Rézcső forrasztási eljárás

A rézcsövek forrasztási ideje segít csökkenteni a jelölést a szerelvényen, és ajánlásokat tesz a szükséges méretű forrasztásra.
A forrasztás előtt a csővég külső részét és a belső szerelvényt csiszolópapírral tiszta fém állapotúra dolgozzák fel. Ezután vékony réteg forrasztópasztát vagy folyasztószert viszünk fel a cső megtisztított végére. Ezek az anyagok olvadáskor feloldják az összekapcsolt elemeken lévő oxidfilmeket, megvédve azok felületét a további oxidációtól, amit a magas hőmérséklet okoz.
Tekintettel azonban arra a tényre, hogy a fluxus tönkreteszi a fém felületét, saját kezű forrasztáskor közvetlenül a munka megkezdése előtt kell felhordani, és csak arra a területre, amelyet a szerelvény tartalmaz. A keményedés után a fluxus olyan film, amelyet nem kell eltávolítani.
Ezután a csövet ütközésig be kell helyezni a kapilláris szerelvény aljzatába. A helyeket egyenletesen melegítik fel gázégő vagy hőlégfúvó lángjával. Erre a célra kívánatos két égővel vagy permetező fúvókával felszerelt lámpát használni.
Ha a használt folyósítószer ónt tartalmaz, akkor a kívánt hőmérsékletre melegítve ezüstös cseppek jelennek meg. Más esetekben úgy győződhet meg a kívánt hőmérséklet eléréséről, hogy a forraszanyagot a felmelegített felülethez érinti - a forrasztásnak szét kell terjednie. Az olvadt forraszanyagot azonnal be kell fecskendezni a hézagba. Ráadásul nem mindegy, hogy melyik oldalról vezetik be. A kapilláris hatásnak köszönhetően a forraszanyag egyenletesen kitölti a teljes kötést. A folyasztószer maradványokat ronggyal távolítjuk el a szerelvényről.
A forrasztási idő csökkentése elősegíti a különféle szerelvények használatát, amelyekben a gyártó a kívánt méretű forrasztógyöngyöt alkalmazta. Az idomot folyasztószerrel borított csőre helyezzük, égővel vagy hőlégfúvóval addig hevítjük, amíg a forrasztóanyag folyékony halmazállapotú lesz.
Lehűlés után a vízellátó és fűtési vezeték kialakítása üzemkész.
A csővezeték összeszerelése szerelvényekkel
A rézcsövek idomokkal történő csatlakoztatását kizárólag az ellenőrzésre hozzáférhető helyen végezzük. Ez a szabály annak a ténynek köszönhető, hogy a csatlakozás nincs teljesen lezárva, és idővel szivárgások keletkezhetnek.
A menetes csatlakozás előnye, hogy szükség esetén további erőfeszítés nélkül elvégezhető a javítás, mivel az így létrejövő csatlakozás szétszedhető.
Eszközök és anyagok
A csővezeték összeszereléséhez a következő anyagokra és eszközökre lesz szüksége:
- megfelelő átmérőjű rézcsövek;
- krimpelő vagy présszerelvények összekötése;

Speciális eszközök csőszereléshez
A szerelvények típusát és számát a csővezeték-séma szerint választják ki.
- csővágó vagy fémfűrész;
- csőhajlító rézcsövekhez. Az eszközzel kevesebb csatlakozású csővezetéket szerveznek, ami növeli a rendszer szilárdságát;
- reszelő csövek vágás utáni feldolgozásához (csatlakozás előtt). Ezenkívül finom csiszolópapírt használhat;
- FUM-szalag a menetek tömítésére. A FUM szalagon kívül vászonszálat, Tangit Unilok cérnát vagy bármilyen más tömítőanyagot is használhat;
- csavarkulcs.
