Anyag-előkészítés és alkatrészek hegesztése
Az argon fémhegesztés folyamata.
A fűtőberendezések regiszterek formájában történő felszereléséhez csövet, fogyóanyagot kell készíteni:
- sima acélcsövek 76-159 mm átmérővel;
- 32 mm átmérőjű leágazó csövek jumperekhez;
- 35 mm vagy annál nagyobb átmérőjű, menetes vagy karimás bemeneti és kimeneti csövek hegesztéshez;
- menetes szerelvény szellőzőnyílás csatlakoztatásához (Maevsky csap);
- dugók a csövek átmérőjének megfelelően;
- padlótámaszok a sarkokból vagy konzolok falra szereléséhez.
Az ilyen hőcserélők gyártásához gyakrabban használnak 76, 89, 108 és 159 mm átmérőjű csöveket. Profil, téglalap vagy négyzet alakú termékek is használatosak.
A szükséges eszközök közül:
- hegesztőgép;
- gázkulcs;
- daráló (daráló);
- kalapács, elektródák;
- rulett, szint;
- hegesztő védőfelszerelés.
Fűtési regiszter készülék.
Az alkatrészek összeillesztett felületeit hegesztés előtt megtisztítják és zsírtalanítják, hogy elkerüljék a varratok hibáit. A csövek végeinek merőlegesnek kell lenniük a tengelyükre. A nagy átmérőjű csövek feldolgozása marógépeken vagy gázsavas vágással történik.
A csöveket kiszámított méretű szegmensekre vágják, a végeket darálóval tisztítják. A vízszintes csöveken a jumperekhez jelölő- és vágási lyukakat készítenek, a fúvókáknak be kell menniük a lyukba.
A lyukakba behelyezett jumpereket a méreteknek megfelelően vízszintesen lefektetett csövekre hegesztik. A regiszterelemek végeihez dugókat hegesztenek. A bemeneti és kimeneti csöveket két végén (átlósan) előre kivágott furatokba hegesztik.
Az egyik felső végébe menetes elágazó csövet hegesztenek a Mayevsky daru felszereléséhez. Az esztétikus megjelenés érdekében az összes varratot csiszolóval megtisztítják. Az állványokat a szerkezethez hegesztik (ha az eszköz a padlón van).
A regiszter tömítettségének ellenőrzéséhez a hűtőfolyadék-kimenet alsó kimenetét dugóval le kell zárni. A szerkezetet feltöltik vízzel, és szivárgást vizsgálnak. Amikor észlelik, a vizet leeresztik, és a problémás területeket újra felforralják. A varratokat ismét megtisztítják, és a regisztert festékkel lefestik.
A munka alapelvei
A melegvizes fűtési rendszer kialakítása kétségtelenül a tizenkilencedik század egyik legjelentősebb fejlesztésének nevezhető. Mi a működésének elve. A csövek felemelésekor forró víz segítségével folyamatos áramlás alakul ki. és a felszabaduló teret megtelik hideg vízzel. A víz folyamatosan mozog és folyamatosan melegszik. Így a kényelmes hőmérséklet fenntartása a ház minden helyiségében hosszú ideig biztosított. Végül is a víz önállóan kering a csöveken keresztül.
A fűtési rendszerek típusai:
- Gravitációs áramlású. A víz maga mozog a csővezetéken
- Erőltetett mozgással. A víz egy szivattyú hatására mozog
A kényszermozgást használó rendszerek sokkal hatékonyabbak, mint az elsők, mivel a gravitációs rendszerekben a radiátoron áthaladva a víz lelassul és lehűl, és megszűnik a helyiségek fűtése. A víz áramlását egy keringető szivattyú gyorsítja, amely a víz állandó mozgását biztosítja.
Az ilyen kialakítások elektromos csatlakozást igényelnek. Talán ez az egyetlen hátrányuk, de minden más tekintetben a leghatékonyabbak és leggazdaságosabbak más típusú fűtési rendszerekhez képest.
A gázkazánok helyiségére vonatkozó követelmények
A gázkazánok szekrénybe, konyhába vagy pincébe is beépíthetők, külön melléklet. Bizonyos követelmények vonatkoznak arra a helyiségre, amelyben a magánházban gázkazánokat telepítenek.Minden helyiségben azonosak, és a következők:
- A helyiségnek jól szellőzőnek kell lennie, a kötelező elszívó felszereléssel.
- Az ablakokat szellőzőnyílásokkal kell ellátni, az ajtó alján - egy kis rés.
- Mennyezet magassága - 250 cm-től Helyiség térfogata - 15 m2-től. A gázkazán minden egyes tápegysége további térfogatot (0,2 m2) igényel, hogy a kazánhoz szabadon hozzáférhessen a karbantartáshoz.
- Falak. a beépített kazánnal ellátott helyiséget a többitől elválasztva tűzálló anyagokból kell készíteni, amelyek nem támogatják az égést.
- A pincében vagy pincében külön kijáratot kell biztosítani az utcára.
- A melléképületet csak egy lakóépület üres falához szabad elhelyezni. A legközelebbi ablak minimális távolsága 4 m. A mennyezet és az ablak közötti magasság 8 m.
A csővezetékes gázkazánok jellemzői
A gázkazán megkötésének többféle módja van. A legnépszerűbb lehetőség a fűtőkazán polipropilénnel való összekapcsolása volt. Az ebből az anyagból készült csövekkel végzett munkát alacsony költség és egyszerűség jellemzi. A plakk és szilárd részecskék nem gyűlnek össze a polipropilén termékek falán. Ilyen csövek használata esetén a gázkazán saját kezű csővezetéke nem nehéz, minden ingatlantulajdonos elvégezheti az ilyen munkát.
