Įrankiai
Taip pat galite rankiniu būdu padidinti minkšto ir elastingo varinio vamzdžio skersmenį, tiesiog traukdami jį ant tinkamo dydžio kūginio ruošinio.
Tačiau tokiu amatiniu būdu labai sunku gauti tinkamos geometrijos varpą. Sienos gali būti nevienodo storio, dėl to plonesnės sienos per daug išsitampo, o storesnės – visai. Žmogaus veikiama jėga taip pat yra netolygi, todėl eksploatacijos metu vamzdis gali sulinkti, ruošinys gali būti iškreiptas, dėl to lizdas pasirodys asimetriškas ir pasviręs.
Kad išmontavimas būtų tvarkingas ir nuo vamzdžio krašto suformuotų norimos formos lizdą, kuris dar labiau gali užtikrinti patikimą konstrukcinių elementų sujungimą, naudojami įvairūs įrankiai.
Plėtimas
Tai rankinis mechanizmas, kuriame išplečiama naudojant paprastą jėgą, kaip ir naudojant kūginį ruošinį. Plėstuvas susideda iš dviejų rankenų ir plėtiklio – stumdomo kūginio elemento, kuris įkišamas į vamzdį. Veikiant svirtims, plėtiklio dalys skiriasi įvairiomis kryptimis, ištempdamos vamzdį.

Plėstuvas yra nebrangus ir leidžia greitai ir be didelių pastangų atlikti darbą. Tačiau naudojant šį įrankį sunku gauti kokybišką rezultatą. Sienos ištemptos netolygiai, gali lūžti plonesnės dalys.
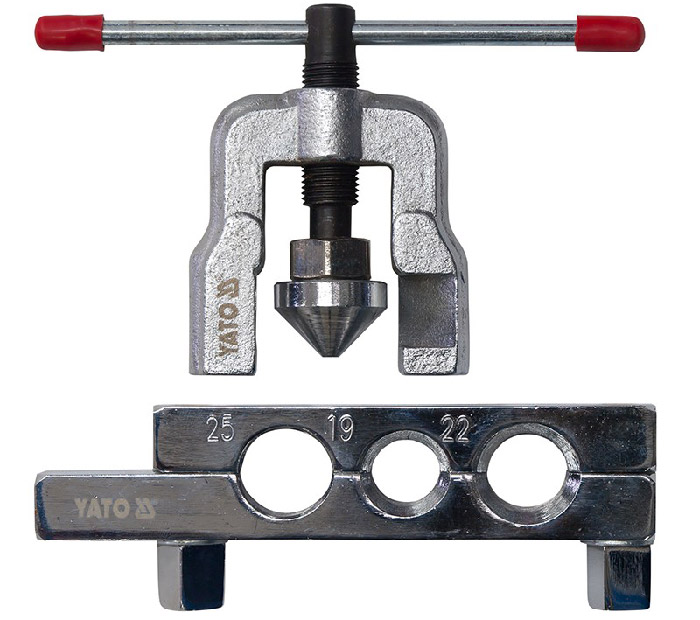
kūgio platinimo mašina
Tai nedidelis dviejų įrankių rinkinys: štampas ir pats degimo įrankis.
Matrica yra spaustukai su keliomis cilindrinėmis skylėmis, išplėstomis iš viršaus iki 45⁰. Skylių dydžiai atitinka standartinį vamzdžio skersmenį.
Barstytuvą sudaro:
- korpusai su kreiptuvais,
- kūgio plėtiklis,
- valdymo mechanizmas,
- maitinimo varžtas.