Összeszerelési útmutató
A rézcső saját kezű összeszerelése szerelvényekkel a következő módon történik:
- csövek vágása a csővezetékhez. Az egyes csövek hosszának teljes mértékben meg kell felelnie a rendszer fejlesztése során összeállított sémának;
- a szigetelőréteg eltávolítása. Ha egy felszerelt csőrendszerhez bármilyen célra szigetelt csöveket használnak, akkor a szigetelőréteget eltávolítják az erős csatlakozás érdekében. Ehhez a kívánt szakaszt késsel levágják, és a csövet megtisztítják;
- a vágott élt reszelővel, csiszolópapírral dolgozzuk meg, amíg sima felületet nem kapunk. Ha a cső végén sorja, kátyú vagy egyéb szabálytalanság marad, a csatlakozás kevésbé lesz légtömör;

A cső csupaszítása a szerelvényhez való csatlakoztatás előtt
- szükség esetén a csöveket meghajlítják;
- egy hollandi anyát és egy nyomógyűrűt helyeznek az előkészített csőre;

Szerelvényelemek felszerelése a csatlakoztatáshoz
- a cső csatlakozik a szerelvényhez. A meghúzás kezdetben kézzel, majd villáskulccsal történik. A meghúzás során a hüvely teljesen lezárja a csatlakozást, így nincs szükség további tömítőanyagokra. Ha azonban rézcsövet más anyagból készült csőhöz vagy szerelvényhez csatlakoztat, további FUM szalagos tömítés szükséges.
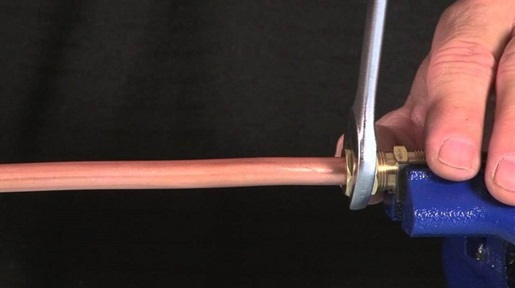
Illesztő rögzítés
Fontos, hogy ne húzza túl a szálakat, mivel a puha réz könnyen deformálódik.
Rézcsövek szoros összekötése forrasztás nélkül
Ezenkívül érdemes megjegyezni, hogy annak ellenére, hogy a legtöbb esetben a csövek forrasztással történő összekötését tartják a legmegbízhatóbb módszernek, még mindig vannak olyan helyzetek, amikor ezt a módszert nem lehet használni. Ilyen esetekben igénybe veheti a rézcsövek forrasztás nélküli csatlakoztatását. Speciális szerelvényekre lesz szüksége, amelyek a menetes csatlakozás során kialakuló szorítóhatás miatt biztos csatlakozást biztosítanak.
Ebben az esetben a csatlakozás a következő sorrendben történik:
- Először is le kell választani a szerelvényeket, amelyek gyakran két részből állnak.
- Az egyik elem a csőre kerül. Általában ez egy anya és egy szorítógyűrű.
- Ezután egy csövet csavarnak a szerelvénybe, és meghúzzák az anyát.

Érdemes megjegyezni, hogy mielőtt a rézcsöveket forrasztás nélkül csatlakoztatná, tisztában kell lennie az összes kockázattal, mivel meglehetősen nehéz jó minőségű csatlakozást szerezni. A csatlakoztatott részek minimális torzítása egyáltalán nem megengedett, ellenkező esetben a technológia súlyosan megsérül. Annak érdekében, hogy a menetes csatlakozás rendkívül szoros legyen, kívánatos speciális menetekkel kiegészíteni. Ugyanakkor érdemes ügyelni arra, hogy ne kerüljenek a cső belsejébe, mert előfordulhat, hogy ezt követően a víz nem halad át megfelelően a rendszeren.
Különféle anyagok csőcsatlakozásai
Hogyan csatlakozik az acélcső a rézcsőhöz? Ehhez egy idomot használnak, amelynek egyik végén van egy menet az acélcsőre történő rögzítéshez. A másik végén nincs menet, teljesen sima, mivel a rézcső forrasztással lesz rögzítve.
A cső ilyen szerelvénybe történő beszerelésekor a meneteket műanyag tömítőszalaggal kell becsomagolni, majd a tengelykapcsolót a csőre csavarni kell. Ilyen tömítőszalagra azért van szükség, hogy a korrózió ne kezdődjön meg kétféle fém találkozásánál.
Acél és műanyag idom
Egy másik példa az acél és műanyag szerelvény. Ez is két részletben készül. Az első rész úgy néz ki, mint egy menetes szegmensű anya, amely egy acélcsőbe van csavarva. A másik rész műanyag, tömítéssel és anyával szintén műanyagból.