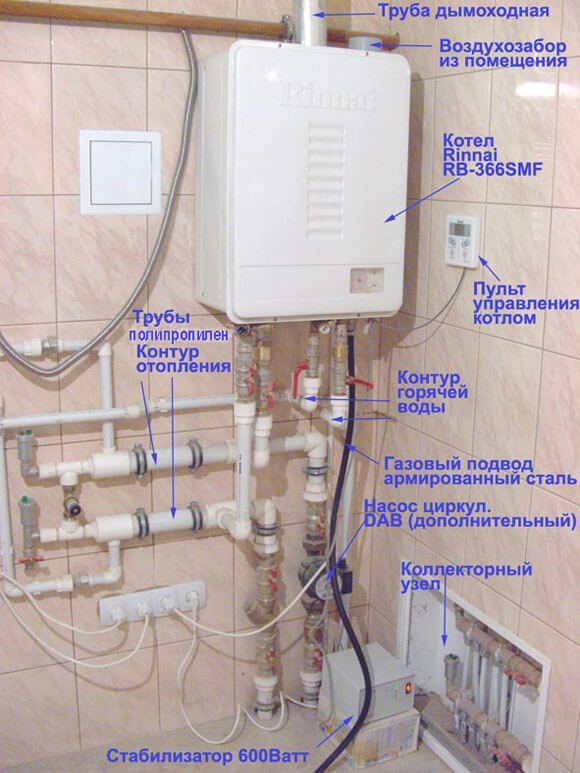
A bélés paronit. Tilos kócot, fum-szalagot vagy gumiból készült tartozékokat használni. Az a tény, hogy a gumi tömítések magas hőmérséklet hatására szűkülhetnek, és ennek eredményeként gyakorlatilag elzárhatják a csővezeték áthaladását, és a kóc gyúlékony.
A képen látható polipropilén csövekkel átkötött csővezeték akár 25 bar nyomást is képes ellenállni, és a 95 Celsius fokot elérő magas hőmérséklet sem veszélyes rá.
Hogyan telepítsünk egy fatüzelésű kazánt
Kezdjük a telepítést
Kérjük, vegye figyelembe, hogy a készülék belső térfogatának azonosnak kell lennie, de a hőcserélő köpenyét növelni kell a fatüzelésű kazán hatékonyságának javítása érdekében. Ha előre előkészített helyre szereli fel, akkor csatlakoztatnia kell a vízkörhöz, majd az összes illesztés tömítésével ellenőrizni kell a munkát.
A legjobb energiavisszaadás a gázüzemű üzemmódban érhető el, a helyiség felfűtésére a fatüzelésű kazán kb. fél óráig melegszik.
Beépítés után festhető, hogy minél tűzállóbb legyen, ráadásul a festésnek köszönhetően tetszetősebb megjelenésű lesz a kazán.
Ha mindent jól csinált, elvégezte a számításokat és a helyes összeszerelést, akkor a fatüzelésű vízkazánok hatékonyabbak lesznek, mint a gázkazánok. Ezenkívül a fatüzelésű kazán lehetővé teszi a hő egyenletesebb elosztását a helyiségben.
Hogyan hegeszthetünk fűtőkazánt saját kezűleg
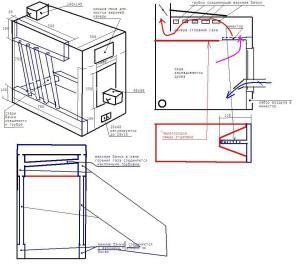
Hosszú égésű kazán gyártásának vázlata hőcserélővel
Mielőtt saját maga hegesztené a fűtőkazánt, el kell döntenie a kialakítását. Előnyös, ha megfelel a modern biztonsági és hatékonysági követelményeknek. Ezért példaként egy önállóan készített pirolízis típusú kazánt kell figyelembe venni.
Hogyan kell hegeszteni egy ilyen típusú fűtőkazánt? Ehhez a hegesztőgépen kívül a következő anyagokra és szerszámokra lesz szükség:
- Acéllemez, amelynek minősége a fenti táblázat adataiból van kiválasztva. Az égéstér esetében a fém vastagsága 3-4 mm legyen. A tok kisebb vastagságú acélból készülhet - 2-2,5 mm;
- Csövek hőcserélő gyártásához. Optimális átmérőjük 40 mm. Ez a méret lehetővé teszi a hűtőfolyadék gyors felmelegítését. Regiszterek száma - 3-6;
- Hogyan hegeszthetünk fűtőkazánt vágószerszám nélkül? A lemezek vágásához a legjobb, ha speciális fémtárcsákkal ellátott "csiszolót" használ;
- Ajtók az égéstérhez és a ventilátorhoz.Öntöttvas rácsokat is kell vásárolnia. Ezt előre meg kell tenni, mivel a kazán nyílásai és rögzítő részei az alkatrészek méretének megfelelően készülnek;
- Szint, mérőszalag és ceruza (jelölő) a jelöléshez;
- Védőfelszerelés - kesztyű, hegesztőmaszk, átlátszó munkaszemüveg és sűrű anyagból készült hosszú ujjú ruha.
Az egyértelműség kedvéért láthatja, hogyan kell főzni a fűtést egy magánházban. A videó- vagy fényképes anyagok segítenek a munkában, mivel egyértelműen bemutatják a megvalósítás minden szakaszát és jellemzőjét. Ezt azonban csak a rajz elkészítése és az összes eszköz és alkatrész előkészítése után szabad megtenni. Ez az alkatrészek gyártásának minden szakaszára vonatkozik, mivel a megfelelő séma nélkül lehetetlen a fűtést saját kezűleg hegeszteni, beleértve a kazánokat, regisztereket, fésűket.
