Polipropilén csövek csatlakoztatásának módszerei
Ha a feladat az, hogy a fűtést kis átmérőjű (legfeljebb 63 mm-es) műanyag csövekkel szereljék fel, a gyakorlatban az ilyen csövek csatlakoztatásának két módja van:
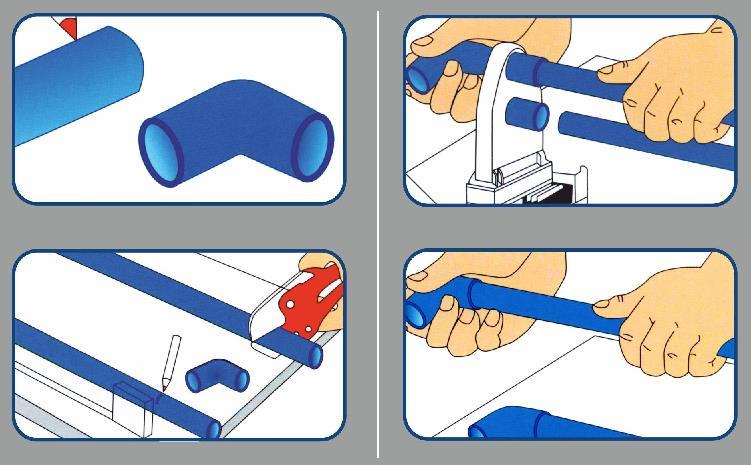
- dugós hegesztés - ebben az esetben a cső egyik előre kiterjesztett vége a másikba kerül;
- dugós hegesztés - itt két elem végeit tengelykapcsoló segítségével csatlakoztatják egymáshoz.
Nagy átmérőjű (63 mm-től) csövek összekapcsolása esetén tompahegesztést alkalmaznak. Ez a beépítési mód nem igényel további összekötő elemeket, miközben megőrzi a csőrögzítés kiváló fokát. Megfelelő méretű idomok (hüvelyhegesztés) is használhatók. 40 mm átmérőjű csövek jelenlétében kényelmesebb a kézi hegesztés, de a nagyobb elemeket általában egy speciális, előre beigazító berendezéssel csatlakoztatják.
Közvetlenül a fűtési rendszer telepítésének megkezdése előtt érdemes még egyszer alaposan átgondolni a csővezeték összeszerelésének teljes folyamatát. Ezzel elkerülhetők a nem kívánt árnyalatok a működés során, amelyek befolyásolják a fűtési rendszer végső összeszerelési minőségét.
A polipropilén csövek csatlakoztatásának folyamata
Itt felvázoljuk a műanyag fűtőcsövek csatlakoztatásának főbb árnyalatait:
- A forrasztópáka optimális melegítési ideje 5 másodperc.
- A polipropilén ajánlott olvadási hőmérséklete 270°C. Ezt a paramétert a hegesztőgépre szerelt speciális billenőkapcsolóval lehet elérni.
- Meg kell jegyezni, hogy a fűtési rendszer csövek csatlakoztatásának technológiája a helytől és az évszaktól függően változik. Tehát nulla alatti hőmérsékleten vagy fűtőszerkezet kültéren történő felszerelésekor a forrasztópáka cső fűtési idejét kissé növelni kell, vagy a hőmérsékletet emelni kell a polipropilén termékek megolvadásához.
- Nagyobb átmérőjű csövek összekapcsolása esetén az anyag olvadási ideje is kis mértékben megnő.
- A nagy átmérőjű elemek egymáshoz rögzítésének javasolt ideje melegítés után 30 másodperc vagy több.
Ezután részletesen figyelembe kell vennie a polipropilénből készült csövek forrasztási technológiáját:
- A szükséges hőmérséklet elérése után a polipropilén csövekhez való forrasztópáka fúvókáit - a csövek keresztmetszetének külső és belső méreteihez - egyidejűleg felhelyezik és felmelegítik a csatlakozó alkatrészek (tengelykapcsoló, cső).
- A fűtési folyamat pillanatában a fűtőelemeken "fáklyák" keletkeznek.
- A hevítési folyamat eredményeként mindkét rész lekerül a fúvókákról, és egymáshoz rögzítve, mindkét oldalról egyenletesen, egymás felé történő finom nyomással és ebben a helyzetben rögzítve. Az elemek csatlakoztatása során bármilyen forgás és szükségtelen mozgás elfogadhatatlan, mivel ez megzavarhatja a keletkező varrást.