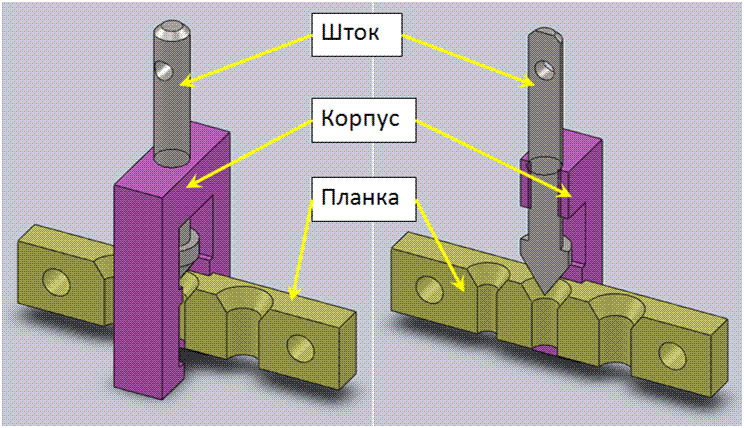
Sukant galios varžtą, kuris varo valdymo mechanizmą, plėtiklis palaipsniui įsukamas į vamzdžio kraštą, jį plečiant. Kreiptuvai užtikrina vamzdžio ir plėtiklio santykinės padėties nekintamumą, dėl ko nėra iškraipymų ir gaunamas tolygus ir tvarkingas lizdas.
Mechaninis blyksnis
Šis įrankis yra panašus į ankstesnį, tačiau jo darbinis korpusas yra ne kūgis, o ritinėlių rinkinys. Volai netampa, o išvynioja vamzdžio sieneles, tolygiai ir palaipsniui jį plečiant, dėl to metalas visame išsiplečiančiame paviršiuje yra vienodo storio, o lizdas tvarkingas ir simetriškas.
Elektra varoma raketė
Tokia besiplečianti mašina kartu su mechanine plėtimo mašina yra varoma elektra, todėl vamzdžių plėtimo darbai atliekami greičiau ir su mažiau darbo jėgos.
Kada reikia perlenkti stabdžių vamzdelius?
Per stabdžių vamzdelius, kaip minėta aukščiau, aukšto slėgio stabdžių skystis tiekiamas į visus sistemos elementus. Kai tokių vamzdžių talpa pablogėja, visa sistema pradeda veikti neefektyviai, todėl ypač pailgėja stabdymo kelias. Tai, kad stabdžių sistemos elementus, įskaitant vamzdelius, reikia atlikti diagnostiką (ir, galbūt, remontą), gali rodyti šios būdingos savybės:
- pašalinių garsų ir pulsuojančių judesių atsiradimas paspaudus stabdžių pedalą;
- laisvas stabdžių pedalo judėjimas paspaudus;
- stabdžių skysčio nutekėjimas, dėl kurio sumažėja slėgis ir atitinkamai neefektyvus stabdymas bei intensyvus stabdžių trinkelių susidėvėjimas;
- automobilio važiavimas į šoną stabdant (ši situacija, nors ir netiesioginis ženklas, gali rodyti ir tai, kad reikia taisyti stabdžių vamzdelius).

Senus baisios būklės stabdžių vamzdžius reikia skubiai pakeisti, net jei nėra nuotėkio.
Tačiau pagrindinis požymis, kad stabdžių vamzdeliai nevisiškai atlieka savo funkcijas ir reikalauja platinimo, yra stabdymo kelio pailgėjimas. Dažniausios stabdžių vamzdžių veikimo pablogėjimo priežastys yra šios:
- šešiakampių galvučių, su kuriomis yra įrengti tokie vamzdžiai, konstrukcijos pažeidimai;
- srieginių jungčių kokybės ir patikimumo pablogėjimas, šiukšlių ar koksuoto skysčio patekimas į juos.
Tokie gedimai, neigiamai veikiantys atskirų stabdžių sistemos elementų techninę būklę, gerokai sumažina jos veikimo efektyvumą. Štai kodėl ekspertai ir automobilių gamintojai rekomenduoja jį diagnozuoti kas šešis mėnesius. Jei esate pririštas prie ridos, tokia procedūra turi būti atliekama kas 50 000 kilometrų, o guminius vamzdžius, nepaisant jų techninės būklės, reikia keisti kas 125 tūkstančius transporto priemonės kilometrų.