A garázsban a fűtés hegesztése előtt fontos a munkavégzés helyének előkészítése is. Leggyakrabban a gyártási folyamat ebben zajlik
Először is maximális szabad helyet kell biztosítania a felesleges elemek eltávolításával.
Biztonsági okokból a gyúlékony folyadékokat - benzint, olajat stb. - szintén ki kell vinni a garázsból. És csak ezután tud dolgozni - hegeszteni a fűtést a garázsban. A fűtőkazán megfelelő hegesztése két alkatrész - a kazántest és maga a hőcserélő - gyártásából áll.
hőcserélő

Hőcserélő fűtőkazánhoz
Ez az elem a fűtőkazán hegesztése előtt készül. Ezt követően olyan szerkezetbe kerül beépítésre, amely közvetlenül függ a tényleges méreteitől.
Szerkezetileg 2 téglalap alakú tartályból áll, amelyeket csővezetékek kötnek össze. Az anyag optimális vastagsága 3-3,5 mm legyen. Ennek oka a magas hőmérséklet, amely befolyásolja a felületet. Gyártásának sajátosságai megtekinthetők a videón - hogyan kell hegeszteni a fűtést egy magánházban.
Acéllemezeken a szerkezetet a rajzok szerint jelöljük. Először a hátsó panelt vágják ki, és egy válaszfalat hegesztenek rá a fa (szén) gázok eltávolítására. Ebben a szakaszban nagyon óvatosnak kell lennie, mivel a hegesztés nem mindig biztosít megfelelő rögzítést. Ezután az oldalt és az alját a válaszfalhoz és a hátsó falhoz hegesztik.
Meg kell jegyezni, hogy meglehetősen problémás egy fűtőkazánt saját kezűleg hegeszteni. Ezért ezt a munkát két embernek ajánljuk. Ez különösen a kész hőcserélő telepítési szakaszára vonatkozik. Fúvókáit előre elkészített furatokba helyezik, a csöveket ponthegesztéssel a kazán belső falaira.
Gyakran felmerül a kérdés - hogyan kell hegeszteni a fűtést a garázsban kényszerszellőztetés nélkül. Ehhez a munkát csak nyitott kapukkal szabad végezni, hogy biztosítva legyen a normál frisslevegő-ellátás.
A házilag készített szerkezetek fő problémája az alacsony munkahatékonyság. A hatásfok növelése érdekében dupla falak készítése javasolt, amelyek közé bazalt tűzálló hőszigetelő kerül beépítésre. Egy ilyen kazánt saját kezűleg is hegeszthet vízmelegítéshez, de ehhez további anyagfelhasználást kell biztosítani. Először dupla falak készülnek, amelyeket szigeteléssel töltenek fel. Ekkor a szerkezet további hegesztési technológiája teljes mértékben megfelel a fent leírtaknak.
Gázkazán csőrendszerek
Ha a gázkazán a klasszikus módon van bekötve, a hűtőfolyadék felfelé halad a tápvezetéken. Továbbá a vizet a felszállókba irányítják, amelyekben speciális eszközök vannak, amelyek nem teszik lehetővé, hogy kinyíljanak.
Ha a kétkörös gázkazán csövezését a ház tulajdonosa önállóan végzi, a következő eszközöket és tartozékokat kell előkészítenie a munkához:
- keringető szivattyú;
- hőfej vagy elosztószelep;
- tágulási tartály;
- leeresztő és golyós szelepek;
- beépített szűrő;
- kiegyensúlyozó daru;
- visszacsapó és levegőszelepek;
- sarkok és póló.
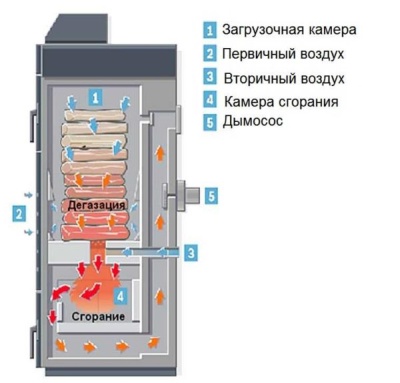
Pirolízis fűtőkazánok
A kazán üzemeltetésére fordított anyagok és energia megtakarítása érdekében ezt az egységet kell használni. A kazán működési elve levegő és pirolízisgáz keveréke, amely meggyullad és több hőt ad. A pirolízis kazán gyártásához szükséges anyagköltség egy nagyságrenddel magasabb, mint a fatüzelésű kazáné, de néhány fűtési szezon után a készülék megtérül.
A pirolízis vízegység kialakítása több szektorból fog állni: tápszabályozók, nyílás, füstcsatornák, ventilátor, égéstér és csövek. A gyártás során a szerkezet összeszerelésének bonyolultsága miatt pontos rajzot kell betartani. A nagy fűtési teljesítmény és hatásfok lehetővé teszi az energiafogyasztás csökkentését és a teljesítmény 25-30 kW-ra állítását, ellentétben más kazánokkal (40-50 kW).
 Rizs. 3 Összeszerelési rajz
Rizs. 3 Összeszerelési rajz
Összeszereléséhez szükségünk van elektromos fúróra, hőmérséklet-érzékelőre, 230 mm-es vágókorongra, köszörűre, elektródákra és hegesztőgépre, valamint 2 mm vastag acélszalagokra és ventilátorra.