- A csatlakoztatott elemeket 30 másodpercig kell tartani a fűtési rendszer részeinek megbízhatóbb tapadása érdekében. Hozzá kell tenni, hogy a peremnek egyenletesnek kell lennie a csatlakozás teljes hosszában.
A teljes lehűlés után a csatlakoztatott részek használatra készek.
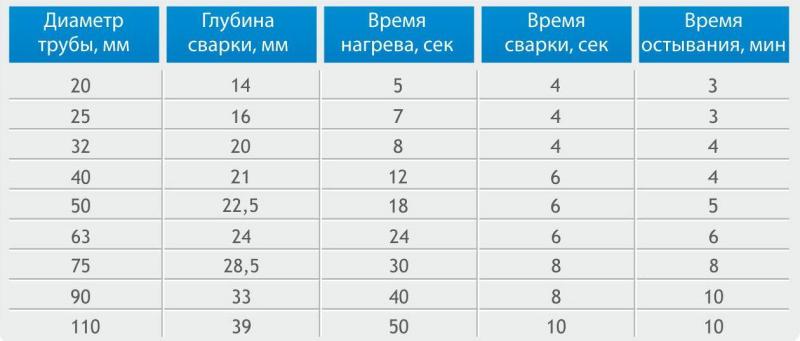
A hegesztési folyamat paraméterei
Fém-műanyag és PEX-csövek csövek összekötésének módjai
A fém-műanyag elemeket és a PEX csöveket gyakran ugyanazzal a módszerrel kötik össze. Itt részletesen leírjuk a hőcső felszerelésének technológiáját a fenti anyagokból.
A fém-műanyag csövek csatlakoztatása kétféleképpen történik:
- kompressziós szerelvények használata;
- présszerelvények segítségével (fűtőcsövek nyomáspróbája).
Csőcsatlakozás kompressziós szerelvényekkel
Az ilyen típusú szerelvények használata kényelmesebb. A kompressziós szerelvények hidegvíz-ellátó rendszerek összeszerelésére is használhatók. A meleg vizet vezető csővezeték szerelését is az építtetők végzik az említett szerelvények segítségével.
A fenti csővezetékek összeszerelésekor nincs szükség speciális felszerelésre a fém-műanyag és a polipropilén varrásához. A csövek részeinek összekapcsolásához csak egy csavarkulcsra és metszőollóra van szüksége.
A fűtőelemek csatlakoztatása a következő műveleti algoritmus szerint történik:
- Kezdetben egy nyomóanyát helyeznek a cső dokkoló oldali végére.
- Ezután az anya mögé egy osztott típusú gyűrűt kell felhelyezni, míg a gyűrű szélét a csővágástól 1 mm távolságra kell elhelyezni.
- Ezután a csövet ütközésig fel kell nyomni és az idomra rögzíteni. Ebben az esetben a cső letörése nem szükséges.
- A krimpelő anyát csavarkulcsokkal szerelik fel.

Kompressziós illesztési alkatrészek és összeszerelési eljárás
Az anya meghúzásakor nem ajánlott túlzott erőt alkalmazni, mivel nagy a valószínűsége a cső elvágásának.
Csövek dokkolása présszerelvényekkel
A fém-műanyag csövek préselt szerelvényei, valamint a térhálósított polipropilén lehetővé teszik a fűtési rendszer részeinek megbízható csatlakoztatását. Sajnos egy ilyen konstrukció a jövőben nem választható szét. Az ilyen módon történő telepítéshez speciális présszerszámot kell használnia.
A korábban említett fűtőelemek szerelvényekkel történő csatlakoztatásához kövesse az alábbi utasításokat:
- A cső végére rögzítő menetes hüvelyt kell felhelyezni.
- Ezután a kívánt keresztmetszetű tágítót ütközésig helyezzük a csőbe.
- A bővítő fogantyúi lassan kapcsolódnak egymáshoz, és rövid időre ebben a helyzetben rögzítik.
- Az illesztőgombot a csőbe helyezzük. Egyedülálló molekuláris összetételének köszönhetően a csövek zsugorodnak, ami segít szorosan rögzíteni az idomot a csőhöz.