Vykdymo ypatybės
Varinių vamzdžių išplėtimas gali būti reikalingas, jei:
- nupjautam vamzdžio galui turi būti suteikta reikiama konfigūracija;
- gaminio galas turi būti paruoštas jo sujungimui naudojant movą (šiuo atveju, naudojant platinimą, jie reguliuoja tokius geometrinius vamzdžio parametrus kaip vidinis skersmuo, lenkimo kampas ir kt.);
- reikia paruošti varinių vamzdžių galus jų sujungimui litavimo būdu.

Vamzdžiai supjaustomi pagal ilgį specialiu įrankiu – vamzdžių pjaustytuvu. variniams arba aliuminio vamzdžiams
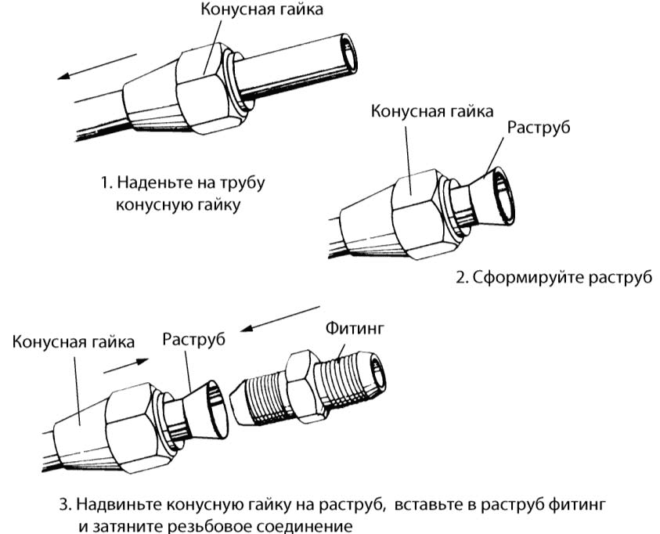
Norėdami kokybiškai išpūsti varinį vamzdį naudodami specialius įrankius ir tvirtinimo detales, turite atlikti šiuos veiksmus.
- Vamzdžio galas, kurio jungtis turi būti padaryta, kruopščiai nuvalomas.
- Ant nulupto galo užmaunama speciali rankovė.
- Specialiu įrankiu ar tvirtinimo įtaisu vamzdžio galas platinamas tol, kol jo išsiplėtimo kampas yra 45 °.
- Pasibaigus procedūrai, gaminio galas nuimamas iš armatūros. Tada galite iškart pradėti prisijungti.

Reamer - įtaisai varinių vamzdžių galams nuimti
Jei varis reikalingas norint jį sujungti litavimo būdu, tada tokios procedūros atlikimo veiksmų seka atrodys taip.
- Išplečiamo vamzdžio galo paviršius kruopščiai nuvalomas (tam geriausia naudoti specialų šepetėlį).
- Specialiu įtaisu varinio vamzdžio galas išplečiamas tiek, kad į jį būtų galima įkišti kito vamzdžio galą ir tuo pačiu išlaikyti 0,124 mm tarpą tarp sujungtų elementų. Natūralu, kad tam reikia naudoti matavimo įrankį.
- Vamzdžio sekcijos vidiniame paviršiuje, kuris jau yra išplitęs, vienodu sluoksniu užtepamas srautas, kuris yra būtinas patikimos ir sandarios jungties susidarymui.
- Antrojo jungiamojo elemento galas įkišamas į platėjančią dalį iki gylio, lygaus vamzdžio skersmeniui.
- Dujiniu degikliu, elektriniu lituokliu ar pūstuvu būsimos jungties vieta šildoma iki to momento, kai lydmetalis pradės tirpti.
- Išlydytas lydmetalis užpildo visus tarpus tarp sujungtų varinių vamzdžių kraštų, ko pasekoje susidaro patikima ir sandari jungtis.
Vamzdžio išplėtimas
Gaminio skersmens padidinimas būtinas atliekant be jungiamųjų detalių vamzdyno elementų sujungimą, pavyzdžiui, kapiliarinį varinių vamzdžių litavimą. Gautas išsiplėtimas leidžia įkišti vieną vamzdį į kitą.
