje inertnim plinom (MIG) evolucijski je korak u razvoju klasičnog elektrolučnog zavarivanja, u usporedbi s kojim ima sljedeće prednosti:
- Umjesto elektrode, posebna žica promjera od 0,6 do 1,2 mm se automatski dovodi u zavareni bazen kroz gorionik, namotana u kolute - to automatizira proces i skraćuje vrijeme za zamjenu elektroda.
- Zajedno sa žicom, inertni plin (obično mješavina ugljičnog dioksida i argona) se dovodi u plamenik kroz rukavac za zavarivanje - to sprječava stvaranje troske i poboljšava kvalitetu zavara.
Zahvaljujući ovoj tehnologiji, poluautomatsko zavarivanje ima sljedeće prednosti u odnosu na elektrolučne strojeve:
- Omogućuje zavarivanje tankih obratka debljine 0,5 mm.
- Kuha čelik, nehrđajući čelik, lijevano željezo, aluminij i obojene metale.
- Prilikom izvođenja radova nema troske i praktički nema dima - to je manje štetno za zdravlje, poboljšava kvalitetu šava u usporedbi s metodama električnog luka.
Nedostaci MIG-a uključuju glomaznost (potreban je masivni plinski cilindar i sustav za dovod žice do plamenika) i nemogućnost rada u jakom vjetru koji izbacuje plin iz zone zavarivanja.
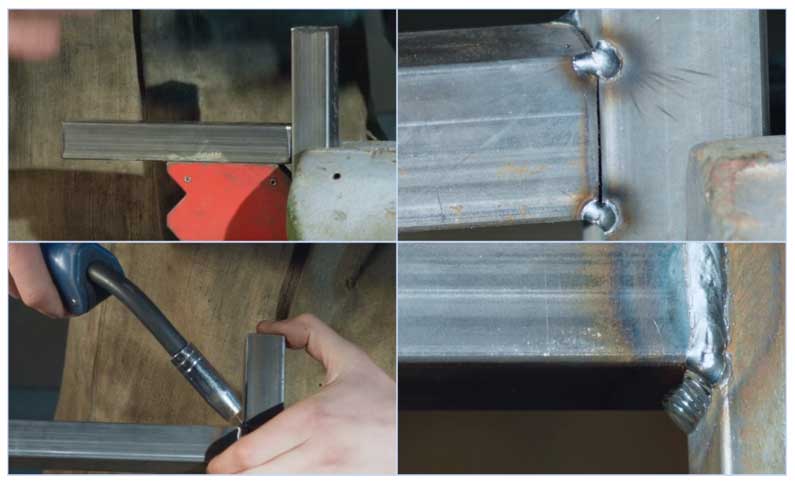
Riža. 9 Zavarivanje profilnih cijevi tankih stijenki u okruženju inertnog plina
Tehnika zavarivanja
Zavarivanje okvira iz profilne cijevi može se izvesti bilo kojom od sljedećih vrsta:
- plin;
- električni luk.
Plinsko zavarivanje
Plinsko zavarivanje se proizvodi topljenjem metala i punjenjem praznog prostora dodatkom.
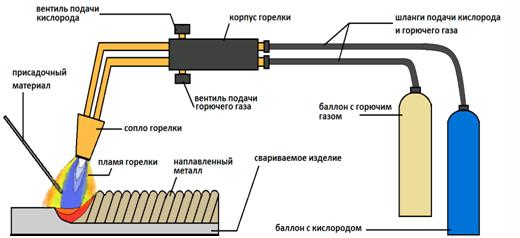
Tehnologija plinskog zavarivanja
Za plinsko zavarivanje trebat će vam:
- poseban aparat za zavarivanje sa setom vrhova za plamenik;
- cilindar s kisikom;
- cilindar sa zapaljivim plinom (najčešće se koristi acetilen);
- žica za punjenje (potrebno je da žica bude izrađena od istog materijala kao i cijevi koje se zavaruju);
- prah za zavarivanje (fluks), koji smanjuje oksidaciju metala i štiti šav. Tok se nanosi na površinu cijevi prije početka zavarivanja;
- elementi individualne zaštite zavarivača (maska).
Prilikom plinskog zavarivanja potrebno je strogo poštivati sigurnosne mjere, jer su plinovi koji se koriste eksplozivni.