- Vágja le az üzemanyagnyílást valamivel magasabbra, mint az égéstartály.
- Szereljen be egy szűkítőt, amely szabályozza a levegőellátást.
- Vágjon egy speciális lyukat a kazánba a határoló számára.
- 65-70 mm vastag csőből hegesszen határolót.
- Készítsen egy téglalap alakú nyílást a berakodáshoz, és zárja le biztonságosan egy acéllemezzel.
- Vágjon egy lyukat a hamu eltávolításához.
- Kívánatos egy íves leágazó csövet készíteni a keletkező hőmennyiség növelése érdekében.
- Szereljen be egy szelepet a szerkezeten kívülre a hűtőfolyadék mennyiségének beállításához.
- Végezzen szivárgástesztet és telepítse.
 Rizs. 4 Hogyan működik
Rizs. 4 Hogyan működik
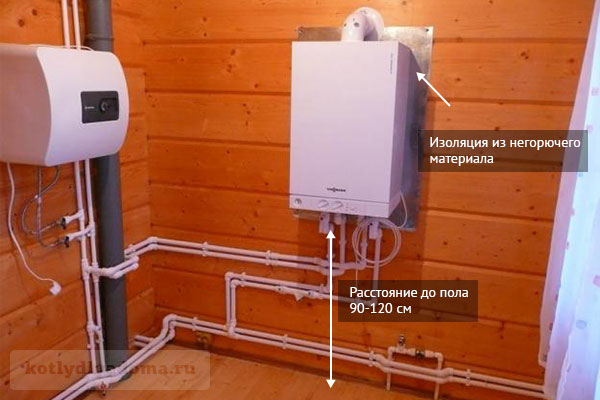
Hogyan helyezzünk el egy gázkazánt a falra
A helyiség megfelelő kiválasztását és előkészítését követően meg kell határozni a fali gázkazán helyzetét a falon, és ennek megfelelően elő kell készíteni a felületet a telepítéshez:
 4. fotó: A gázkazán megfelelő elhelyezése a falon
4. fotó: A gázkazán megfelelő elhelyezése a falon
- A telepítést olyan tömör falra javasoljuk, amely elbírja a készülék súlyát. Ha a fal éghető anyagból készült (például faház), akkor a kazán és a fal között egy nem éghető anyagból készült tömítésnek kell lennie, amely a készülék kerülete mentén 200 mm távolságra kiáll. Általában rétegként egy réteg azbesztkartont használnak, és egy horganyzott acéllemezt rögzítenek a tetejére.
- A csuklós kazánt ajánlatos a padlótól 90-120 cm magasságban és a szomszédos falaktól legalább 10 cm távolságra felszerelni. Ez a hely szükséges a kényelmes csövezéshez és a kazán karbantartásához.
- Az elektromos hálózatra való csatlakoztatáshoz a fali kazán mellett kell elhelyezni, semmi esetre sem alatta. Ez megakadályozza a rövidzárlatot szivárgás esetén. A közelben helyet kell biztosítani egy gázkazán szünetmentes tápegységének (UPS) telepítésére.
A gázkazánok falon való elhelyezésére és a különböző szerkezeti elemek távolságára vonatkozó követelmények sok modellnél eltérőek. Megadtuk a legjellemzőbb értékeket, de még mindig a telepítés előtt tisztázni kell azokat az útlevélben egy adott eszközhöz.
Hogyan kell hegeszteni egy fűtési regisztert saját kezével
Hogyan kell helyesen hegeszteni a fűtőregisztert és milyen esetekben javasolt beépíteni? Először is meg kell értenie a céljukat. Valójában ezek olyan fűtőberendezések, amelyeknek biztosítaniuk kell a maximális hőátadást a fűtési rendszer melegvízéből a helyiségbe.
A fűtőregiszterek hegesztése előtt elő kell készíteni a gyártás fő anyagát:
- Főcsövek. Viszonylag nagy átmérőjűnek kell lenniük - akár 100 mm-ig.Magas hőmérsékletű kényszerrendszereknél ajánlatos csak ilyeneket használni. Jobb, ha a csőszakasz kerek, mivel a profilszerkezetek nagy hidraulikus ellenállást hoznak létre, ami nem kívánatos;
- A fűtési regiszter megfelelő hegesztéséhez kisebb átmérőjű csövekre lesz szükség, amelyek fúvókákként szolgálnak a hűtőfolyadék keringéséhez a fő vízszintesek között. Keresztmetszetük 24-30 mm tartományban legyen.
A munka első szakaszában minden csövet le kell vágni a korábban elkészített rajz szerint. Ezután a fűtőregiszterek hegesztése előtt dugókat kell készíteni a nagy csövek végéhez. Két típusra oszthatók - süket és bemeneti csövekkel. Ez utóbbi segítségével a hűtőfolyadék a regiszter kontúrja mentén mozog.
A munkavégzés sorrendje a következő.
- A fűtési rendszer regiszterének megfelelő hegesztéséhez először le kell vágnia az összes csövet a rajz szerint. Ehhez a "bolgár" kifejezést használják. A munka végén a végrészeket megtisztítják;
- Hangtompító gyártás. Számukra ugyanolyan vastagságú fémet kell használni, mint a csövek. A dugók átmérőjének nagyobbnak kell lennie, mint a csőszakasz fémvastagságonként. Ez a szerelőszegély hegesztéséhez szükséges. A gyártás után a telepítést hegesztett módszerrel végzik;
- A fűtési rendszer regisztereinek adaptercsövek segítségével történő hegesztése előtt lyukakat kell készíteni a csövekben. A legjobb ezt hegesztőgéppel megtenni, mivel köszörűvel lehetetlen kerek lyukat vágni.