Paprasčiausias platinimo įrankis yra paprastas kūgis, kuris įsukamas į fiksuotą vamzdį, išplečiant jo kraštą.
Patobulintame modelyje yra reketas, leidžiantis reguliuoti jėgą, dėl to sienos apsaugotos nuo plyšimo. Taip pat vamzdžio plėtimą atlieka plėtiklis, jo darbinis korpusas turi kelis segmentus, kurie, suspaudus rankenas, pradeda skirtis, tempdami vamzdį.
dėl to sienos apsaugotos nuo plyšimo. Taip pat vamzdžio plėtimą atlieka plėtiklis, jo darbinis korpusas turi kelis segmentus, kurie, suspaudus rankenas, pradeda skirtis, tempdami vamzdį.
Išdegimas aukščiau aprašytais įrankiais yra lengviausias būdas, tačiau gautos rankovės kokybė toli gražu nėra tobula.
Aukščiausios kokybės platinimas gaunamas naudojant įrankį, kurio darbinis korpusas yra ekscentrinis kūgis. Pasukus rankeną, kurioje taip pat įrengtas saugos mechanizmas, kūgis pradeda riedėti išilgai vidinės vamzdžio sienelės, sumažindamas jo storį ir sulenkdamas kraštą. Gautas pratęsimas yra aukštos kokybės.
Tokie įtaisai daugiausia naudojami vamzdžiams, pagamintiems iš minkštųjų metalų. Plieninius vamzdžius taip pat galima išplėsti, tačiau šaltuoju metu šis procesas reikalauja didelių pastangų. Todėl tokius vamzdžius pageidautina iš anksto pašildyti, o po to išpūsti rankiniu įrankiu taps daug lengviau.
REIKALAVIMAS
1. Plėtituvas-kalibratorius, įskaitant korpusą su centriniu kanalu, sriegiais, skirtais sujungti su gręžinių įranga, ir įdubomis išoriniame paviršiuje, į kurią įdedami ritinėliai, sumontuoti ant ašių ir pagaminti cilindrų su nuožulnomis formos, viršutiniai galai ašys pagamintos su riboto judėjimo į išorę galimybe, tarp dviejų kėbulo dalių suformuotoje žiedinėje ertmėje yra spyruoklinis žiedinis stūmoklis, sumontuotas su galimybe judėti ašiniu būdu, o žiedinio stūmoklio apatinė stūmoklio ertmė yra susisiekusi. su centriniu kanalu, b e s i s k i r i a n t i s tuo, kad ašys turi prizminius galus viršuje ir apačioje, įterptais į korpusą su galimybe riboti išilginį judėjimą aukštyn ir radialinį judėjimą į išorę, veikiant stūmoklio traukai ir pasvirusiems paviršiams, kurios yra spyruoklinės apkrovos žemyn ir sukonfigūruotos ribotam išilginiam judėjimui aukštyn, sąveikaujančios su apatiniu ašies galu, kiekvienos centrine ašimi. antroji ašis yra atitinkamoje plokštumoje, lygiagrečioje korpuso ašiai, o korpusas pagamintas su pasvirusiais paviršiais atitinkamiems viršutiniams prizminiams ašių galams, o centriniame korpuso kanale žemiau stūmoklio yra technologinis susiaurėjimas.
2. Įrenginys pagal 1 punktą, besiskiriantis tuo, kad prizminiai ašies galai yra padaryti simetriškai apie savo centrines ašis.
3. Įrenginys pagal 1 arba 2 punktą, b e s i s k i r i a n t i s tuo, kad ašys yra išdėstytos korpuse taip, kad kiekvienos ašies viršus išilgai perimetro į priekį pasislenka įtaisui sukantis įtaiso apačios atžvilgiu. ašį.
4. Įrenginys pagal 1 arba 2 punktą, b e s i s k i r i a n t i s tuo, kad ašys sąlyčio su ritinėliais taškuose yra su dilimui atspariais įdėklais.
5. Įrenginys pagal 3 punktą, b e s i s k i r i a n t i s tuo, kad ašys sąlyčio su ritinėliais taškuose turi nusidėvėjimui atsparius įdėklus.