Acél és műanyag alkatrészekből álló szabványos szerelvény
Az anyát az első rész egy másik meghosszabbítására kell csavarni, amely külső menettel rendelkezik. Ezenkívül speciális oldószert használnak a műanyag betét műanyag csővel történő rögzítéséhez.
Műanyagból és rézből készült vasalat
Van egy népszerű műanyagból és rézből készült vasalat is, amely két komponenst is tartalmaz. Az első komponensnek két vége van. Az egyik rézből készült és menetes, de a másik vége teljesen sima - ő az, akit forrasztással rögzítenek a rézcsőhöz.
Műanyag idom rézmenettel
A másik alkatrész egy műanyag anya tömítéssel. Az anyát egy rézmenetre csavarják fel, a másik végét pedig egy műanyag csőre ragasztják.
Kapilláris forrasztási módszer

A vízellátás lefektetésének megkezdése előtt a rézcsöveket a kívánt méretekre kell vágni.
Ez a módszer a kapilláris hatáson alapul, amely hozzájárul a forraszanyag egyenletes eloszlásához a teljes szakaszon, függetlenül a cső helyzetétől. A kapilláris hatás létrehozásához speciális szerelvényeket használnak, amelyek átmérőjének szigorúan meghatározott értékkel kell különböznie a cső átmérőjétől. Nyílt lángos forrasztásnál 0,1-0,15 mm rés javasolt.
A kapilláris forrasztással történő csatlakozásokat speciális folyasztószerekkel és forraszanyagokkal végzik - alacsony olvadáspontú fémötvözetekből készült vékony huzalok, általában ón, kis mennyiségű réz és ezüst hozzáadásával. A forrasztott kötéseket olyan esetekben használják, amikor a vízellátást kézzel végzik a padlóban vagy a falakban, vagy más esetekben, amikor az ízületek integritásának vizuális ellenőrzése nem lehetséges.
Két forrasztási módszer létezik: magas hőmérséklet és alacsony hőmérséklet.
A magas hőmérsékletű forrasztást, más néven keményforrasztást ott alkalmazzák, ahol a rézvezetékek működési körülményei magas hőmérséklettel járnak. Az ilyen forrasztás speciális folyasztószerekkel és keményforraszokkal történik. Csővezetékek saját kezűleg történő szereléséhez az ilyen típusú forrasztást gyakorlatilag nem használják.
Az alacsony hőmérsékletű vagy lágy forrasztást olyan folyékony és gáznemű közegek szállítására szolgáló csővezetékekhez használják, amelyek üzemi hőmérséklete nem haladja meg a 110 ° C-ot. A saját kezű alacsony hőmérsékletű forrasztással az illesztéseket körülbelül 300ºС hőmérsékletre melegítik.
Kommunikáció rézcsövekről és szerelvényekről
Az ISO 9002, a BS2 és a DIN nemzetközi szabványoknak megfelelő műszaki és működési jellemzőkkel rendelkező kiváló minőségű rézcsöveket és idomokat ma már külföldi és hazai cégek is gyártják. Az ilyen csövek, valamint a hozzájuk tartozó csatlakozóelemek sikeresen ellenállnak a rajtuk szállított közeg nagy nyomásának, magas és alacsony hőmérsékletnek, valamint mechanikai igénybevételeknek, amelyeknek ki vannak téve az üzemeltetés, szállítás és tárolás során.
A korunkban népszerű polimer csövekkel ellentétben a rézcső termékek nem romlanak a napfény hatására, nem félnek a korróziótól, ami igazi csapás a vasfémekből készült termékeknél. A rézcsövek és idomok élettartamát tekintve más anyagból készült hasonló termék nem hasonlítható össze velük. Figyelemre méltó, hogy a réztermékek gyakorlatilag örökkévalóak, a kommunikáció élettartama legalább 100 év.

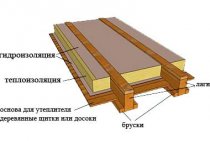
Fűtési és vízellátó rendszer rézcsövekből egy magánházban
A csőtermékeket, valamint a rézből készült szerelvényeket különféle célokra szolgáló mérnöki hálózatok elrendezésére használják:
- fűtési rendszerek;
- légkondíciónálás;
- hideg és meleg vízellátás;
- gázkommunikáció.