A munka utolsó szakasza a nagy csövek csatlakoztatása egyetlen fűtőberendezésbe - egy regiszterbe.
Biztonsági előírások
Fatüzelésű kályhák használatakor mindig tartsa be a biztonsági szabályokat
Soha ne hagyja hosszú ideig irányítás nélkül a hosszú égésű kályhákat, ne felejtse el időben kitisztítani a hamukamrát és tűzifát tenni a tűztérbe
Ügyeljen a kémény égéstermék-elvezető szelepeire. tartsa nyitva őket, amíg el nem kezdi gyújtani a kályhát
Csak hideg évszakban használja, nyáron nem praktikus. Jelentős túlmelegedés meghibásodáshoz vezethet, majd meg kell javítani a sütőt
és komolyan. A magas hőmérséklet a sütő falainak összeomlását okozhatja. Éppen ezért kerülni kell a túl magas hőmérsékletet és a készülék meleg évszakban történő használatát.
Jelentős túlmelegedés meghibásodáshoz vezethet, majd meg kell javítani a sütőt. és komolyan. A magas hőmérséklet a sütő falainak összeomlását okozhatja. Éppen ezért kerülni kell a túl magas hőmérsékletet és a készülék meleg évszakban történő használatát.
Saját kezűleg építünk
Ha a sütőd tégla. akkor neki saját kezűleg is meg lehet építeni egy vízforralót, és magát a kályhát is ki lehet rakni téglából. Vízmelegítőként egy egyszerű öntöttvas radiátort vehet igénybe. Hasonló modell található a régi ötemeletes "hruscsov" épületek szétszedésekor, ha azokat lebontják az Ön városában.
A radiátorok mindegyike körülbelül másfél literes. Ha tizenkét radiátort csatlakoztat egymáshoz, akkor egy három négyzetméteres nagy teljesítményű, 18 literes fűtőtestet kap. Az ilyen mérlegek azonban messze nem minden helyiséghez alkalmasak, de a térfogati orosz fürdő fűtéséhez ez lesz az egyik legelfogadhatóbb lehetőség.
Mielőtt felszerelné magát a szerkezetet, szerelje szét a radiátorokat. akkor alaposan meg kell tisztítani. Az esetleges szennyeződések eltávolításához készítsünk hatszázalékos sósav alapú forró oldatot, és öblítsük le vele a radiátorokat, majd hideg vízzel öblítsük le. Most cseréljük a kereszteződések tömítését, mivel a hőmérséklet több mint hatszáz fok lehet.Ilyen hőmérsékleti rendszer mellett a karton nem lesz képes ellenállni az ütésnek, ami a radiátor szivárgását okozza. Ezért tömítésként vegyen egy azbesztzsinórt, miután beáztatta szárítóolajjal.
 Most a kazánt tégla sütőbe szereljük. és nem is olyan nehéz, mint amilyennek első pillantásra tűnik. De van néhány pont, amelyet külön érdemes megemlíteni. Először is, a téglaégető vízkazán csövét nagy átmérőjű varrat nélküli csővel kell felszerelni, ez a lehető leghatékonyabban osztja el a vizet. Másodszor, semmi esetre sem szabad a csöveket a végétől a végéig forrasztani, hogy megakadályozzák a hibák megjelenését, amelyek miatt a kazán később szivároghat.
Most a kazánt tégla sütőbe szereljük. és nem is olyan nehéz, mint amilyennek első pillantásra tűnik. De van néhány pont, amelyet külön érdemes megemlíteni. Először is, a téglaégető vízkazán csövét nagy átmérőjű varrat nélküli csővel kell felszerelni, ez a lehető leghatékonyabban osztja el a vizet. Másodszor, semmi esetre sem szabad a csöveket a végétől a végéig forrasztani, hogy megakadályozzák a hibák megjelenését, amelyek miatt a kazán később szivároghat.
A csövek széleit is érdemes lesarkítani, főzés előtt győződjön meg arról, hogy a gyűrűk kb 5 cm-re helyezkednek el egymástól.. Gyakran előfordul, hogy a tégla sütőben lévő kazán erősen szivároghat, ha ez hirtelen történik, tisztítsa meg a tömítettségeket darálóval és öblítse le őket.
Hegesztőgép és elektródák kiválasztása
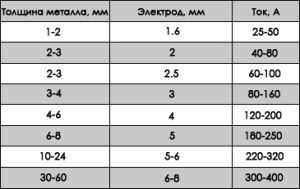
Az elektródák és a hegesztési mód kiválasztása a fém vastagságától függően
Jelenleg a gyártók számos hegesztőgép-modellt kínálnak, amelyekkel különféle minőségű fémkötéseket készíthet. De mielőtt megfelelően hegesztené a fűtést, ki kell választania az optimális modellt. Fontolja meg a legnépszerűbb eszközök típusait és főbb jellemzőit.
transzformátor
A működési elv a bejövő áram frekvenciájának növelésén alapul. Ehhez emelő transzformátorokat használnak. A viszonylag nagy méretek ellenére az ilyen típusú hegesztőgépek a legjobban alkalmazkodnak a túlfeszültségekhez. Ezzel a gyártási technológia betartásával megfelelően hegesztheti a fűtőkazánt.
inverter
Az áram képződése a beállított paraméterek szerint az elektronikus áramkörök működése miatt következik be. Stabil ív jellemzi őket, ami végső soron kiváló minőségű varrást biztosít. Ezt figyelembe kell venni, mielőtt megtanulná, hogyan kell önállóan hegeszteni a fűtést. Azonban rendkívül érzékenyek a hálózat feszültségesésére.