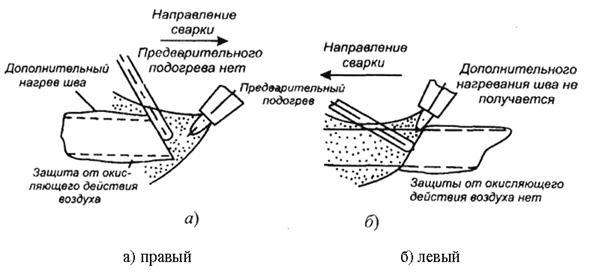
Spajanje cijevi plinskim zavarivanjem može se izvesti na 2 načina:
- s lijeva na desno. Dodatak se isporučuje nakon zagrijavanja plamenikom, što omogućuje zavarivanje cijevi debljine veće od 5 mm. Šav nije sasvim ujednačen i zahtijeva dodatnu doradu.Na taj način se vrata zavaruju od profilne cijevi i drugih trodimenzionalnih konstrukcija;
- s desna na lijevo. Dodatak se ubacuje ispred plamenika, što vam omogućuje da dobijete najravnomjerniji šav. Uglavnom se koristi za cijevi debljine manje od 5 mm, kao što su zavarivanje profilnih cijevi, vrtne klupe i tako dalje.
Dostupni načini za formiranje vara
Nakon potpunog hlađenja, šav se preporuča očistiti i zaštititi od korozije.
Plinsko zavarivanje koristi se za spajanje profilnih cijevi od obojenih metala (mjed, aluminij, bakar i tako dalje).
Prednosti plinskog zavarivanja su:
- jednostavnost. Zavarivanje konstrukcije s plinskim plamenikom ne zahtijeva posebna znanja i vještine;
- dostupnost. Potrebne komponente (plinovi) mogu se kupiti bez većih poteškoća;
- nema potrebe za snažnim izvorom električne struje.
Elektrolučno zavarivanje
Elektrolučno zavarivanje koristi se pri spajanju profila izrađenih od crnih metala, odnosno čelika.
Elektrolučno zavarivanje izvodi se pomoću:
- Stroj za zavarivanje;
- elektrode.
Tehnologija lučnog zavarivanja
Odabir elektroda i potrebne struje za zavarivanje provodi se na temelju debljine metala profilne cijevi.
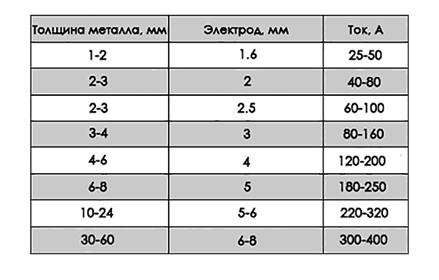
Tablica omjera metala za zavarivanje i korištenih elektroda
Tablica prikazuje preporučene parametre elektrode. Da biste bili sigurni da je elektroda pravilno odabrana, potrebno je izvršiti probni šav na malim dijelovima cijevi.
Snaga struje također utječe na kvalitetu zavara. Da bi šav bio što jači, potrebno je postići najveću moguću jačinu struje.
Zavarivanje profilne cijevi s inverterom izvodi se sljedećim redoslijedom:
- zavareni dijelovi profilnih cijevi sigurno su pričvršćeni kako bi se spriječila njihova deformacija i pomak. Da biste to učinili, možete koristiti i posebne uređaje i improvizirane alate;
- na 4-5 točaka izvodi se točkasto zavarivanje (zavarivanje za prianjanje), što omogućuje prethodno spajanje dijelova;

Početna faza konstrukcijskog zavarivanja
- provjerava se ispravnost dizajna. Ako je potrebno, uz pomoć čekića, nedostaci se ispravljaju;
- spoj je konačno zavaren. Istodobno, preporuča se pratiti brzinu kretanja elektroda kako bi metal cijevi imao vremena da se potpuno otopi i da se istodobno ne potopi unutar profila.
Profilne cijevi debljine veće od 5 mm preporuča se zavariti u nekoliko faza kako bi se dobio jak šav. U ovom slučaju, zavarivanje se izvodi u suprotnim smjerovima u odnosu jedan na drugi.
Nakon završetka zavarivanja, konstrukcija se mora ohladiti kako bi se spriječila deformacija profilne cijevi.
Gotovi šav se čisti posebnim alatima, na primjer, kutnom brusilicom.

Obrada šavova bušilicom
Mjesto zavarivanja zahtijeva kvalitetnu zaštitu od utjecaja okoline, jer metal izložen visokim temperaturama hrđa nekoliko puta brže.
Više o elektrolučnom zavarivanju možete saznati gledajući video.
Svi radovi zavarivanja moraju se izvoditi uz poštivanje sigurnosnih mjera opreza i korištenje sredstava za zaštitu zavarivača. Izbor metode zavarivanja ovisi o materijalu od kojeg su profilne cijevi izrađene, kao i o dostupnoj opremi.