Azok a fogyasztók, akik úgy döntenek, hogy rézcsőtermékeket és rézszerelvényeket használnak, elsősorban megbízható és tartós vízellátó hálózatok kialakítására használják ezeket. A rézből készült szerelvények kompaktabbak és sokkal tisztábbak, mint a vasfémekből készültek. Ez azzal magyarázható, hogy a réz szerelvények tervezése és gyártása során nem kell vastagabbra készíteni a falakat, figyelembe véve a további korróziót, mivel egyszerűen nincsenek kitéve ennek.

Rézcsövek saját kezű szerelése a fűtési rendszerben
A rézből készült csövek és szerelvények nagy népszerűségét több ok is magyarázza:
- a réz, mint ismeretes, fertőtlenítő tulajdonságokkal rendelkezik, ezért az ebből a fémből készült vízvezetékekben nem fejlődnek ki kórokozók, sőt a rajtuk szállított víz minősége még javul is;
- olyan csővezetékek felszerelése, amelyekhez rézből készült csöveket és szerelvényeket használnak, sokkal könnyebb, mint a fekete csövekből történő kommunikáció;
- a réz nagy plaszticitása miatt az ebből a fémből készült csövek, amikor a víz megfagy bennük, nem törnek fel, hanem egyszerűen deformálódnak; a rézcső megsemmisítéséhez 200 atm belső nyomást kell alkalmazni, és ilyen nyomás egyszerűen nem létezik a háztartási kommunikációban.
A rézcsövek terjedelme
A rézcsövek fűtési rendszerekbe történő beépítése a magas hőmérsékletű folyadékokkal szembeni nagy ellenállásuk miatt lehetséges. Ez a tulajdonság különösen fontos az egycsöves fűtési rendszer esetében, amelyben annak biztosítására, hogy az utolsó radiátorban a hűtőfolyadék hőmérséklete körülbelül 70 ° C legyen, szükséges, hogy az elsőben körülbelül 120 ° C legyen.

A csövek kompressziós szerelvényekkel történő csatlakoztatása nem ad abszolút garanciát a megbízhatóságra, és folyamatos ellenőrzést igényel a működés során.
A fűtési rendszerekben használt polimerek maximális hőmérséklete nem haladja meg a 95 ° C-ot, és a 300 ° C-ig terjedő hőmérsékletű közeg szállítható rézcsöveken. Az ebből a fémből készült csővezeték fontos tulajdonsága, hogy képes ellenállni a 200-400 atm nyomásnak, miközben a rézcsövek saját kezűleg forrasztott csatlakozása légtömör marad.
Ugyanakkor a fém-műanyag termékek átlagosan 6 atm nyomást képesek ellenállni, a rendszerben 6-8 atm lehetséges üzemi nyomás mellett. A puha rézből készült fűtőcsövek könnyen elviselnek 3-4 fagyasztási-olvadási ciklust.
Antibakteriális tulajdonságainak köszönhetően a réz képes ellenállni a szennyeződések beszivárgásának a városi vízellátó hálózatokba. Az egészségügyi réz ellenáll a klórnak. Ezen túlmenően a klór erős oxidálószerként hozzájárul a réz védőrétegének kialakulásához, ami meghosszabbítja a csővezeték élettartamát. Emlékeztetni kell azonban arra, hogy a rézcsövek „csináld magad” rejtett fektetése csak akkor végezhető el, ha a csöveken polimer burkolat van, amely megvédi a rezet a szórt áramoktól.
A rézcsövek univerzálisak: a vízellátó és fűtési rendszerek mellett gázok, hűtőközegek továbbítására szolgálnak a hűtőrendszerekben, illetve klímarendszerekben.
Csövek összekötése forrasztással
Fontolja meg a rézcsövek idomokkal való összekapcsolását, majd a forrasztást, amely lehet alacsony és magas hőmérsékletű. Az első módszernél a forrasztást 300 ºC hőmérsékleten végezzük. A második módszert nagy terhelésű, ipari célú rendszerek elrendezésében alkalmazzák.
A csatlakozók rézcsövek csatlakozóiként szolgálnak, ezenkívül ón-ólom forrasztóanyagra és folyasztószerre van szükség.

A csőforrasztási technológia a következő lesz:
- Először egy bizonyos méretű csövet vágnak le. Ezt a folyamatot körültekintően kell végrehajtani, figyelembe véve a meglévő szerelvények méreteit.