Az inverteres eszközök kiegészítő felszereléseként ajánlott feszültségstabilizátort vásárolni.
Lehetséges-e kazánt saját kezűleg hegeszteni vízmelegítéshez inverteres készülékkel? Igen ám, de jellemzőinek meg kell egyeznie a felhasznált fém paramétereivel. A fűtőelemek gyártásához leggyakrabban szénacélokat használnak.
Fűtési hegesztési anyagok táblázata
Azt is tudnia kell, hogy az elektródák átmérője a hegesztett fém vastagságától függ.
A hegesztőgép kiválasztását illetően a szakértők azt javasolják, hogy álljanak le a váltakozó árammal működő inverteres modelleknél. Költségük valamivel magasabb, mint a transzformátoroké, de kisebbek, és jó minőségű hegesztésre alkalmasak.
Ezt fontos figyelembe venni, mivel a fűtőkazán önhegesztésének jó minőségűnek kell lennie
A 7 kW teljesítményű, legfeljebb 200 A hegesztőáramú és 3,6 mm-es maximális elektródaátmérőjű eszköz ára körülbelül 16 ezer rubel lesz.
Hogyan lehet saját kezűleg hegeszteni egy fűtési regisztert
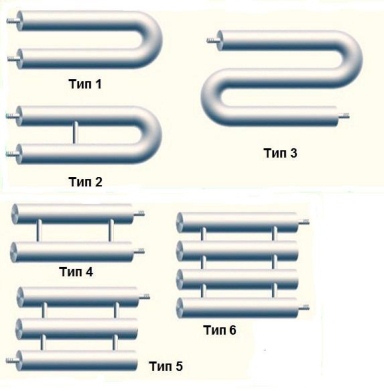
A regiszter egy hőcserélő párhuzamosan szerelt, 32 mm-nél nagyobb átmérőjű csövekkel, amelyeket kisebb átmérőjű leágazó csövekből áthidaló köt össze. Készíthetők tekercs formájában is. Az eszközök ugyanazokat a funkciókat látják el, mint a radiátorok, de különböznek egymástól független gyártásuk lehetőségében.
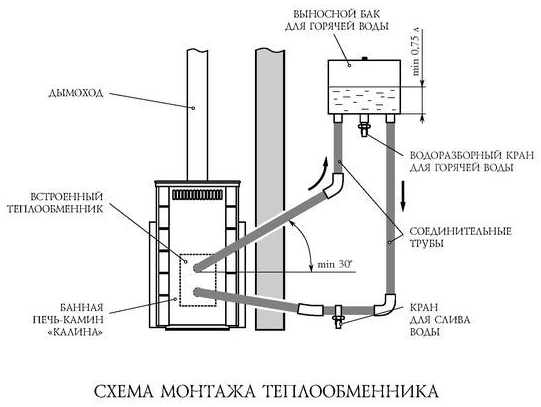
A hőcserélő beépítési sémája.
A regiszterek általában fűtést biztosítanak raktárakban, háztartási helyiségekben, garázsokban, néhány alacsony emeletes lakóépületben, de felszerelhetők a közönséges helyiségek belsejének részeként. A hőcserélőket egy- és kétcsöves fűtési rendszerek elemeiként használják, fokozott tűzvédelmi és egészségügyi szabványokkal.
1. Elektródák kézi ívhegesztéshez
4.1.1.
Hézagok kézi ívhegesztésére
szénből készült csővezetékek és kazánok,
gyengén ötvözött és erősen ötvözött
acélok, elektródák használata szükséges,
megfelel a GOST követelményeinek
9466,
9467
és 10052. Meg kell választani az elektródák márkáját
a hegesztés márkájától függően
válik. Azokhoz a hegesztési termékekhez, amelyekhez
erre az RD-re vonatkozik
háztartásban használható
a 4.1. táblázatban megadott elektródák;
kémiai összetétele és mechanikai
ezek lerakódott fémének tulajdonságai
Az elektródákat a melléklet tartalmazza
7.
Bélyegek
külföldi cégek elektródái, amelyek
mellékletben jelölve lehet alkalmazni
8;
az elektródák típusa szerint
hazai besorolása számára
egy adott hatókörének meghatározása
elektróda márkák.
Lehetőség
pontban nem szereplő elektródák használata
táblázat 4.1
és az alkalmazásokban
7
és 8,
az orosz energiaügyi minisztérium létesítményei esetében
egyeztetni kell a CJSC „Prochnost
MK", más tárgyakhoz - bármely
speciális kutatás
szervezés a hegesztés területén, adott
a Gosgortekhnadzor szabályzatának mellékleteiben
Oroszország.
4.1.2.
Elektródák hegesztő kötőelemekhez
az erősen ötvözött acéloktól a csövekig
túlhevítő és egyéb elemek
kazánhoz vagy gyengén ötvözött csővezetékhez
perlit acélokhoz, valamint hegesztéshez
rögzítőelemeket kell kiválasztani
táblázat szerint 4.2.
Mert
hegesztő kötőelemek bármilyen minőségű acélból
ausztenites acélból készült csövekhez
EA-395/9 elektródákat kell használni,
ZIO-8, OZL-6, TsL-25, TsT-10, NIAT-5, acél
12X11V2MF - EA-400/10U és EA-400/10 elektródák.
4.1.3.