6. Įrenginys pagal 1 arba 2 punktą, besiskiriantis tuo, kad ašys turi šonines uždaras išilgines ertmes tepimui.
7. Įrenginys pagal 3 punktą, besiskiriantis tuo, kad ašys turi šonines uždaras išilgines ertmes tepimui.
8. Įrenginys pagal 5 punktą, besiskiriantis tuo, kad ašys turi šonines uždaras išilgines ertmes tepimui.
9. Įrenginys pagal 6 punktą, b e s i s k i r i a n t i s tuo, kad ašys turi cilindrinį kanalą, susietą su šoninėmis uždaromis ertmėmis ir pripildytą tepalo, o centriniame kanale yra stūmoklis, spyruokle apkrautas į priešingą cilindro galą. kanalas.
10. Įrenginys pagal 7 punktą, b e s i s k i r i a n t i s tuo, kad ašys turi cilindrinį kanalą, susietą su šoninėmis uždaromis ertmėmis ir pripildytą tepalo, o centriniame kanale yra stūmoklis, spyruokle apkrautas į priešingą cilindro galą. kanalas.
11. Įrenginys pagal 8 punktą, b e s i s k i r i a n t i s tuo, kad ašys turi cilindrinį kanalą, susietą su šoninėmis uždaromis ertmėmis ir pripildytą tepalo, o centriniame kanale yra stūmoklis, spyruokle apkrautas į priešingą cilindro galą. kanalas.
Įrankiai ir armatūra
Norint savo rankomis išplauti vamzdžius iš vario, naudojami specialūs įrankiai. Tokie įrenginiai gali turėti tiek rankinę, tiek elektrinę pavarą. Jie naudojami oro kondicionavimo, vandens tiekimo ir šildymo sistemų įrengimui. Įrankiuose su elektrine pavara dažnai derinamos kelios funkcijos: jų pagalba galima ne tik išplėsti varinį vamzdelį, bet ir sulenkti jį norimu kampu.
Bet koks įrenginys, naudojamas vamzdeliams iš vario plėsti, veikia plastinės deformacijos principu, todėl labai svarbu, kad jis kuo kruopščiau susidorotų su tokiu procesu, nepažeidžiant medžiagos struktūros vienodumo, išlaikant sienelės storio vienodumą. gaminių, taip pat jų vidinių paviršių lygumą
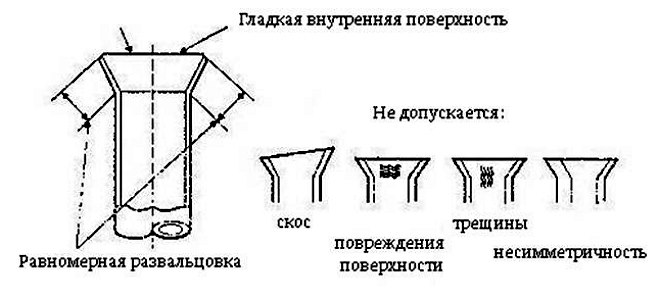
Teisingo deginimo schema ir neteisingai atliktos operacijos pavyzdžiai
Pavyzdys
Tai kūgio formos ruošinys, pagamintas iš kietesnio metalo lydinio nei varis. Tokio prietaiso privalumai yra maža kaina ir naudojimo paprastumas. Tuo tarpu naudojant vario gaminio sieneles gali atsirasti lūžių, o tai suteikia žemos kokybės degimo.

Šiuo paprasčiausiu prietaisu galima išpūsti vieną vamzdelį, tačiau apie jokią darbo kokybę kalbėti nereikia
Mechaninis blyksnis
Pagrindinis šio įrenginio darbinis korpusas yra kieto lydinio volas, kuris, riedamasis išilgai varinio vamzdžio krašto, suteikia pastarajam reikiamą konfigūraciją. Mechaninio plėtiklio naudojimas leidžia atlikti vienodą apdorojamos vamzdžio dalies deformaciją, suformuoti tokio paties storio sieneles jo gale, aukštos kokybės jų vidiniame paviršiuje.