- A csövet kézi vagy hidraulikus préssel biztonságosan rá kell nyomni a szerelvényre.

Préselés speciális szerszámmal
A polipropilén csövek felszerelésének jellemzői
Kiegészítő berendezések telepítése
A polipropilén csövek telepítésekor figyelembe kell venni a hőtágulási tényezőt
Ez fontos a fűtési rendszerek és a melegvíz-csövek esetében. Ehhez kompenzátorokat kell felszerelni a propilén csövekre.
A kompenzátorok fő funkciói:
- A hőmérséklet-változások és az erős nyomáslökések elnyelése a fűtési és vízellátó rendszerben.
- A teljes rendszer integritásának megőrzése.
- A műanyag csővezeték megbízhatóságának növelése.
A kompenzátorokat az anyag alapján is megkülönböztetheti, amelyből készültek.
Használhat fém tágulási hézagokat, ezek a következők:
- axiális harmonika-kompenzátorok KSO;
- kompenzátorok fújtatók túlfeszültség-levezetők;
- nyírási kompenzátorok (KSS);
- rotációs kompenzátorok (KSP);
- univerzális kompenzátorok (KSU).
Az univerzális dilatációs hézagokat általában kisméretű szerkezetekre szerelik fel.
Elasztikus anyagokból vannak rugalmas csatlakozású készülékek. A leggyakrabban használt U- és L-alakú szerkezetek, valamint hurok alakú kompenzátorok és „kígyók”.

Kompenzátorok: hurok alakú (bal) és U alakú (jobb)
Menetes csatlakozás fémcsövekkel (amerikai)
A műanyag csövek menetes csatlakozása nem biztosít nagy csatlakozási szilárdságot. Ebben az esetben az ilyen kialakítású elemek hegesztése nagyobb tömítettséget biztosít. Ha valamilyen oknál fogva lehetetlen elkerülni a menetes csatlakozást, akkor az amerikai nők a polipropilén csövekhez nagyon alkalmasak.
Ez egy speciális, levehető kombinált vasalat, melynek egyik oldalán fém menet, másik oldalán polipropilén alap található. Egyrészt a fémhez lesz csavarozva, másrészt a műanyaghoz hegesztik.
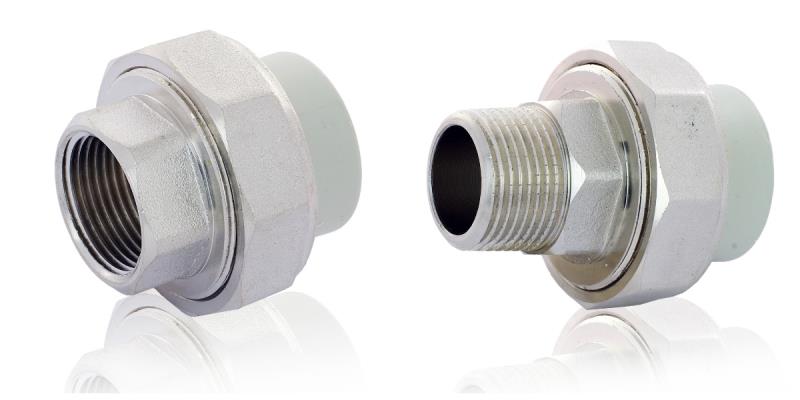
Az amerikai többször is használható
Karimák használata
Az ilyen csatlakozás a végekre hegesztett adapter perselyekkel vagy acél karimákkal (profil és sima) történik, egyik oldalán menettel. Felszerelésük hegesztés nélkül történik. Az előnyök közül az ízületek nagy megbízhatósága, amelyek ellenállnak a magas hőmérsékletnek és nyomásnak akár 16 atm-ig. A csatlakozás 2-120 cm-ig különböző átmérőjű csővezetéken történhet.
A dokkolás a cső karimájának meghúzásával és egy gumitömítés felhelyezésével kezdődik. A végétől legfeljebb 10 mm távolságra kell felszerelni. A karimát áthelyezik a tömítésre, egy másik csövet ugyanígy készítenek elő
A csavarokat óvatosan húzzuk meg, hogy a műanyag ne repedjen meg.