Gyártási hézagok hegesztése előtt
a tesztelektródák pedig legyenek
pontjában megadott rezsim szerint kalcinálják
vonatkozó dokumentum (OST, TU), ill
címke. Ilyenek hiányában
adatok szerint a kalcinálási mód kiválasztása
táblázat 4.3.
Importált
Az elektródákat ugyanabban a módban kalcinálják
mint hazai azonos típussal
bevonatok.
4.1.4.
Alap bevonatos elektródák,
perlit hegesztésére szolgál
belül acélokat kell használni
5 nappal a kalcinálás után a TsT-45 elektródákat
— 10 napon belül más elektródák
- tárolás esetén 15 napon belül
raktár a 3.10. pont követelményeinek megfelelően.
A megadott időtartam elteltével az elektródák
használat előtt újra fel kell kenni.
meggyullad. Az elektródák tárolása során
sütőben hőfokon
80-115°C között eltarthatóságuk nincs korlátozva.
asztal
4.1
Csővezetékek padlókazánokhoz
A padlón álló gázkazán csővezetéki rajza szerint a fűtési rendszer kialakításakor körkörös elektromos szivattyú beépítése szükséges (lásd: "Gázfűtőkazán bekötési rajza példákkal").
A kényszer típusú eszközök könnyen kezelhetők és kényelmesebbnek tekinthetők.
A fűtőegység vezérlése automatikusan történik. Az előnyök között meg kell jegyezni, hogy az egyes helyiségekben lehetőség van egy bizonyos hőmérséklet beállítására a fűtési folyamatot vezérlő érzékelők jelenlétének köszönhetően.

Ugyanakkor a falra szerelhető gázkazán csőrendszerének negatív oldalai vannak, beleértve:
- az alkatrészek magas ára;
- a pántolás megvalósításának bonyolultsága, amelyet csak szakember végezhet;
- az alkatrészek állandó kiegyensúlyozásának szükségessége;
- szolgáltatási költség.
Ha a ház összetett hőellátó rendszerrel rendelkezik, például „meleg padló” és akkumulátorok vannak, akkor a hűtőfolyadék mozgása során némi következetlenség észlelhető. Ezért a probléma megoldása érdekében a csővezetékrendszerben egy hidraulikus leválasztás szerepel, amely több áramkört képez a hűtőfolyadékok mozgatásához - egy közös és egy kazán.
Az egyes körök vízszigeteléséhez egy további hőcserélőt kell felszerelni.Erre a nyitott és zárt rendszerek kombinálásához lesz szükség. A külön típusba tartozó egységeket körszivattyúval, biztonsági rendszerrel és csapokkal (lefolyó és utántöltés) kell felszerelni. A gázkazán csatlakoztatása részletesen a videóban:
A nyilvántartó használatának előnyei
A csövek hegesztéssel történő összekötésének elve.
A regisztrációs hőcserélők bizonyos előnyökkel rendelkeznek más fűtőberendezésekkel szemben:
- A saját készítésű fűtőregiszterek nagyok, ezért egyenletesebb hőátadást biztosítanak, ellentétben a radiátorokkal, amelyek helyi hőforrások.
- A készülékek könnyen karbantarthatók, és nincsenek nehezen elérhető helyek, ahol felgyülemlik a por.
- Az alkatrészek kiváló minőségű hegesztésével a hőcserélők ellenállnak a hűtőfolyadék jelentős nyomásának és magas hőmérsékletének.
- Ha a készülék fűtőelemmel van felszerelve, akkor önálló fűtési forrásként szolgálhat.
- Egy jól felszerelt fűtőregiszter legalább 25 évig kitart javítás nélkül.
Ugyanakkor a fűtőregiszterek rosszabb jellemzőkkel rendelkeznek, mint az azonos méretű radiátorok, amelyekben a hőcserélő felület tömörebben alakul ki. A hőhordozó közeg maximális üzemi nyomása, amelyre a regiszter hőcserélő tervezhető, 10 kgf / cm². A rendszer hatékonyabban működik keringtető szivattyú beépítésével.
A fűtőkazánok típusai
 Gázkazánok
Gázkazánok
A kazán független gyártásának megkezdése előtt meg kell határozni a típusát, amely a hűtőfolyadék által felmelegített tüzelőanyag típusától függ. Kívánság szerint bármilyen tüzelőanyaggal működő kazánt építhet. A szükséges információkat megtalálja az internetes forrásokban. A választás előtt azonban érdemes tájékozódni a leghíresebbek előnyeiről és hátrányairól.
- Fűtésre gázkazánok. Ne próbálja meg saját kezűleg elkészíteni ezt a típust, mivel sok olyan követelmény van velük szemben, amelyeket valószínűleg nem fog tudni kielégíteni. Nos, nem kevésbé fontos ok az üzem közbeni robbanás nagy valószínűsége. A ház alagsorában gázkazán beépítése tilos.
- Elektromos kazán készítéséhez nincs szükség szakmai ismeretekre és sok anyag rendelkezésre állására. Meg kell jegyezni egy hatalmas hátrányt - a villamos energia magas árait. Ideális egy vidéki ház alkalmi fűtésére, de állandó használatra az elektromos kazán nagyon drága.
- A folyékony tüzelésű kazán meglehetősen alkalmas saját készítésű gyártásra, de az üzemanyag költsége és a fúvókák beállításának jellemzői jelentős nehézségeket okozhatnak a munka során.
- A felsorolt lehetőségek közül a legoptimálisabb szilárd tüzelésű kazánnak nevezhető, amely sikeresen használható tűzifaként.