Rankiniai įrankiai gali užtikrinti aukštos kokybės pliūpsnį ir gerą darbo greitį
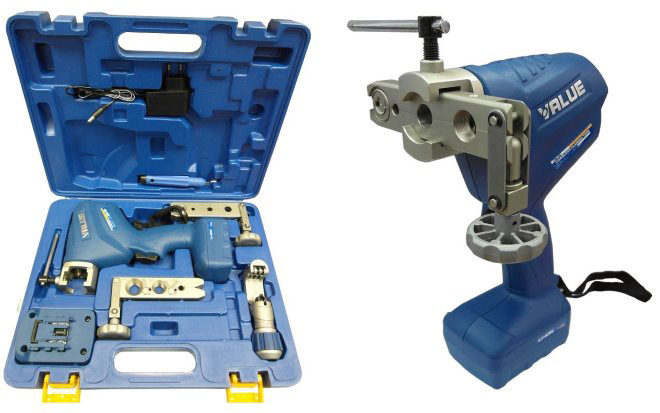
Elektra varoma raketė
Toks prietaisas su visu komplektu keičiamų purkštukų, turintis visus mechaninio įrankio privalumus, leidžia išpūsti varinius vamzdžius su didesniu našumu ir mažiau darbo jėgos. Bene vienintelis elektrinės deginimo mašinos trūkumas yra gana aukšta kaina.
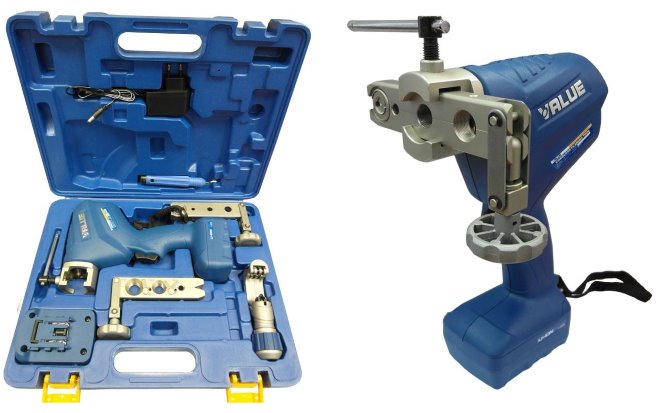
Šios deginimo mašinos baterija pakanka maždaug 100 operacijų.
Plėtimas
Toks rankinis įtaisas, veikiantis svirties mechanizmo principu, leidžia vienu judesiu išpūsti vamzdžio galą. Turėdamas paprastą konstrukciją, toks prietaisas taip pat turi nemažai reikšmingų trūkumų, iš kurių reikšmingiausias yra nesugebėjimas kontroliuoti ruošinio sienelės storio. Taigi plėstuvo naudojimas, kurį dažniausiai renkasi tie, kurie plečiasi savo rankomis, negarantuoja kokybiško rezultato.
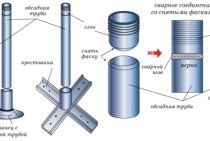
Kūginio varpelio gavimas
Norėdami suprasti proceso technologiją, galime paimti varinių vamzdžių plėtimo pavyzdį. Darbo tvarka yra tokia:
 Kūginio varpo veikimo schema
Kūginio varpo veikimo schema
- Vamzdis yra kruopščiai apipjaustytas. Norint kokybiškai išpūsti, kampas tarp galinio paviršiaus ir plokštumos turi būti griežtai 90 laipsnių.
- Darbinės dalies metalo apdirbimas susideda iš nešvarumų ir oksidų valymo ir pašalinimo.
- Ant vamzdžio uždedama srieginė įvorė.
- Ruošinys pritvirtinamas prie lovos atitinkamo skersmens iškrovimo angoje. Vamzdžio galas (darbinė dalis) turi išsikišti kelis milimetrus virš lovos.
- Prisukdami varžtą, atremkite besiplečiantį kūgį į galą ir spauskite tol, kol sekcijos deformacija pasieks ribą – susidarys 45 laipsnių kampu nusklembtas sijonas.