- A csővégeket meg kell vizsgálni, hogy nincs-e benne hiba, például forgács, repedés vagy sorja. Ha nem szüntetik meg őket, akkor az összes munka befejezése után problémák lesznek a csatlakozás szorosságával.
- Miután megbizonyosodott arról, hogy a végeket megtisztította, megkezdheti a csatlakoztatást. Tekintettel arra, hogy több cső lesz csatlakoztatva, és ezek különböző szakaszokkal is lehetnek, a szerelvényeket ennek megfelelően kell kiválasztani.
- Ezután a cső végét és a tengelykapcsolók belső falait olyan folyasztószerrel kell kezelni, amely zsírtalanítja a felületeket a legjobb minőségű csatlakozás érdekében.
- Most a cső végét becsavarjuk a rézcső csatlakozójába, és felmelegítjük. Úgy kell kiválasztani, hogy a keresztmetszet 1-1,5 cm-rel nagyobb legyen, mint a cső keresztmetszete A csövek fűtése gázégővel történik. A cső és a tengelykapcsoló közötti rést olvadt forraszanyaggal töltik ki.Napjainkban minden igényének megfelelő forrasztóanyag megtalálható a piacon, így a választás nem jelenthet gondot.
- Miután a forraszanyag egyenletesen eloszlott a kerület mentén, az összeillesztendő részeket addig kell hagyni, amíg teljesen megkeményedik.
Az utolsó szakaszban ellenőriznie kell a rézcsövek csatlakozóit és az egész rendszert úgy, hogy vizet enged bele. Ekkor nemcsak a rendszert ellenőrzik, hanem megtisztítják a fluxusmaradványoktól is, amelyek idővel fémkorróziót okozhatnak.
Kapilláris módszer a rézcsövek csatlakoztatására
A rézcsövek forrasztása, amelyet joggal tekintenek a legmegbízhatóbb és legtartósabb rézrészek csatlakoztatási módszerének, a kapilláris technológia elvei alapján történik. Ennek a fizika törvényein alapuló hatásnak megfelelően a folyadék a gravitációt legyőzve fel tud emelkedni a kapillárison keresztül, ha az emelkedés alsó és felső pontja között bizonyos távolság van.

Forrasztószerelvények
Ez a fizikai hatás lehetővé teszi a rézcsövek forrasztását oly módon, hogy a gázégő által megolvasztott forrasztóanyag egyenletesen oszlik el a létrehozandó csatlakozás teljes területén. Az ilyen forrasztás hatékony elvégzése érdekében a csövek bármilyen térbeli pozícióba helyezhetők, a lényeg az, hogy az olvadt forrasztóanyag a kialakítandó kötés aljáról kerüljön szállításra.
Részletesebben, a kapilláris forrasztás végrehajtásának folyamata a következő:
- gázégő segítségével a jövőbeli csatlakozás helyét alaposan felmelegítik;
- a csatlakoztatandó csövek végei közötti résbe vagy a cső és az alkalmazott idom közé olvadt forrasztóanyag kerül, amely a kapilláris hatás következtében azt teljesen kitölti;
- a kapott vegyületet hagyjuk teljesen lehűlni;
- a kialakult hézag teljes lehűlése után annak elemeit speciális tisztítószerrel alaposan megtisztítják.
A kapilláris hatáson alapuló forrasztás segítségével nem csak rézből, hanem vasfémekből is csővezetékelemeket kötnek össze. Abban az esetben, ha acél szerelvényt használnak rézcsövek összekötő elemeként, akkor egy speciális fluxusréteget kell alkalmazni a jövőbeni csatlakozás helyére. Forrasztóanyagként a kapilláris technológiával történő forrasztásnál nagyon áramerősségű huzalt használnak, amely ónból, rézből, sőt esetenként ezüstből is készülhet.
Rézcsövek szerelése
A vízvezeték-rendszerek saját kezű telepítése során gyakran szükségessé válik a rézcsövek csatlakoztatása más anyagokból készült termékekhez. Fűtési rendszerekben, hideg- és melegvízellátásban a rézvegyületek acéllal, műanyaggal és sárgarézzel biztonságosak a korróziós folyamatok előfordulása szempontjából. De a réz és a horganyzott acél érintkezése veszélyes a horganyzott csövekre, és az elektrolitikus folyamatok következtében megsemmisül. A csővezeték meghibásodásának elkerülése érdekében a csatlakozást az acélból a rézbe kell beépíteni, és biztosítani kell a víz áramlási irányát.