 Műanyag csövek karimás csatlakozása
Műanyag csövek karimás csatlakozása
Polipropilén cső hegesztése szerelvényekkel
Fő szakaszok:
- a szükséges eszköz elkészítése.
- csővezeték tervezés.
- csővágás.
- csövek és szerelvények hegesztése.
A szerelvényeket és tartozékokat általában hegesztéssel rögzítik a műanyag csövekhez. Ehhez speciális forrasztópáka szükséges, több fúvókával, amelyek mérete megfelel a cső és a szerelvények átmérőjének. A hegesztés megkezdése előtt meg kell tisztítani azt a területet, ahol a szerelvény belép. Ehhez az alufóliát eltávolítják, ha alumíniumrétegű csövet használnak.
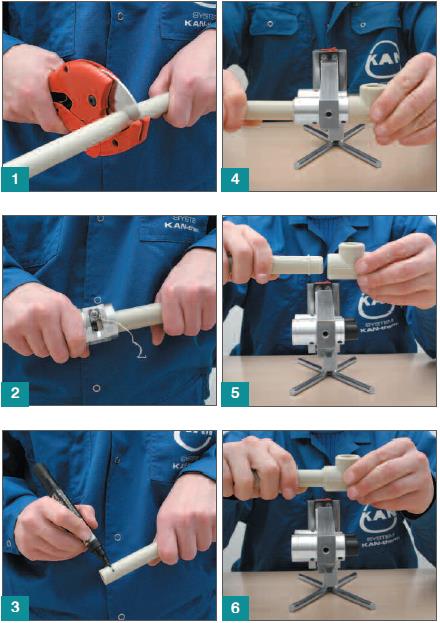
Polipropilén cső forrasztása idomgal
Ezután a polipropilén csövek szerelvényeit és magát a csövet megfelelő fúvókával ellátott forrasztópákával egyenletesen felmelegítjük és összekötjük egymással.
Csőalkatrészek és idomok ragasztásánál kerülni kell az alkatrészek forgását. Az elemek forrasztását lehűlésükkor biztonságosan rögzíteni kell. Ellenkező esetben a csatlakozás nem lesz szoros, és működés közben szivárog.
Fém vízcsővel kombinált csatlakozás esetén más csatlakozási módra lesz szükség, beleértve a hegesztést és a menetes csatlakozást is. Általában ilyen kombinált csatlakozásra van szükség a vízvezeték-berendezések csatlakoztatásakor.
Mindenekelőtt a munka megkezdése előtt kapcsolja ki a felszállókat, és engedje le a vizet a rendszerből. Ezt követően a régi vízvezetéket bontják.
A régi vízellátás szétszerelésének felgyorsítása érdekében egyszerűen használhatja a darálót - vágja darabokra a régi fémcsöveket.
A forrasztási folyamatot az alábbi videó mutatja be részletesen.
A bontási munkák befejezése után el kell távolítani a régi szelepeket, meg kell tisztítani a vízellátó vezeték felszállóhoz vezető részét kábellel, és folytatni kell az új szelep beszerelését. Ez segít elkerülni a vízellátás dugulását ezen a régi vízellátási szakaszon.
Telepítés előtt a szűrőt a keverőre kell helyezni. Ez meghosszabbítja a mosógép élettartamát, amely ezen a helyen csatlakoztatható a vízellátó rendszerhez.
Mindezek után kombinált szerelvényt telepíthet. A menetes fém rész a keverőhöz van rögzítve, a műanyag rész pedig a csövekhez van hegesztve.
A csőrendszer külön részének hegesztése, beépítése
A polipropilénből készült vízvezeték forrasztásakor mindig igyekeznek a vízellátás egyes szakaszait nagy szabad térrel és megfelelő magasságban telepíteni. Ehhez alapvető eszközökre, vonalrajzra és a munka helyes sorrendjére lesz szükség.
Általában a legnehezebben forrasztható oldal a falon található, két sarokszerelettel, ezért először ezt hegesztik, és rögzítik klipekkel vagy dübelhüvelyekkel. A sarokszerelvények után a vezetékszakaszok további felszerelése történik, közvetlenül a falak közelében folytatva a forrasztási munkákat.A beszerelés megkönnyítése érdekében előzetesen biztosítani kell egy helyet a forrasztópáka állványra történő felszereléséhez, vagy meg kell szervezni a felfüggesztését.