- Ruošinys nuimamas nuo rėmo, įvorė perkeliama į apdirbtą kraštą.
Kad būtų lengviau dirbti su kūgiu ant ruošinio, darbinį paviršių geriau padengti tepalu.Judinkite varžtą pirmyn ir atgal, palaipsniui pasiekdami norimą rezultatą – tai padės išvengti galimo metalo plyšimo deformacijos srityje.
Darbas su rankiniu plėtikliu turi savo veiksmų algoritmą:
 Kaip naudoti rankinį vamzdžių plėtiklį
Kaip naudoti rankinį vamzdžių plėtiklį
- Ruošinio galas montuojamas ant tinkamo skersmens galvutės iki sustojimo (yra keli skersmenys).
- Laikant stacionarią rankeną, judama rankena perkeliama aplink perimetrą, taip išskleidžiant galvos nasrus. Darbai atliekami be smurto, kad nenutrūktų vamzdis.
- Gavus skersmens išsiplėtimą, ruošinys pašalinamas iš įrankio.
- Patikrinkite, ar antrasis vamzdis lengvai patenka į gautą lizdą.
Įrankio pasirinkimo patarimai
Vario vamzdžio išplėtimas, atsižvelgiant į didelį jo medžiagos plastiškumą, nėra sunkus. Tačiau norint pasiekti kokybišką tokios technologinės operacijos atlikimą, reikėtų naudoti tik specializuotą įrankį. Atliekant deginimą naudojant paprasčiausius įrenginius, įskaitant ruošinius ir plėtiklius, gali atsirasti daugybė neigiamų pasekmių.
- Vamzdžių sienelės, jei jos yra mažo storio, užstrigs.
- Vamzdžių sienelėse, kurias paveiks toks instrumentas, gali trūkti.
- Tokiu atveju praktiškai neįmanoma pasiekti vienodo vamzdžio sienelių storio, o tai galiausiai turės įtakos formuojamos jungties patikimumui.

Specialiame įrenginyje varinis vamzdis yra pritvirtintas griežtai statmenai, o deformacija vyksta tiksliai išilgai kūgio
Tuo tarpu prietaisų, specialiai sukurtų deginti, naudojimas turi šiuos privalumus.
- Dėl laipsniško (atliekamo žingsnis po žingsnio kiekvienam įrankio ritinėlių praėjimui) vamzdžio sienelių deformacijos, plyšimų atsiradimas jame praktiškai neįtraukiamas.
- Pasiekiamas varinio vamzdžio sienelės storio vienodumas, net jei iš pradžių šis parametras nebuvo vienodas.
- Vidinis vamzdžio paviršius po išplitimo tampa idealiai lygus ir lygus.
Be to, specialaus prietaiso naudojimas leidžia greitai ir efektyviai išpūsti vamzdelio galą net tiems, kurie niekada nebuvo atlikę tokios procedūros savo rankomis.

Plokštelių rinkinį gali sudaryti: ekscentrinis išplėtimas, slankiklis, vamzdžių pjaustytuvas, vamzdžių plėtiklis ir vamzdžių lenkimo spyruoklės.
Norint, kad deginimas būtų atliktas efektyviai, ypatingas dėmesys turėtų būti skiriamas įrankio pasirinkimui. Šiuo atveju būtina atsižvelgti į tokius parametrus kaip:
- medžiagos, iš kurios pagamintas vamzdis, charakteristikos, ypač jo plastiškumo laipsnis;
- vidinis gaminio skersmuo;
- jo išorinis skersmuo;
- pliūpsnio gylis;
- atstumas, kuriuo gaminys išsikiš virš darbinės įrankio dalies;
- atstumas tarp varinių vamzdžių vidinių angų centrų (jei pasirinktas įrenginys leidžia vienu metu išpūsti kelis gaminius);
- ruošinių sienelių storis;
- poreikis suformuoti griovelius ant apdirbtos varinio vamzdžio dalies;
- jungiamųjų siūlių buvimas ruošinio paviršiuje.