 Bojler vízmelegítő rendszerhez
Bojler vízmelegítő rendszerhez
Mindenki tudja, hogy a tűzifa magas égési sebességgel rendelkezik, ezért nincs ideje a helyiséget a kívánt hőmérsékletre felmelegíteni a kezdeti hatékonysággal. A folyamat optimalizálása érdekében érdemes megfontolni a szilárd tüzelésű kazánok önálló építésének két módját.
Előnyök és hátrányok
Mielőtt elkezdené a fűtőregiszterek gyártását, mérlegelnie kell ezeknek a fűtőelemeknek az összes előnyét és hátrányát, hogy később ne tévesszen meg bennünket a várakozásokkal. Tehát először az előnyökről:
- alacsony költség és könnyű gyártás;
- alacsony hidraulikus ellenállás: ennek köszönhetően a fűtőelem bármilyen rendszer "farkában" használható;
- megbízhatóság és tartósság: a közönséges csövekből hegesztett, kiváló minőségű regiszter könnyen legalább 20 évig tart;
- nyomásesésekkel és vízkalapácsokkal szembeni ellenállás;
- sima felület megkönnyíti a por egyszerű eltávolítását a helyiségek takarítása során.
Sajnos a barkácsoló fűtési regiszternek is sok hátránya van. A fő az alacsony hőátadás az eszköz jelentős tömegével. Vagyis a kényelmes hőmérséklet biztosítása érdekében egy közepes méretű helyiségben a regiszternek megfelelő méretűnek kell lennie. Íme egy egyszerű példa a szakirodalomból. Ha a hűtőfolyadék és a helyiség közötti hőmérsékletkülönbség 65 ºС (DT), akkor egy 4 db 1 m hosszú DN32 csőből hegesztett regiszter csak 453 W-ot, 4 db DN100 csőből pedig 855 W-ot ad ki. Kiderült, hogy 1 m hosszonkénti hőátadás alapján bármely panel vagy szekcionált radiátor legalább kétszer olyan erős.
Jegyzet. A bemutatott adatokat kísérletileg nagy, 300 kg/h hűtőfolyadék-áramlási sebesség mellett határoztuk meg.
A sima csöves regiszterek egyéb negatív vonatkozásai nem olyan kritikusak, bár jelentősek:
- nagy mennyiségű vizet tárol: a hátrány nem játszik nagy szerepet, ha az ilyen fűtőberendezések teljes rendszeréhez 1-2 darab van;
- működés közben nagyon nehéz növelni vagy csökkenteni a regiszterek teljesítményét sima csövekből. Nem nélkülözheti a szétszerelést és a hegesztőgépet;
- korróziónak van kitéve és rendszeres karbantartást igényel festéssel együtt;
- reprezentálhatatlan megjelenésűek: a hiba javítható, szükség esetén a fűtőtestet egy dekoratív paraván mögé rejtik.
A sima csöves eszközök előnyeinek és hátrányainak elemzése után arra a következtetésre juthatunk, hogy alkalmazási körük a magánlakásépítésben nagyon korlátozott. Mint már említettük, a regiszterek különféle helyiségek fűtésére használhatók, alacsony kényelmi és belső igényekkel.
Regisztrálja a hőcserélő tervezését
Fűtési regiszter négy sima csőből és egy áramlási diagramból.
A hőcserélő egyszerű alkatrészekből áll, és nem lesz nehéz a regisztert saját kezűleg hegeszteni, ha rendelkezik hegesztési ismeretekkel. A fűtőtest önálló gyártásával lehetővé válik a szükséges méretek és a meglévő működési feltételekhez szükséges műszaki paraméterek pontos megtartása. A kész regiszter vásárlása körülbelül háromszor többe kerülhet, mint a szerkezet elkészítéséhez szükséges anyagok költsége.
Gyakrabban szénacél csöveket használnak a fűtési regiszter gyártásához. Rozsdamentes gyengén ötvözött acél és öntöttvas anyag is felhasználásra kerül. A regiszterben szereplő szakaszok közötti távolságnak 50 mm-rel nagyobbnak kell lennie az átmérőjüknél. A regisztereket a hűtőfolyadék-áramlás mentén legalább 0,05%-os lejtéssel kell felszerelni.
A készülék hőátadásának növelése érdekében a jumpereket a lehető legközelebb kell felszerelni a vízszintes részek végeihez. A hűtőfolyadéknak be kell jutnia a készülék felső részébe, át kell áramolnia a szakaszokon, és ki kell lépnie az alsó vízszintes elemből.
Acélcsövek hegesztése.
A szerpentin típusú regiszterekben lévő csöveket azonos átmérőjű ívek kötik össze. S-alakú fűtőberendezés alkalmazása esetén a fűtési hatásfok a hőcserélő terület növelésével és a hidraulikus ellenállás csökkentésével nő.
A fűtési regiszterek lakóhelyiségekbe történő felszereléséhez javasolt 3-8 cm átmérőjű csöveket használni, hogy megfeleljenek a háztartási kazán terhelésének. A szakaszok számának és a nyersdarabok paramétereinek kiszámításakor figyelembe veszik a cső hőátadását minden egyes futóméternél. Például 1 m 60 mm belső átmérőjű cső körülbelül 1 m² helyiséget képes felmelegíteni.
A tervezési paraméterek 20-40%-kal nőnek a helyiség rossz hőszigetelése és nagy számú ablak esetén.
Az alsó rész a padlófelülettől 15-20 cm-re helyezkedik el.A regiszteres hőcserélő autonóm működéséhez karimás csatlakozással 1,6-6 kW teljesítményű fűtőelem kerül beépítésre.