A munka megkezdése előtt el kell készíteni egy szerszámot a rézcsövek fűtési rendszerbe történő beszereléséhez vagy meleg vagy hideg víz ellátásához. Ehhez szüksége lesz: csővágóra vagy fémfűrészre, reszelőre vagy kaparóra, összetett konfigurációjú szakaszok jelenlétében - csőhajlító, gázégő vagy forró levegő pisztoly.
A rézcsővezeték saját kezű fektetése előre kiszámított hosszúságú szakaszokkal kezdődik. Ezután sorjázni kell a cső külső és belső részét, ha szükséges, igazítsa a vágást. A csőhajlító használata megakadályozza a cső ellaposodását és a gyűrődések kialakulását, ami a csővezeték teljesítményének csökkenését okozhatja ezeken a helyeken.
Ha a csövek átmérője nem haladja meg a 15 mm-t, akkor a hajlítási sugaruk legalább 3,5, ha több mint 15 mm, akkor négy átmérőjű.Kézi hajlításkor csak 8 átmérőjű sugárral lehet jó minőségű hajlítást elérni.
Annak ellenére, hogy ellenállnak a korróziónak, a rézcsövek a gyártástechnológia megsértése, a nem megfelelő forrasztás és a koptatóanyagokkal való súlyos vízszennyeződés miatt nagyon veszélyes pontkorróziót szenvedhetnek. A cső olyan helyeken korrodálódik, ahol az oxidfilm megsemmisül. Ennek elkerülésének egyik módja az, hogy szűrőket szerelnek fel a vízellátó és fűtési vezetékekre.
A modern építőipari piacon a rézcsövek egyedülálló teljesítményük miatt meglehetősen sikeresen versenyeznek az acél-, műanyag- és fém-műanyag termékekkel, magas költségük ellenére.
Annak ellenére, hogy a polimer csöveket egyre gyakrabban használják, a fémtermékek továbbra is nagy sikert arattak. Fémként általában réz, sárgaréz és acél használatos. A korrózióval szembeni ellenállás és a magas hőmérséklet szempontjából a réz megkülönböztethető. Valójában a rézcsövek csatlakoztatását ebben a cikkben tárgyaljuk.
Annak ellenére, hogy a rézcsöveket magas költségük jellemzi, figyelembe véve az anyag összes jellemzőjét, használatuk meglehetősen indokolt.
Mindenekelőtt a rézcsövek csatlakoztatása előtt érdemes eldönteni, hogyan csatlakoztassa őket, forrasztással vagy más módon.
A szükséges anyagok és eszközök ón és mások
A rézcsövekkel végzett munkához a következő eszközök szükségesek:
- csővágó, fémfűrész vagy köszörű vékony koronggal;
- beveler;
- csőtágító (expander);
- forrasztófolyasztószer;
- forrasztóanyag;
- forrasztópáka rézhez, például propán égő rézcsövek forrasztásához;
- gumírozott kesztyűk;
- papírszalvéták.
A cső vágásához különböző méretű csővágókat használnak. A nagyobb minták nagy fordulási sugarúak, nehezen hozzáférhető helyeken kényelmetlenek használni, ezért ha a kész szerelt vízellátáson egy szakaszt le kell vágni, használjon kisméretű csővágót. A csövet fémfűrésszel vagy vékony tárcsás köszörűvel vághatod, de jobb vágást csak csővágóval lehet elérni.
A cső elvágása után a sorja megtisztításra kerül. Erre azért van szükség, hogy a folyadék áramlása ne örvénylődjön a rendszerben. Ha nincsenek akadályok, a vízellátás nem stresszel, és úgy működik, mint egy óra.
A réz hegesztése előtt a cső végeit finom szemcsés csiszolópapírral polírozzák, amelyet a vaskereskedésekben lehet megvásárolni. Mindkét felületet megtisztítjuk, előkészítjük a forrasztáshoz, esetenként kisméretű keféket használnak, amelyek átmérője Ø 22 mm, szinte minden csőre illeszkedik. A csupaszításhoz a kefe lábat csavarhúzóba vagy fúróba helyezik, amellyel gyorsabban és jobban hajtják végre a folyamatot.
A megtisztított, simított külső felületre folyasztószert alkalmaznak - egy olyan készítményt, amely megakadályozza a réz oxidációját.
A folyasztószert különféle gyártók használhatják, például a Sanha
A gumírozott kesztyűk a kezek védelmére szolgálnak, hiszen a réz és a sorja levágásánál sok apró fémelem keletkezik, amelyek szilánkként tapadnak a bőrbe, ráadásul a felület fúróval történő tisztítása során egy forgó kefe rágja fel a rongyos kesztyűt.
A réz megfelelő forrasztásához szem előtt kell tartani, hogy a csupaszítástól és a folyasztószer felhordásától a forrasztásig legfeljebb fél óra telhet el, ellenkező esetben a csupaszítást meg kell ismételni. Ha a folyasztószert ecsettel viszi fel, nem maradhat sörte vagy szőrszál a felületen - különben a csatlakozás nem lesz szoros, és a vízellátás után a csővezeték szivárog.
A cső aljzatba való behelyezése után a folyasztószer maradványait nem távolítja el teljesen szalvétával, 1-2 mm-es él formájában a csatlakozáson marad, és forrasztáskor a forrasztóanyag befelé húzódik - kapilláris hatás alakul ki. kiváltotta.Először az illesztést égővel melegítik, miközben a falak közötti nedvességet elpárologtatják. Ezután az égőt másodszorra hozzák, a réz fokozatosan felmelegszik, és a folyósítószer ónos megjelenést kölcsönöz. Ebben a pillanatban a forrasztás az elülső oldalra kerül, forrasztás történik, miközben az olvadt ötvözet a rossz oldalra folyik le, és a mozgás során megszilárdul. Az alulról kialakított felesleges fém túlnyúlások önmagukban válnak le. A réz forrasztásának számos módja van.
Elemek rézcső csatlakozásokhoz
A rézcsövek összekapcsolására használt réz szerelvények a modern piacon sokféle méretben és kivitelben jelennek meg. Az ilyen összekötő elemek legismertebb típusai:
- menetes szerelvények rézcsövekhez;
- önzáró összekötő elemek;
- kompressziós vagy krimpelő típusú szerelvények;
- úgynevezett présszerelvények;
- kapilláris típusú összekötő szerelvények.
Az összes felsorolt típusú csatlakozóelem közül a rézcsövek présszerelvényeit használják korunkban a legritkábban, ami a következő okokkal magyarázható: beszerelésük bonyolult és drága berendezéseket igényel: speciális prések. A présszerelvények kialakítása eredetileg a műanyag és fém-műanyag csövek segítségükkel történő összekötésére lett kifejlesztve, így ezek alkalmazása réztermékek szerelésére nem mindig célszerű.

Présszerelvény fogó
Annak érdekében, hogy a csővezeték, amelynek elrendezésében réz alkatrészeket használnak, a lehető leghosszabb ideig szolgáljon és nagyon megbízható legyen, célszerű homogén anyagokból készült elemeket használni a telepítés során. A rézcsövek más nyersanyagból készült szerelvényekkel történő csatlakoztatását csak ritka kivételek esetén szabad elvégezni.
Ha a csővezetékek telepítése során nem lehet elkerülni a különböző anyagokból készült szerelvények használatát, akkor ezt a folyamatot el kell végezni a következő egyszerű szabályok betartásával:
- a kommunikációs rézcsöveket, amelyek létrehozásához különböző anyagokból készült elemeket használnak, mindig vasfém termékek után kell felszerelni: a folyadék irányába;
- a csővezetékek réz részei nem csatlakoztathatók horganyzott és ötvözetlen acélból készült szerelvényekhez, ennek a követelménynek a be nem tartása az ilyen rendszerekben elektrokémiai reakciókat idéz elő, ami jelentősen felgyorsítja az acél alkatrészek korróziós folyamatát;
- A csőszerkezetek réz elemei saválló acélból készült alkatrészekhez csatlakoztathatók, de lehetőség szerint érdemes ezeket az alkatrészeket polivinil-kloridból készült szerelvényekre cserélni.